EP0160343B1 - Machine for forming outer rings for bimetallic coins or medals, from round metal blanks - Google Patents
Machine for forming outer rings for bimetallic coins or medals, from round metal blanks Download PDFInfo
- Publication number
- EP0160343B1 EP0160343B1 EP85200652A EP85200652A EP0160343B1 EP 0160343 B1 EP0160343 B1 EP 0160343B1 EP 85200652 A EP85200652 A EP 85200652A EP 85200652 A EP85200652 A EP 85200652A EP 0160343 B1 EP0160343 B1 EP 0160343B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- die
- punch
- machine
- backing
- blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/16—Making other particular articles rings, e.g. barrel hoops
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44B—MACHINES, APPARATUS OR TOOLS FOR ARTISTIC WORK, e.g. FOR SCULPTURING, GUILLOCHING, CARVING, BRANDING, INLAYING
- B44B5/00—Machines or apparatus for embossing decorations or marks, e.g. embossing coins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44B—MACHINES, APPARATUS OR TOOLS FOR ARTISTIC WORK, e.g. FOR SCULPTURING, GUILLOCHING, CARVING, BRANDING, INLAYING
- B44B5/00—Machines or apparatus for embossing decorations or marks, e.g. embossing coins
- B44B5/02—Dies; Accessories
- B44B5/024—Work piece loading or discharging arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44B—MACHINES, APPARATUS OR TOOLS FOR ARTISTIC WORK, e.g. FOR SCULPTURING, GUILLOCHING, CARVING, BRANDING, INLAYING
- B44B5/00—Machines or apparatus for embossing decorations or marks, e.g. embossing coins
- B44B5/02—Dies; Accessories
- B44B5/026—Dies
Definitions
- This invention relates to a machine for forming rings to constitute an outer rim on bimetallic coins or medals, starting from round metal blanks.
- bimetallic coin constituted by an outer steel ring and an inner disc composed of a bronze, cupronickel and aluminium alloy.
- This coin is formed in two stages, namely a first stage in which a round metal blank is used to form the outer ring, which is worked in such a manner as to comprise a compressed and toothed inner annular edge and having its radial cross-section tapering inwards, and a second actual coining stage in which the disc is placed inside the ring and, on being struck by the coining die, expands so that its outer annular edge copenetrates the toothed inner annular edge of the ring, so that these two parts ofthe coin become securely joined to each other.
- the first stage is carried out by a machine which in a single operation simultaneously both punches out the central portion of the round blank and forms the said compressed and toothed inner edge.
- the backing die has an axial hole which slidably receives the punch.
- the die correspondingly comprises an axial hole designed to receive the punch during the punching and formation of the inner edge of the ring.
- the die and backing die each comprise, at one mouth of the respective hole, a surface in the shape of a circular rim which is designed to come into contact with the round blank. This surface comprises a projecting annular lip which in practice is a continuation of the walls of the hole.
- the walls of each hole also comprise an equal series of longitudinal projecting ribs which terminate at the lip, and the outer cylindrical surface of the punch comprises a corresponding series of longitudinal hollow grooves.
- the round blank When in operation, the round blank is rested on the circular rim-shaped surface of the die.
- the upper support is then made to descend onto the lower support so that the die and backing die lock the round blank between them, the punch passes through the central portion of the round blank so punching it out, and finally an abutment element rigid with the punch presses the die and backing die against each other.
- the central hole is formed in the ring during the punching operation, while the subsequent compression results in the formation of the compressed and toothed edge of the ring by the action of the lips and grooves.
- the round blank is fed and positioned on the die manually, requiring considerable accuracy on the part of the operator who has to centre the round blank on the die in order to obtain a ring with a centered hole. This restricts the machine productivity.
- the shape of the die and backing die does not lend to automatic extraction of the formed ring, which in many cases remains adhering to said elements. This requires manual intervention by suitable pincers, creating serious safety problems besides slowing down the production rate.
- the scrap is constituted by a disc punched from the round blank and comprising notches formed by the ribbing on the die.
- the presence of the notches means that the scrap cannot be used directlyforforming a normal small metal coin. The scrap can therefore only be melted down.
- the object of the present invention is to provide a machine with characteristics such as to obviate the aforesaid problems of the current machines.
- the machine illustrated in Figure 1 is substantially composed of a feed and advancement unit for the round metal blank, and a punching and precoining unit which actually works the round metal blank carried by the feed and advancement unit until an outer ring for a bimetallic coin or medal is obtained.
- the reference numeral 10 indicates the round metal blank to be worked and 100 the outer ring obtained.
- the feed and advancement unit comprises a chute 11 fed continuously with round metal blanks 10.
- the chute 11 terminates over a cylindrical container 12 in which the blanks 10 arriving from the chute 11 become piled one on the other.
- the container 12 is open at its base to allow the entry of a slider 13 mobile with reciprocating horizontal rectilinear motion, and the exit of an individual metal blank 10.
- the slider 13 enters the container 12 and urges the most lower blank 10 of the pile out of the container 12.
