EP0072576B1 - Repair of blast furnace refractory walls - Google Patents
Repair of blast furnace refractory walls Download PDFInfo
- Publication number
- EP0072576B1 EP0072576B1 EP82107547A EP82107547A EP0072576B1 EP 0072576 B1 EP0072576 B1 EP 0072576B1 EP 82107547 A EP82107547 A EP 82107547A EP 82107547 A EP82107547 A EP 82107547A EP 0072576 B1 EP0072576 B1 EP 0072576B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- refractory
- furnace
- guide bar
- tubular member
- blast furnace
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 230000008439 repair process Effects 0.000 title claims description 32
- 239000011823 monolithic refractory Substances 0.000 claims description 29
- 229910000831 Steel Inorganic materials 0.000 claims description 20
- 239000010959 steel Substances 0.000 claims description 20
- 238000005452 bending Methods 0.000 claims description 19
- 238000000034 method Methods 0.000 claims description 18
- 239000011819 refractory material Substances 0.000 claims description 10
- 238000005507 spraying Methods 0.000 claims description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 238000001816 cooling Methods 0.000 description 6
- 238000002347 injection Methods 0.000 description 5
- 239000007924 injection Substances 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 229910052742 iron Inorganic materials 0.000 description 3
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000004927 clay Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 238000009998 heat setting Methods 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 239000011812 mixed powder Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000007664 blowing Methods 0.000 description 1
- 239000011449 brick Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000009528 severe injury Effects 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B7/00—Blast furnaces
- C21B7/04—Blast furnaces with special refractories
- C21B7/06—Linings for furnaces
Definitions
- the present invention relates to a method and apparatus for making repairs in the refractory lining wall of a blast furnace.
- the inner wall of a blast furnace is composed of refractory bricks built up to line the inside of the steel shell of the blast furnace.
- the refractory lining becomes badly worn by contact with the charge and the molten iron in the furnace.
- Repair of the refractory lining wall of the blast furnace has, for example, been done by injecting refractory repair material into the spot to be repaired in the furnace while the furnace is hot run or is cold.
- These refractory repair materials can be classified into the heat setting, the hydraulic setting and the chemical setting.
- the refractory material is injected into the furnace in hot running, one of the heat setting types is generally used, while when the refractory material is injected into the furnace when cold, one of the hydraulic setting types of the chemical setting types is preferable.
- the refractory material should have excellent fluidity so that it will not clog the pressure spraying machine or the hose connected thereto.
- a refractory material of either the clay or the alumina type is usually used.
- spraying of the furnace when cold is also carried out for the protection of the steel shell.
- a high alumina refractory, fire clay refractory or a light weight insulating refractory is used.
- these refractories are composed of mixed powders having a particle size of less than 3 mm. They are required to have properties suited to pressure spraying.
- US-A-3 833 334 discloses a repair apparatus for the tap hole in a steel vessel.
- the repair apparatus comprises an umbrella-type member having a first closed position and a second open position. In the second open position the um-- brella-type member engages with the tap hole to seal the latter, and acts as a backing means for the refractory slurry which is forced into the tap hole to repair it.
- FR-A-2 430 583 discloses a relining apparatus for a shaft furnace, such as a blast furnace, provided with a blowing pipe on its iron shell.
- the relining apparatus comprises a plurality of holding means penetrating into the furnace in the vicinity of an injection hole for the refractories.
- JP-A-54-77207 discloses a method for repairing a furnace wall of a blast furnace. After detection of the damaged portion of the furnace wall and after the charged burden of the blast furnace has fallen down below the level of the damaged portion, a water-cooled injection pipe is inserted into the furnace from the outside thereof in order to spray the refractory material through the injection pipe so as to repair the refractory lining wall.
- the present invention is directed to a method and apparatus for making repairs in the refractory wall of a blast furnace in which an opening is provided through the steel shell of the blast furnace where the refractory wall is worn, a guide bar member having an outwardly bending means is inserted into the opening to be held thereat, a tubular member having a plurality of slits in the axial direction at its forward end is fitted on the outside of the guide bar member and inserted into the opening under pressure so as to make the forward slit end of the tubular member spread out in a flower-petal manner in the furnace, and a repair material (referred to as "monolithic refractories" hereinafter) is injected to form a refractory structure including a supporting structure constituted by the fully developed flower-petal pieces.
