CN219274224U - 一种用于带有成型产品的复合精冲模具 - Google Patents
一种用于带有成型产品的复合精冲模具 Download PDFInfo
- Publication number
- CN219274224U CN219274224U CN202320364745.0U CN202320364745U CN219274224U CN 219274224 U CN219274224 U CN 219274224U CN 202320364745 U CN202320364745 U CN 202320364745U CN 219274224 U CN219274224 U CN 219274224U
- Authority
- CN
- China
- Prior art keywords
- die
- plate
- sliding block
- male
- cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Abstract
本实用新型提供一种用于带有成型产品的复合精冲模具,包括上模组件和设置在上模组件下方的下模组件:上模组件的卸料板结构接收来自顶部朝向下驱动的压边力,一号凸凹模和二号凸凹模内均设置有插入上顶杆的落料型腔;一号凸凹模和二号凸凹模设置在上垫板的下方,二号凸凹模的顶部与上垫板的底部预留S行程;下模组件的凹模板内设置有滑块结构,滑块结构的底部接收反顶力,滑块结构内对应落料型腔设置有冲头型腔,冲头型腔内从底部插入安装冲头。本实用新型提供了带有浮升式凸凹模的复合精冲模具,实现单工序复合落料的同时完成局部结构的成型,将原本需要复杂结构或者多工序生产的工序在单一工序完成,实现了降低成本和提高质量的目的。
Description
技术领域
本实用新型涉及复合模具领域,尤其是涉及折弯或局部结构成型冲孔落料技术领域,具体为一种用于带有成型产品的复合精冲模具。
背景技术
在复合精冲工艺中,往往待加工的零件上已经带有折弯或局部结构成型结构,或者是已经成型,因此在加工工序中往往采用连续模或者落料集成折弯或局部结构成型模的工艺。
上述两种工艺中,前者采用连续模,模具结构复杂,且需要增加预切、导正钉等结构,从而导致模具成本高,也容易产生压伤情况,导致产品外观不良的情况发生;
而后者采用落料集成折弯或局部结构成型模,则会由于是采用两个完全分离独立的工序,导致工序延长,生产出的产品精度降低,甚至是发生漏工序等问题,因而生产成本也会增加,且容易产生更多的质量风险。
发明内容
鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种用于带有成型产品的复合精冲模具,用于解决现有技术的难点。
为实现上述目的及其他相关目的,本实用新型提供一种用于带有成型产品的复合精冲模具,包括上模组件和设置在上模组件下方的下模组件:
上模组件包括从上至下设置的上模座1、上垫板2和卸料板结构,所述卸料板结构的顶部连接有一号上传力杆3接收来自顶部朝向下驱动的压边力,所述卸料板结构内设置有一号凸凹模4和二号凸凹模5,所述一号凸凹模4和二号凸凹模5内均设置有插入上顶杆6的落料型腔;
所述一号凸凹模4的顶部安装在上垫板2下方随着上垫板2移动,二号凸凹模5设置在上垫板2的下方,顶部接收来自二号上传力杆7的压边力,初始状态下,二号凸凹模5的顶部与上垫板2的底部预留S行程;
下模组件包括从下至上设置的下模座8、固定板9和凹模板10,所述凹模板10内对应一号凸凹模4和二号凸凹模5设置有滑块结构,滑块结构的底部接收来自从下模组件底部朝上伸入的下传力杆11驱动的反顶力,所述滑块结构内对应落料型腔也设置有冲头型腔,所述冲头型腔内从底部插入安装在下模座8上的冲头12。
根据优选方案,一号凸凹模4的顶部通过螺栓安装在上垫板2的下方。
根据优选方案,固定板9和凹模板10内设置有导套组件13,所述导套组件13设置在上模组件内导柱14的正下方。
根据优选方案,二号凸凹模5的顶部通过螺栓安装在二号凸凹模固定板24上,所述二号凸凹模固定板24设置在上垫板2和二号凸凹模5之间,所述二号凸凹模固定板24的顶部接收来自二号上传力杆7朝向下驱动的压边力。
根据优选方案,二号凸凹模5通过二号凸凹模固定板24上安装的导料销与上垫板2和上模座1实现竖直导向。
根据优选方案,卸料板结构包括上下设置的卸料板垫板15和卸料板16;
所述卸料板垫板15通过浮升导料销17与上模座1连接,所述卸料板垫板15沿着浮升导料销17上下移动,所述卸料板垫板15的顶部位于导柱14的顶部错位安装有闭锁销18;