- the slider 13 leaves the container 12 to cause the overlying pile of blanks 10 to fall and a new blank 10 to come into alignment with the outlet of the container 12.
- the slider 13 pushes the blanks 10 one by one, as seen, along a guide 14 disposed in a position corresponding with the punching and precoining unit, as described hereinafter.
- a second chute 15 At the end of the guide 14 there is provided a second chute 15 by means of which the produced outer rings 100 are conveyed away from the machine.
- the punching and precoining unit has a basic structure analogous to that of a vertical press. It comprises a punching station 16 and a precoining station 17.
- a base 18 is provided on which a lower support 19 is rigidly fixed.
- the support 19 carries a die 20 of the punching station 16 and a die 21 of the precoining station 17.
- a slide 22 is provided to which a support 23 is rigidly fixed.
- the support 23 carries an assembly consisting of a punch, blank-holding backing die and centering element, this assembly being indicated overall by 24 and forming part of the punching station 16.
- the support 23 In a position corresponding with the die 21, the support 23 also carries a punch/backing-die assembly indicated overall by 25 and forming part of the precoining station 17.
- the slide 22 is driven with vertical reciprocating rectilinear motion by a crank cam, not shown because of known type, by way of a connecting rod 26.
- the crank cam is also used for providing the horizontal reciprocating rectilinear motion to the slider 13, as indicated diagrammatically by dashed and dotted lines, so as to synchronise the movement of the punching and precoining unit with the movement of the slider 13.
- the guide 14 runs between the upper assemblies 24 and 25 and the lower dies 20 and 21.
- Figures 2 to 11 show structural and operational details of machine of Figure 1 which has been described briefly heretofore.
- the guide 14 is substantially constituted by a composite plate 27 of a certain thickness, within which there is provided a longitudinal channel 25 in which the round blanks 10 to be worked are contained and slide in a row.
- the plate 27 also comprises longitudinal through slots 29 which open into the channel 28 to allow visual checking of the advancement of the blanks 10.
- the plate 27 comprises a lower hole 30 and an upper hole 31 coaxial with the hole 30, these opening into the channel 28.
- the plate 27 comprises a lower hole 32 and an upper hole 33 coaxial with the hole 32, these opening into the channel 28.
- the plate 27 comprises a series of pairs of opposing transverse elastic pushers 34.
- Each elastic pusher 34 is composed of an element 35 slidably housed in a transverse seat 36 of the plate 27, which at one end rotatably carries a wheel 37 and at its other end is urged by a spring 38.
- the spring 38 maintains the element 35 in a position in which the wheel 37 carried by it projects into the channel 28.
- the mobile upper support 23 is guided in its movement by four vertical columns 39 fixed to the support 23 and slidably housed in corresponding bushes 40 inserted into the fixed lower support 19.
- the die 20 is mounted on a block 41 fixed to the fixed lower support 19.
- the die 20 is of substantially cylindrical shape and comprises a circular axial through cavity 42 and a tapered upper mouth 43 with its edge in theform of a flat ring.
- the mouth 43 is housed in the lower hole 30 of the plate 27.
- the assembly 24 comprises aligned with the cavity 42 of the die 20, a cylindrical punch 44 which has its working end flat and is fixed at its other end to a base 45 rigid with the support 23.
- the assembly 24 also comprises a blank-holding backing die 46 with a cylindrical through cavity 47, in which the punch 44 is slidably housed, and a mouth 48 with its edge in the form of a flat ring which mates with and faces the mouth 43 of the die 20.
- the backing die 46 is fixed to a plate 49 which is slidably mounted on a pair of columns 39 and suspended from the support 23 by tie rods 50 and tie rods 51. Over each tie rod 51 there is mounted a shock absorber block 52 which is interposed between the plate 49 and support 23.
- the assembly 24 comprises a centering retainer 53 constituted by a ring 54 which is kept elastically resting on an inner portion of the backing die 46 by springs 55 acting on the base 45, and to which there are annularly fixed four claws 56 which extend parallel to the punch 44 and external to it towards the plate 27, to pass through the backing die 46.
- a centering retainer 53 constituted by a ring 54 which is kept elastically resting on an inner portion of the backing die 46 by springs 55 acting on the base 45, and to which there are annularly fixed four claws 56 which extend parallel to the punch 44 and external to it towards the plate 27, to pass through the backing die 46.
- the plate 27 there are provided four corresponding cavities 57 ( Figure 2) which open into the channel 28 and are designed to receive the terminal portions of the claws 56.
- the die 21 is mounted on a block 58 fixed to the fixed lower support 19.
- the die 21 is of substantially cylindrical shape and comprises an axial circular through cavity 59 and a tapered upper mouth 60.
- the mouth 60 has an edge in the form of a flat ring with an internal projecting lip 61 (well visible in the enlargement of Figure 9).
- the mouth 60 comprises longitudinal ribs 62 on its inner annular wall.
- the mouth 60 is housed in the lower hole 32 of the plate 27.