- a repair material referred to as "monolithic refractories” hereinafter
- Fig. 1 is a sectional view showing the basic constituents of the apparatus for making repairs in the refractory wall of a blast furnace according to the invention.
- Fig. 1 shows the steel shell 1 of the wall of a blast furnace and a refractory material 2 which lines the inside of the steel shell 1 and a charge 3.
- the steel shell 1 is provided with an opening 4 by drilling or piercing at the spot where the refractory wall is worn.
- the spot is located by the fact that the steel shell 1 becomes red hot where the refractory wall is damaged or by detecting it by some other means. It is understood that in the case where the refractory 2 remains to constitute the refractory wall 20 the opening 4 into the furnace should be made long enough to pass through the refractory wall 20 and reach the spot to be repaired.
- a guide bar member (referred to as "guide member” hereinafter) 5 is introduced via the opening 4 into the furnace.
- the guide member 5 is provided at its forward tip with a plurality of bending means 6 and the guide member 5 is inserted into the furnace far enough for the bending means 6 to reach a predetermined depth from the steel shell 1 to be held thereat.
- a support means 7 which holds the guide member 5 is provided on the steel shell 1.
- a tubular member 8 having a plurality of slits at its forward tip is fitted around the outside of the guide member 5 and the guide member 5 is introduced under pressure while it is held at the predetermined position.
- the tubular member 8 has a plurality of longitudinal slits 9 at its forward tip.
- the slits may be formed with or without gaps therebetween.
- the bending means 6 of the above embodiment is constituted by a head 6c formed at the forward end of the guide member 5 to have a larger diameter than that of the guide member 5, the head 6c being connected to the guide member 5 via a bending body 6a having a predetermined radius of curvature r or a suitable incline.
- a holder 6b having guide plates 6b 1 for insertion into the slits of the tubular member 8 is solidly mounted in the opening 4 of the steel shell 1 at a position forward of the bending body 6a.
- the holder 6b helps ensure that the tubular member 8 is smoothly introduced into the furnace and that the forward part of the tubular member is surely bent radially and outwardly.
- the bending means 6 encompasses an apparatus including the holder 6b, which may be provided according to necessity.
- the divided members at the top of the tubular member are spread out in the furnace in a flower petal manner so as to form a support structure for monolithic refractories.
- the monolithic refractory 12 is injected into the furnace from the gap 11 between the tubular member 8 and the opening 4 as shown in the embodiment of Fig. 5.
- the opening 4 is provided with a mouth piece 13 to which a hose 14 for delivering the monolithic refractory 12 is connected to perform the charging of the refractory 12 into the furnace.
- the guide member 5 is severed at a flange face 13a of the mouth piece 13 or somewhat nearer to the furnace wall so that the gap between the tubular member 8 and the guide bar member 5 is filled up with the monolithic refractory 12.
- the monolithic refractory 12 is gradually introduced under pressure into the furnace from the gap 11, and the monolithic refractory 12 is effectively spread out in the direction of the wall by the petal-like members 8a formed from the divided forward end of the tubular member 8 with the result that the monolithic refractory 12 adheres to the damaged wall inside the steel shell 1 or inside refractory 2.
- the monolithic refractory 12 provided between the damaged wall face and the furnace charge 3 is firmly held by the stud-like function exhibited by the divided forward tip 8a of the tubular member 8 so as to effectively prevent the monolithic refractory from peeling off from the wall.
- the position, size, and number of the openings 4 in the steel shell 1, the size of the tubular member 8, and the length of the slits 9 and the like be suitably determined in accordance with the size of the damaged portion of the refractory wall and also with the extent of the damage.
- the position where the guide member 5 should be inserted, or in other words the position of the bending means 6 in the furnace may be suitably selected in accordance with the extent of damage to the wall, the gap between the wall face and the charge 3 and the density of the charge 3 in the proximity of the wall. According to the experience of the inventors, a space for charging the monolithic refractory 12 can be formed even when the charge 3 is present at high density up to near the wall, provided that the divided forward end 8a of the tubular member 8 is fully spread out at a position near the wall as shown in Fig. 3, the guide member 5 is then severed at the point corresponding to the rear end of the tubular member 8 as illustrated in Fig. 6, and the tubular member 8 together with the guide member 5 are simultaneously forced into the furnace by the action of the cylinder means 10. Accordingly, both the efficiency of injecting the monolithic refractory 12 and its adherence to the wall are greatly improved by this invention.