所述卸料板16在初始状态下,底部与一号凸凹模4和二号凸凹模5的底部齐平设置。
根据优选方案,卸料板垫板15和卸料板16之间通过螺钉和销钉固定。
根据优选方案,卸料板垫板15的两端安装有导料销19,所述导料销19的底部连接有待加工的产品。
根据优选方案,滑块结构包括:
凹模镶件20,所述凹模镶件20卡设在冲头型腔的上端,顶部与凹模板10的顶部齐平设置;
滑块组,所述滑块组嵌设在凹模镶件20内对应设置的型腔中,两者之间滑动配合;
滑块固定板23,所述滑块组的底部通过螺栓安装在滑块固定板23上,所述滑块固定板23的底部支撑在下传力杆11的顶端上。
根据优选方案,凹模镶件20的底部通过螺栓安装在固定板9上。
根据优选方案,凹模镶件20的内径小于冲头型腔的外径。
根据优选方案,滑块组包括分体设置的一号滑块21和二号滑块22;
所述一号滑块21和二号滑块22内设置有插入冲头12的型腔,所述冲头12和上模组件内的落料型腔和上顶杆6同轴设置;
所述一号滑块21或二号滑块22的顶部对应一号凸凹模4或二号凸凹模5的底部折弯或局部结构成型拉伸结构设置有相应结构。
根据优选方案,一号上传力杆3位于卸料板结构的左右设置有一对;下传力杆11位于滑块组的左右设置有一对。
本实用新型提供了带有浮升式凸凹模的复合精冲模具,实现单工序复合落料的同时完成局部结构的成型,将原本需要复杂结构或者多工序生产的工序在单一工序完成,实现了降低成本和提高质量的目的。
下文中将结合附图对实施本实用新型的最优实施例进行更详尽的描述,以便能容易地理解本实用新型的特征和优点。
附图说明
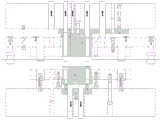
图1显示为本实用新型的结构示意图;
图2显示为本实用新型在步骤S1的结构示意图;
图3显示为本实用新型在步骤S2的结构示意图;
图4显示为本实用新型在步骤S3的结构示意图;
图5显示为本实用新型在步骤S4的结构示意图;
图6显示为本实用新型在步骤S5的结构示意图;
图7显示为本实用新型在步骤S6的结构示意图;
图8显示为本实用新型在步骤S7的结构示意图;
图9显示为本实用新型在步骤S8的结构示意图;
标号说明
1、上模座;2、上垫板;3、一号上传力杆;4、一号凸凹模;5、二号凸凹模;6、上顶杆;7、二号上传力杆;8、下模座;9、固定板;10、凹模板;11、下传力杆;12、冲头;13、导套组件;14、导柱;15、卸料板垫板;16、卸料板;17、浮升导料销;18、闭锁销;19、导料销;20、凹模镶件;21、一号滑块;22、二号滑块。
具体实施方式
为了使得本实用新型的技术方案的目的、技术方案和优点更加清楚,下文中将结合本实用新型具体实施例的附图,对本实用新型实施例的技术方案进行清楚、完整的描述。附图中相同的附图标记代表相同的部件。需要说明的是,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
与附图所展示的实施例相比,本实用新型保护范围内的可行实施方案可以具有更少的部件、具有附图未展示的其他部件、不同的部件、不同地布置的部件或不同连接的部件等。此外,附图中两个或更多个部件可以在单个部件中实现,或者附图中所示的单个部件可以实现为多个分开的部件。
除非另作定义,此处使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本实用新型专利申请说明书以及权利要求书中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,“一个”或者“一”等类似词语也不必然表示数量限制。“包括”或者“包含”等类似的词语意指出现该词前面的元件或物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
本实用新型提出一种用于带有成型产品的复合精冲模具,用于复合精冲工艺中,本实用新型对待加工的产品类型不做限制,但该带有浮升式凸凹模的复合精冲模具的结构特别适用于精冲设备中,利用精冲设备的压边力和反顶力达到灵活控制的目的。
总体上,本实用新型所提出的用于带有成型产品的复合精冲模具主要包括上模组件和设置在上模组件下方的下模组件。其中,可以参见图1,其示出了上模组件和下模组件的布置关系。
为了实现单工序复合落料的同时完成局部结构成型的目的,将原本需要复杂结构或者多工序生产的工序在单一工序完成,解决背景技术中针对冲压和成型这种不同的工序需要更换机种,更换模具的问题,为此,本实施例提供的技术方案中,提供了带有浮升式凸凹模的复合精冲模具,上模组件内设置有一号凸凹模4和二号凸凹模5,其中一号凸凹模4和二号凸凹模5对应底部的冲头12结构设置有冲头12进行冲孔的落料型腔,而在落料型腔的顶部对应设置有落料的上顶杆6,在冲压过程中对材料起到压制作用,冲压完成顶出型腔内的废料;然后一号凸凹模4和二号凸凹模5的底面对应折弯或局部结构成型的需求设置有折弯或局部结构成型的形状,对应在下模组件内的滑块组顶部也设置有相应用于折弯或局部结构成型的结构;此外,为了完成折弯或局部结构成型工序,提供折弯或局部结构成型所需行程,在本实施例中,对应折弯或局部结构成型形成作用的二号凸凹模5的顶部与上模组件内的上垫板2的底部之间在初始状态时会预留S行程用于配合折弯或局部结构成型,因此,此处也就要求在初始状态下,上模组件内的卸料板16在初始状态下,底部与一号凸凹模4和二号凸凹模5的底部齐平设置,起到对工序开始之前的精度保证;因此,实现单工序复合落料的同时完成局部结构的成型,将原本需要复杂结构或者多工序生产的工序在单一工序完成,实现了降低成本,提高质量的目的。
具体的,如图1所示,上模组件包括从上至下设置的上模座1、上垫板2和卸料板结构,卸料板结构包括上下设置的卸料板垫板15和卸料板16;卸料板结构内设置有一号凸凹模4和二号凸凹模5,一号凸凹模4的顶部通过螺栓安装在上垫板2的下方,随着上垫板2的移动而移动,而二号凸凹模5的顶部通过螺栓安装在二号凸凹模固定板24上,位于上垫板2的下方设置,初始状态下,二号凸凹模5的顶部与上垫板2的底部预留S行程,移动时,二号凸凹模5通过二号凸凹模固定板24上安装的导料销与上垫板2和上模座1实现竖直导向。
在驱动时,上模组件受到一号上传力杆3和二号上传力杆7的压边力作用,其中,一号上传力杆3从上模座1内伸入,作用在卸料板结构上,为了保证作用力的平衡,因此一号上传力杆3位于卸料板结构的左右设置有一对,而用作用于二号凸凹模5的压边力则来自于二号上传力杆7,二号上传力杆7也从上模座1内伸入,底部与二号凸凹模固定板25相接触。
如图1所示,待加工的产品安装在导料销19上,导料销19根据产品的形状对应设置,在本实施例中,导料销19安装在卸料板垫板15的两端。
此外,考虑到冲压的时候卸料板16和卸料板垫板15对在反顶力的作用下超向上移动,达到冲切的目的,因此,卸料板垫板15和卸料板16之间通过螺钉和销钉固定,此外,卸料板垫板15通过浮升导料销17与上模座1连接,所述卸料板垫板15沿着浮升导料销17上下移动,用于材料的浮升和送料导向。
如前文所述,下模组件包括从下至上设置的下模座8、固定板9和凹模板10,首先,凹模板10内对应一号凸凹模4和二号凸凹模5设置有滑块结构,驱动滑块结构的作用力来自底部的反顶力,反顶力来自下模组件底部朝上伸入的下传力杆11,下传力杆11的顶部与滑块结构的底部相接触;其次,为了对应上模组件的冲切,滑块结构内对应落料型腔也设置有冲头型腔,所冲头型腔内从底部插入通过冲头固定板25安装在下模座8上的冲头12。
需要具体说明的是滑块结构,本实施例中,滑块既要完成折弯或局部结构成型,还要完成冲孔落料,因此为了降低滑块的加工难度降低备件的采购成本,采用分体滑块结构,滑块组包括分体设置的一号滑块21和二号滑块22,以及固定安装一号滑块21和二号滑块22的滑块固定板23,其中,一号滑块21和二号滑块22内设置有插入冲头12的型腔,为了保证精度,一方面,冲头12和上模组件内的落料型腔和上顶杆6同轴设置,另一方面,一号滑块21或二号滑块22的顶部对应一号凸凹模4或二号凸凹模5的底部折弯或局部结构成型拉伸结构设置有相应结构;再者,一号滑块21和二号滑块2通过凹模镶件20嵌设在冲头型腔内,两者之间滑动配合,凹模镶件20的底部通过螺栓安装在固定板9上,形成内径小于冲头型腔直径,外径大于冲头型腔直径的结构,初始状态下,顶部与凹模板10的顶部齐平设置;进一步的,滑块固定板23的底部支撑在下传力杆11的顶端上,也就是滑块组的作用力来自于下传力杆11,下传力杆11将反顶力通过滑块固定板23传递到滑块上,为了获得平衡的驱动力,将下传力杆11位于滑块组的左右设置有一对。
如图1所示,还考虑到上下模具的导向精度,因此,卸料板结构内设置有导柱14,对应的在下模组件内的固定板9和凹模板10内设置有导套组件13,形成了导套组件13设置在上模组件内导柱14的正下方的结构;此外,进一步的,卸料板垫板15的顶部位于导柱14的顶部错位安装有闭锁销18,闭锁销18可与设置在下模组件内的导套组件13精密滑动配合,也有利于实现上下模具的精准导向。
在使用中,包括以下工序步骤:
步骤S1:如图2所示,
为原始位置状态,上下传力杆、顶杆、滑块在压边力和反顶力作用下处于原始位置,料带在重力作用下处于最下端
步骤S2:如图3所示,
为模具上行时的状态,模具继续上行,滑块顶部与材料接触,导柱和导套组件开始起到导向作用;
步骤S3:如图4所示,
为模具上行过程中的状态,模具继续上行,下模顶着材料上行,当材料上放与凸凹模和卸料板接触时由于压边力远大于反顶力,所以滑块在压边力的作用下克服反顶力向下运动,直到滑块上表面与凹模板平齐,此时凸凹模固定板与上垫板之间有距离为S的可用行程;
步骤S4:如图5所示,
模具继续上行,凹模板推着材料和卸料板结构克服压边力向上运动,上行过程中卸料板和凸凹模2在传力杆作用下起到压料作用,同时凸凹模2和卸料板带着上传力杆1&2上行,上行行程为S,凸凹模固定板和垫板之间完全贴合,凸凹模1在此过程中完成折弯或局部结构成型侧的材料切断和折弯或局部结构成型,此过程完成折弯或局部结构成型部分的成型;
步骤S5:如图6所示,
模具继续上行,由于凹模板凸凹模固定板和垫板之间完全贴合,随着下模继续上行推动卸料板上行,凸凹模1&2同步运动突出卸料板表面进入到凹模型腔内,推动滑块克服反顶缸下行,过程中冲头从滑块中凸出将材料冲入到凸凹模型腔内并推动顶杆上行,到达上死点后压边和反顶力取消,完成外形落料和内孔冲裁过程;
步骤S6:如图7所示,
模具开始下行,模具下行,下面下行过程中压边反顶力取消不提提供力作用,下模下行到下死点位置此时废料和材料在摩擦力作用下分别卡滞在凸凹模型腔和外侧,零件位移凹模镶件型腔内;
步骤S7:如图8所示,
模具到达下死点,模具下死点,给卸料和滑块分别施加压边力和反顶力,在传力杆、顶杆的作用下废料、材料和成品零件分别从各自型腔内脱出掉落,并在重力作用下掉落在下模表面上;
步骤S8:如图9所示,
模具位于下死点后,掉落在下模的零件和废料在高压气体作用下吹出模面。
上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
Claims (7)
1.一种用于带有成型产品的复合精冲模具,其特征在于,包括:
上模组件和设置在上模组件下方的下模组件:
上模组件包括从上至下设置的上模座(1)、上垫板(2)和卸料板结构,所述卸料板结构的顶部连接有一号上传力杆(3)接收来自顶部朝向下驱动的压边力,所述卸料板结构内设置有一号凸凹模(4)和二号凸凹模(5),所述一号凸凹模(4)和二号凸凹模(5)内均设置有插入上顶杆(6)的落料型腔;
所述一号凸凹模(4)的顶部安装在上垫板(2)下方随着上垫板(2)移动,二号凸凹模(5)设置在上垫板(2)的下方,顶部接收来自二号上传力杆(7)的压边力,初始状态下,二号凸凹模(5)的顶部与上垫板(2)的底部预留S行程;
下模组件包括从下至上设置的下模座(8)、固定板(9)和凹模板(10),所述凹模板(10)内对应一号凸凹模(4)和二号凸凹模(5)设置有滑块结构,滑块结构的底部接收来自从下模组件底部朝上伸入的下传力杆(11)驱动的反顶力,所述滑块结构内对应落料型腔也设置有冲头型腔,所述冲头型腔内从底部插入安装在下模座(8)上的冲头(12)。
2.根据权利要求1所述的用于带有成型产品的复合精冲模具,其特征在于,所述二号凸凹模(5)的顶部通过螺栓安装在二号凸凹模固定板(24)上,所述二号凸凹模固定板(24)设置在上垫板(2)和二号凸凹模(5)之间,所述二号凸凹模固定板(24)的顶部接收来自二号上传力杆(7)朝向下驱动的压边力。
3.根据权利要求2所述的用于带有成型产品的复合精冲模具,其特征在于,所述卸料板结构包括上下设置的卸料板垫板(15)和卸料板(16);
所述卸料板垫板(15)通过浮升导料销(17)与上模座(1)连接,所述卸料板垫板(15)沿着浮升导料销(17)上下移动,所述卸料板垫板(15)的顶部位于导柱(14)的顶部错位安装有闭锁销(18);
所述卸料板(16)在初始状态下,底部与一号凸凹模(4)和二号凸凹模(5)的底部齐平设置。
4.根据权利要求3所述的用于带有成型产品的复合精冲模具,其特征在于,所述卸料板垫板(15)的两端安装有导料销(19),所述导料销(19)的底部连接有待加工的产品。
5.根据权利要求4所述的用于带有成型产品的复合精冲模具,其特征在于,所述滑块结构包括:
凹模镶件(20),所述凹模镶件(20)卡设在冲头型腔的上端,顶部与凹模板(10)的顶部齐平设置;
滑块组,所述滑块组嵌设在凹模镶件(20)内对应设置的型腔中,两者之间滑动配合;
滑块固定板(23),所述滑块组的底部通过螺栓安装在滑块固定板(23)上,所述滑块固定板(23)的底部支撑在下传力杆(11)的顶端上。
6.根据权利要求5所述的用于带有成型产品的复合精冲模具,其特征在于,所述凹模镶件(20)的内径小于冲头型腔的外径。
7.根据权利要求6所述的用于带有成型产品的复合精冲模具,其特征在于,所述滑块组包括分体设置的一号滑块(21)和二号滑块(22);
所述一号滑块(21)和二号滑块(22)内设置有插入冲头(12)的型腔,所述冲头(12)和上模组件内的落料型腔和上顶杆(6)同轴设置;
所述一号滑块(21)或二号滑块(22)的顶部对应一号凸凹模(4)或二号凸凹模(5)的底部折弯或局部结构成型拉伸结构设置有相应结构。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202320364745.0U CN219274224U (zh) | 2023-03-02 | 2023-03-02 | 一种用于带有成型产品的复合精冲模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202320364745.0U CN219274224U (zh) | 2023-03-02 | 2023-03-02 | 一种用于带有成型产品的复合精冲模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN219274224U true CN219274224U (zh) | 2023-06-30 |
Family
ID=86916337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202320364745.0U Active CN219274224U (zh) | 2023-03-02 | 2023-03-02 | 一种用于带有成型产品的复合精冲模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN219274224U (zh) |
-
2023
- 2023-03-02 CN CN202320364745.0U patent/CN219274224U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102259134B (zh) | 具有多种功能的一次成型模具 | |
| CN202062004U (zh) | 新型精密冲压模具 | |
| CN111673836A (zh) | 一种防粘连的柔性电路板冲压模具 | |
| CN201760503U (zh) | 车轮轮辐成型模 | |
| CN204052602U (zh) | 一种生产半空心自冲铆铆钉的模具 | |
| CN219274224U (zh) | 一种用于带有成型产品的复合精冲模具 | |
| CN202174164U (zh) | 具有多种功能的一次成型模具 | |
| CN110756667B (zh) | 一种小空间摇摆打凸结构及其摇摆打凸方法 | |
| CN216324593U (zh) | 一种多工序折弯一体成型模具机构 | |
| CN105964772A (zh) | 一种闭口保险杠内弧面拖钩套安装孔冲孔模具 | |
| CN205798168U (zh) | 用于加工z形支架的弯曲模 | |
| CN215902651U (zh) | 一种用于优质终端安装件成型的精密模具 | |
| CN212857395U (zh) | 一种汽车用支架生产工装 | |
| CN112440608A (zh) | 一种压花模具及压花工艺 | |
| CN217252135U (zh) | 双浮动定位侧翻边模具 | |
| CN220259297U (zh) | 一种利用材料流动性成型加工带有沙拉孔导向孔的模具 | |
| CN218134348U (zh) | 一种浮动式模具 | |
| CN215143927U (zh) | 一种防盗门天杆钩冲压模具 | |
| CN214768247U (zh) | 一种具有强力脱料块的冲孔模具 | |
| CN216175834U (zh) | 一种翻边模具及模具压机 | |
| CN214057087U (zh) | 一种压花模具 | |
| CN212070168U (zh) | 一种太阳能支架连续模具 | |
| CN220781909U (zh) | 一种拉索支架翻边成型模 | |
| CN219253883U (zh) | 一种矩形壳体零件端面四方向打弯模具 | |
| CN211727200U (zh) | 一种压缩机下盖冲压模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |