CN217585866U - 一种衬套自动化位置检测机构 - Google Patents
一种衬套自动化位置检测机构 Download PDFInfo
- Publication number
- CN217585866U CN217585866U CN202220965245.8U CN202220965245U CN217585866U CN 217585866 U CN217585866 U CN 217585866U CN 202220965245 U CN202220965245 U CN 202220965245U CN 217585866 U CN217585866 U CN 217585866U
- Authority
- CN
- China
- Prior art keywords
- cylinder
- fixed
- mounting
- clamping jaw
- connecting plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Abstract
一种衬套自动化位置检测机构,涉及工业自动化设备的技术领域。安装台面的上端面设置沿长度方向平行布置的两条导轨,每条导轨的两端设置限位装置,无杆缸与安装台面固定,安装连接板与滑块固定,无杆缸上的滑块与第二联动块固定和安装连接板上固定的第一联动块相连接,检测装置b安装固定在安装连接板侧面支撑板上;无杆缸驱动第二联动块将与第一联动块固定的安装连接板随着无杆缸在滑轨上移动;缓冲器组件安装于安装台面,当无杆缸复位时,安装连接板随滑轨复位。结构简单,组合位置检测和压紧检测,适用不同的衬套检测,并且可以减少安装的空间,节约设备空间的使用区域,减低设备成本。
Description
技术领域
本实用新型涉及工业自动化设备的技术领域,尤其涉及一种衬套自动化位置检测机构。
背景技术
随着工业自动化的快速发展,简单的人工装配工序已被自动化设备所取代,而检测方式也逐步自动化,传统的人工检测误差率较高,无法满足量化生产需要,对于衬套的压装位置和压紧度检测,现有的检测机构将两种检测以独立的检测机构设计,浪费设备安装空间,看上去不美观紧凑。而这两项检测是可以互相辅助检测,为了实现这种相互辅助检测方式,提出一种衬套自动化位置检测机构。
发明内容
本实用新型提供了一种衬套自动化位置检测机构,结构简单,组合位置检测和压紧检测,适用不同的衬套检测,并且可以减少安装的空间,节约设备空间的使用区域,减低设备成本。
一种衬套自动化位置检测机构,包括由焊接支座、安装台面构成的安装平台,安装台面的上端面设置沿长度方向平行布置的两条导轨,每条导轨的两端设置限位装置,无杆缸与安装台面固定,安装连接板与滑块固定,无杆缸上的滑块与第二联动块固定和安装连接板上固定的第一联动块相连接,检测装置b安装固定在安装连接板侧面支撑板上;无杆缸驱动第二联动块将与第一联动块固定的安装连接板随着无杆缸在滑轨上移动;缓冲器组件安装于安装台面,当无杆缸复位时,安装连接板随滑轨复位。
优选的是,本实用新型检测装置b中第一滑块气缸固定于安装支座a上的安装连接板侧面支撑板上,第一安装板与第一滑块气缸固定,滑块滑轨的滑轨固定于第一安装板底面,滑块与连接板固定,连接板底部安装第二气缸夹爪,第二安装板上平面与安装板底部固定和第二气缸夹爪平行安装,第二安装板底部固定双滑块滑轨,左侧滑块固定第二气缸联动块,右侧滑块固定第一气缸联动块,第二安装板右侧端部固定气缸安装板子,气缸安装板子上固定气缸,气缸推杆与第二气缸联动块固定,气缸推杆固定在第二气缸联动块上, 气缸推杆与第一气缸联动块固定;第二气缸夹爪上固定夹爪,在夹爪上安装位移传感器,第一气缸夹爪固定于第一气缸联动块上,测试手指片安装在第一气缸夹爪上;调节装置的调节块安装于第二安装板侧边,调节螺母拧在安装板侧边,以调节夹爪于测试手指片的相对位置。
优选的是,本实用新型第一安装板的侧边分别设置球头柱塞,两只球头柱塞之间有挡块安装固定于安装板上平面,定位杆固定于第一安装板下方,在第一滑块气缸伸出定位杆插入对应的工装位置定位套,夹爪夹紧产品衬套时,夹爪卡住衬套边缘后。
优选的是,本实用新型气缸和气缸推杆将压紧检测的第一气缸夹爪上测试手指片从成套中间穿入,将手指片前端突出位置刚好卡人两边衬套中间,
优选的是,本实用新型第一气缸夹爪将测试手指片撑开,形成一个突起的压头,气缸推杆推出,测试手指片向前推动检测左边衬套是否压紧,同时位置传感器检测衬套位移量。