- Fig. 7 is a sectional view explaining another embodiment of the invention.
- the cylinder means 10 is of the hollow, single-cylinder type.
- a piston rod 10a is secured to a piston 10b and abuts on the end face of the tubular member 8.
- the guide member 5 is secured to the end of the cylinder 10 by a nut 10c.
- the piston 10b is freely slidable on the guide member 5, so that the divided forward tip of the tubular member 8 can be made to spread radially in a flower petal manner by applying a pushing force to the tubular member 8.
- a mouth piece 14a connects to a hose which delivers the monolithic refractory 12 under pressure.
- the present invention can be applied by removing the damaged or detached cooling means and by utilizing the old opening in the steel shell in which the cooling means was installed.
- Fig. 8 shows an embodiment of the apparatus for making repairs in accordance with the present invention wherein an old opening 40 in the steel shell from which a cooling means has been removed is utilized.
- the effectiveness of the present invention can also be exhibited by forming both the guide member 50 and the tubular member 80 into a shape approximately the same as the sectional shape of the cooling means (for instance, into the shape of an ellipse and also by providing a plurality of slits attheforward part80a of the tubular member 80 so as to radially spread out the divided part 80a in a flower petal manner and build up monolithic refractories with a support structure for monolithic refractories.
- Fig. 9 shows another embodiment of the present invention based on the fundamental principle thereof wherein two tubular members 81 and 82 of different diameters but of the same construction are double fitted on the outside of a guide bar member 5 secured in the furnace wall as described in the foregoing embodiments, and are forced into the furnace.
- the double tubular members 81 and 82 fitted on the guide member 5 are inserted into the furnace while the forward parts of two tubular members 81 and 82 each divided into a plurality of members as in the embodiments described hereinbefore are radially spread out in the furnace in a flower petal manner.
- a two-stage support structure 101 is formed either by retracting the outer tubular member 82 by a predetermined length L or by advancing the inner member 81 together with the guide member 5 by such predetermined length, as illustrated in Fig. 11.
- the above embodiment of the invention including the use of double tubular members is particularly effective for repairs in which there is no charge 3 at all inside the refractory wall as might happen when, for instance, operation is carried out with a lower charging line and it is required to repair a damaged part of the refractory wall above the charge line.
- the forward tip of the guide member 5 is held at a predetermined position in the furnace and then double tubular members 81 and 82 are forced thereinto.
- the support structure 101 for monolithic refractories is formed either by retracting the outertubular member82 or by inwardly advancing the inner tubular member 81 together with the guide member 5.
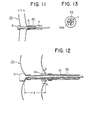
- Fig. 12 indicates another embodiment of the invention in which a support structure 101 of multistage construction is formed.
- Two bending means 61 and 62 are provided at the forward part of the guide member 5 and one bending means 61 is spaced from the other one 62 by an optional distance I.
- the latter 62 is provided with an aperture 62a through which the tubular member 81 only can penetrate as shown in Fig. 13.
- the structure of the bending means 62 is like that of the holder 6b mentioned in conjunction with Fig. 1.
- the inner tubular member 81 passes through the aperture 62a of the rear bending means 62 and the divided members of the forward part of the tubular. member 81 are outwardly bent by the foremost bending means 61.
- the divided members of the forward part of the outer tubular member 82 are outwardly bent by the rear bending means 62.
- a two-stage support structure 101 having its stages spaced by the distance I is formed within the furnace wall.
- the thickness of the sprayed refractory layer can be much thickened by a support member of two or more stages so that a repaired refractory wall of high dependability as well as durability can be attained.
- the repair work according to this invention is exceedingly effective.
- an opening 4 is provided by piercing or drilling at a part of the steel shell 1 where the refractory wall has been damaged, a guide member 5 is inserted via the opening 4 to be held thereat, a tubular member 8 having its forward end provided with a plurality of slits is fitted on the outside of the guide member 5, the guide member 5 together with the tubular member 8 are forced into the furnace, and the divided members of the forward end of the tubular member 8 are made to spread in the furnace in a flower petal manner to form a support structure 101 consisting of radially spread members.
- the monolithic refractory 12 is injected via the gap between the opening 4 and the tubular member 8, or the monolithic refractory 12 is sprayed via a nozzle introduced from an opening provided at the furnace top onto the spot to be repaired, so that a repaired refractory wall of high reliability can be obtained.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Blast Furnaces (AREA)
Description
- The present invention relates to a method and apparatus for making repairs in the refractory lining wall of a blast furnace.
