EP0066524A1 - Verfahren und Vorrichtung zum Stranggiessen mit Hilfe eines Giessrades mit Umfangsnut - Google Patents
Verfahren und Vorrichtung zum Stranggiessen mit Hilfe eines Giessrades mit Umfangsnut Download PDFInfo
- Publication number
- EP0066524A1 EP0066524A1 EP82420062A EP82420062A EP0066524A1 EP 0066524 A1 EP0066524 A1 EP 0066524A1 EP 82420062 A EP82420062 A EP 82420062A EP 82420062 A EP82420062 A EP 82420062A EP 0066524 A1 EP0066524 A1 EP 0066524A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rim
- wheel
- flaps
- casting
- alloys
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005266 casting Methods 0.000 title claims abstract description 33
- 238000000034 method Methods 0.000 title claims abstract description 19
- 238000009749 continuous casting Methods 0.000 title claims description 12
- 229910052751 metal Inorganic materials 0.000 claims abstract description 46
- 239000002184 metal Substances 0.000 claims abstract description 46
- 229910001338 liquidmetal Inorganic materials 0.000 claims abstract description 20
- 238000002844 melting Methods 0.000 claims abstract description 9
- 230000008018 melting Effects 0.000 claims abstract description 9
- 150000002739 metals Chemical class 0.000 claims description 19
- 229910045601 alloy Inorganic materials 0.000 claims description 18
- 239000000956 alloy Substances 0.000 claims description 18
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 14
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 8
- 229910052802 copper Inorganic materials 0.000 claims description 8
- 239000010949 copper Substances 0.000 claims description 8
- 239000012530 fluid Substances 0.000 claims description 5
- 238000007789 sealing Methods 0.000 claims description 4
- 230000000295 complement effect Effects 0.000 claims description 3
- 239000007788 liquid Substances 0.000 claims description 2
- 229910001220 stainless steel Inorganic materials 0.000 claims description 2
- 229910000601 superalloy Inorganic materials 0.000 claims description 2
- 238000000465 moulding Methods 0.000 claims 1
- 239000003870 refractory metal Substances 0.000 claims 1
- 238000001816 cooling Methods 0.000 abstract description 7
- -1 ferrous metals Chemical class 0.000 abstract description 3
- 238000007711 solidification Methods 0.000 abstract description 2
- 230000008023 solidification Effects 0.000 abstract description 2
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 abstract 1
- 238000004519 manufacturing process Methods 0.000 abstract 1
- 238000005058 metal casting Methods 0.000 abstract 1
- 229910000831 Steel Inorganic materials 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000000605 extraction Methods 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- YFXPPSKYMBTNAV-UHFFFAOYSA-N bensultap Chemical compound C=1C=CC=CC=1S(=O)(=O)SCC(N(C)C)CSS(=O)(=O)C1=CC=CC=C1 YFXPPSKYMBTNAV-UHFFFAOYSA-N 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000007712 rapid solidification Methods 0.000 description 2
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 238000004320 controlled atmosphere Methods 0.000 description 1
- 239000012809 cooling fluid Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 229910000753 refractory alloy Inorganic materials 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0602—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by a casting wheel and belt, e.g. Properzi-process
Definitions
- the method and the device which are the subject of the invention, relate most generally to the continuous casting of metals on wheels.
- This method and this device allow the continuous casting of metals or alloys in the form of bars or strips.
- This process applies to a very wide range of metals or alloys.
- metals or alloys Although it can be used effectively for the casting of relatively low melting point metals such as aluminum, it is particularly suitable for the casting of high melting point metals such as copper and its alloys and, above all, all ferrous alloys, ordinary steels, alloys, stainless steels, refractory materials. It is also suitable for casting other metals or refractory alloys such as superalloys.
- FIGS. 1 and 2 make it possible to understand the characteristics of this now well known procedure.
- a wheel (1) driven in rotation at slow speed by a motor not shown, has a hollow rim (2) in the groove (3) from which a supply device (4) allows to introduce in (5) the liquid metal by means of a nozzle.
- An endless metal ribbon (6) is wound on the casting wheel and on a free wheel (7) arranged in the same plane.
- This freewheel is mounted on an oscillating arm (8) which acts as a tensioner.
- the ribbon is thus pressed against the edges (9) of the rim of the wheel (1) and therefore prevents the metal cast in (5) from coming out of the groove.
- the rim is cooled by circulation of water in the space (10), which allows rapid solidification of the metal in the groove.
- This water is introduced by the axis of the wheel at (11) then sent into the space (10) through two diametrically opposite spokes (12) and (13).
- the return: water is carried out by two other spokes (14) and (15) and through the axis of the wheel at (16).
- FIG. 3 represents, still according to the teaching of the same patent cited above, the bar (17) extracted from the casting wheel (1) which is thus deflected from its outlet plane and then sent to a rolling installation continuous (18).
- the FR. 1,178,580 proposes to circulate the tape or strip, which ensures the sealing of the rim, not on a single free wheel, playing the role of tensioner, but on, at least, two. freewheels.
- the alternating torsional forces to which this ribbon is subjected are a cause of transverse cracking, after a time which may be short and, finally, the watering of the ribbon on its external face; practically necessary in all cases, is not without risk. It may happen, in fact, that the water thus projected comes into contact with the liquid metal which is poured into the rim. There is then a risk of explosions occurring which in most cases cause the metal strip to break and can also seriously damage the casting wheel.
- the device and the method according to the invention precisely allow these limitations to be overcome.
- the device according to the invention consists of a casting wheel comprising a grooved rim, the closure of which is ensured by movable flaps which permanently accompany the wheel in its rotation.
- the opening and closing of these shutters are controlled by control means which allow the shutters to be closed in the zone of introduction of the liquid metal and their opening in the zone for extracting the bar or the solidified strip.
- the flaps comprise a means of cooling by internal circulation of water and, moreover, clamping means ensure that the flaps are pressed against the rim of the wheel with sufficient pressure.
- connecting means make it possible to secure the shutters with each other.
- FIG. 5 represents a casting wheel (29) driven by a motor, not shown, which rotates in the direction of the arrow and the rim (30) of which is fitted with movable flaps such as (31).
- the flaps (31) are supported on the edges of the rim in an angular zone situated between the point of introduction of the liquid metal into the groove by a supply means (32) to a point close to that where the solidified bar or strip (33) is extracted from the groove by a suitable means such as guide rollers (34).
- the flaps are in the open position and arranged so as not to interfere with the operation of the means of extraction, and not to obstruct the passage of the solidified bar or strip which is generally directed towards reduction means for example by rolling, and not to obstruct the operation of the liquid metal supply means either .
- an essential feature of the invention is that the movable flaps (31) permanently accompany the casting wheel in its rotation and that each of them maintains along the rim thereof, a determined location.
- Connecting hooks (35), shown schematically in Figure 5, maintain the flaps against each other, to prevent any leakage of liquid metal through a possible space between two adjacent flaps.
- a fixed ramp (36) surrounds the casting wheel throughout the angular region where the flaps must remain closed, and ensures the plating thereof on the rim flange by means of conventional clamping means.
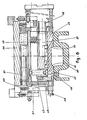
- FIG. 6 shows in detail an advantageous embodiment of the flaps according to the invention.
- the casting wheel (29) which is shown in partial section along a plane parallel to the axis, comprises a rim (30) provided with a groove (37) intended to receive the liquid metal and to allow it to solidify.
- This rim is cooled by a circulation of water which takes place in a known manner in the annular space (38) and which is maintained by a system of arrival and departure of water, which takes place for example through the axis of the wheel which is hollow and comprises, in known manner, the necessary connections with the external network.
- the flap (39) is an assembly which is articulated by means of an arm (40) on the axis (41) which is itself fixed in a yoke rigidly connected to the structure of the wheel - casting near the rim.
- the arm (40) is extended beyond the axis (41) by a lever (42) on which is fixed a roller (43).
- each flap In practice, the opening and closing of each flap are caused for an angular position very well determined relative to the frame, as seen in Figure 7, by means of fixed ramps (44) integral with the frame on which is mounted the casting wheel.
- the profile of these ramps is designed to move the rollers (43) up or down according to the desired angle.
- the closing plate (45) of the shutter shown in section is centered relative to the rim (30) by means of centering pins, such as (46).
- These pins connected to the closure plate (45) penetrate at the time of the tilting of the flap, when it comes to bear on the rim (30), in housings such as (47) formed in this rim.
- the closure plate (45) is placed in a reproducible manner each time it comes to bear on the rim (30).
- an elastic tightening means is used.
- each flap comprises a housing (48) inside which the closure plate is fixed elastically by springs such as (49).
- the housing has rollers such as (50).
- the flaps engage in a space delimited by a fixed annular ramp (36) concentric with the wheel against which the rollers (50) come rou -1st.
- the distance between the ramp and the rim of the casting wheel is calculated so that the springs (49) are compressed by means of the rollers (50).
- the closure plate is thus applied against the rim with sufficient force.
- each closure plate is equipped with an internal cooling means (51).
- an internal cooling means 51).
- water is most often used as a cooling fluid, it can be seen that the use of flaps articulated directly on the casting wheel allows an extremely easy supply of fluid from the wheel itself which, in turn, is supplied without difficulty thanks to fluid inlets and outlets at its axis.
- the closure plate (45) has a double wall inside which water passages (51) are provided.
- Water inlet and outlet fittings (52) and (53) Figures 6, 7, 8 and 9, are connected by flexible connecting tubes, for example made of elastomer, symbolized in (54), to inlets and corresponding water outlets such as (55-56), formed on the lateral face of the casting wheel not far from the point of attachment of the tilting axis (41).
- the length of these connecting tubes is determined so as not to prevent tilting of the flap.
- a system for attaching successive flaps to each other is shown in the figure. 9. It can be seen that each flap has a hook (57) articulated around an axis (58) which is capable of being hooked to a stud (59).
- the opening and closing of the hook is controlled by a roller (60) which is raised or lowered by suitably arranged stops.
- the connecting means thus produced makes it possible to avoid leakage of liquid metal between the closure plates.
- shutters of relatively small dimensions, and of compact structure, articulated separately on the casting wheel itself, makes it possible to use, for the closure plate, the metals most suitable for supporting direct contact with the metal to be poured.
- metals with high specific heat and / or high thermal conductivity such as aluminum, magnesium, copper, silver or else certain alloys of these metals.
- metals with high specific heat and / or high thermal conductivity such as aluminum, magnesium, copper, silver or else certain alloys of these metals.
- it is preferable to make the closure plate in the same metal as the rim that is to say in many cases, in copper or in alloys with a high copper content. In many cases, only the face of the closure plate, which is in contact with the liquid metal, will be made of high conductivity metal.
- the second wall, or outer wall of the plate can be made of a metal of much higher mechanical strength. Thanks to vigorous fluid cooling of the closure plate, practically no deformation is observed due to phenomena of differential expansion.
- the dimensions of the closing plates are calculated so as to take account of the expansion of the rim during use in order to avoid leakage of liquid metal.
- the embodiment provided for closing the casting wheel makes it possible to envisage a very significant modification of the profile of the bars or strips cast by this process.
- the angle formed between the inner face of the metal strip and the side walls of the groove is approximately 80 ° . This results from the need for a draft of about ten degrees to be able to get the bar out of the throat. In addition, there can be no rounding at the top of this angle which is therefore sharp.
- connection between the closure plate and the rim is thus produced on the lateral faces of the bar and, thanks to the centering devices which are used, no relative transverse displacement of this closure plate is observed with respect to the rim .
- the invention relates not only to the casting device which has just been described, but also to a method of casting on a wheel of metals or alloys with a high melting point such as copper and its alloys, steels and other metals. or high melting point alloys.
- This method allows, by closing the rim in the casting area, by means of flaps cooled by the circulation of such a fluid. as water, to obtain a very rapid solidification of the cast metals or alloys.
- the means for supplying liquid metal may be placed in a controlled atmosphere.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Braking Arrangements (AREA)
- Developing Agents For Electrophotography (AREA)
- Packging For Living Organisms, Food Or Medicinal Products That Are Sensitive To Environmental Conditiond (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Lift-Guide Devices, And Elevator Ropes And Cables (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Metal Extraction Processes (AREA)
- Wire Processing (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82420062T ATE16900T1 (de) | 1981-05-15 | 1982-05-12 | Verfahren und vorrichtung zum stranggiessen mit hilfe eines giessrades mit umfangsnut. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8110098 | 1981-05-15 | ||
| FR8110098A FR2505690A1 (fr) | 1981-05-15 | 1981-05-15 | Procede et dispositif de coulee continue sur roue a gorge |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0066524A1 true EP0066524A1 (de) | 1982-12-08 |
| EP0066524B1 EP0066524B1 (de) | 1985-12-11 |
Family
ID=9258707
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82420062A Expired EP0066524B1 (de) | 1981-05-15 | 1982-05-12 | Verfahren und Vorrichtung zum Stranggiessen mit Hilfe eines Giessrades mit Umfangsnut |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US4444244A (de) |
| EP (1) | EP0066524B1 (de) |
| JP (1) | JPS57193270A (de) |
| KR (1) | KR880001958B1 (de) |
| AT (1) | ATE16900T1 (de) |
| AU (1) | AU542181B2 (de) |
| BR (1) | BR8202768A (de) |
| CA (1) | CA1185414A (de) |
| DE (1) | DE3267885D1 (de) |
| ES (1) | ES8307554A1 (de) |
| FI (1) | FI69973C (de) |
| FR (1) | FR2505690A1 (de) |
| IN (1) | IN158949B (de) |
| MX (1) | MX158768A (de) |
| ZA (1) | ZA823353B (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5484010A (en) * | 1992-10-26 | 1996-01-16 | Clecim | Device for guiding a cast bar from the output of a casting wheel to the input of a rolling mill |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE52433T1 (de) * | 1986-12-19 | 1990-05-15 | Mannesmann Ag | Giessvorrichtung fuer metalle mit einem kontinuierlich umlaufenden tragelement. |
| WO2002083341A1 (fr) * | 2001-04-09 | 2002-10-24 | Sumitomo Electric Industries, Ltd. | Materiau en alliage de magnesium et son procede de fabrication |
| AU2005200721B2 (en) * | 2001-04-09 | 2007-11-15 | Sumitomo Electric Industries, Ltd. | Magnesium Alloy Material and Method of Manufacturing the Alloy Material |
| DE102012007312A1 (de) * | 2012-04-13 | 2013-10-17 | Kme Germany Gmbh & Co. Kg | Gießrad |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR683940A (fr) * | 1928-11-14 | 1930-06-19 | Perfectionnements à la fabrication des billettes, barres et pièces métalliques similaires | |
| FR894970A (fr) * | 1942-02-20 | 1945-01-11 | Andre Arthur Tranchart | Procédé et dispositif pour la coulée en continu des métaux |
| FR2317032A1 (fr) * | 1975-07-08 | 1977-02-04 | Pechiney Aluminium | Procede de coulee continue dans la jante d'une roue |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2745151A (en) * | 1953-11-23 | 1956-05-15 | Joseph B Brennan | Method and apparatus for continuous casting |
| US3538978A (en) * | 1965-04-07 | 1970-11-10 | Arnold H Boehm | Method of rotatively casting continuous ingots |
| US3999914A (en) * | 1971-05-14 | 1976-12-28 | Breco Kunststoffverarbeitungs-Gmbh & Co. Kg | Device for producing in a continuous manner reinforced profile belts from extruded material |
| US4211271A (en) * | 1977-12-14 | 1980-07-08 | Southwire Company | Continuous casting mold geometry improvement |
-
1981
- 1981-05-15 FR FR8110098A patent/FR2505690A1/fr active Granted
-
1982
- 1982-04-20 IN IN433/CAL/82A patent/IN158949B/en unknown
- 1982-05-04 US US06/374,780 patent/US4444244A/en not_active Expired - Fee Related
- 1982-05-10 JP JP57078075A patent/JPS57193270A/ja active Granted
- 1982-05-12 AT AT82420062T patent/ATE16900T1/de not_active IP Right Cessation
- 1982-05-12 FI FI821669A patent/FI69973C/fi not_active IP Right Cessation
- 1982-05-12 DE DE8282420062T patent/DE3267885D1/de not_active Expired
- 1982-05-12 ES ES512110A patent/ES8307554A1/es not_active Expired
- 1982-05-12 EP EP82420062A patent/EP0066524B1/de not_active Expired
- 1982-05-13 BR BR8202768A patent/BR8202768A/pt not_active IP Right Cessation
- 1982-05-14 AU AU83721/82A patent/AU542181B2/en not_active Ceased
- 1982-05-14 ZA ZA823353A patent/ZA823353B/xx unknown
- 1982-05-14 CA CA000403017A patent/CA1185414A/fr not_active Expired
- 1982-05-14 MX MX192691A patent/MX158768A/es unknown
- 1982-05-15 KR KR8202113A patent/KR880001958B1/ko active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR683940A (fr) * | 1928-11-14 | 1930-06-19 | Perfectionnements à la fabrication des billettes, barres et pièces métalliques similaires | |
| FR894970A (fr) * | 1942-02-20 | 1945-01-11 | Andre Arthur Tranchart | Procédé et dispositif pour la coulée en continu des métaux |
| FR2317032A1 (fr) * | 1975-07-08 | 1977-02-04 | Pechiney Aluminium | Procede de coulee continue dans la jante d'une roue |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5484010A (en) * | 1992-10-26 | 1996-01-16 | Clecim | Device for guiding a cast bar from the output of a casting wheel to the input of a rolling mill |
Also Published As
| Publication number | Publication date |
|---|---|
| FI69973B (fi) | 1986-01-31 |
| EP0066524B1 (de) | 1985-12-11 |
| MX158768A (es) | 1989-03-13 |
| FI821669A0 (fi) | 1982-05-12 |
| DE3267885D1 (en) | 1986-01-23 |
| JPS6141659B2 (de) | 1986-09-17 |
| US4444244A (en) | 1984-04-24 |
| FR2505690A1 (fr) | 1982-11-19 |
| KR830009822A (ko) | 1983-12-23 |
| AU8372182A (en) | 1982-11-18 |
| ZA823353B (en) | 1983-03-30 |
| IN158949B (de) | 1987-02-28 |
| BR8202768A (pt) | 1983-04-19 |
| ES512110A0 (es) | 1983-07-01 |
| CA1185414A (fr) | 1985-04-16 |
| JPS57193270A (en) | 1982-11-27 |
| FR2505690B1 (de) | 1984-01-20 |
| FI69973C (fi) | 1986-09-12 |
| AU542181B2 (en) | 1985-02-07 |
| FI821669L (fi) | 1982-11-16 |
| ES8307554A1 (es) | 1983-07-01 |
| ATE16900T1 (de) | 1985-12-15 |
| KR880001958B1 (ko) | 1988-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CH624030A5 (de) | ||
| EP0230433B1 (de) | Verfahren und vorrichtung zum stranggiessen eines dünnen gegenstandes aus metall | |
| FR2729318A1 (fr) | Coulee continue d'une bande de metal dans une machine de coulee a rouleaux jumeaux | |
| EP0066524B1 (de) | Verfahren und Vorrichtung zum Stranggiessen mit Hilfe eines Giessrades mit Umfangsnut | |
| WO2005102945A1 (fr) | Dispositif et procede de bombage d'une feuille de verre | |
| FR2537473A1 (fr) | Obturateur tournant pour recipients metallurgiques | |
| FR2698567A1 (fr) | Procédé de coulée d'une bande métallique. | |
| EP0620061A1 (de) | Vorrichtung zum schnellen Wechseln und Halten einer Seitenwand einer Doppelrollenstranggiessvorrichtung beim Giessen eines Metallproduktes | |
| CA1093782A (fr) | Procede de coulee continue entre deux series d'elements cylindriques refroidis et mobiles exercant une pression sur le metal en voie de solidification | |
| FR2750438A1 (fr) | Procede et installation de revetement electrolytique par une couche metallique de la surface d'un cylindre pour coulee continue de bandes metalliques minces | |
| FR2833871A1 (fr) | Procede et installation de fabrication de bandes metalliques a partir de bandes coulees directement a partir de metal liquide | |
| FR2556996A1 (fr) | Procede d'alimentation de moules de fonderie en alliages metalliques sous pression differentielle controlee | |
| EP0242347A2 (de) | Vorrichtung zum Giessen einer flüssig-festen Mischung | |
| EP0901851B1 (de) | Seitenwand zur Abdichtung des Giessraumes in einer Zweirollenstranggiessmaschine zum Herstellen metallischer Bänder und damit ausgerüstete Giessmaschine | |
| CA1115478A (fr) | Ruban metallique sans tension et a haute conductibilite thermique pour machine de coulee | |
| EP0350345B1 (de) | Verfahren und Vorrichtung zum Stranggiessen von dünnen metallischen Produkten | |
| FR2649340A1 (fr) | Procede et dispositif de coulee continue entre cylindres de produits metalliques minces aptes au laminage a froid direct | |
| EP0709151B1 (de) | Gussformoberfläche für eine Metallstranggiesskokille mit beweglichen Wänden | |
| FR2738760A1 (fr) | Coulee d'une bande de metal | |
| CH647172A5 (fr) | Machine de coulee continue de metal en fusion. | |
| EP0911096B1 (de) | Giessdüse für Metallstranggiessvorrichtung, insbesondere für Walzgiessmaschine | |
| FR2529116A1 (fr) | Procede et dispositif pour realiser une coulee continue a grande vitesse et a haut rendement | |
| BE397358A (de) | ||
| BE418869A (de) | ||
| EP0447336A1 (de) | Drehstranggussverfahren und Vorrichtung zur Durchführung des Verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE GB IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19821220 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 16900 Country of ref document: AT Date of ref document: 19851215 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3267885 Country of ref document: DE Date of ref document: 19860123 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19920527 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19920531 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19930422 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19930512 Ref country code: AT Effective date: 19930512 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19930519 Year of fee payment: 12 Ref country code: CH Payment date: 19930519 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19930521 Year of fee payment: 12 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19930616 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19930701 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19931201 |
|
| EPTA | Lu: last paid annual fee | ||
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19940512 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19940513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19940531 Ref country code: CH Effective date: 19940531 Ref country code: BE Effective date: 19940531 |
|
| BERE | Be: lapsed |
Owner name: UGINE ACIERS Effective date: 19940531 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19940512 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82420062.0 Effective date: 19941210 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19950201 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82420062.0 |