优选的是,本实用新型气缸推杆推出,测试手指片向前推动检测右边衬套是否压紧,同时位置传感器检测衬套位移量,将检测数据输出到设备采集位置,判断衬套是否合格。
优选的是,本实用新型检测结束后,第一气缸夹爪将测试手指片收回,退出衬套位置,两片夹爪释放,第一滑块气缸复位,无杆缸复位,检测装置b回原始位置,检测机构所有检测结束。
本实用新型将位置检测和压紧检测组合检测,将两种检测方式相互补充并用,可以提高检测的效率和准确性,可以节约在设备内的安装区域,降低空间使用成本;多条滑轨滑块配合使用,使产品检测效率大大提高,提高产品的合格率;无杆缸与直线滑轨组合将检测机构移动至检测位置,提高了位置的精准度。
本实用新型采用上述技术方案,与现有技术相比具有如下优点:
1、本实用新型采用位置检测和压紧检测组合检测,将两种检测方式相互补充并用,可以提高检测的效率和准确性,可以节约在设备内的安装区域,降低空间使用成本;
2、本实用新型将两种检测机构组合使用,利用滑轨滑动偏移和球头柱塞,使得气缸推出下防检测机构可以减少夹爪抓取时对产品的损坏,很好将力通过滑轨左右偏移与球头柱塞减小,使得工件受力均匀;
3、本实用新型中采用多条滑轨滑块配合使用,使产品检测效率大大提高,提高产品的合格率。
4、本实用新型中采用无杆缸与直线滑轨组合将检测机构移动至检测位置,提高了位置的精准度。
附图说明
图1是本实用新型检测机构的等轴测视图。
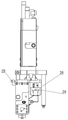
图2是图1中b部放大正视图。
图3是图2的左视图。
其中:1、焊接支座,2、安装台面,3、导轨,4、限位装置,5、无杆缸,6、安装连接板,7、第一联动块,8、第二联动块,9、第一滑块气缸,10、第一安装板,11、滑块滑轨,12、连接板,13、第二安装板,14、右侧滑块,15、气缸安装板子,16、气缸,16-1、气缸推杆,17、位移传感器,18、第一气缸联动块,20、第一气缸夹爪,21、测试手指片,22、夹爪,23、第二气缸联动块,24、第二气缸夹爪,25、左侧滑块,26、挡块,27、球头柱塞,28、定位杆,29、调节块。
具体实施方式
下面结合附图对本实用新型的技术方案进行详细说明:
如图1-图3所述,一种衬套自动化位置检测机构,包括由焊接支座1、安装台面2构成的安装平台,安装台面2的上端面设置沿长度方向平行布置的两条导轨3,每条导轨3的两端设置限位装置4,无杆缸5与安装台面2固定,安装连接板6与滑块固定,无杆缸5上的滑块与第二联动块8固定和安装连接板6上固定的第一联动块7相连接,检测装置b安装固定在安装连接板侧面支撑板上;无杆缸5驱动第二联动块8将与第一联动块7固定的安装连接板6随着无杆缸在滑轨上移动;缓冲器组件安装于安装台面2,当无杆缸复位时,安装连接板6随滑轨复位。
如图2所示,本实用新型的检测装置b中第一滑块气缸9固定于安装支座a上的安装连接板侧面支撑板上,第一安装板10与第一滑块气缸9固定,滑块滑轨11的滑轨固定于第一安装板10底面,滑块与连接板12固定,连接板12底部安装第二气缸夹爪24,第二安装板13上平面与安装板12底部固定和第二气缸夹爪24平行安装,第二安装板13底部固定双滑块滑轨,左侧滑块25固定第二气缸联动块23,右侧滑块14固定第一气缸联动块18,第二安装板13右侧端部固定气缸安装板子15,气缸安装板子15上固定气缸16,气缸推杆16-1与第二气缸联动块23固定,气缸推杆16-1固定在第二气缸联动块23上, 气缸推杆16-1与第一气缸联动块18固定;第二气缸夹爪24上固定夹爪22,在夹爪22上安装位移传感器17,第一气缸夹爪20固定于第一气缸联动块18上,测试手指片21安装在第一气缸夹爪20上;调节装置的调节块29安装于第二安装板13侧边,调节螺母拧在安装板12侧边,以调节夹爪22于测试手指片21的相对位置。
如图2、图3所示,本实用新型第一安装板10的侧边分别设置球头柱塞27,两只球头柱塞之间有挡块26安装固定于安装板12上平面,定位杆28固定于第一安装板10下方,在第一滑块气缸9伸出定位杆28插入对应的工装位置定位套,夹爪22夹紧产品衬套时,夹爪22卡住衬套边缘后。
如图2、图3所示,本实用新型的气缸16和气缸推杆16-1将压紧检测的第一气缸夹爪20上测试手指片21从成套中间穿入,将手指片前端突出位置刚好卡人两边衬套中间,
如图2、图3所示,本实用新型的第一气缸夹爪20将测试手指片21撑开,形成一个突起的压头,气缸推杆16-1推出,测试手指片21向前推动检测左边衬套是否压紧,同时位置传感器检测衬套位移量。