- the assembly 25 comprises, aligned with the cavity 59 of the die 21, a cylindrical punch 63 which is pointed at one end and is fixed at its other end to a base 64 rigid with the support 23.
- the cylindrical outer surface of the punch 63 comprises longitudinal grooves 65 in positions exactly corresponding with the ribs 62 of the die 21.
- the assembly 25 also comprises a backing die identical to the die 21, and which is therefore indicated overall and in its component parts by the same reference numerals as the die 21 followed by the letter A.
- the cylindrical cavity 59A of the backing die 21A slidably houses the punch 63.
- the backing die 21A is mounted in a block 66, which itself is fixed to a plate 67.
- the plate 67 is mounted slidable on a pair of columns 39, different from the pair on which the plate 49 is mounted.
- the plate 67 is also supported by the support 23 by means of respective tie rods 68 and 69.
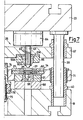
- the plate 27 is elastically suspended with respectto the blocks 41 and 58 of the dies 20 and 21 respectively ( Figure 5). This is obtained by supporting the plate 27 by a plate 71 which is slidably mounted on the columns 39 and rests on springs 72 acting on the support 19. Each spring 72 cooperates with a tie rod 73 which retains the plate 71 by opposing the elastic thrust of the spring. Finally, stop elements 74 are provided ( Figure 11), each mounted on the fixed lower support 19 by means of a tie rod 75, and with a shock absorber block 76 therebetween. The stop elements 74 are disposed in positions corresponding with the plate 67 in order to brake and halt its downward path of travel.
- each round blank 10 passes stepwise along the guide 28 until it reaches a position corresponding with the die 20 and assembly 24 of the punching station 16.
- the support 23 is lowered towards the support 19, and the following operations occur in sequence: the claws 56 penetrate into the respective cavities 57 to centre the blank 10 relativetothe punch 44 and cavity42,the mouth 48 of the backing die 46 presses the blank 10 against the mouth 43 of the die 20, so locking the blank, the punch 44 penetrates the blank 10 to remove a central portion therefrom, thus obtaining a semifinished product of ring shape indicated hereinafter by 10S.
- the scrap disc indicated by 10T ( Figures 1, 6), falls through the cavity 42 of the die 20 and passages 77 and 78 provided in the block 41 and support 19 respectively, and into a collection container 79.
- the support 23 and with it the assembly 24 then rise from the plate 27, and the semifinished product 10S continues on its stepwise path towards the precoining station 17.
- the plate 27 and support plate 71 descend until the blank 10 rests on the mouth 43 of the die 20.
- the plate 27 and plate 71 return to their initial position by the action of the springs 72, to remove the semifinished product 10S from the mouth 43 of the die 20.
- the support 23 with the assembly 25 then rises, and the piece worked in this manner (ring 100) advances stepwise towards the chute 15.
- the plate 27 also obviously descends during this precoining stage, and is returned elastically to its initial position so as to separate the worked piece (ring 100) from the die 21.
- an inner compressed and toothed edge is formed in the semifinished product 10S by virtue of the action of the lips 61 and 61 A of the mouths 60 and 60A of the dies 21 and 21A, which shape the edge, combined with the action of the ribs 62 and 62A and the grooves 65 of the punch 63, which shape the teeth as shown in the highly enlarged views of Figures 9, 10.
- a bimetallic coin or medal is then formed with the ring 100 by means of a separate proper coining operation, as explained in the introduction.
- the length of the channel 28 of the guide 14 and the stroke of the slider 16 must be such as to ensure, at each step, the correct positioning of a blank 10 at the die 20 and assembly 24, and the correct positioning of a semifinished product 10S at the die 21 and assembly 25.
- the elastic pushers 34 contribute to the correct advancement and positioning of the pieces (blanks 10, semifinished products 10S, rings 100) mutually disposed in a line, by virtue of the fact that they keep them elastically pressed against each other as can be seen from Figure 2.
- the machine as described and illustrated enables all the drawbacks of the known art mentioned in the introduction to be obviated.
- the feeding of the blanks to be worked is completely automatic.
- the separation of the punching and precoining operations into two stations considerably prolongs the life of the dies and backing dies.
- the die and backing die of the precoining station which are extremely delicate due to the presence of lips and ribs, do not have to withstand the punching stress.
- This separation of the punching and precoining operations facilitates the removal of the semifinished or finished piece from the dies and backing dies, in particular in the precoining station where no forces exist which would cause the semifinished product to adhere to the die or backing die. Removal is also facilitated in the illustrated embodiment by the shape of the channel 28 which retains the piece, and by the oscillatory movement of the guide which, as seen, rises when the punching and precoining operations are finished, to remove the piece from the die.
- the working scrap is constituted by discs 10T which can be immediately reused, for example for coining small single-metal coins or medals.
- the feed unit which in this example is formed with a to-and-fro slider and relative guide can be replaced by mechanical hands which continuously convey the workpieces to the station.
- the punching station and precoining station each comprise only one die-punch unit (die 20-assembly 24 for the punching station 16 and die 21-assembly 25 for the precoining station 17).