- As is well known in the iron and steel industry the inner wall of a blast furnace is composed of refractory bricks built up to line the inside of the steel shell of the blast furnace. The refractory lining becomes badly worn by contact with the charge and the molten iron in the furnace.
- Various methods and means for repairing worn portions of the refractory lining wall have been heretofore proposed. Repair of the refractory lining wall of the blast furnace has, for example, been done by injecting refractory repair material into the spot to be repaired in the furnace while the furnace is hot run or is cold. These refractory repair materials can be classified into the heat setting, the hydraulic setting and the chemical setting. When the refractory material is injected into the furnace in hot running, one of the heat setting types is generally used, while when the refractory material is injected into the furnace when cold, one of the hydraulic setting types of the chemical setting types is preferable. In particular, the refractory material should have excellent fluidity so that it will not clog the pressure spraying machine or the hose connected thereto. Thus a refractory material of either the clay or the alumina type is usually used.
- On the other hand, spraying of the furnace when cold is also carried out for the protection of the steel shell. In this case, a high alumina refractory, fire clay refractory or a light weight insulating refractory is used. In general, these refractories are composed of mixed powders having a particle size of less than 3 mm. They are required to have properties suited to pressure spraying.
- Repair of the refractory wall is, however, often made difficult not only by the presence of the charge in the blast furnace but also by the fact that the worn refractory face is often so lacking in irregularities and so flat that when the damaged wall is repaired by any of the conventional repair methods using monolithic refractories the adherence of the material to the wall is so poor that it falls off the wall in a short time, making it impossible to obtain a repaired wall of high rehability.
- US-A-3 833 334 discloses a repair apparatus for the tap hole in a steel vessel. The repair apparatus comprises an umbrella-type member having a first closed position and a second open position. In the second open position the um-- brella-type member engages with the tap hole to seal the latter, and acts as a backing means for the refractory slurry which is forced into the tap hole to repair it.
- FR-A-2 430 583 discloses a relining apparatus for a shaft furnace, such as a blast furnace, provided with a blowing pipe on its iron shell. The relining apparatus comprises a plurality of holding means penetrating into the furnace in the vicinity of an injection hole for the refractories.
- JP-A-54-77207 discloses a method for repairing a furnace wall of a blast furnace. After detection of the damaged portion of the furnace wall and after the charged burden of the blast furnace has fallen down below the level of the damaged portion, a water-cooled injection pipe is inserted into the furnace from the outside thereof in order to spray the refractory material through the injection pipe so as to repair the refractory lining wall.
- It is the principal object of the present invention to provide a method and apparatus for use in conjunction with the repair of the refractory wall of a blast furnace whereby a support member having the function of reinforcing studs can be easily formed on the refractory wall to support a refractory structure formed by injection or spraying.
- It is another object of the invention to provide a method and apparatus whereby a support member having the function of reinforcing studs can be easily formed to have a plurality of stages, whereby the refractory repair material can be freely selected.
- Other and further objects of the invention will become apparent to those skilled in the art from the following detailed description of the invention with reference to the annexed sheets of drawings, in which:
- Figure 1 is a sectional view illustrating the repair method and apparatus of the present invention;
- Fig. 2 is a perspective view of an embodiment of a tubular member with a plurality of slits at the forward end thereof;
- Fig. 3 is a sectional view showing how the forward end of the tubular member of Fig. 2 is spread out in accordance with the repair method of the invention;
- Fig. 4 is a rear view showing the completely spread out state of the forward end of the tubular member in the furnace;
- Fig. 5 is a sectional view showing another embodiment of the repair method and apparatus of the invention;
- Fig. 6 is a sectional view showing another embodiment of the repair method and apparatus of the invention;
- Fig. 7 is a sectional view showing another embodiment of the repair method and apparatus of the invention;
- Fig. 8 is a front view of the refractory wall showing another embodiment of the repair method and apparatus of the invention;
- Fig. 9 is a sectional view showing another embodiment based on the principle of the invention;
- Fig. 10 is a view explaining one aspect of Fig. 9;
- Fig. 11 is a sectional view showing another embodiment of the invention;
- Fig. 12 is a sectional view showing another embodiment of the invention;
- Fig. 13 is a sectional view taken along the line A-A of Fig. 12; and
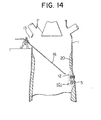
- Fig. 14 is a view explaining another embodiment of the invention.
- The present invention is directed to a method and apparatus for making repairs in the refractory wall of a blast furnace in which an opening is provided through the steel shell of the blast furnace where the refractory wall is worn, a guide bar member having an outwardly bending means is inserted into the opening to be held thereat, a tubular member having a plurality of slits in the axial direction at its forward end is fitted on the outside of the guide bar member and inserted into the opening under pressure so as to make the forward slit end of the tubular member spread out in a flower-petal manner in the furnace, and a repair material (referred to as "monolithic refractories" hereinafter) is injected to form a refractory structure including a supporting structure constituted by the fully developed flower-petal pieces.
- The present invention will be described in detail with reference to the embodiments of the invention hereinbelow.
- Fig. 1 is a sectional view showing the basic constituents of the apparatus for making repairs in the refractory wall of a blast furnace according to the invention.
- Fig. 1 shows the
steel shell 1 of the wall of a blast furnace and arefractory material 2 which lines the inside of thesteel shell 1 and acharge 3. In the present invention, thesteel shell 1 is provided with anopening 4 by drilling or piercing at the spot where the refractory wall is worn. The spot is located by the fact that thesteel shell 1 becomes red hot where the refractory wall is damaged or by detecting it by some other means. It is understood that in the case where the refractory 2 remains to constitute therefractory wall 20 theopening 4 into the furnace should be made long enough to pass through therefractory wall 20 and reach the spot to be repaired. - Then a guide bar member (referred to as "guide member" hereinafter) 5 is introduced via the
opening 4 into the furnace. Theguide member 5 is provided at its forward tip with a plurality ofbending means 6 and theguide member 5 is inserted into the furnace far enough for the bending means 6 to reach a predetermined depth from thesteel shell 1 to be held thereat. In the embodiment illustrated in Fig. 1, a support means 7 which holds theguide member 5 is provided on thesteel shell 1. - Next, a
tubular member 8 having a plurality of slits at its forward tip is fitted around the outside of theguide member 5 and theguide member 5 is introduced under pressure while it is held at the predetermined position. As shown in the perspective view of Fig. 2, thetubular member 8 has a plurality oflongitudinal slits 9 at its forward tip. The slits may be formed with or without gaps therebetween. - When the
tubular member 8 withslits 9 is forced into the furnace by means of acylinder device 10 mounted on the support means 7, the divided members of the forward part of thetubular member 8 are outwardly bent by the bending means 6 of theguide member 5 to spread out in a flower petal manner as shown in Figs. 3 and 4. That is, the bending means' 6 functions to spread out the dividedforward tip 8a outwardly. - The bending means 6 of the above embodiment is constituted by a
head 6c formed at the forward end of theguide member 5 to have a larger diameter than that of theguide member 5, thehead 6c being connected to theguide member 5 via abending body 6a having a predetermined radius of curvature r or a suitable incline. Aholder 6b havingguide plates 6b1 for insertion into the slits of thetubular member 8 is solidly mounted in theopening 4 of thesteel shell 1 at a position forward of thebending body 6a. Theholder 6b helps ensure that thetubular member 8 is smoothly introduced into the furnace and that the forward part of the tubular member is surely bent radially and outwardly. In this invention, the bending means 6 encompasses an apparatus including theholder 6b, which may be provided according to necessity. - By the forced introduction of the
tubular member 8 into the furnace while it is being guided by theguide member 5 as mentioned above, the divided members at the top of the tubular member are spread out in the furnace in a flower petal manner so as to form a support structure for monolithic refractories. - As soon as the insertion of the
tubular member 8 into the furnace is completed, themonolithic refractory 12 is injected into the furnace from thegap 11 between thetubular member 8 and theopening 4 as shown in the embodiment of Fig. 5. In the above embodiment, in order to effectively carry out the injection operation, theopening 4 is provided with amouth piece 13 to which ahose 14 for delivering themonolithic refractory 12 is connected to perform the charging of the refractory 12 into the furnace. Theguide member 5 is severed at aflange face 13a of themouth piece 13 or somewhat nearer to the furnace wall so that the gap between thetubular member 8 and theguide bar member 5 is filled up with themonolithic refractory 12. - The
monolithic refractory 12 is gradually introduced under pressure into the furnace from thegap 11, and themonolithic refractory 12 is effectively spread out in the direction of the wall by the petal-like members 8a formed from the divided forward end of thetubular member 8 with the result that the monolithic refractory 12 adheres to the damaged wall inside thesteel shell 1 or insiderefractory 2. - The
monolithic refractory 12 provided between the damaged wall face and thefurnace charge 3 is firmly held by the stud-like function exhibited by the dividedforward tip 8a of thetubular member 8 so as to effectively prevent the monolithic refractory from peeling off from the wall. - In the present invention, it is preferred that the position, size, and number of the
openings 4 in thesteel shell 1, the size of thetubular member 8, and the length of theslits 9 and the like be suitably determined in accordance with the size of the damaged portion of the refractory wall and also with the extent of the damage. - The position where the
guide member 5 should be inserted, or in other words the position of the bending means 6 in the furnace may be suitably selected in accordance with the extent of damage to the wall, the gap between the wall face and thecharge 3 and the density of thecharge 3 in the proximity of the wall. According to the experience of the inventors, a space for charging the monolithic refractory 12 can be formed even when thecharge 3 is present at high density up to near the wall, provided that the dividedforward end 8a of thetubular member 8 is fully spread out at a position near the wall as shown in Fig. 3, theguide member 5 is then severed at the point corresponding to the rear end of thetubular member 8 as illustrated in Fig. 6, and thetubular member 8 together with theguide member 5 are simultaneously forced into the furnace by the action of the cylinder means 10. Accordingly, both the efficiency of injecting the monolithic refractory 12 and its adherence to the wall are greatly improved by this invention. - It was further found that no trouble results from the
guide member 5 which remains in thetubular member 8 after the repair has been made as shown in the embodiment of Fig. 5. Moreover, as in the embodiment illustrated in Fig. 8, which will be described hereinafter, if theguide member 5 is of fairly large size, it can, for instance, be allowed to fall down into the furnace after the monolithic refractory 12 has been injected and a cooling box may be inserted into the space previously occupied thereby. In this manner, the wall can be cooled after the repair is completed so as to improve the effectiveness of the present invention. - Fig. 7 is a sectional view explaining another embodiment of the invention. Here, the cylinder means 10 is of the hollow, single-cylinder type. A piston rod 10a is secured to a piston 10b and abuts on the end face of the
tubular member 8. Theguide member 5 is secured to the end of thecylinder 10 by a nut 10c. Thus, the piston 10b is freely slidable on theguide member 5, so that the divided forward tip of thetubular member 8 can be made to spread radially in a flower petal manner by applying a pushing force to thetubular member 8. Amouth piece 14a connects to a hose which delivers the monolithic refractory 12 under pressure. - It is understood that the present invention is not limited by the above-mentioned embodiments, and other suitably designed modifications may be adopted without departing from the scope, function and effect of the invention.
- For example, if, as frequently happens, a cooling box of the known type provided on the furnace wall should be destroyed or should fall off due to severe damage to the furnace wall, the present invention can be applied by removing the damaged or detached cooling means and by utilizing the old opening in the steel shell in which the cooling means was installed.
- Fig. 8 shows an embodiment of the apparatus for making repairs in accordance with the present invention wherein an
old opening 40 in the steel shell from which a cooling means has been removed is utilized. In this case, the effectiveness of the present invention can also be exhibited by forming both theguide member 50 and thetubular member 80 into a shape approximately the same as the sectional shape of the cooling means (for instance, into the shape of an ellipse and also by providing a plurality of slits attheforward part80a of thetubular member 80 so as to radially spread out the divided part 80a in a flower petal manner and build up monolithic refractories with a support structure for monolithic refractories. - Next, Fig. 9 shows another embodiment of the present invention based on the fundamental principle thereof wherein two
tubular members guide bar member 5 secured in the furnace wall as described in the foregoing embodiments, and are forced into the furnace. - As clearly shown in Fig. 10, the double
tubular members guide member 5 are inserted into the furnace while the forward parts of twotubular members - As soon as the forced
introduction oftwotubular members stage support structure 101 is formed either by retracting the outertubular member 82 by a predetermined length L or by advancing theinner member 81 together with theguide member 5 by such predetermined length, as illustrated in Fig. 11. - The above embodiment of the invention including the use of double tubular members is particularly effective for repairs in which there is no
charge 3 at all inside the refractory wall as might happen when, for instance, operation is carried out with a lower charging line and it is required to repair a damaged part of the refractory wall above the charge line. In this case, the forward tip of theguide member 5 is held at a predetermined position in the furnace and then doubletubular members support structure 101 for monolithic refractories is formed either by retracting the outertubular member82 or by inwardly advancing theinner tubular member 81 together with theguide member 5. - In addition, it is understood that it is feasible to force more than two
tubular members 8 combined together into the furnace in a manner similar to that in the foregoing embodiment. Hence, asupport structure 101 for monolithic refractories having a desired number of stages can be easily formed. - Fig. 12 indicates another embodiment of the invention in which a
support structure 101 of multistage construction is formed. Two bending means 61 and 62 are provided at the forward part of theguide member 5 and one bending means 61 is spaced from theother one 62 by an optional distance I. Of the two bending means 61 and 62, the latter 62 is provided with anaperture 62a through which thetubular member 81 only can penetrate as shown in Fig. 13. The structure of the bending means 62 is like that of theholder 6b mentioned in conjunction with Fig. 1. - In the above embodiment of the invention, when the double-
layer tubular members inner tubular member 81 passes through theaperture 62a of the rear bending means 62 and the divided members of the forward part of the tubular.member 81 are outwardly bent by the foremost bending means 61. On the other hand, the divided members of the forward part of the outertubular member 82 are outwardly bent by the rear bending means 62. As a result, a two-stage support structure 101 having its stages spaced by the distance I is formed within the furnace wall. - When the introduction of the
tubular member 8 into the furnace is completed monolithic refractory. 12 is delivered via thegap 11 between thetubular member 8 and theopening 4 as in the embodiments shown in Fig. 1 and Fig. 3. - On the other hand, when the repair operation is to be carried out at a place in the furnace where there is no
charge 3, as shown in Fig. 14, mixed powder and particle refractory material is sprayed through anopening 15 at the furnace top onto the spot to be repaired. The repair work is carried out as follows: a .nozzle 16 is introduced into the furnace from the opening at the top, and monolithic refractory 12 is sprayed via thenozzle 16 onto the damaged part of the refractory wall, whereupon thesupport structure 101 of the invention exhibits its stud function and firmly holds the thus spray-formed refractory structure. - Particularly, in this embodiment of the invention, in repairing a severly damaged part of the furnace the thickness of the sprayed refractory layer can be much thickened by a support member of two or more stages so that a repaired refractory wall of high dependability as well as durability can be attained. Thus, the repair work according to this invention is exceedingly effective.
- As fully described in the foregoing, in accordance with the principle of the present invention an
opening 4 is provided by piercing or drilling at a part of thesteel shell 1 where the refractory wall has been damaged, aguide member 5 is inserted via theopening 4 to be held thereat, atubular member 8 having its forward end provided with a plurality of slits is fitted on the outside of theguide member 5, theguide member 5 together with thetubular member 8 are forced into the furnace, and the divided members of the forward end of thetubular member 8 are made to spread in the furnace in a flower petal manner to form asupport structure 101 consisting of radially spread members. Subsequently, after thesupport structure 101 has been formed the monolithic refractory 12 is injected via the gap between theopening 4 and thetubular member 8, or the monolithic refractory 12 is sprayed via a nozzle introduced from an opening provided at the furnace top onto the spot to be repaired, so that a repaired refractory wall of high reliability can be obtained.
Claims (7)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP129539/81 | 1981-08-19 | ||
| JP12953981A JPS6017001B2 (en) | 1981-08-19 | 1981-08-19 | How to repair blast furnace walls |
| JP9246082A JPS6017002B2 (en) | 1982-05-31 | 1982-05-31 | How to repair blast furnace walls |
| JP92460/82 | 1982-05-31 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0072576A2 EP0072576A2 (en) | 1983-02-23 |
| EP0072576A3 EP0072576A3 (en) | 1983-08-10 |
| EP0072576B1 true EP0072576B1 (en) | 1986-07-23 |
Family
ID=26433879
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82107547A Expired EP0072576B1 (en) | 1981-08-19 | 1982-08-18 | Repair of blast furnace refractory walls |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0072576B1 (en) |
| KR (1) | KR850001534B1 (en) |
| AU (1) | AU547322B2 (en) |
| BR (1) | BR8204838A (en) |
| DE (1) | DE3272143D1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2473491C1 (en) * | 2011-11-11 | 2013-01-27 | Юлия Алексеевна Щепочкина | Wood cement mixture |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017221118A1 (en) * | 2016-06-21 | 2017-12-28 | Sabic Global Technologies B.V. | Repair of refractory lining of furnaces and methods related thereto |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3833334A (en) * | 1973-07-05 | 1974-09-03 | Combustion Eng | Apparatus for relining a bof vessel tap hole |
| JPS53102803A (en) * | 1977-02-22 | 1978-09-07 | Nippon Steel Corp | Automatic repairing device of furnace body opening |
| JPS5477207A (en) * | 1977-12-01 | 1979-06-20 | Nippon Steel Corp | Furnace repairing |
| JPS54159306A (en) * | 1978-06-08 | 1979-12-17 | Nippon Steel Corp | Repairing method for shaft furnace wall |
| FR2430583A1 (en) * | 1978-07-07 | 1980-02-01 | Solmer | Relining of shaft furnaces, esp. hot and charged blast furnaces - where steel furnace casing contains replaceable anchor rods holding new injected refractory lining |
-
1982
- 1982-08-17 AU AU87214/82A patent/AU547322B2/en not_active Ceased
- 1982-08-18 EP EP82107547A patent/EP0072576B1/en not_active Expired
- 1982-08-18 DE DE8282107547T patent/DE3272143D1/en not_active Expired
- 1982-08-18 BR BR8204838A patent/BR8204838A/en unknown
- 1982-08-19 KR KR8203737A patent/KR850001534B1/en active
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN, vol. 3, no. 100 (C-56), 24th August 1979, page 32C56 * |
| PATENT ABSTRACTS OF JAPAN, vol. 4, no. 22, (C-74), 23rd February 1980, page 16C74 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2473491C1 (en) * | 2011-11-11 | 2013-01-27 | Юлия Алексеевна Щепочкина | Wood cement mixture |
Also Published As
| Publication number | Publication date |
|---|---|
| BR8204838A (en) | 1983-08-02 |
| EP0072576A3 (en) | 1983-08-10 |
| AU547322B2 (en) | 1985-10-17 |
| AU8721482A (en) | 1983-02-24 |
| KR840001221A (en) | 1984-03-28 |
| KR850001534B1 (en) | 1985-10-16 |
| DE3272143D1 (en) | 1986-08-28 |
| EP0072576A2 (en) | 1983-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4465648A (en) | Method for repairing refractory wall of furnace | |
| EP0072576B1 (en) | Repair of blast furnace refractory walls | |
| US3495815A (en) | Outside change tuyere | |
| GB2043476A (en) | Gas distributor for fluidized beds | |
| EP0062986B1 (en) | Lance for repairing refining vessel | |
| JP3424144B2 (en) | How to replace the converter tuyere | |
| JPH0689394B2 (en) | Jig for repairing tapped hole of converter and method for repairing tapped hole | |
| JPH0140890B2 (en) | ||
| KR100477095B1 (en) | Digging rod apparatus for digging blast furnace tap hole attached multistage digging byte | |
| JPS5837951Y2 (en) | gas blow pipe | |
| JP2523061Y2 (en) | Structure for preventing falling of inner bricks in dip tube for vacuum degassing equipment | |
| JPS622237B2 (en) | ||
| JPS582584A (en) | Rotary kiln | |
| JPS57171605A (en) | Blowing-in method after intermediate relining of blast furnace | |
| JPS628487B2 (en) | ||
| JPH02431Y2 (en) | ||
| JPS626724B2 (en) | ||
| JPS5881912A (en) | Repairing process for tuyere of metal-pefining furnace | |
| JPS6136053B2 (en) | ||
| SU985564A1 (en) | Method and apparatus for removing heat pipe from tube plate | |
| DE2200667C3 (en) | Method and device for spray lining the feed of converters | |
| JPS59129711A (en) | Method for repairing bottom blowing tuyere of converter | |
| JPS59179705A (en) | Method of protecting blast furnace bottom | |
| JPS5837940Y2 (en) | Lance pipe for top blowing | |
| JPS5885A (en) | Method of construction of removal of sleeve brick of molten metal encasing vessel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| 17P | Request for examination filed |
Effective date: 19830408 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 3272143 Country of ref document: DE Date of ref document: 19860828 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19890818 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19900427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19900501 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |