CN216780918U - 电机蜗杆组装机 - Google Patents
电机蜗杆组装机 Download PDFInfo
- Publication number
- CN216780918U CN216780918U CN202122715682.2U CN202122715682U CN216780918U CN 216780918 U CN216780918 U CN 216780918U CN 202122715682 U CN202122715682 U CN 202122715682U CN 216780918 U CN216780918 U CN 216780918U
- Authority
- CN
- China
- Prior art keywords
- worm
- motor
- distance measuring
- placing
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Abstract
本实用新型涉及电机制造技术领域,尤其涉及一种电机蜗杆组装机。本实用新型提供的电机蜗杆组装机包括:工作台,工作台上设置有物料转盘以及绕物料转盘的转动方向依次设置的旋转搬运组件、蜗杆组装机构和测距机构;其中:物料转盘上设置有装载电机组件的放置座;蜗杆组装机构侧旁设置有蜗杆上料组件,蜗杆上料组件包括蜗杆料盘、蜗杆运输机构以及蜗杆上料机械手;蜗杆组装机构包括支架、设置在支架上的放置台、第一压机以及第一夹爪,放置台上设置有引导针。本实用新型提供了一种电机蜗杆组装机,以解决现有电机蜗杆组装方式中人工配合手动压床组装效率低、质量参差不齐,且缺少检测蜗杆与电机组装后位置关系的检测机构的技术问题。
Description
技术领域
本实用新型涉及电机制造技术领域,尤其涉及一种电机蜗杆组装机。
背景技术
电机的主要作用是产生驱动转矩,作为用电器或各种机械的动力源,主要作用是将机电能转化为机械能。电机蜗杆组装即将电机蜗杆组装到电机转子轴上,是电机生产线上的一道重要的工序。目前的电机蜗杆组装技术,更多的是采取人工半自动控制操作气缸完成压蜗杆,在压装前需要将蜗杆手动的放入电机转子轴上,蜗杆放置完成后,工人操作气缸完成蜗杆的压装,压装完成后,人工下料将电机放入到生产线上的下一工序。
目前将蜗杆装入到电机的输出轴上是通过手动压床完成的,通过手动压床装入蜗杆不但操作人员的劳动强度较大,而且组装效率较低,并且因为是手动控制压床工作,人为因素较大,组装的精度较低,产品存在压接力度不够的轻压或压力过大时存在的产品压坏的风险,从而降低电机的使用寿命,而且蜗杆和电机的低精度装配,在与其他设备部件配合使用时,零部件会因为精度低契合度不高而造成相互之间的磨损,产生噪音,降低整体零部件使用寿命。且在电机蜗杆组装完成后,另需单独的检测装置以检测蜗杆与电机轴之间的位置关系是否符合生产需求。
在鉴于此,有必要提出一种电机蜗杆组装机以解决上述问题。
实用新型内容
针对现有技术的不足,本实用新型提供了一种电机蜗杆组装机,以解决现有电机蜗杆组装方式中人工配合手动压床组装效率低、质量参差不齐,且缺少检测蜗杆与电机组装后位置关系的检测机构的技术问题。
为了实现上述目的,本实用新型提供一种电机蜗杆组装机,包括:
工作台,所述工作台上设置有用于装载运输电机组件的物料转盘以及绕所述物料转盘的转动方向依次设置的用于搬运所述电机组件的旋转搬运组件、用于将蜗杆组装至所述电机组件上的蜗杆组装机构和用于测量所述蜗杆端部与所述电机轴端部距离的测距机构;其中:
所述物料转盘上设置有用于装载所述电机组件的放置座,所述放置座上形成有供所述电机组件放置的容置腔;
所述蜗杆组装机构侧旁设置有蜗杆上料组件,所述蜗杆上料组件包括盛放所述蜗杆的蜗杆料盘、用于将所述蜗杆运输至所述蜗杆组装机构的蜗杆运输机构以及将所述蜗杆从所述蜗杆料盘运输至所述蜗杆运输机构上的蜗杆上料机械手;
所述蜗杆组装机构包括支架、设置在支架上用于放置所述蜗杆的放置台、用于下压所述电机组件的第一压机以及将所述蜗杆从所述蜗杆运输机构转运至所述放置台第一夹爪,所述放置台上形成有供所述电机组件上电机轴穿过的轴孔,所述放置台上竖直设置有引导针,所述引导针可伸缩地设置在所述轴孔内。