- a machine would be conceivable with a punching station and precoining station each comprising several die-punch units in parallel, served by respective parallel feeders.
Abstract
Description
- This invention relates to a machine for forming rings to constitute an outer rim on bimetallic coins or medals, starting from round metal blanks.
- There currently exists a bimetallic coin constituted by an outer steel ring and an inner disc composed of a bronze, cupronickel and aluminium alloy.
- This coin is formed in two stages, namely a first stage in which a round metal blank is used to form the outer ring, which is worked in such a manner as to comprise a compressed and toothed inner annular edge and having its radial cross-section tapering inwards, and a second actual coining stage in which the disc is placed inside the ring and, on being struck by the coining die, expands so that its outer annular edge copenetrates the toothed inner annular edge of the ring, so that these two parts ofthe coin become securely joined to each other.
- In forming the outer ring, the first stage is carried out by a machine which in a single operation simultaneously both punches out the central portion of the round blank and forms the said compressed and toothed inner edge.
- For this purpose, use is made of a fixed lower support carrying a die and a mobile upper support carrying a backing die and punch. The backing die has an axial hole which slidably receives the punch. The die correspondingly comprises an axial hole designed to receive the punch during the punching and formation of the inner edge of the ring. The die and backing die each comprise, at one mouth of the respective hole, a surface in the shape of a circular rim which is designed to come into contact with the round blank. This surface comprises a projecting annular lip which in practice is a continuation of the walls of the hole. The walls of each hole also comprise an equal series of longitudinal projecting ribs which terminate at the lip, and the outer cylindrical surface of the punch comprises a corresponding series of longitudinal hollow grooves.
- When in operation, the round blank is rested on the circular rim-shaped surface of the die. The upper support is then made to descend onto the lower support so that the die and backing die lock the round blank between them, the punch passes through the central portion of the round blank so punching it out, and finally an abutment element rigid with the punch presses the die and backing die against each other. The central hole is formed in the ring during the punching operation, while the subsequent compression results in the formation of the compressed and toothed edge of the ring by the action of the lips and grooves.
- However, the aforesaid machine has serious drawbacks.
- The round blank is fed and positioned on the die manually, requiring considerable accuracy on the part of the operator who has to centre the round blank on the die in order to obtain a ring with a centered hole. This restricts the machine productivity.
- The use of the die both as the punching element and as the element for forming the inner edge of the ring cannot be reconciled. This is because the punching operation causes considerable shear and compression stresses to arise in the die in a position corresponding with the lip and the terminal portion of the ribbing which makes contact with the lip. After a certain number of punching and forming blows, the said portion fractures and requires replacement of the die. Even the use of extremely hard materials for forming the die does not obviate these drawbacks.
- The shape of the die and backing die does not lend to automatic extraction of the formed ring, which in many cases remains adhering to said elements. This requires manual intervention by suitable pincers, creating serious safety problems besides slowing down the production rate.
- From the aforesaid, it is apparent that one operator is required for each die/backing-die/ punch unit for loading the round blank and unloading the ring obtained. A high production rate offinished pieces will therefore result in a high and unacceptable personnel cost.
- There is also a problem regarding the scrap from such working. The scrap is constituted by a disc punched from the round blank and comprising notches formed by the ribbing on the die. The presence of the notches means that the scrap cannot be used directlyforforming a normal small metal coin. The scrap can therefore only be melted down.
- The object of the present invention is to provide a machine with characteristics such as to obviate the aforesaid problems of the current machines.
- This object is attained by a machine for forming outer rings for bimetallic coins or medals from round metal blanks, each ring having a compressed and toothed inner edge, the machine comprising punching and precoining tools, and being characterised by comprising:
- - a first working station including at least one unit formed from a first punch, a corresponding first die with a cavity arranged to receive said first punch, a first blank-holding backing die slidably mounted over said first punch, and a retainer, mounted over said first punch, for centering the round blank on the first die;
- - a second working station including at least one unit formed from a second punch with a pointed end and provided on its outer surface with longitudinal grooves, a second die with a cavity arranged to receive said second punch and provided with corresponding longitudinal ribs, said second die having a mouth of its cavity provided with an internal projecting lip, and a second backing die identical to said second die and mounted over said second punch with its mouth facing the mouth of said second die;
- - means for feeding the round blanks to said first working station between said first punch and said first die, and means for feeding the pieces worked in said first station to said second station between said second punch and said second die;
- - means for compressing said first backing die against said first die and means for operating said first punch to cause it to penetrate into said first die in order to perforate the round blank, means for operating said second punch to cause it to penetrate into said second die and means for compressing said second backing die against said second die in order to form the compressed and toothed inner edge on the perforated round blank.
- The characteristics and advantages of the present invention will be apparent from the nonlimiting description of one embodiment thereof given hereafter and illustrated on the accompanying drawings in which:
- Figure 1 is an overall diagrammatic view of a machine according to a preferred embodiment of the invention;
- Figure 2 is a detailed horizontal section on the line II-II through the machine of Figure 1;
- Figure 3 is a detailed horizontal section on the line III-III through the machine of Figure 1;
- Figure 4 is a section on the line IV-IV through a detail of Figure 2;
- Figure 5 is a detailed vertical section on the line V-V of Figure 2, through a first working station of the machine of Figure 1;
- Figure 6 is a vertical section on the line VI-VI of Figure 2, through the first working station of Figure 5 in a particular operating position;
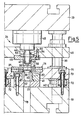
- Figure 7 is a detailed vertical section on the line VII-VII of Figure 2, through a second working station of the machine of Figure 1;
- Figure 8 shows the second station of Figure 7 in a particular operating position;
- Figure 9 shows a highly enlarged detail of the sectional view of Figure 8;
- Figure 10 is a section on the line X-X through the detail of Figure 9;
- Figure 11 is a detailed vertical section on the line XI-XI of Figure 3 through the machine of Figure 1;
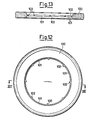
- Figure 12 is a highly enlarged plan view of a ring formed by the machine of Figure 1;
- Figure 13 is a section on the line XIII-XIII through the ring of Figure 12.
- The machine illustrated in Figure 1 is substantially composed of a feed and advancement unit for the round metal blank, and a punching and precoining unit which actually works the round metal blank carried by the feed and advancement unit until an outer ring for a bimetallic coin or medal is obtained. Hereinafter, the
reference numeral 10 indicates the round metal blank to be worked and 100 the outer ring obtained. - The feed and advancement unit comprises a chute 11 fed continuously with
round metal blanks 10. The chute 11 terminates over acylindrical container 12 in which theblanks 10 arriving from the chute 11 become piled one on the other. Thecontainer 12 is open at its base to allow the entry of aslider 13 mobile with reciprocating horizontal rectilinear motion, and the exit of an individual metal blank 10. During its outward stroke theslider 13 enters thecontainer 12 and urges the most lower blank 10 of the pile out of thecontainer 12. During its return stroke theslider 13 leaves thecontainer 12 to cause the overlying pile ofblanks 10 to fall and a new blank 10 to come into alignment with the outlet of thecontainer 12. Theslider 13 pushes theblanks 10 one by one, as seen, along aguide 14 disposed in a position corresponding with the punching and precoining unit, as described hereinafter. At the end of theguide 14 there is provided asecond chute 15 by means of which the producedouter rings 100 are conveyed away from the machine. - The punching and precoining unit has a basic structure analogous to that of a vertical press. It comprises a
punching station 16 and a precoiningstation 17. In particular, abase 18 is provided on which alower support 19 is rigidly fixed. Thesupport 19 carries a die 20 of thepunching station 16 and a die 21 of the precoiningstation 17. Upwardly, there is provided a slide 22 to which asupport 23 is rigidly fixed. In a position corresponding with thedie 20, thesupport 23 carries an assembly consisting of a punch, blank-holding backing die and centering element, this assembly being indicated overall by 24 and forming part of thepunching station 16. In a position corresponding with thedie 21, thesupport 23 also carries a punch/backing-die assembly indicated overall by 25 and forming part of the precoiningstation 17. The slide 22 is driven with vertical reciprocating rectilinear motion by a crank cam, not shown because of known type, by way of a connectingrod 26. The crank cam is also used for providing the horizontal reciprocating rectilinear motion to theslider 13, as indicated diagrammatically by dashed and dotted lines, so as to synchronise the movement of the punching and precoining unit with the movement of theslider 13. Theguide 14 runs between theupper assemblies - Figures 2 to 11 show structural and operational details of machine of Figure 1 which has been described briefly heretofore. With reference to Figure 2, 4, 5, 7 it can be seen that the
guide 14 is substantially constituted by acomposite plate 27 of a certain thickness, within which there is provided alongitudinal channel 25 in which theround blanks 10 to be worked are contained and slide in a row. Theplate 27 also comprises longitudinal throughslots 29 which open into thechannel 28 to allow visual checking of the advancement of theblanks 10. In positions corresponding with thedie 20 andassembly 24, theplate 27 comprises alower hole 30 and an upper hole 31 coaxial with thehole 30, these opening into thechannel 28. Likewise, in positions corresponding with thedie 21 andassembly 25, theplate 27 comprises alower hole 32 and anupper hole 33 coaxial with thehole 32, these opening into thechannel 28. Along thechannel 28 there operates a series of pairs of opposing transverseelastic pushers 34. Eachelastic pusher 34 is composed of anelement 35 slidably housed in atransverse seat 36 of theplate 27, which at one end rotatably carries awheel 37 and at its other end is urged by aspring 38. Thespring 38 maintains theelement 35 in a position in which thewheel 37 carried by it projects into thechannel 28. The functions of theseelastic pushers 34 are described hereinafter. - With reference to Figures 2, 3, 5, 7, it can be seen that the mobile
upper support 23 is guided in its movement by fourvertical columns 39 fixed to thesupport 23 and slidably housed in correspondingbushes 40 inserted into the fixedlower support 19. - With regard to the punching station 16 (Figure 5), the
die 20 is mounted on ablock 41 fixed to the fixedlower support 19. Thedie 20 is of substantially cylindrical shape and comprises a circular axial throughcavity 42 and a taperedupper mouth 43 with its edge in theform of a flat ring. Themouth 43 is housed in thelower hole 30 of theplate 27. Theassembly 24 comprises aligned with thecavity 42 of the die 20, acylindrical punch 44 which has its working end flat and is fixed at its other end to a base 45 rigid with thesupport 23. Theassembly 24 also comprises a blank-holding backing die 46 with a cylindrical throughcavity 47, in which thepunch 44 is slidably housed, and amouth 48 with its edge in the form of a flat ring which mates with and faces themouth 43 of thedie 20. The backing die 46 is fixed to aplate 49 which is slidably mounted on a pair ofcolumns 39 and suspended from thesupport 23 bytie rods 50 andtie rods 51. Over eachtie rod 51 there is mounted ashock absorber block 52 which is interposed between theplate 49 andsupport 23. Finally, theassembly 24 comprises a centeringretainer 53 constituted by aring 54 which is kept elastically resting on an inner portion of the backing die 46 bysprings 55 acting on thebase 45, and to which there are annularly fixed fourclaws 56 which extend parallel to thepunch 44 and external to it towards theplate 27, to pass through the backing die 46. In theplate 27 there are provided four corresponding cavities 57 (Figure 2) which open into thechannel 28 and are designed to receive the terminal portions of theclaws 56. - With regard to the precoining station 17 (Figure 7), the
die 21 is mounted on ablock 58 fixed to the fixedlower support 19. Thedie 21 is of substantially cylindrical shape and comprises an axial circular throughcavity 59 and a taperedupper mouth 60. Themouth 60 has an edge in the form of a flat ring with an internal projecting lip 61 (well visible in the enlargement of Figure 9). In addition, themouth 60 compriseslongitudinal ribs 62 on its inner annular wall. Themouth 60 is housed in thelower hole 32 of theplate 27. Theassembly 25 comprises, aligned with thecavity 59 of the die 21, acylindrical punch 63 which is pointed at one end and is fixed at its other end to a base 64 rigid with thesupport 23. The cylindrical outer surface of thepunch 63 compriseslongitudinal grooves 65 in positions exactly corresponding with theribs 62 of thedie 21. Theassembly 25 also comprises a backing die identical to thedie 21, and which is therefore indicated overall and in its component parts by the same reference numerals as the die 21 followed by the letter A. - The
cylindrical cavity 59A of the backing die 21A slidably houses thepunch 63. The backing die 21A is mounted in ablock 66, which itself is fixed to aplate 67. Theplate 67 is mounted slidable on a pair ofcolumns 39, different from the pair on which theplate 49 is mounted. Theplate 67 is also supported by thesupport 23 by means ofrespective tie rods tie rod 69 there is likewise mounted ashock absorber block 70, which is interposed between theplate 67 andsupport 23. - The
plate 27 is elastically suspended with respectto theblocks plate 27 by aplate 71 which is slidably mounted on thecolumns 39 and rests onsprings 72 acting on thesupport 19. Eachspring 72 cooperates with atie rod 73 which retains theplate 71 by opposing the elastic thrust of the spring. Finally, stopelements 74 are provided (Figure 11), each mounted on the fixedlower support 19 by means of atie rod 75, and with ashock absorber block 76 therebetween. Thestop elements 74 are disposed in positions corresponding with theplate 67 in order to brake and halt its downward path of travel. - The operation of the machine is explained hereinafter.