如图2、图3所示,本实用新型的气缸推杆16-1推出,测试手指片21向前推动检测右边衬套是否压紧,同时位置传感器检测衬套位移量,将检测数据输出到设备采集位置,判断衬套是否合格。
本实用新型检测结束后,第一气缸夹爪20将测试手指片21收回,退出衬套位置,两片夹爪22释放,第一滑块气缸9复位,无杆缸5复位,检测装置b回原始位置,检测机构所有检测结束。
前道工序将衬套压装结束后,检测机构开始进行衬套位置检测和压紧检测,首先无杆缸5驱动,通过第一联动块7、第二联动块8将安装在安装连接板6上的检测装置b驱动在导轨3上前移,到达检测区域,检测装置b中的第一滑块气缸9滑出,定位杆28插入对应的工装位置定位套,下方的检测装置到位,两片夹爪22夹爪两边的成套边缘,位置传感器17检测此时的衬套压装位置是否合格,以及有无衬套,将检测数据输出到设备采集位置,气缸16和气缸推杆16-1将压紧检测的第一气缸夹爪20上测试手指片21从成套中间穿入,将手指片前端突出位置刚好卡人两边衬套中间,第一气缸夹爪20将手指片撑开,形成一个突起的压头,气缸推杆16-1推出,测试手指片21向前推动检测左边衬套是否压紧,同时位置传感器检测衬套位移量,气缸推杆16-1推出,测试手指片21向前推动检测右边衬套是否压紧,同时位置传感器检测衬套位移量,将检测数据输出到设备采集位置,判断衬套是否合格。检测结束后,第一气缸夹爪20将手指片收回,退出衬套位置,两片夹爪22释放,气缸9复位,无杆缸5复位,检测装置b回原始位置,检测机构所有检测结束。
本实用新型结构简单,组合位置检测和压紧检测,适用不同的衬套检测,并且可以减少安装的空间,节约设备空间的使用区域,减低设备成本。
Claims (7)
1.一种衬套自动化位置检测机构,其特征在于包括由焊接支座(1)、安装台面(2)构成的安装平台,安装台面(2)的上端面设置沿长度方向平行布置的两条导轨(3),每条导轨(3)的两端设置限位装置(4),无杆缸(5)与安装台面(2)固定,安装连接板(6)与滑块固定,无杆缸(5)上的滑块与第二联动块(8)固定和安装连接板(6)上固定的第一联动块(7)相连接,检测装置(b)安装固定在安装连接板侧面支撑板上;无杆缸(5)驱动第二联动块(8)将与第一联动块(7)固定的安装连接板(6)随着无杆缸在滑轨上移动;缓冲器组件安装于安装台面(2),当无杆缸复位时,安装连接板(6)随滑轨复位。
2.根据权利要求1所述的衬套自动化位置检测机构,其特征在于检测装置(b)中第一滑块气缸(9)固定于安装支座(a)上的安装连接板侧面支撑板上,第一安装板(10)与第一滑块气缸(9)固定,滑块滑轨(11)的滑轨固定于第一安装板(10)底面,滑块与连接板(12)固定,连接板(12)底部安装第二气缸夹爪(24),第二安装板(13)上平面与连接板(12)底部固定和第二气缸夹爪(24)平行安装,第二安装板(13)底部固定双滑块滑轨,左侧滑块(25)固定第二气缸联动块(23),右侧滑块(14)固定第一气缸联动块(18),第二安装板(13)右侧端部固定气缸安装板子(15),气缸安装板子(15)上固定气缸(16),气缸推杆(16-1)与第二气缸联动块(23)固定,气缸推杆(16-1)固定在第二气缸联动块(23)上,气缸推杆(16-1)与第一气缸联动块(18)固定;第二气缸夹爪(24)上固定夹爪(22),在夹爪(22)上安装位移传感器(17),第一气缸夹爪(20)固定于第一气缸联动块(18)上,测试手指片(21)安装在第一气缸夹爪(20)上;调节装置的调节块(29)安装于第二安装板(13)侧边,调节螺母拧在连接板(12)侧边,以调节夹爪(22)于测试手指片(21)的相对位置。
3.根据权利要求2所述的衬套自动化位置检测机构,其特征在于第一安装板(10)的侧边分别设置球头柱塞(27),两只球头柱塞之间有挡块(26)安装固定于连接板(12)上平面,定位杆(28)固定于第一安装板(10)下方,在第一滑块气缸(9)伸出定位杆(28)插入对应的工装位置定位套,夹爪(22)夹紧产品衬套时,夹爪(22)卡住衬套边缘后。
4.根据权利要求2所述的衬套自动化位置检测机构,其特征在于气缸(16)和气缸推杆(16-1)将压紧检测的第一气缸夹爪(20)上测试手指片(21)从成套中间穿入,将手指片前端突出位置刚好卡人两边衬套中间。
5.根据权利要求2所述的衬套自动化位置检测机构,其特征在于第一气缸夹爪(20)将测试手指片(21)撑开,形成一个突起的压头,气缸推杆(16-1)推出,测试手指片(21)向前推动检测左边衬套是否压紧,同时位置传感器检测衬套位移量。
6.根据权利要求2所述的衬套自动化位置检测机构,其特征在于气缸推杆(16-1)推出,测试手指片(21)向前推动检测右边衬套是否压紧,同时位置传感器检测衬套位移量,将检测数据输出到设备采集位置,判断衬套是否合格。
7.根据权利要求2所述的衬套自动化位置检测机构,其特征在于检测结束后,第一气缸夹爪(20)将测试手指片(21)收回,退出衬套位置,两片夹爪(22)释放,第一滑块气缸(9)复位,无杆缸(5)复位,检测装置(b)回原始位置,检测机构所有检测结束。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202220965245.8U CN217585866U (zh) | 2022-04-25 | 2022-04-25 | 一种衬套自动化位置检测机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202220965245.8U CN217585866U (zh) | 2022-04-25 | 2022-04-25 | 一种衬套自动化位置检测机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217585866U true CN217585866U (zh) | 2022-10-14 |
Family
ID=83543348
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202220965245.8U Active CN217585866U (zh) | 2022-04-25 | 2022-04-25 | 一种衬套自动化位置检测机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217585866U (zh) |
-
2022
- 2022-04-25 CN CN202220965245.8U patent/CN217585866U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204818687U (zh) | 一种滑轨装配机 | |
| CN217585866U (zh) | 一种衬套自动化位置检测机构 | |
| CN208827429U (zh) | 一种铜板雕刻用自动压夹具 | |
| CN209503999U (zh) | 压接装置 | |
| CN215447802U (zh) | 一种用于同时定位多个产品的定位装置 | |
| CN208614172U (zh) | 一种自动压紧部件 | |
| CN213080738U (zh) | 一种铣削夹紧装置 | |
| CN112285539B (zh) | 适合自动取放的ied柔性测试前端适配器 | |
| CN105499952B (zh) | 一种定位载具装置 | |
| CN212822243U (zh) | 一种用于插磁钢压铆机的铆压机构 | |
| CN210773981U (zh) | 自动线电芯性能尺寸厚度测量机 | |
| CN110142594B (zh) | 一种转向节球头压装机 | |
| CN207852533U (zh) | 一种按钮开关装配机 | |
| CN207743349U (zh) | 一种锂电池真空烘烤的防撞夹持装置 | |
| CN114055109B (zh) | 对电磁阀先导体进行组装的机构及其控制方法 | |
| CN210523716U (zh) | 一种活体取样钳组装治具 | |
| CN217182035U (zh) | 一种具有高精准度针脚裁切功能的电容自动化装配设备 | |
| CN205723245U (zh) | 行程开关触头部分组装机的触头上料机构 | |
| CN109372825A (zh) | 一种液压油缸出厂测试台 | |
| CN209434326U (zh) | 锂电池裸电芯热压装置 | |
| CN210198289U (zh) | 单根导轨的检测装置 | |
| CN213069127U (zh) | 一种可切换的时钟弹簧缺陷短路检测装置 | |
| CN220650314U (zh) | 一种柜子抗压性能检测装置 | |
| CN110884241B (zh) | 一种汽车密封胶条的助剥纸热烫装置及其热烫方法 | |
| CN215142346U (zh) | 碳片阻值自动测试分类机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |