DE102010062875A1 - Producing component, preferably plastic component for motor vehicle, comprises laser sintering, where powdery material is used as sintering material, which comprises thermoplastic polyurethane - Google Patents
Producing component, preferably plastic component for motor vehicle, comprises laser sintering, where powdery material is used as sintering material, which comprises thermoplastic polyurethane Download PDFInfo
- Publication number
- DE102010062875A1 DE102010062875A1 DE102010062875A DE102010062875A DE102010062875A1 DE 102010062875 A1 DE102010062875 A1 DE 102010062875A1 DE 102010062875 A DE102010062875 A DE 102010062875A DE 102010062875 A DE102010062875 A DE 102010062875A DE 102010062875 A1 DE102010062875 A1 DE 102010062875A1
- Authority
- DE
- Germany
- Prior art keywords
- component
- sintering
- thermoplastic polyurethane
- powdery material
- laser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
- B29C67/02—Moulding by agglomerating
- B29C67/04—Sintering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L75/00—Compositions of polyureas or polyurethanes; Compositions of derivatives of such polymers
- C08L75/04—Polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2075/00—Use of PU, i.e. polyureas or polyurethanes or derivatives thereof, as moulding material
Abstract
Description
Die vorliegende Erfindung betrifft ein Verfahren gemäß dem Oberbegriff des Patenanspruches 1.The present invention relates to a method according to the preamble of claim 1.
Lasersintern ist ein Verfahren zum schichtweisen Aufbauen von Bauteilen. Eine dünne Schicht aus pulverförmigem Material wird mittels eines Lasers in denjenigen Bereichen, in denen ein Bauteil entstehen soll, belichtet. Durch das Belichten mit Laserlicht tritt eine Verfestigung des pulverförmigen Materials ein. Anschließend werden sukzessive weitere Schichten pulverförmigen Materials aufgebracht und in einzelnen Bauteilbereichen belichtet. Mit diesem Verfahren lassen sich Bauteile mit nahezu beliebiger Komplexität schichtweise aufbauen.Laser sintering is a process for layering components. A thin layer of powdered material is exposed by means of a laser in those areas in which a component is to be formed. By exposure with laser light occurs a solidification of the powdery material. Subsequently, successive layers of powdered material are applied and exposed in individual component areas. With this method, components of virtually any complexity can be built up layer by layer.
Die Verwendung von Pulvern im Lasersinterverfahren sowie die Herstellung von Formkörpern ist beispielhaft in der
Aus der
Im Automobilbau ist seit Jahren eine immer weiter zunehmende Aufspreizung des Produktportfolios zu beobachten. Damit einher geht ein Bedarf an Kleinserienbauteilen, d. h. an Bauteilen, die nur mit relativ geringen Stückzahlen hergestellt werden. Aufgrund der Zunahme von Produktvarianten und der damit einhergehenden Reduzierung von Volumen und Entwicklungszeiten, werden verstärkt Bauteile in Erwägung gezogen, die in werkzeuglosen Fertigungsverfahren hergestellt werden können.In the automotive industry, a steadily increasing spread of the product portfolio has been observed for years. This is accompanied by a need for small series components, d. H. on components that are produced only in relatively small quantities. Due to the increase in product variants and the concomitant reduction in volume and development times, components are increasingly being considered that can be manufactured in tool-less manufacturing processes.
Man hat erkannt, dass Kleinserienbauteile „generativ”, z. B. durch Lasersintern hergestellt werden können. Voraussetzung ist jedoch, dass die Bauteile hinsichtlich ihrer Materialeigenschaften so beschaffen sind, dass sie dem Eigenschaftsprofil (insbesondere hinsichtlich ihrer Geometrie, Funktion und Festigkeit) eines entsprechenden Serienbauteils genügen. Viele aus dem Stand der Technik bekannte Lasersintermaterialien, wie z. B. ”Polyamid 12” (s. o.), werden diesen Anforderungen nicht gerecht. Aus Polyamid 12 hergestellte Lasersinterteile weisen eine relativ hohe Festigkeit und Steifigkeit auf, was bei vielen in Fahrzeuginnenräumen verbauten Kunststoffkomponenten gerade nicht gefragt ist. Aufgrund der unzureichenden Bruchdehnung mancher lasergesinterten Kunststoffe können derzeit insbesondere Anwendungen, die gummielastische Bauteileigenschaften benötigen (z. B. Dichtungen, Dämpfungselemente, Membranen, Ummantelungen etc.), nicht versorgt werden, insbesondere nicht, wenn eine hohe Standzeit verlangt wird. Aus anderen Lasersintermaterialien (z. B. auf Polyester-Basis) hergestellten Lasersinterteilen fehlt es an Steifigkeit und Festigkeit sowie an Duktilität. Bei wieder anderen für Lasersintern in Frage kommenden Materialien besteht der Nachteil, dass die Oberfläche des Lasersinterteils vergleichsweise rau ist und eine entsprechende Nachbearbeitung mit hohem Aufwand verbunden ist.It has been recognized that small series components "generative", z. B. can be produced by laser sintering. However, the prerequisite is that the components are designed with regard to their material properties so that they satisfy the property profile (in particular with regard to their geometry, function and strength) of a corresponding series component. Many known from the prior art laser sintering materials such. As "polyamide 12" (see above), do not meet these requirements. Made of polyamide 12 laser sintered parts have a relatively high strength and rigidity, which is just not in demand for many installed in vehicle interiors plastic components. Due to the insufficient elongation at break of some laser-sintered plastics, in particular applications which require elastomeric component properties (eg seals, damping elements, membranes, sheathing etc.) can not be supplied at the moment, in particular if a long service life is required. Laser sintered parts made from other laser sintering materials (eg polyester-based) lack rigidity, strength and ductility. In yet other materials that may be used for laser sintering, there is the disadvantage that the surface of the laser sintered part is comparatively rough and corresponding post-processing is associated with great expense.
Zusammenfassend ist festzustellen, dass das mögliche Einsatzspektrum von lasergesinterten Kunststoffbauteilen, die aus herkömmlichen Pulvermaterialien hergestellt werden, relativ beschränkt bleibt.In summary, it should be noted that the possible range of use of laser-sintered plastic components, which are produced from conventional powder materials, remains relatively limited.
Aufgabe der Erfindung ist es, ein Lasersinterverfahren anzugeben, mit dem sich Funktionsteile, insbesondere Funktionsteile für Anwendungen im Automobilbereich, herstellen lassen, die den dort auftretenden Belastungen standhalten und die auch den übrigen dort bestehenden Qualitätsanforderungen genügen. Insbesondere soll die bislang zwischen Lasersinterteilen auf Polyamidbasis und „gummielastischen” Teilen bestehende „Duktilitätslücke” verringert bzw. geschlossen werden.The object of the invention is to provide a laser sintering method with which functional parts, in particular functional parts for applications in the automotive sector, can be produced which withstand the loads occurring there and which also satisfy the other existing quality requirements there. In particular, the "ductility gap" previously existing between laser sintered parts based on polyamide and "rubber-elastic" parts should be reduced or closed.
Diese Aufgabe wird durch die Merkmale des Patentanspruches 1 gelöst. Vorteilhafte Ausgestaltungen und Weiterbildungen der Erfindung sind den Unteransprüchen zu entnehmen.This object is solved by the features of claim 1. Advantageous embodiments and further developments of the invention can be found in the dependent claims.
Das Grundprinzip der Erfindung besteht in einem Lasersinterverfahren, bei dem als zu sinternden Material ein pulverförmiges Material verwendet wird, das „thermoplastisches Polyurethan (TPU)” enthält oder das aus thermoplastischem Polyurethan besteht. Das verwendete pulverförmige Material kann außer dem thermoplastischen Polyurethanmaterial ferner einen oder mehrere Füllstoffe enthalten.The basic principle of the invention is a laser sintering process in which a powdered material containing "thermoplastic polyurethane (TPU)" or consisting of thermoplastic polyurethane is used as the material to be sintered. The powdery material used may further contain one or more fillers other than the thermoplastic polyurethane material.
Thermoplastische Polyurethane (TPU) wurden bislang nicht für die Herstellung von Lasersinterteilen in Betracht gezogen. Der Begriff „thermoplastisches Polyurethan” umfasst eine Vielzahl chemischer Substanzen. Thermoplastische Polyurethane (TPE-U) gehören zu den thermoplastischen Elastomeren. Thermoplastische Elastomere können entsprechend ihres chemisch-morphologischen Aufbaus eingeteilt werden in Styrolblockcopolymere (TPEs), thermoplastische Copolyester, Polyetherester (TPE-E), Polyether-Polyamid-Blockcopolymere (TPE-A).Thermoplastic polyurethanes (TPU) have not hitherto been considered for the production of laser sintered parts. The term "thermoplastic polyurethane" includes a variety of chemical substances. Thermoplastic polyurethanes (TPE-U) are among the thermoplastic elastomers. Thermoplastic elastomers can be classified according to their chemical-morphological structure into styrene block copolymers (TPEs), thermoplastic copolyesters, polyether esters (TPE-E), polyether-polyamide block copolymers (TPE-A).
Ein großer Vorteil von Lasersintermaterial auf der Basis von thermoplastischem Polyurethan ist darin zu sehen, dass sich die Eigenschaften von „TPU-Systemen” über weite Bereiche „einstellen” und sind somit für verschiedenste Anwendungen sehr gut „maßschneidern” lassen. Das erforderliche Spektrum an mechanischen Eigenschaften konnte vor allem durch „aliphatische Esterurethane” erfüllt werden.A big advantage of laser sintered material based on thermoplastic polyurethane is the fact that the properties of "TPU systems" "adjust" over a wide range and are thus very well "tailor" for a wide variety of applications. The required spectrum of mechanical properties could be met by "aliphatic ester urethanes".
Thermoplastische Polyurethane entstehen aus der Polyaddition von Polyisocyanaten und Polyolen. Das mechanische Verhalten der thermoplastischen Polyurethane resultiert aus dem segmentartigen Aufbau der Makromoleküle, wobei das Hartsegment aus Diisocyanat und einem Kettenverlängerer gebildet wird. Als Weichsegment werden langkettige Polyole, wie z. B. Polyesterpolyole eingesetzt. Durch Variation des NCO/OH-Verhältnisses werden Eigenschaften für die Verarbeitung und des Produkts nach der Verarbeitung wesentlich beeinflusst.Thermoplastic polyurethanes arise from the polyaddition of polyisocyanates and polyols. The mechanical behavior of the thermoplastic polyurethanes results from the segmental structure of the macromolecules, wherein the hard segment is formed from diisocyanate and a chain extender. As a soft segment long-chain polyols, such as. B. polyester polyols used. By varying the NCO / OH ratio, processing properties and product after processing are significantly affected.
Versuche haben gezeigt, dass Lasersinterteile, die aus einem Material aufgebaut werden, welches thermoplastisches Polyurethan enthält oder daraus besteht, eine relativ hohe Flexibilität bzw. Duktilität und Festigkeitseigenschaften aufweisen, wie sie bei vielen in Fahrzeugen verbauten Kunststoffteilen benötigt wird. Ein wesentlicher Vorteil thermoplastischen Polyurethans ist darin zu sehen, dass überschüssiges Sintermaterial nahezu oder absolut vollständig recycelt, d. h. für weitere Sintervorgänge verwendet werden kann.Experiments have shown that laser sintered parts, which are constructed of a material containing or consisting of thermoplastic polyurethane, have a relatively high flexibility or ductility and strength properties, as is required in many installed in vehicles plastic parts. An important advantage of thermoplastic polyurethane is that excess sintered material is recycled almost completely or completely. H. can be used for further sintering operations.
Gemäß der Erfindung kann ein pulverförmiges Material auf TPU-Basis („TPU-System”) verwendet werden, das folgende Eigenschaften aufweist:
- • Schmelztemperatur im Bereich von 150°C (Zielsetzung: Enger Schmelzbereich);
- • Kristallisationstemperatur im Bereich. von 110°C;
- • Viskosität bei 170°C (MVR) von z. B. 75 cm3/10 min, bei 200°C (MVR) von z. B. 275 cm3/10 min;
- • Schmelzenthalpie von 10–30 J/g;
- Melting temperature in the range of 150 ° C (objective: narrow melting range);
- • crystallization temperature in the range. of 110 ° C;
- • Viscosity at 170 ° C (MVR) of z. B. 75 cm 3/10 min, at 200 ° C (MVR) of z. B. 275 cm 3/10 min;
- • enthalpy of fusion of 10-30 J / g;
Das aus dem thermoplastischen Polyurethan herzustellende Kunststoffbauteil wird schichtweise aufgebaut. Eine erste Schicht des pulverförmigen Materials wird flächig auf ein Substrat aufgebracht. In Bereichen, in denen das pulverförmige Material verfestigt werden soll, wird es mit Laserlicht belichtet. Auf eine zumindest bereichsweise belichtete (z. B. erste) Schicht wird nach dem Belichtungsvorgang eine weitere Schicht pulverförmigen Materials aufgebracht. Diese wird dann wiederum in Bereichen, in denen das pulverförmige Material verfestigt werden soll, mittels Laserlicht belichtet. Auf diese Weise kann Schicht für Schicht ein sehr komplexes Bauteil aufgebaut werden.The plastic component to be produced from the thermoplastic polyurethane is built up in layers. A first layer of the powdery material is applied flat to a substrate. In areas where the powdery material is to be solidified, it is exposed to laser light. On an at least partially exposed (eg first) layer, a further layer of powdery material is applied after the exposure process. This is then exposed again in areas where the powdery material is to be solidified by means of laser light. In this way, layer by layer, a very complex component can be built up.
Überschüssiges Material, das nicht belichtet wurde, kann nach dem Belichten einer Schicht aus den unbelichteten Bereichen entfernt werden, z. B. durch Absaugen oder Wegblasen, und anschließende wieder verwendet werden.Excess material which has not been exposed may be removed after exposure of a layer of the unexposed areas, e.g. B. by suction or blowing away, and then used again.
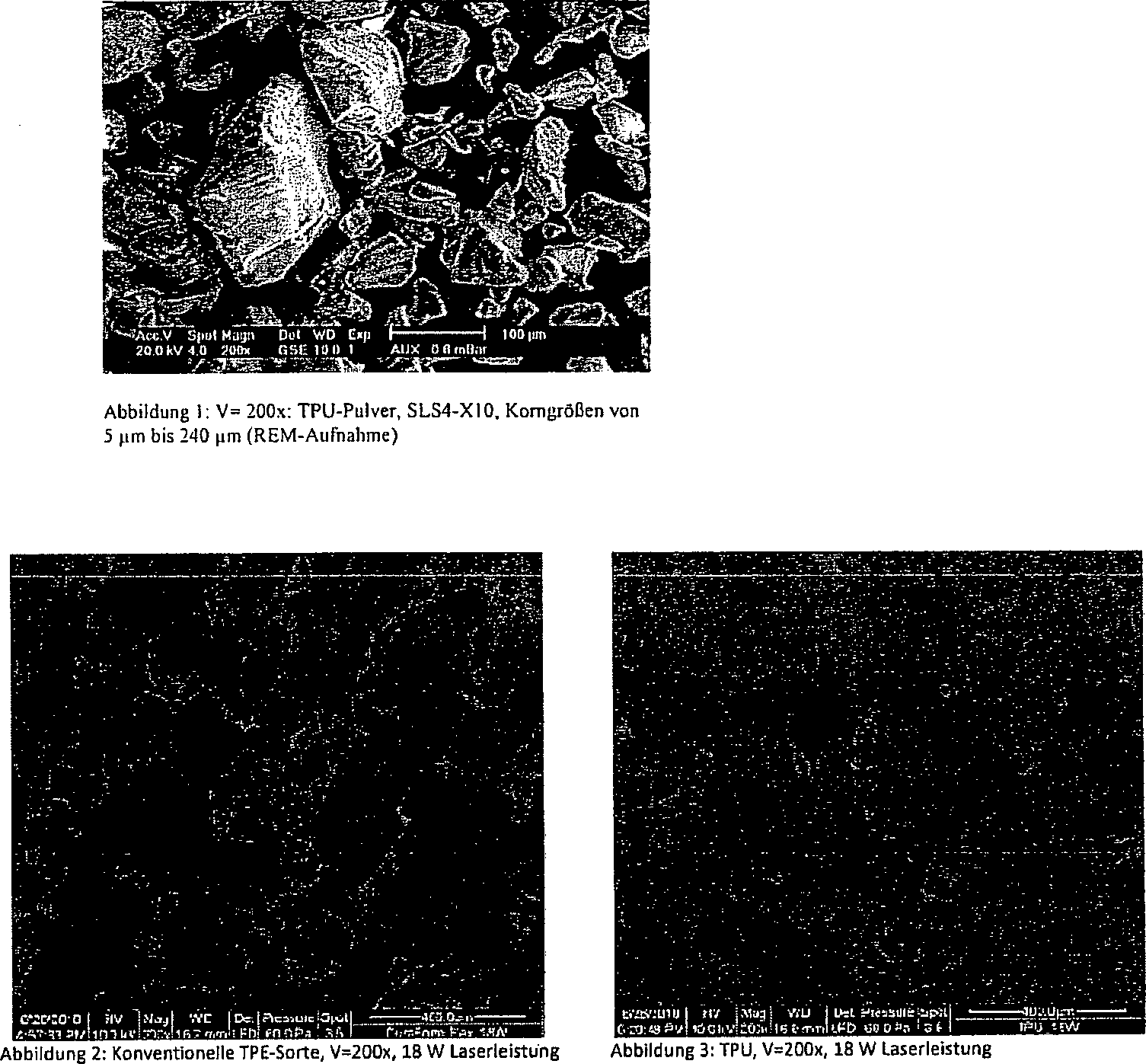
Versuche haben gezeigt, dass pulverförmiges Material, das eine Partikelgröße aufweist, die im Bereich zwischen 100 μm und 200 μm liegt, zu Bauteilen führt, die eine für viele Anwendungen hinreichende Flexibilität und Festigkeit sowie eine vergleichsweise hohe Oberflächengüte aufweisen.Experiments have shown that powdered material having a particle size ranging between 100 .mu.m and 200 .mu.m leads to components which have sufficient flexibility and strength for many applications and a comparatively high surface quality.
Das zum Sintern verwendete pulverförmige Material kann durch mechanische Bearbeitung, z. B. durch Mahlen, insbesondere Kaltmahlen bzw. durch kryogenes Mahlen, aus einem thermoplastischen Polyurethanhalbzeug hergestellt werden. Als Ausgangshalbzeug kann beispielsweise ein gegossener Polyurethanblock verwendet. werden, der abgekühlt und mittels einer Mühle zu feinem, pulverförmigen Material vermahlen wird, das vorzugsweise eine Partikelgröße aufweist, die in dem oben genannten Bereich (100 μm und 200 μm) liegt.The powdery material used for sintering can by mechanical processing, for. B. by grinding, in particular cold milling or by cryogenic grinding, are made of a thermoplastic polyurethane semi-finished. As a starting semi-finished product, for example, a cast polyurethane block can be used. are cooled and ground by means of a mill to fine, powdery material, which preferably has a particle size which is in the above-mentioned range (100 microns and 200 microns).
Nach einer Weiterbildung der Erfindung können Teilbereiche oder die gesamte Oberfläche des herzustellenden Kunststoffbauteils mit einer Beschichtung versehen werden.According to a development of the invention, partial areas or the entire surface of the plastic component to be produced can be provided with a coating.
Thermoplastische Polyurethane zeigen nach der Verarbeitung durch Lasersintern das Potenzial, die Lücke zwischen den technischen Elastomeren und bislang zu verarbeitenden Polyamid-Typen schließen zu können. Lasergesinterte TPUs zeichneten sich durch hohe gummielastische Eigenschaften mit gleichzeitig geringer plastischer Verformung aus.Thermoplastic polyurethanes, after processing by laser sintering, have the potential to close the gap between the technical elastomers and the polyamide types to be processed so far. Laser-sintered TPUs were characterized by high rubber-elastic properties with low plastic deformation.
Bei vergleichbarer Energiedichte können durch die Verarbeitung des thermoplastischen Polyurethan-Pulvers deutlich verbesserte mechanische Kennwerte erzielt werden (Zugversuch nach
- – E-Modul: 80 MPa (TPU) – 25 MPa (konventionelle TPE-Sorte);
- – Zugfestigkeit: 12 MPa (TPU) – 5 MPa (konventionelle TPE-Sorte);
- – Bruchdehnung: 350% (TPU) – 250% (konventionelle TPE-Sorte);
- - modulus of elasticity: 80 MPa (TPU) - 25 MPa (conventional TPE grade);
- Tensile strength: 12 MPa (TPU) - 5 MPa (conventional TPE grade);
- - Elongation at break: 350% (TPU) - 250% (conventional TPE grade);
Mit erhöhter Energiedichte lässt sich der E-Modul des lasergesinterten TPU-Pulvers bis 100 MPa steigern, wohingegen der E-Modul des konventionellen TPE-Typs bei 30 MPa stagniert. Auch mit wiederholter Verarbeitung des TPU-Pulvers bleiben die mechanischen Eigenschaften über denen des konventionellen TPE-Pulvers. Das Gefüge des lasergesinterten Thermoplastischen Polyurethans (vergleichbare Energiedichte beim Lasersintern) ist wesentlich dichter und homogener.With increased energy density, the modulus of elasticity of the laser-sintered TPU powder can be increased up to 100 MPa, whereas the modulus of elasticity of the conventional TPE type stagnates at 30 MPa. Even with repeated processing of the TPU powder, the mechanical properties remain above those of the conventional TPE powder. The structure of the laser-sintered thermoplastic polyurethane (comparable energy density in laser sintering) is much denser and more homogeneous.
Neben der hohen Elastizität, Zugfestigkeit und Reißdehnung zeigten die Bauteile eine hohe Beständigkeit gegen einwirkende Medien und hohe Weiterreißfestigkeit.In addition to the high elasticity, tensile strength and elongation at break, the components showed a high resistance to acting media and high tear strength.
ZITATE ENTHALTEN IN DER BESCHREIBUNG QUOTES INCLUDE IN THE DESCRIPTION
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.This list of the documents listed by the applicant has been generated automatically and is included solely for the better information of the reader. The list is not part of the German patent or utility model application. The DPMA assumes no liability for any errors or omissions.
Zitierte PatentliteraturCited patent literature
- DE 202005020596 U1 [0003] DE 202005020596 U1 [0003]
- DE 10122492 A1 [0004] DE 10122492 A1 [0004]
- DE 102004012682 A1 [0004] DE 102004012682 A1 [0004]
- DE 102004012683 A1 [0004] DE 102004012683 A1 [0004]
- DE 19747309 B4 [0004] DE 19747309 B4 [0004]
- DE 19747309 B1 [0004] DE 19747309 B1 [0004]
- EP 1443073 [0004] EP 1443073 [0004]
- EP 879137 [0004] EP 879137 [0004]
- DE 4410046 [0004] DE 4410046 [0004]
Zitierte Nicht-PatentliteraturCited non-patent literature
- DIN 53504 [0022] DIN 53504 [0022]
Claims (9)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010062875A DE102010062875A1 (en) | 2010-12-13 | 2010-12-13 | Producing component, preferably plastic component for motor vehicle, comprises laser sintering, where powdery material is used as sintering material, which comprises thermoplastic polyurethane |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010062875A DE102010062875A1 (en) | 2010-12-13 | 2010-12-13 | Producing component, preferably plastic component for motor vehicle, comprises laser sintering, where powdery material is used as sintering material, which comprises thermoplastic polyurethane |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE102010062875A1 true DE102010062875A1 (en) | 2012-06-14 |
Family
ID=46144617
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE102010062875A Ceased DE102010062875A1 (en) | 2010-12-13 | 2010-12-13 | Producing component, preferably plastic component for motor vehicle, comprises laser sintering, where powdery material is used as sintering material, which comprises thermoplastic polyurethane |
Country Status (1)
| Country | Link |
|---|---|
| DE (1) | DE102010062875A1 (en) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013224142A1 (en) * | 2013-11-26 | 2015-05-28 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Insole and process for its manufacture |
| DE102013113320A1 (en) | 2013-12-02 | 2015-06-03 | Timur Ünlü | Powdered thermoplastic polyurethane composition and use of the composition |
| WO2015109143A1 (en) * | 2014-01-17 | 2015-07-23 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| DE102015004570A1 (en) * | 2014-08-05 | 2016-02-11 | Miranda Fateri | Additive manufacturing method and apparatus for carrying out the additive manufacturing method |
| EP3028842A1 (en) | 2014-12-02 | 2016-06-08 | Rowak AG | Powder compositions made of thermoplastics and use of the compositions |
| WO2016105945A1 (en) * | 2014-12-23 | 2016-06-30 | Dow Global Technologies Llc | Method of additive manufacturing using moleculary self-assembling materials and microfillers |
| WO2017015073A1 (en) * | 2015-07-17 | 2017-01-26 | Lubrizol Advanced Materials, Inc. | Thermoplastic polyurethane compositions for solid freeform fabrication |
| DE102016005535A1 (en) * | 2016-05-04 | 2017-11-09 | Daimler Ag | Body-supporting molding and process for its production |
| EP3395901A1 (en) * | 2017-04-24 | 2018-10-31 | Covestro Deutschland AG | Additive production method with a composite thermoplastic structural material |
| WO2019168807A1 (en) * | 2018-03-02 | 2019-09-06 | Carbon, Inc. | Sustainable additive manufacturing resins and methods of recycling |
| WO2022195184A1 (en) * | 2021-03-18 | 2022-09-22 | Psa Automobiles Sa | Object-receiving device for a vehicle and method for manufacturing such a device |
| US11577458B2 (en) | 2018-06-29 | 2023-02-14 | 3M Innovative Properties Company | Additive layer manufacturing method and articles |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4410046C1 (en) | 1994-03-23 | 1995-05-24 | Eos Electro Optical Syst | Method and material for producing a three-dimensional object by sintering |
| EP0879137A1 (en) | 1995-03-31 | 1998-11-25 | Dtm Corporation | Composite plastic material for selective laser sintering |
| DE10122492A1 (en) | 2001-05-10 | 2002-11-14 | Bayer Ag | Spherical polymer particles are produced by melting a thermoplastic, adding a molecular liquid phase dispersing agent, forming droplets, cooling and liquid phase separation. |
| DE10129305A1 (en) * | 2001-06-18 | 2002-12-19 | Bayer Ag | Production of three-dimensional models by rapid prototyping with laser sintering, involves treating thermoplastic powder particle surfaces to modify their structure |
| EP1443073A1 (en) | 2002-11-07 | 2004-08-04 | Degussa AG | Polyamid powder with stable, constant pourability |
| DE102004012683A1 (en) | 2004-03-16 | 2005-10-06 | Degussa Ag | Laser sintering with lasers with a wavelength of 100 to 3000 nm |
| DE102004012682A1 (en) | 2004-03-16 | 2005-10-06 | Degussa Ag | Process for the production of three-dimensional objects by means of laser technology and application of an absorber by inkjet method |
| DE202005020596U1 (en) | 2004-03-21 | 2006-05-04 | Toyota Motorsport Gmbh | Powder for rapid prototyping |
| DE19747309B4 (en) | 1997-10-27 | 2007-11-15 | Degussa Gmbh | Use of a polyamide 12 for selective laser sintering |
| DE202005021503U1 (en) * | 2005-02-19 | 2008-07-24 | Evonik Degussa Gmbh | Polymer powder with Blockpolyetheramid, use in a molding process and molding, made from this polymer powder |
-
2010
- 2010-12-13 DE DE102010062875A patent/DE102010062875A1/en not_active Ceased
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4410046C1 (en) | 1994-03-23 | 1995-05-24 | Eos Electro Optical Syst | Method and material for producing a three-dimensional object by sintering |
| EP0879137A1 (en) | 1995-03-31 | 1998-11-25 | Dtm Corporation | Composite plastic material for selective laser sintering |
| DE19747309B4 (en) | 1997-10-27 | 2007-11-15 | Degussa Gmbh | Use of a polyamide 12 for selective laser sintering |
| DE10122492A1 (en) | 2001-05-10 | 2002-11-14 | Bayer Ag | Spherical polymer particles are produced by melting a thermoplastic, adding a molecular liquid phase dispersing agent, forming droplets, cooling and liquid phase separation. |
| DE10129305A1 (en) * | 2001-06-18 | 2002-12-19 | Bayer Ag | Production of three-dimensional models by rapid prototyping with laser sintering, involves treating thermoplastic powder particle surfaces to modify their structure |
| EP1443073A1 (en) | 2002-11-07 | 2004-08-04 | Degussa AG | Polyamid powder with stable, constant pourability |
| DE102004012683A1 (en) | 2004-03-16 | 2005-10-06 | Degussa Ag | Laser sintering with lasers with a wavelength of 100 to 3000 nm |
| DE102004012682A1 (en) | 2004-03-16 | 2005-10-06 | Degussa Ag | Process for the production of three-dimensional objects by means of laser technology and application of an absorber by inkjet method |
| DE202005020596U1 (en) | 2004-03-21 | 2006-05-04 | Toyota Motorsport Gmbh | Powder for rapid prototyping |
| DE202005021503U1 (en) * | 2005-02-19 | 2008-07-24 | Evonik Degussa Gmbh | Polymer powder with Blockpolyetheramid, use in a molding process and molding, made from this polymer powder |
Non-Patent Citations (1)
| Title |
|---|
| DIN 53504 |
Cited By (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013224142A1 (en) * | 2013-11-26 | 2015-05-28 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Insole and process for its manufacture |
| DE102013113320A1 (en) | 2013-12-02 | 2015-06-03 | Timur Ünlü | Powdered thermoplastic polyurethane composition and use of the composition |
| EP3094684B1 (en) | 2014-01-17 | 2021-03-31 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| CN111777735B (en) * | 2014-01-17 | 2022-06-14 | 路博润先进材料公司 | Methods of using thermoplastic polyurethanes in selective laser sintering and systems, and articles thereof |
| US11673990B2 (en) * | 2014-01-17 | 2023-06-13 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| US20220242999A1 (en) * | 2014-01-17 | 2022-08-04 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| KR102310155B1 (en) * | 2014-01-17 | 2021-10-07 | 루브리졸 어드밴스드 머티어리얼스, 인코포레이티드 | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| CN106103527A (en) * | 2014-01-17 | 2016-11-09 | 路博润先进材料公司 | Selective laser sintering and system use method and its goods of thermoplastic polyurethane |
| US20170008233A1 (en) * | 2014-01-17 | 2017-01-12 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| EP3798267A1 (en) * | 2014-01-17 | 2021-03-31 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| WO2015109143A1 (en) * | 2014-01-17 | 2015-07-23 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| CN111777735A (en) * | 2014-01-17 | 2020-10-16 | 路博润先进材料公司 | Methods of using thermoplastic polyurethanes in selective laser sintering and systems, and articles thereof |
| KR20160108530A (en) * | 2014-01-17 | 2016-09-19 | 루브리졸 어드밴스드 머티어리얼스, 인코포레이티드 | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| US10647808B2 (en) * | 2014-01-17 | 2020-05-12 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| TWI666227B (en) * | 2014-01-17 | 2019-07-21 | 美商盧伯利索先進材料有限公司 | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| DE102015004570A1 (en) * | 2014-08-05 | 2016-02-11 | Miranda Fateri | Additive manufacturing method and apparatus for carrying out the additive manufacturing method |
| EP3028842B1 (en) | 2014-12-02 | 2020-06-03 | AM POLYMERS GmbH | Powder compositions made of thermoplastics and use of the compositions |
| EP3028842A1 (en) | 2014-12-02 | 2016-06-08 | Rowak AG | Powder compositions made of thermoplastics and use of the compositions |
| CN107108953A (en) * | 2014-12-23 | 2017-08-29 | 陶氏环球技术有限责任公司 | Use the increasing material manufacturing method of molecular self-assembling material and micro- filler |
| WO2016105945A1 (en) * | 2014-12-23 | 2016-06-30 | Dow Global Technologies Llc | Method of additive manufacturing using moleculary self-assembling materials and microfillers |
| WO2017015073A1 (en) * | 2015-07-17 | 2017-01-26 | Lubrizol Advanced Materials, Inc. | Thermoplastic polyurethane compositions for solid freeform fabrication |
| CN108026243A (en) * | 2015-07-17 | 2018-05-11 | 路博润先进材料公司 | Thermoplastic polyurethane composite for the manufacture of entity free forming |
| DE102016005535A1 (en) * | 2016-05-04 | 2017-11-09 | Daimler Ag | Body-supporting molding and process for its production |
| EP3395901A1 (en) * | 2017-04-24 | 2018-10-31 | Covestro Deutschland AG | Additive production method with a composite thermoplastic structural material |
| WO2018197392A1 (en) * | 2017-04-24 | 2018-11-01 | Covestro Deutschland Ag | Additive production process using a mixed thermoplastic construction material |
| US11400646B2 (en) | 2017-04-24 | 2022-08-02 | Covestro Deutschland Ag | Additive production process using a mixed thermoplastic construction material |
| CN110520476A (en) * | 2017-04-24 | 2019-11-29 | 科思创德国股份有限公司 | Use the increasing material manufacturing method of mixing thermoplasticity building material |
| WO2019168807A1 (en) * | 2018-03-02 | 2019-09-06 | Carbon, Inc. | Sustainable additive manufacturing resins and methods of recycling |
| US11577458B2 (en) | 2018-06-29 | 2023-02-14 | 3M Innovative Properties Company | Additive layer manufacturing method and articles |
| WO2022195184A1 (en) * | 2021-03-18 | 2022-09-22 | Psa Automobiles Sa | Object-receiving device for a vehicle and method for manufacturing such a device |
| FR3120830A1 (en) * | 2021-03-18 | 2022-09-23 | Psa Automobiles Sa | Device for receiving an object for a vehicle and method of manufacturing such a device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102010062875A1 (en) | Producing component, preferably plastic component for motor vehicle, comprises laser sintering, where powdery material is used as sintering material, which comprises thermoplastic polyurethane | |
| DE102013113320B4 (en) | Use of a powdered thermoplastic polyurethane composition and method of making a molded article | |
| DE102018003274B4 (en) | Polymer blend with shape memory and/or thermoresponsive properties based on thermoplastic polyurethanes and polyolefins, polymer molding and method for programming the polymer blend of such a molding | |
| EP1511624B1 (en) | Plain bearing composite material | |
| EP3365166B2 (en) | Multilayer composite component | |
| DE102014222283A1 (en) | Plastic self-lubricating bearing cage | |
| EP1511625B2 (en) | Plain bearing composite material | |
| EP2991830B1 (en) | Elastomer pmma layered composites having improved properties | |
| EP2086694B1 (en) | Large roller | |
| DE102007046910A1 (en) | Deformable substrate with microstructured surface, comprises applied material, where applied material is configured as individual pixels, which is printed onto substrate | |
| DE102010015056A1 (en) | Method for manufacturing carrier component that is utilized in e.g. interior region of motor car, involves coating foam structure with soft component under specific pressure for formation of coating on surface area of foam structure | |
| DE202012102840U1 (en) | Coated lamella | |
| DE102016221609A1 (en) | Ball element for bearing applications and method for producing such | |
| DE102006015997A1 (en) | Wear-resistant material comprising a thermoplastic matrix containing reinforcing fibres and spheroidal or ellipsoidal filler particles, used e.g. in friction rings, bearings, gears and other sliding or rubbing parts | |
| EP1526296B1 (en) | Shaped body for a sliding load | |
| DE102019122333B4 (en) | Elastic sandwich component and method for its manufacture | |
| DE112020004952T5 (en) | Resin material for a sliding member and sliding member | |
| DE102005002970A1 (en) | Preparation of elastomer seal, useful e.g. in engine, comprises molding stereolithography part/model element, opening the mold, pouring elastomer sealing, polymerizing cast material and removing silicon rubber and/or polyurethane | |
| DE10225783A1 (en) | Plain bearing composite material | |
| DE102017100932A1 (en) | Hydroxy-functional dendritic polymers as adhesion promoters | |
| DE102008034041A1 (en) | Plastic composite pane for in particular vehicle glazing | |
| DE102015220672A1 (en) | Multilayer composite component | |
| DE202015107054U1 (en) | Multi-tread | |
| WO2007128289A1 (en) | Sliding device, in particular for displaceable vehicle parts | |
| DE102014200402A1 (en) | A method of manufacturing a component comprising at least one material layer having at least two different materials and components with regard to a material property |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R016 | Response to examination communication | ||
| R002 | Refusal decision in examination/registration proceedings | ||
| R003 | Refusal decision now final |
Effective date: 20140304 |