- By action of the
slider 13, each round blank 10 passes stepwise along theguide 28 until it reaches a position corresponding with thedie 20 andassembly 24 of the punchingstation 16. At this point (Figures 5, 6) thesupport 23 is lowered towards thesupport 19, and the following operations occur in sequence: theclaws 56 penetrate into therespective cavities 57 to centre the blank 10 relativetothe punch 44 and cavity42,themouth 48 of the backing die 46 presses the blank 10 against themouth 43 of the die 20, so locking the blank, thepunch 44 penetrates the blank 10 to remove a central portion therefrom, thus obtaining a semifinished product of ring shape indicated hereinafter by 10S. The scrap disc, indicated by 10T (Figures 1, 6), falls through thecavity 42 of thedie 20 andpassages block 41 andsupport 19 respectively, and into a collection container 79. Thesupport 23 and with it theassembly 24 then rise from theplate 27, and thesemifinished product 10S continues on its stepwise path towards theprecoining station 17. - During the described punching stage, when the backing die 46 presses against the blank 10, the
plate 27 andsupport plate 71 descend until the blank 10 rests on themouth 43 of thedie 20. When the backing die 46 rises from thesemifinished product 10S obtained, theplate 27 andplate 71 return to their initial position by the action of thesprings 72, to remove thesemifinished product 10S from themouth 43 of thedie 20. - When the
semifinished product 10S arrives in a position corresponding with thedie 21 andassembly 25, thesupport 23 descends towards thesupport 19, and the following operations occur in sequence (Figures 7, 8, 9,10): the punch enters the hole in thesemifinished product 10S to centre it relative to the die 21 and backing die 21A, the backing die 21A rests on thesemifinished product 10S, and the base 64 presses against theplate 67 so as to clamp the semifinished product between themouths die 21 and backing die 21A, to suitably precoin it as stated hereinafter. - The
support 23 with theassembly 25 then rises, and the piece worked in this manner (ring 100) advances stepwise towards thechute 15. Theplate 27 also obviously descends during this precoining stage, and is returned elastically to its initial position so as to separate the worked piece (ring 100) from thedie 21. - In practice, in this precoining stage an inner compressed and toothed edge is formed in the
semifinished product 10S by virtue of the action of thelips mouths ribs grooves 65 of thepunch 63, which shape the teeth as shown in the highly enlarged views of Figures 9, 10. - The result is the
ring 100 of Figures 12 and 13, in which the edge is indicated by 101 and the teeth by 102. - A bimetallic coin or medal is then formed with the
ring 100 by means of a separate proper coining operation, as explained in the introduction. - Returning to the machine according to the invention, it is apparent that as the
assemblies station 16 punches asemifinished product 10S from a blank 10, thestation 17 simultaneously precoins aring 100 from asemifinished product 10S which has already passed from thestation 16. - The length of the
channel 28 of theguide 14 and the stroke of theslider 16 must be such as to ensure, at each step, the correct positioning of a blank 10 at thedie 20 andassembly 24, and the correct positioning of asemifinished product 10S at thedie 21 andassembly 25. - The
elastic pushers 34 contribute to the correct advancement and positioning of the pieces (blanks 10,semifinished products 10S, rings 100) mutually disposed in a line, by virtue of the fact that they keep them elastically pressed against each other as can be seen from Figure 2. - The machine as described and illustrated enables all the drawbacks of the known art mentioned in the introduction to be obviated. The feeding of the blanks to be worked is completely automatic. The separation of the punching and precoining operations into two stations considerably prolongs the life of the dies and backing dies. In particular, the die and backing die of the precoining station, which are extremely delicate due to the presence of lips and ribs, do not have to withstand the punching stress.
- This separation of the punching and precoining operations facilitates the removal of the semifinished or finished piece from the dies and backing dies, in particular in the precoining station where no forces exist which would cause the semifinished product to adhere to the die or backing die. Removal is also facilitated in the illustrated embodiment by the shape of the
channel 28 which retains the piece, and by the oscillatory movement of the guide which, as seen, rises when the punching and precoining operations are finished, to remove the piece from the die. - Moreover, the working scrap is constituted by
discs 10T which can be immediately reused, for example for coining small single-metal coins or medals. - Modifications and/or additions can be made to the present embodiment, which is given by way of example.
- The feed unit which in this example is formed with a to-and-fro slider and relative guide can be replaced by mechanical hands which continuously convey the workpieces to the station. In the embodiment described heretofore and illustrated by way of example, the punching station and precoining station each comprise only one die-punch unit (die 20-
assembly 24 for the punchingstation 16 and die 21-assembly 25 for the precoining station 17). A machine would be conceivable with a punching station and precoining station each comprising several die-punch units in parallel, served by respective parallel feeders.
Claims (11)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT85200652T ATE38949T1 (en) | 1984-05-02 | 1985-04-26 | DEVICE FOR FORMING OUTER RINGS FOR BIMETALLIC COINS OR MEDALS FROM ROUND METALLIC BLANKS. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT2076684 | 1984-05-02 | ||
| IT20766/84A IT1173945B (en) | 1984-05-02 | 1984-05-02 | MACHINE FOR THE REALIZATION, FROM METAL ROUND, OF EXTERNAL RINGS FOR COINS OR BIMETALLIC MEDALS |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0160343A2 EP0160343A2 (en) | 1985-11-06 |
| EP0160343A3 EP0160343A3 (en) | 1987-08-19 |
| EP0160343B1 true EP0160343B1 (en) | 1988-11-30 |
Family
ID=11171751
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85200652A Expired EP0160343B1 (en) | 1984-05-02 | 1985-04-26 | Machine for forming outer rings for bimetallic coins or medals, from round metal blanks |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0160343B1 (en) |
| AT (1) | ATE38949T1 (en) |
| DE (1) | DE3566508D1 (en) |
| IT (1) | IT1173945B (en) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4035738A1 (en) * | 1990-11-09 | 1992-05-14 | Deutsche Nickel Ag | METHOD FOR PRODUCING TWO-PIECE COIN BLANKS AND LIKE COIN BLANK |
| DE4113971A1 (en) * | 1991-04-29 | 1992-11-05 | Schuler Gmbh L | METHOD AND DEVICE FOR PRODUCING RING CORE COINS |
| DK0564667T3 (en) * | 1992-04-02 | 1995-12-04 | Krupp Vdm Gmbh | Bimetallic coin blank |
| DE4411900C2 (en) * | 1994-04-07 | 2002-07-04 | Graebener Pressensysteme Gmbh | Embossing press, in particular coin embossing press |
| DE4432093C2 (en) | 1994-09-09 | 1997-04-30 | Krupp Vdm Gmbh | Blank for coins or medals |
| CN101850389B (en) * | 2010-04-23 | 2012-05-30 | 中国印钞造币总公司 | Bimetal coin/badge outer-race manufacturing equipment |
| CN103990739A (en) * | 2014-05-20 | 2014-08-20 | 郭婷月 | Handicraft once forming punch and machining method |
| DE102015119174A1 (en) * | 2015-11-06 | 2017-05-11 | Schuler Pressen Gmbh | Forming device and method for forming an inner edge of a blanket ring |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE425446A (en) * | ||||
| GB648267A (en) * | 1942-02-16 | 1951-01-03 | Illinois Tool Works | Washer strip and method and apparatus for producing same |
| FR1392631A (en) * | 1964-02-04 | 1965-03-19 | Ateliers Rene Halftermeyer Are | New process for manufacturing pinions, in particular for variable capacitor multipliers and products obtained |
-
1984
- 1984-05-02 IT IT20766/84A patent/IT1173945B/en active
-
1985
- 1985-04-26 AT AT85200652T patent/ATE38949T1/en not_active IP Right Cessation
- 1985-04-26 EP EP85200652A patent/EP0160343B1/en not_active Expired
- 1985-04-26 DE DE8585200652T patent/DE3566508D1/en not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| ATE38949T1 (en) | 1988-12-15 |
| DE3566508D1 (en) | 1989-01-05 |
| EP0160343A3 (en) | 1987-08-19 |
| IT8420766A0 (en) | 1984-05-02 |
| IT8420766A1 (en) | 1985-11-02 |
| IT1173945B (en) | 1987-06-24 |
| EP0160343A2 (en) | 1985-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4914996A (en) | Pressing tool for stamping apparatus | |
| US6370931B2 (en) | Stamping die for producing smooth-edged metal parts having complex perimeter shapes | |
| US3969918A (en) | Method and apparatus for blanking coil stock for transfer presses | |
| EP0160343B1 (en) | Machine for forming outer rings for bimetallic coins or medals, from round metal blanks | |
| US3683834A (en) | Container forming apparatus | |
| US4590780A (en) | Process and apparatus for producing at least two forgings on a hot-forming press | |
| CN112024719A (en) | Shell multi-station die and using method thereof | |
| US2325290A (en) | Sheet material punching apparatus | |
| US907690A (en) | Punching-machine. | |
| US4088005A (en) | Combined rotary progressive die | |
| US1318416A (en) | Can-end lining and marking machine | |
| CN114346071A (en) | Automatic manufacturing equipment and method for guide rail bracket for elevator | |
| CN212442841U (en) | Aluminum alloy stamping flanging composite die | |
| CN211027729U (en) | Novel structure of small-space multi-hole-position inclined punch | |
| US4986153A (en) | Method and apparatus for the parting and removal of pieces from punch presses | |
| US2146780A (en) | Apparatus for notching sheet material | |
| US7080586B2 (en) | Triple action cam die set for cutting the ends of metal tubes | |
| JPH07164094A (en) | Method and device for manufacturing wheel particularly preformed wheel for railway vehicle | |
| SU579864A3 (en) | Die set for manufacturing blanks of sleeve type | |
| US2754907A (en) | Picking up scrap ring resulting from extrusion of tubular articles | |
| CN218015223U (en) | Automatic chemical step for in-mold feeding | |
| CN214391914U (en) | Structure of trimming and punching composite die and die frame for small-specification hot-forging three-fork forging | |
| JPS63123538A (en) | Intermittent tool ejection device in die device | |
| CN111940601B (en) | Guide sleeve multi-station die and using method thereof | |
| US2380440A (en) | Method of making fiber container parts |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19880202 |
|
| 17Q | First examination report despatched |
Effective date: 19880414 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 38949 Country of ref document: AT Date of ref document: 19881215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3566508 Country of ref document: DE Date of ref document: 19890105 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: DELTACOGNE S.P.A. |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19890430 |
|
| BECA | Be: change of holder's address |
Free format text: 881130 *DELTACOGNE S.P.A.:VIA PARAVERA 16, I-11100 AOSTA |
|
| BECH | Be: change of holder |
Free format text: 881130 *DELTACOGNE S.P.A. |
|
| BECN | Be: change of holder's name |
Effective date: 19881221 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19900430 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19901003 Year of fee payment: 6 Ref country code: SE Payment date: 19901003 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19901005 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19901009 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19901012 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19901017 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19901018 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19901024 Year of fee payment: 6 |
|
| EPTA | Lu: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19910426 Ref country code: AT Effective date: 19910426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19910427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19910430 Ref country code: BE Effective date: 19910430 Ref country code: CH Effective date: 19910430 |
|
| BERE | Be: lapsed |
Owner name: DELTACOGNE S.P.A. Effective date: 19910430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19911101 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19911230 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19920201 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 85200652.7 Effective date: 19911108 |