优选地,所述测距机构包括支座、可升降地设置在支座上的第一位移传感器和第二位移传感器、设置在位移传感器上方的测距板以及设置在所述测距板上方用于下压所述电机组件的第二压机,所述测距板可上下滑动地设置在所述支座上,所述测距板在所述第一位移传感器的对应处形成有一凹陷部,所述凹陷部上设置有一供所述电机轴贯穿的通孔。
优选地,所述蜗杆料盘的上方设置有用于拍摄所述蜗杆料盘中物料姿态的相机。
优选地,所述放置座包括设置在所述物料转盘上的安装座、可滑动地设置在所述安装座上的放置板以及连接所述安装座与所述放置板的第一拉簧,所述容置腔设置在所述放置板上。
优选地,所述旋转搬运机构包括第二夹爪、驱动所述第二夹爪转动的旋转驱动件和驱动所述第二夹爪升降的升降驱动件。
优选地,所述旋转搬运组件还包括用于安装所述第二夹爪的第一安装板、用于安装所述旋转驱动件的第二安装板以及用于安装所述升降驱动件的底座,所述旋转驱动件固定于所述第二安装板上,其输出轴设置在所述第一安装板的底部,所述升降驱动件固定于所述底座上,其输出轴设置在所述第二安装板的底部,所述第一安装板相对的两侧边上均设置有至少一组所述第二夹爪。
优选地,所述放置台上设置有用于检测所述蜗杆是否到位的物料传感器。
优选地,所述测距板与所述支座之间设置有第二拉簧。
优选地,还包括用于收检不良品的不良品收检机构,所述不良品收检机构设置在所述物料转盘侧旁且处于所述旋转搬运组件与所述测距机构之间,所述不良品收检机构包括取料夹爪、驱动所述取料夹爪升降的第一驱动件、驱动所述取料夹爪横移的第二驱动件以及用于盛放所述不良品的回收架。
优选地,所述蜗杆料盘为柔性震盆。
本申请的方案中一种电机蜗杆组装机包括工作台,工作台上设置有蜗杆上料组件、物料转盘以及绕物料转盘的转动方向依次设置的旋转搬运组件、蜗杆组装机构和测距机构。其中,蜗杆组装机构包括第一夹爪、放置台和第一压机,第一夹爪可以将蜗杆从蜗杆运输机构转运至放置台上,此时,物料转盘上的放置座亦旋转至放置台的上方,第一压机将放置座上的电机组件进行下压,使得电机组件不断靠近放置台上放置的蜗杆,直至蜗杆套设进入到电机轴内并到达相应位置。在完成蜗杆组装之后,蜗杆与电机组件共同随着放置座旋转至测距机构处。测距机构测得电机轴端部与蜗杆端部的距离,亦即得出蜗杆在电机轴上的安装位置是否符合生产要求。本实用新型设计合理,结构紧凑,且有效解决了现有电机蜗杆组装方式中人工配合手动压床组装效率低、质量参差不齐,且缺少检测蜗杆与电机组装后位置关系的检测机构的技术问题。
附图说明
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
图1为本实用新型实施例的电机蜗杆组装机的俯视图;
图2为本实用新型实施例的电机蜗杆组装机的结构示意图;
图3为本实用新型实施例的蜗杆组装机构的结构示意图;
图4为本实用新型实施例的测距机构的结构示意图;
图5为本实用新型实施例的不良品收检机构的结构示意图;
图6为图2A处旋转搬运组件的局部放大图;
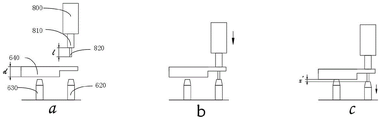
图7为本实用新型实施例的测距机构的原理一示意图;
图8为本实用新型实施例的测距机构的原理二示意图;
图9为图4B处测距机构的局部放大图。
本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
附图标号说明:
100-工作台、110-运输带;
200-物料转盘、210-放置座、211-安装座、212-放置板、213-第一拉簧、214-容置腔;
300-蜗杆上料组件、310-蜗杆料盘、320-蜗杆运输机构、330-蜗杆上料机械手、340-相机;
400-旋转搬运组件、410-第二夹爪、420-旋转驱动件、430-升降驱动件、440-第一安装板、450-第二安装板、460-底座;
500-蜗杆组装机构、510-支架、520-放置台、521-引导针、530-第一压机、540-第一夹爪、550-物料传感器;
600-测距机构、610-支座、620-第一位移传感器、630-第二位移传感器、640-测距板、641-凹陷部、650-第二拉簧、660-第二压机;
