EP0093068B1 - Utilisation de busettes pour lingotieres - Google Patents
Utilisation de busettes pour lingotieres Download PDFInfo
- Publication number
- EP0093068B1 EP0093068B1 EP83630058A EP83630058A EP0093068B1 EP 0093068 B1 EP0093068 B1 EP 0093068B1 EP 83630058 A EP83630058 A EP 83630058A EP 83630058 A EP83630058 A EP 83630058A EP 0093068 B1 EP0093068 B1 EP 0093068B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mould
- metal
- nozzles
- level
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 229910052751 metal Inorganic materials 0.000 claims abstract description 27
- 239000002184 metal Substances 0.000 claims abstract description 27
- 238000009749 continuous casting Methods 0.000 claims abstract description 5
- 230000005672 electromagnetic field Effects 0.000 claims description 5
- 238000005266 casting Methods 0.000 description 7
- 238000003756 stirring Methods 0.000 description 6
- 239000002893 slag Substances 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 229910001338 liquidmetal Inorganic materials 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 238000009434 installation Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000012809 cooling fluid Substances 0.000 description 1
- 230000003631 expected effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 230000009931 harmful effect Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000005201 scrubbing Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
- B22D41/62—Pouring-nozzles with stirring or vibrating means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/114—Treating the molten metal by using agitating or vibrating means
- B22D11/115—Treating the molten metal by using agitating or vibrating means by using magnetic fields
Definitions
- the present invention relates to the use of nozzles, in particular of nozzles serving to feed a continuous casting ingot mold according to the preamble of claim 1.
- the rotation of the liquid metal in the ingot mold has certain advantages compared to static casting, in particular that of making a favorable modification to the solidification structure by eliminating the basaltic zone in favor of a finer solidification structure.
- the stirring or the rotation of the metal not yet solidified, both at the level of the ingot mold and in the secondary cooling zone, consists in putting the metal in motion mechanically, pneumatically or even using an electromagnetic field .
- the latter can be created, according to the configuration of the desired electromagnetic field, by one or more inductors which are positioned around the mold or even below it. It is especially in the case of the rotation around the casting axis that inclusions tend to collect in the area of the axis of the bar and to be sucked into the liquid metal.
- Installations are already known for emptying metallurgical vessels constituted by a pouring duct around which is arranged at least one electromagnetic stirring device for horizontally stirring the molten mass (see FR-A 2 416 752).
- GB-A 705 762 mentions the possibility of providing the pouring orifice of a metallurgical container with an electromagnetic stirring device, and of supplying it so as to have, alongside the stirring, also heating of the metal.
- the object of the invention is to propose the use of nozzles, provided with such an electromagnetic stirring device, making it possible to avoid the risks associated with the freezing of deposits of oxides and of metal in the nozzles while ensuring them a duration of high life.
- an inductor control system is used, which is connected on the one hand to the system for controlling the flow rate of the liquid metal ingot mold supply and on the other hand to the control system. the level of the metal in the mold.
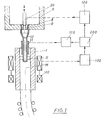
- Fig. 1 non-limitingly represents a section through a possible embodiment.
- tundish 0 filled with liquid metal and whose tap hole with its adjustable shutter 20 and with its nozzle 8 is located above a mold 1 for continuous casting.
- metal M In the ingot mold 1 there is metal M and slag S.
- a nozzle 12 is provided, the lower end of which is immersed in the metal M.
- the nozzle 12 comprises an electromagnetic inductor 11, of which the current and cooling fluid supply system is not shown.
- the nozzle 8 of the tundish can also be provided with an inductor 9.
- the ingot mold 1 is provided according to the state of the art with a device 10 for continuously measuring the level of the metal.
- a device 10 for continuously measuring the level of the metal can be in accordance with that described for example in patent LU 80,410.
- the command of 110 which influences the action of the inductor or inductors 11 and 9 is connected, on the one hand, to the control system 100 of a device 10 for determining the level in the ingot mold and, on the other hand, to the system 120 metal flow control, i.e. the shutter position adjustment 20.
- the procedure is as follows: an electromagnetic field is created in the nozzles 12 and possibly 8 with a frequency and a direction of rotation such that the harmful effect of the vortex in the ingot mold is effectively counteracted.
- the optimal frequency of rotation leading to the desired effect is determined using tests.
- the direction of rotation of the electromagnetic field in the nozzles is obviously opposite to that of the metal in the mold.
- the system 100 receives and interprets the data relating to the position of the level of the metal in the ingot mold and transmits them to a unit 200. This unit takes care of the decision whether or not to change the metal feed rate i.e. if it is necessary to change the position of the shutter 20.
- the unit 200 acts in the affirmative on the control system 120.
- the unit 200 transmits a signal to the control system 110 which varies the operation of the inductor 11 and possibly inductor 9.
- This variation in operation can result in an increase in the power and / or the frequency applied to the inductors 9, 11.
- One of the possibilities for obtaining a quick cleaning is to superimpose the currents d normal supply of inductors for variable duration current pulses.
- the unit 200 transmits to the system 110 the instruction to resume its mode normal operation.
- a particularly advantageous variant of use of the nozzles according to the invention occurs when the level of the metal (possibly covered with protective slag) drops in the tundish 0. At this time there is also the risk of creating a vortex therein. this.
- the direction of rotation of this vortex obviously depends on the position of the installation on the terrestrial globe.
- the slag entrainment by the action of this vortex can be limited using an adequate rotating field coming from the inductor 9.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Nozzles (AREA)
- Casting Devices For Molds (AREA)
- Telephone Function (AREA)
Description
- La présente invention concerne l'utilisation de busettes, notamment de busettes servant à alimenter une lingotière de coulée continue selon le préambule de la revendication 1.
- La mise en rotation du métal liquide dans la lingotière présente des avantages certains par rapport à la coulée statique, notamment celui d'apporter une modification favorable à la structure de solidification en supprimant la zone basaltique au bénéfice d'une structure de solidification plus fine.
- Le brassage ou la mise en rotation du métal non encore solidifié, tant au niveau de la lingotière que dans la zone du refroidissement secondaire, consiste à mettre le métal en mouvement par voie mécanique, pneumatique ou encore à l'aide d'un champ électromagnétique. Ce dernier peut être créé, selon la configuration du champ électromagnétique désiré, par un ou plusieurs inducteurs que l'on positionne autour de la lingotière ou encore en-dessous de celle-ci. C'est surtout dans le cas de la mise en rotation autour de l'axe de coulée que des inclusions ont tendance à se rassembler dans la zone de l'axe de la barre et à être aspirées dans le métal liquide.
- Le risque d'une telle pollution de l'acier coulé en continu et mis en rotation est d'autant plus élevé que l'on prévoit de protéger la surface de l'acier liquide par des laitiers de composition choisie, p.ex. dans le cadre d'un traitement du métal par ajoutes de calmants et/ou d'éléments d'alliage.
- Suivant la nuance du métal à couler et le traitement en lingotière éventuellement choisi, il est connu d'introduire le métal en fusion en dessous du niveau du bain dans la lingotière au moyen d'une busette dont l'orifice est immergé. Pour réduire le risque d'entraînement de laitier par effet vortex au sein du métal qui existe lors du déversement du jet de coulée dans le centre de rotation, il a été proposé dans le brevet LU 82.001 l'utilisation d'une busette consistant notamment en un tube central comportant une partie supérieure dans laquelle aboutit le jet de coulée et une partie inférieure qui plonge dans le métal liquide et qui comprend des pales radiales par rapport à l'axe de la lingotière. Ces pales s'appuient contre le tube central et plongent du moins partiellement sous la surface du métal liquide. Il s'est pourtant avéré que l'emploi de ces busettes réduisant l'effet vortex posait des problèmes d'usure des pales à haute température.
- On a constaté par ailleurs que lors de la coulée continue d'acier calmé à l'aluminium ou au titane, il se forme dans les busettes entre poche et tundish resp. dans la busette plongeante entre tundish et longotière, des dépôts d'oxyde réfractaire qui bouchent progressivement ces organes, ce qui conduit à une diminution de la vitesse de coulée resp. à un arrêt de celle-ci. Une couche trop froide peut également conduire à une diminution des sections des busettes, et ceci même lors de la coulée d'aciers ordinaires. On essaie depuis longtemps de pallier cet inconvénient en introduisant un courant gazeux par l'intermédiaire du bouchon d'obturation de la busette dans la busette du tundish respectivement par injection d'un gaz dans la busette plongeante, méthodes qui ne conduisent pas toujours aux résultats souhaités et qui ont par ailleurs l'inconvénient de conduire parfois à des inclusions gazeuses dans le produit fini.
- On connaît déjà des installations pour vidanger des récipients métallurgiques constituées par un conduit de coulée autour duquel est disposé au moins un dispositif de brassage électromagnétique pour brasser horizontalement la masse en fusion (voir FR-A 2 416 752).
- Le brevet GB-A 705 762 mentionne la possibilité de munir l'orifice de coulée d'un récipient métallurgique d'un dispositif de brassage électromagnétique, et de l'alimenter de manière à avoir à coté du brassage également un échauffement du métal.
- Le but de l'invention consiste à proposer une utilisation de busettes, munies d'un tel dispositif de brassage électromagnétique, permettant d'éviter les risques liés au figeage de dépôts d'oxydes et de métal dans les busettes tout en leur assurant une durée de vie élevée.
- Ce but est atteint par l'invention telle que caractérisée dans la revendication 1. Des variantes préférentielles d'utilitsation des busettes sont décrites dans les sous-revendications.
- Pour surveiller l'efficacité du décrassage des busettes on emploie un système de commande des inducteurs qu'on relie d'une part au système de contrôle du débit de l'alimentation de la lingotière en métal liquide et d'autre part au système de contrôle du niveau du métal dans la lingotière. Ainsi, lorsque ce niveau tombe, ce qui est automatiquement compensé par une augmentation du débit de l'alimentation et lorsque l'on constate que cette compensation n'est effectuée que difficilement, on peut en conclure que la busette est en train de s'obturer.
- L'invention sera illustrée par l'intermédiaire d'un dessin. La Fig. 1 représente de manière non- limitative une coupe à travers une forme d'exécution possible.
- On distingue un tundish 0 rempli de métal liquide et dont le trou de coulée avec son obturateur 20 réglable et avec sa busette 8 se trouve au-dessus d'une lingotière 1 de coulée continue. Dans la lingotière 1 se trouve du métal M et de la scorie S. Pour éviter l'entraînement de ces dernières, il est prévu une busette 12 dont l'extrémité inférieure plonge dans le métal M. La busette 12 comporte un inducteur électromagnétique 11, dont le système d'alimentation en courant et en fluide de refroidissement n'est pas représenté. La busette 8 du tundish peut également être munie d'un inducteur 9.
- La lingotière 1 est munie selon l'état de la technique d'un dispositif 10 de mesure en continu du niveau du métal. Un pareil dispositif peut être conforme à celui décrit p.ex. dans le brevet LU 80.410. Conformément à l'invention, la commande 110 qui influe sur l'action du ou des inducteurs 11 et 9, est reliée, d'une part, au système de contrôle 100 d'un dispositif 10 de détermination du niveau dans la lingotière et, d'autre part, au système de contrôle 120 du débit en métal, c.à.d. du réglage de la position de l'obturateur 20.
- La façon de procéder est la suivante: on crée dans les busettes 12 et éventuellement 8 un champ électromagnétique d'une fréquence et d'un sens de rotation tel que l'effet néfaste du vortex dans la lingotière soit efficacement contrecarré. La fréquence de rotation optimale menant à l'effet désiré est déterminée à l'aide d'essais. Le sens de rotation du champ électromagnétique dans les busettes est évidemment opposé à celui du métal dans la lingotière. Au cours de la coulée le système 100 reçoit et interprète les données relatives à la position du niveau du métal dans la lingotière et les transmet à une unité 200. Cette unité se charge de la décision s'il y a lieu ou non de changer le débit de l'alimentation en métal c.à.d. s'il y a lieu de changer la position de l'obturateur 20. L'unité 200 agit dans l'affirmative sur le système de contrôle 120. Au cas où l'agrandissement de l'ouverture du trou de coulée n'apporte pas l'effet escompté, c.à.d. lorsque la position du niveau, telle qu'elle est repérée par le système de contrôle 100, ne se déplace pas vers le haut avec la rapidité escomptée, l'unité 200 transmet un signal au système de commande 110 qui varie le fonctionnement de l'inducteur 11 et éventuellement de l'inducteur 9. Cette variation du fonctionnement peut se traduire par une augmentation de la puissance et/ou de la fréquence appliquée aux inducteurs 9, 11. Une des possibilités pour obtenir un décrassage rapide consiste à superposer aux courants d'alimentation normaux des inducteurs des impulsions de courant de durée variable. Des impulsions propres à susciter des phénomènes de résonance dans les busettes, bien que particulièrement adaptées à un décrassage, mènent également à une usure prématurée de la busette.
- L'effet du décrassage électromagnétique se fait sentir par une remontée du niveau qui est enregistrée par le système 100. En cas de restauration d'une marche satisfaisante de l'installation, l'unité 200 transmet au système 110 la consigne de reprendre son mode de fonctionnement normal.
- Une variante d'utilisation particulièrement intéressante des busettes suivant l'invention se présente lorsque le niveau du métal (éventuellement recouvert de scories protectrices) baisse dans le tundish 0. A ce moment il y a également risque de création d'un vortex dans celui-ci. Le sens de rotation de ce vortex dépend évidemment de la position de l'installation sur le globe terrestre. L'entraînement de scories par l'action de ce vortex peut ête limité à l'aide d'un champ tournant adéquat en provenance de l'inducteur 9.
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT83630058T ATE22240T1 (de) | 1982-04-22 | 1983-04-11 | Verwendung von kokillen-ausguessen. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| LU84103 | 1982-04-22 | ||
| LU84103A LU84103A1 (fr) | 1982-04-22 | 1982-04-22 | Systeme de decrassage automatique de busettes pendant la coulee de metaux |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0093068A1 EP0093068A1 (fr) | 1983-11-02 |
| EP0093068B1 true EP0093068B1 (fr) | 1986-09-17 |
Family
ID=19729866
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83630058A Expired EP0093068B1 (fr) | 1982-04-22 | 1983-04-11 | Utilisation de busettes pour lingotieres |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0093068B1 (fr) |
| JP (1) | JPS58196151A (fr) |
| AT (1) | ATE22240T1 (fr) |
| BR (1) | BR8302050A (fr) |
| DE (1) | DE3366204D1 (fr) |
| LU (1) | LU84103A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19626776B4 (de) * | 1996-07-03 | 2007-09-27 | Siemens Ag | Elektrische Bremseinrichtung für Flüssigmetall |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60158970A (ja) * | 1984-01-27 | 1985-08-20 | Kawachi Alum Kogyo Kk | 薄肉大面積の板状長尺製品の鋳造用鋳込み装置 |
| CH665369A5 (de) * | 1984-03-07 | 1988-05-13 | Concast Standard Ag | Verfahren zur regelung des durchflusses einer metallschmelze beim stranggiessen, und eine vorrichtung zur durchfuehrung des verfahrens. |
| IT1178173B (it) * | 1984-10-25 | 1987-09-09 | Centro Speriment Metallurg | Procedimento per la regolazione delle condizioni di colata continua |
| LU85846A1 (fr) * | 1985-04-10 | 1986-11-05 | Metz Paul | Dispositif de brassage de metal en fusion dans une installation de coulee continue |
| US4842170A (en) * | 1987-07-06 | 1989-06-27 | Westinghouse Electric Corp. | Liquid metal electromagnetic flow control device incorporating a pumping action |
| LU87914A1 (fr) | 1991-04-03 | 1992-11-16 | Wurth Paul Sa | Dispositif de brassage electromagnetique en lingotiere |
| KR100426856B1 (ko) * | 1998-12-29 | 2004-06-24 | 주식회사 포스코 | 로타리형태의전자기교반및스톱퍼를이용한용강의흐름제어방법및그장치 |
| BE1014278A3 (fr) * | 2001-07-05 | 2003-07-01 | Ct Rech Metallurgiques Asbl | Procede de coulee d'un lingot metallique de qualite amelioree et dispositif pour sa mise en oeuvre. |
| CA2949837C (fr) | 2014-05-21 | 2021-07-13 | Novelis Inc. | Buse d'ejecteur melangeur et dispositif de regulation de debit |
| CN107774975B (zh) * | 2016-08-26 | 2019-08-06 | 鞍钢股份有限公司 | 一种钢包出钢末期抑制涡流卷渣的方法 |
| EP3332891A1 (fr) | 2016-12-12 | 2018-06-13 | ABB Schweiz AG | Ensemble pour un procédé de marquage de métaux |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB705762A (en) * | 1951-10-15 | 1954-03-17 | Skf Svenska Kullagerfab Ab | Improvements relating to the continuous casting of metals |
| US3153820A (en) * | 1961-10-09 | 1964-10-27 | Charles B Criner | Apparatus for improving metal structure |
| US4200137A (en) * | 1975-04-22 | 1980-04-29 | Republic Steel Corporation | Process and apparatus for the continuous casting of metal using electromagnetic stirring |
| US4052007A (en) * | 1975-11-25 | 1977-10-04 | United Technologies Corporation | Flap-type two-dimensional nozzle |
| FR2352288A1 (fr) * | 1976-05-20 | 1977-12-16 | Atomenergi Ab | Dispositif comportant une bobine d'emission et une bobine de reception pour mesures electromagnetiques en presence d'un materiau conducteur liquide |
| SE410284B (sv) * | 1978-02-10 | 1979-10-08 | Asea Ab | Forfaringssett for omrorning av metalliska smelta samt anordning for genomforande av detta forfaringssett |
| LU80410A1 (de) * | 1978-10-25 | 1980-05-07 | Arbed | Verfahren zur messung des fuellstandes von metallen in gefaessen,insbesondere in stranggiesskokillen |
-
1982
- 1982-04-22 LU LU84103A patent/LU84103A1/fr unknown
-
1983
- 1983-04-11 EP EP83630058A patent/EP0093068B1/fr not_active Expired
- 1983-04-11 DE DE8383630058T patent/DE3366204D1/de not_active Expired
- 1983-04-11 AT AT83630058T patent/ATE22240T1/de not_active IP Right Cessation
- 1983-04-19 JP JP58067926A patent/JPS58196151A/ja active Pending
- 1983-04-20 BR BR8302050A patent/BR8302050A/pt unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19626776B4 (de) * | 1996-07-03 | 2007-09-27 | Siemens Ag | Elektrische Bremseinrichtung für Flüssigmetall |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE22240T1 (de) | 1986-10-15 |
| JPS58196151A (ja) | 1983-11-15 |
| EP0093068A1 (fr) | 1983-11-02 |
| LU84103A1 (fr) | 1984-03-02 |
| BR8302050A (pt) | 1983-12-27 |
| DE3366204D1 (en) | 1986-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0093068B1 (fr) | Utilisation de busettes pour lingotieres | |
| EP0048641B2 (fr) | Protection d'un métal en fusion dans un obturateur à plaques | |
| BE1017392A3 (fr) | Busette a jet creux pour coulee continue d'acier. | |
| FR2572316A1 (fr) | Procede de reglage des conditions de coulee continue | |
| LU84617A1 (fr) | Busettes pour lingotieres ainsi que leur utilisation | |
| US5524704A (en) | Process and device for the continuous casting of very small-diameter wires directly from liquid metal | |
| JP2013512782A (ja) | タンディッシュからの流れを制御する配置 | |
| BE1012037A3 (fr) | Busette pour couler en continu de l'acier. | |
| JPH05111742A (ja) | タンデイツシユにおける湯溜め自然開孔方法 | |
| CA2075484C (fr) | Procede et installation de renouvellement du revetement interieur refractaire de poches a fonte | |
| BE1014063A3 (fr) | Procede et dispositif pour couler en continu de l'acier presentant des oxydes fins. | |
| EP0778098B1 (fr) | Lingotière avec dispositif de brassage électromagnétique | |
| JP3262936B2 (ja) | 高清浄鋼鋳造のための操業方法 | |
| EP0954615B1 (fr) | Procede et installation pour le traitement de l'acier en poche | |
| CA1144367A (fr) | Dispositif de coulee de l'acier en fusion | |
| JP2744439B2 (ja) | 溶鋼の連続鋳造におけるノズル詰り防止方法 | |
| JP2002153960A (ja) | 遠心鋳造用取鍋 | |
| USRE30979E (en) | Method and apparatus for casting metals | |
| FR2526340A1 (fr) | Procede et installation de coulee continue | |
| Umeda et al. | Construction and operation of the No. 1 round billet CCM at Wakayama Works | |
| JPH07214252A (ja) | 清浄鋼の連続鋳造方法 | |
| EP0240482B1 (fr) | Dispositif pour la coulée de l'acier | |
| FR2516821A1 (fr) | Procede et dispositif de protection d'un jet de metal fondu | |
| EP0527717B1 (fr) | Procédé et dispositif pour la coulée continue d'un métal en fusion | |
| FR2541148A1 (fr) | Procede et dispositif pour couler des metaux en coulees continues horizontales |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19840503 |
|
| R17P | Request for examination filed (corrected) |
Effective date: 19840502 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: METZ, PAUL |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: METZ, PAUL |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 22240 Country of ref document: AT Date of ref document: 19861015 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3366204 Country of ref document: DE Date of ref document: 19861023 |
|
| ITF | It: translation for a ep patent filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19870430 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19890411 Ref country code: AT Effective date: 19890411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19890412 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19890430 Ref country code: CH Effective date: 19890430 Ref country code: BE Effective date: 19890430 |
|
| BERE | Be: lapsed |
Owner name: METZ PAUL Effective date: 19890430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19891101 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19891228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19900103 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 83630058.2 Effective date: 19900412 |