700-不良品收检机构、710-取料夹爪、720-第一驱动件、730-第二驱动件、740-回收架;
800-电机组件、810-蜗杆、820-电机轴。
具体实施方式
应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
另外,在本实用新型中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
请参照附图1至附图8,为了实现上述目的,本实用新型提供一种电机蜗杆组装机,包括:
工作台100,工作台100上设置有用于运输电机组件800的运输带110以及设置在运输带110侧旁用于装载运输电机组件800的物料转盘200,物料转盘200上设置有用于装载电机组件800的放置座210,放置座210上形成有供电机组件800放置的容置腔214。其中,放置座210包括可拆卸地设置在物料转盘200上的安装座211、可竖直滑动地设置在安装座211上的放置板212以及连接安装座211与放置板212的第一拉簧213,容置腔214设置在放置板212上。具体地,在安装座211的两侧边上设置有滑轨(图纸未标示),放置板212水平设置在安装座211上且可相对于安装座211进行上下滑动,第一拉簧213的一端固定于安装座211上,其另一端固定于放置板212上,第一拉簧213一方面对放置板212起到固定作用防止其下滑,另一方面在放置板212被下压的过程中第一拉簧213能够起到一个缓冲的作用。需要说明的是,容置腔214内设置有一供电机轴820穿过的通孔(图中未示出),电机组件800放置在容置腔214内时,电机组件800的壳体部分放置在容置腔214内,电机轴820通过通孔伸出放置板212,以便于后续操作中将蜗杆810组装在电机轴820内。
设置在运输带110侧旁的蜗杆上料组件300,蜗杆上料组件300包括盛放蜗杆810的蜗杆料盘310、用于将蜗杆810运输至蜗杆组装机构500的蜗杆运输机构320以及将蜗杆810从蜗杆料盘310运输至蜗杆运输机构320上的蜗杆上料机械手330。其中,蜗杆料盘310为柔性震盆;蜗杆运输机构320为传送带或直震送料机。柔性震盆可以对蜗杆810进行震动筛选的同时不对蜗杆造成损伤。同时,蜗杆料盘310的上方设置有用于拍摄蜗杆料盘310中物料(蜗杆810)姿态的相机340,相机340与蜗杆上料机械手330的控制系统无线连接。相机340可以对蜗杆料盘310中的蜗杆810进行拍摄,并将数据传输到控制系统,以便于蜗杆上料机械手330拾取合适的蜗杆810将其放置在蜗杆运输机构320上。
用于从运输带110与放置座210之间搬运电机组件800的旋转搬运组件400,旋转搬运机构包括第二夹爪410、驱动第二夹爪410转动的旋转驱动件420和驱动第二夹爪410升降的升降驱动件430。此外,旋转搬运组件400还包括用于安装第二夹爪410的第一安装板440、用于安装旋转驱动件420的第二安装板450以及用于安装升降驱动件430的底座460,旋转驱动件420固定于第二安装板450上,其输出轴设置在第一安装板440的底部,升降驱动件430固定于底座460上,其输出轴设置在第二安装板450的底部。旋转驱动件420可以通过转动第一安装板440从而转动设置在第一安装板440上的第二夹爪410,从而将第二夹爪410从运输带110与放置座210之间来回切换。升降驱动件430可以通过驱动第二安装板450的升降从而抬升或降落第二安装板450上的旋转驱动件420和第二夹爪410。可以理解的是,旋转驱动件420和升降驱动件430之间的连接方式不限本实施例所给出的升降驱动件430设置在旋转驱动件420的下方,其他方式,例如,旋转驱动件420设置升降驱动件430下方或者旋转驱动件420与升降驱动件430分开设置亦可。需要说明的是,旋转驱动件420为旋转气缸、旋转电机或旋转油缸等,升降驱动件430为升降气缸、伸缩电杆或液压活塞等。其中,第一安装板440相对的两侧边上均设置有至少一组第二夹爪410。在第一安装板440相对的两侧边上均设置第二夹爪410可以进一步提高第二夹爪410的工作效率。具体地,在本实施例中,第一安装板440相对的两侧边上设置有一组夹爪。
用于将蜗杆810组装至电机组件800上的蜗杆组装机构500,蜗杆组装机构500包括支架510、设置在支架510上用于放置蜗杆810的放置台520、用于下压电机组件800的第一压机530以及将蜗杆810从蜗杆运输机构320转运至第一夹爪540,放置台520上形成有供电机组件800上电机轴820穿过的轴孔(图中未示出)。其中,放置台520上对应设置有引导针521,引导针521可伸缩地设置在轴孔内。第一夹爪540将蜗杆810转移至放置台520上时,蜗杆810套在引导针521上,当第一压机530对电机组件800进行压下时,电机轴820逐渐进入到蜗杆810内,此时引导针521在电机轴820的抵触下向下回收。需要说明的是,第一压机530对电机组件800进行下压时,放置座210正处于第一压机530与放置台520之间。当第一压机530完成对电机组件800的下压后,蜗杆已经套设在电机轴820上,当第一压机530的压杆松开电机组件800之后,放置板212在第一拉簧213的弹力作用下上升,此时蜗杆810与电机组件800已经固定在一起。且在电机组件800上升的过程中,引导针521在解除电机轴820的压力下亦随之上升直至回到初始状态。此外,放置台520上设置有用于检测蜗杆810是否到位的物料传感器550。物料传感器550可以对放置台520上是否有蜗杆810进行检测,以防止在放置台520放置有蜗杆810时,第一夹爪540进行误操作。在本实施例中物料传感器550为光纤传感器,可以理解的是,物料传感器550亦可以为压力传感器或接触传感器等。
用于测量蜗杆810下端部与电机轴820下端部距离的测距机构600。在本实施例中,测距机构600包括支座610、可升降地设置在支座610上的第一位移传感器620和第二位移传感器630、设置在位移传感器(620、630)上方的测距板640以及设置在测距板640上方用于下压电机组件800的第二压机660,测距板640可上下滑动地设置在支座610上,测距板640在第一位移传感器620的对应处形成有一凹陷部641,凹陷部641上设置有一供电机轴820贯穿的通孔,且测距板640与支座610之间设置有第二拉簧650。在测距过程中,测距板640会在第二压机660的压力下进行下移,第二拉簧650可以辅助测距板640复位,同时也可以在下压过程中对测距板640起到缓冲作用。测距机构600的测距原理具体请参考附图7和图8,图中的l为电机轴820下端面到蜗杆810下端面的距离,即测距机构600需要测得的数据,d为测距板640的厚度为一已知固定值。当电机组件800在第二压机660进行下压时,分为两种情况。第一种情况如附图7所示,当l<d时,蜗杆810下端面先接触到测距板640,且在第二压机660的继续下压下,测距板640随着电机组件800共同下降,在下降的过程中,测距板640会先触碰到右侧的第二位移传感器630并带着第二位移传感器630一起下行,直至电机轴820端触碰到第一位移传感器620,此时,第二位移传感器630比第一位移传感器620多下行x的距离,通过已知的测距板640厚度与第一位移传感器620和第二位移传感器630的位移差即可测得l的值为l=d-x。第二种情况如附图8所示,当l>d时,电机轴820端面先接触到第一位移传感器620,且在第二压机660的继续下压下,第一位移传感器620随着电机组件800共同下降,在下降的过程中,测距板640先触碰到右侧的第二位移传感器630并带着第二位移传感器630一起下行,此时,第一位移传感器620比第二位移传感器630多下行x’的距离,通过已知的测距板640厚度与第一位移传感器620和第二位移传感器630的位移差即可测得l的值为l=d+x’。
其中,旋转搬运组件400、蜗杆组装机构500和测距机构600绕物料转盘200的转动方向依次设置在物料转盘200的侧旁,且旋转搬运组件400设置在物料转盘200与运输带110之间。可以理解的是,测距机构600除了本实施例所给出的实施方式以外,其他测距机构600例如激光测距仪或红外测距仪等亦可。
此外,还包括用于收检不良品的不良品收检机构700,不良品收检机构700设置在物料转盘200侧旁且处于旋转搬运组件400与测距机构600之间,不良品收检机构700包括取料夹爪710、驱动取料夹爪710升降的第一驱动件720、驱动取料夹爪710横移的第二驱动件730以及用于盛放不良品的回收架740。当测距机构600完成检测之后,取料夹爪710会将放置座210上的不良品进行收检并将其放置在回收架740上进行回收处理。
本申请的方案中一种电机蜗杆组装机包括工作台100,工作台100上设置有运输带110、蜗杆上料组件300、物料转盘200以及绕物料转盘200的转动方向依次设置的旋转搬运组件400、蜗杆组装机构500和测距机构600。其中,蜗杆组装机构500包括第一夹爪540、放置台520和第一压机530,第一夹爪540可以将蜗杆810从蜗杆运输机构320转运至放置台520上,此时,物料转盘200上的放置座210亦旋转至放置台520的上方,第一压机530将放置座210上的电机组件800进行下压,使得电机组件800不断靠近放置台520上放置的蜗杆810,直至蜗杆810套设进入到电机轴820内并到达相应位置。在完成蜗杆810组装之后,蜗杆810与电机组件800共同随着放置座210旋转至测距机构600处。测距机构600包括从下至上设置的第一位移传感器620、第二位移传感器630、测距板640和第二压机660,其中,测距板640在第一位移传感器620处形成有一凹陷部641,且在该凹陷部641处形成有一供电机轴820穿过的通孔。当放置座210旋转至测距机构600处时,放置座210内的电机组件800正处于测距板640与第二压机660的压杆之间,在第二压机660下压的过程中,电机组件800逐渐靠近测距板640,直至电机轴820贯穿通孔蜗杆接触至测距板640。随着第二压机660继续下压,电机轴820逐渐靠近第一位移传感器620直至相互接触,在此过程中,测距板640亦随之下移直至接触至第二位移传感器630。由于凹陷部641处的测距板640厚度与测距板640其他处厚度不同,导致电机轴820和测距板640与第一位移传感器620和第二位移传感器630接触的时间有先后之分,亦导致第一位移传感器620和第二位移传感器630下行的距离有区别,通过测得第一位移传感器620与第二位移传感器630的行程差,即可测得电机轴820端部与蜗杆810端部的距离,亦即得出蜗杆810在电机轴820上的安装位置是否符合生产要求。本实用新型设计合理,结构紧凑,且有效解决了现有电机蜗杆组装方式中人工配合手动压床组装效率低、质量参差不齐,且缺少检测蜗杆810与电机轴820组装后位置关系的检测机构的技术问题。
本申请的方案中一种电机蜗杆组装机包括工作台,工作台上设置有运输带、蜗杆上料组件、物料转盘以及绕物料转盘的转动方向依次设置的旋转搬运组件、蜗杆组装机构和测距机构。其中,蜗杆组装机构包括第一夹爪、放置台和第一压机,第一夹爪可以将蜗杆从蜗杆运输机构转运至放置台上,此时,物料转盘上的放置座亦旋转至放置台的上方,第一压机将放置座上的电机组件进行下压,使得电机组件不断靠近放置台上放置的蜗杆,直至蜗杆套设进入到电机轴内并到达相应位置。在完成蜗杆组装之后,蜗杆与电机组件共同随着放置座旋转至测距机构处。测距机构包括从下至上设置的第一位移传感器、第二位移传感器、测距板和第二压机,其中,测距板在第一位移传感器处形成有一凹陷部,且在该凹陷部处形成有一供电机轴穿过的通孔。当放置座旋转至测距机构处时,放置座内的电机组件正处于测距板与第二压机的压杆之间,在第二压机下压的过程中,电机组件逐渐靠近测距板,直至电机轴贯穿通孔蜗杆接触至测距板。随着第二压机继续下压,电机轴逐渐靠近第一位移传感器直至相互接触,在此过程中,测距板亦随之下移直至接触至第二位移传感器。由于凹陷部处的测距板厚度与测距板其他处厚度不同,导致电机轴和测距板与第一位移传感器和第二位移传感器接触的时间有先后之分,亦导致第一位移传感器和第二位移传感器下行的距离有区别,通过测得第一位移传感器与第二位移传感器的行程差,即可测得电机轴端部与蜗杆端部的距离,亦即得出蜗杆在电机轴上的安装位置是否符合生产要求。本实用新型设计合理,结构紧凑,且有效解决了现有电机蜗杆组装方式中人工配合手动压床组装效率低、质量参差不齐,且缺少检测蜗杆与电机组装后位置关系的检测机构的技术问题。
以上仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
Claims (10)
1.电机蜗杆组装机,其特征在于,包括:
工作台,所述工作台上设置有用于装载运输电机组件的物料转盘以及绕所述物料转盘的转动方向依次设置的用于搬运所述电机组件的旋转搬运组件、用于将蜗杆组装至所述电机组件上的蜗杆组装机构和用于测量所述蜗杆端部与电机轴端部距离的测距机构;其中:
所述物料转盘上设置有用于装载所述电机组件的放置座,所述放置座上形成有供所述电机组件放置的容置腔;
所述蜗杆组装机构侧旁设置有蜗杆上料组件,所述蜗杆上料组件包括盛放所述蜗杆的蜗杆料盘、用于将所述蜗杆运输至所述蜗杆组装机构的蜗杆运输机构以及将所述蜗杆从所述蜗杆料盘运输至所述蜗杆运输机构上的蜗杆上料机械手;
所述蜗杆组装机构包括支架、设置在支架上用于放置所述蜗杆的放置台、用于下压所述电机组件的第一压机以及将所述蜗杆从所述蜗杆运输机构转运至所述放置台第一夹爪,所述放置台上形成有供所述电机组件上电机轴穿过的轴孔,所述放置台上竖直设置有引导针,所述引导针可伸缩地设置在所述轴孔内。
2.根据权利要求1所述的电机蜗杆组装机,其特征在于,所述测距机构包括支座、可升降地设置在支座上的第一位移传感器和第二位移传感器、设置在位移传感器上方的测距板以及设置在所述测距板上方用于下压所述电机组件的第二压机,所述测距板可上下滑动地设置在所述支座上,所述测距板在所述第一位移传感器的对应处形成有一凹陷部,所述凹陷部上设置有一供所述电机轴贯穿的通孔。
3.根据权利要求1所述的电机蜗杆组装机,其特征在于,所述蜗杆料盘的上方设置有用于拍摄所述蜗杆料盘中物料姿态的相机。
4.根据权利要求1所述的电机蜗杆组装机,其特征在于,所述放置座包括设置在所述物料转盘上的安装座、可滑动地设置在所述安装座上的放置板以及连接所述安装座与所述放置板的第一拉簧,所述容置腔设置在所述放置板上。
5.根据权利要求1所述的电机蜗杆组装机,其特征在于,所述旋转搬运机构包括第二夹爪、驱动所述第二夹爪转动的旋转驱动件和驱动所述第二夹爪升降的升降驱动件。
6.根据权利要求5所述的电机蜗杆组装机,其特征在于,所述旋转搬运组件还包括用于安装所述第二夹爪的第一安装板、用于安装所述旋转驱动件的第二安装板以及用于安装所述升降驱动件的底座,所述旋转驱动件固定于所述第二安装板上,其输出轴设置在所述第一安装板的底部,所述升降驱动件固定于所述底座上,其输出轴设置在所述第二安装板的底部,所述第一安装板相对的两侧边上均设置有至少一组所述第二夹爪。
7.根据权利要求1所述的电机蜗杆组装机,其特征在于,所述放置台上设置有用于检测所述蜗杆是否到位的物料传感器。
8.根据权利要求2所述的电机蜗杆组装机,其特征在于,所述测距板与所述支座之间设置有第二拉簧。
9.根据权利要求1所述的电机蜗杆组装机,其特征在于,还包括用于收检不良品的不良品收检机构,所述不良品收检机构设置在所述物料转盘侧旁且处于所述旋转搬运组件与所述测距机构之间,所述不良品收检机构包括取料夹爪、驱动所述取料夹爪升降的第一驱动件、驱动所述取料夹爪横移的第二驱动件以及用于盛放所述不良品的回收架。
10.根据权利要求1至9任意一项所述的电机蜗杆组装机,其特征在于,所述蜗杆料盘为柔性震盆。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122715682.2U CN216780918U (zh) | 2021-11-08 | 2021-11-08 | 电机蜗杆组装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122715682.2U CN216780918U (zh) | 2021-11-08 | 2021-11-08 | 电机蜗杆组装机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216780918U true CN216780918U (zh) | 2022-06-21 |
Family
ID=82002648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202122715682.2U Active CN216780918U (zh) | 2021-11-08 | 2021-11-08 | 电机蜗杆组装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216780918U (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115283957A (zh) * | 2022-08-15 | 2022-11-04 | 深圳市金岷江智能装备有限公司 | 穿插装置及马达装配系统 |
| CN115781242A (zh) * | 2023-01-06 | 2023-03-14 | 赫比(苏州)通讯科技有限公司 | 马达压装装置 |
| CN115971852A (zh) * | 2023-02-20 | 2023-04-18 | 苏州天准科技股份有限公司 | 一种将蜗杆安装于电机的装置 |
-
2021
- 2021-11-08 CN CN202122715682.2U patent/CN216780918U/zh active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115283957A (zh) * | 2022-08-15 | 2022-11-04 | 深圳市金岷江智能装备有限公司 | 穿插装置及马达装配系统 |
| CN115781242A (zh) * | 2023-01-06 | 2023-03-14 | 赫比(苏州)通讯科技有限公司 | 马达压装装置 |
| CN115971852A (zh) * | 2023-02-20 | 2023-04-18 | 苏州天准科技股份有限公司 | 一种将蜗杆安装于电机的装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN216780918U (zh) | 电机蜗杆组装机 | |
| CN110039308B (zh) | 水温传感器组装设备及其工作方法 | |
| CN109499926B (zh) | 电池检测分档一体机 | |
| CN107830804B (zh) | 电芯外形尺寸检测系统及其电芯ocv测试设备 | |
| CN213340460U (zh) | 自动电池贴装设备 | |
| CN108323155B (zh) | 一种电子产品自动化组装机及其组装机械手 | |
| CN109798863B (zh) | 一种平板电脑后盖的检测设备 | |
| CN111256968B (zh) | 一种开关全自动检测线 | |
| CN108069238B (zh) | 电芯中转流水线、电芯中转系统、电芯ocv测试设备 | |
| CN108067436B (zh) | 一种电芯ocv测试设备 | |
| CN110788616A (zh) | 一种手机摄像头支架自动组装设备 | |
| CN111982507A (zh) | 一种汽车发动机齿轮通孔检测装置 | |
| CN114798465A (zh) | 一种ptc加热器芯片自动上料检测设备 | |
| CN216631664U (zh) | 检测设备 | |
| CN113539872B (zh) | 半导体元件平移式测试打码编带一体机 | |
| CN110757160A (zh) | 棘轮组件自动组装机 | |
| CN107664557B (zh) | 陶瓷压力传感器等级分拣装置 | |
| CN210171960U (zh) | 一种检测手机壳或中框上辅料贴付状态的设备 | |
| CN208647353U (zh) | 采集器的贴标专机 | |
| CN210834648U (zh) | 一种翻转检测装置 | |
| CN212058662U (zh) | 镜片自动化检测设备 | |
| CN214003243U (zh) | 连接器端子检测搬运机构 | |
| CN210773981U (zh) | 自动线电芯性能尺寸厚度测量机 | |
| CN209830843U (zh) | 燃油泵装配线 | |
| CN108160511B (zh) | 电芯调整定位系统及其电芯ocv测试设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |