CN216632277U - 一种快速调整成型回弹量机构 - Google Patents
一种快速调整成型回弹量机构 Download PDFInfo
- Publication number
- CN216632277U CN216632277U CN202122969664.7U CN202122969664U CN216632277U CN 216632277 U CN216632277 U CN 216632277U CN 202122969664 U CN202122969664 U CN 202122969664U CN 216632277 U CN216632277 U CN 216632277U
- Authority
- CN
- China
- Prior art keywords
- adjusting
- seat
- plate
- upper die
- adjustment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000465 moulding Methods 0.000 title claims description 4
- 238000009434 installation Methods 0.000 claims abstract description 9
- 238000007493 shaping process Methods 0.000 claims description 7
- 238000000034 method Methods 0.000 abstract description 6
- 230000000694 effects Effects 0.000 abstract description 4
- 230000007812 deficiency Effects 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
Images
Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
一种快速调整成型回弹量机构,包括上模和下模,上模包括至上而下依次设置的上模座、上垫板、上夹板、止挡板和脱料板,上模座上设有两个安装槽,安装槽内设有上调节拉杆,上调节拉杆的螺帽与安装槽底部之间的上调节拉杆的螺杆外套有上调节弹簧,上调节拉杆穿过上模座连接驱动座,驱动座依次穿过上夹板、止挡板和脱料板并可伸出脱料板外,两驱动座相对设置。本实用新型通过在上模座与上夹板之间设有间隙调节块来调节驱动座的高低,而驱动座的高低则直接影响侧整滑块接触产品表面的角度和间隙距离,因此当产品超差时就可以根据超差的数值相对应地调整间隙调节块,不仅调试流程方便快速、调试时间缩短,而且模具改动量小,效果稳定。
Description
技术领域
本实用新型涉及冲压模具技术领域,尤其是一种快速调整成型回弹量结构。
背景技术
现有技术中,冲压模具加工的材料因本身特性原因,成型后都会带有扭曲回弹等现象,与初始的理论数据往往存在偏差。后续需要通过调整产品角度和间隙来达到合格的状态,这种调试方式和周期已经不适合模具高质量的发展。
因此,现有技术有待于改进和提高。
实用新型内容
针对现有技术中的不足之处,本实用新型的目的是提供一种调试流程方便快速、模具改动量减少、调试时间缩短、效果稳定的快速调整成型回弹量机构。
为实现上述目的,本实用新型所采用的技术方案是:
一种快速调整成型回弹量机构,包括上模和下模,
上模包括至上而下依次设置的上模座、上垫板、上夹板、止挡板和脱料板,上模座上设有两个安装槽,安装槽内设有上调节拉杆,上调节拉杆的螺帽与安装槽底部之间的上调节拉杆的螺杆外套有上调节弹簧,上调节拉杆穿过上模座连接驱动座,驱动座依次穿过上夹板、止挡板和脱料板并可伸出脱料板外,两驱动座相对设置;上模座与上夹板之间还设有用于调节驱动座行程的间歇调节块;下模包括下模座和并列设置于下模座上的两下模板,两下模板之间设有整形镶块,整形镶块与两下模板之间设有分别与两驱动座相配合的侧整滑块,下模板的外壁设有凹槽,凹槽内设有下调节拉杆,下调节拉杆的螺帽与凹槽底部之间的下调节拉杆的螺杆外套有下调节弹簧,下调节拉杆穿过下模板与侧整滑块连接。
优选的,间歇调节块包括水平段和垂直段,水平段具有与驱动座顶端的上倾斜面相配合的下倾斜面,垂直段上设有用于调节垂直段与上夹板之间距离的调节螺栓。
优选的,调节螺栓调节的最大距离为3mm。
优选的,下模座上设有与上模座上的上限位柱相配合的下限位柱。
与现有技术相比,本实用新型的有益效果是:
由于采用上述的结构设计,通过在上模座与上夹板之间设有间隙调节块来调节驱动座的高低,而驱动座的高低则直接影响侧整滑块接触产品表面的角度和间隙距离,因此当产品超差时就可以根据超差的数值相对应地调整间隙调节块,不仅调试流程方便快速、调试时间缩短,而且模具改动量小,效果稳定。
附图说明
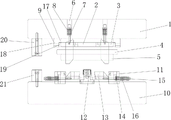
附图1为本实用新型开模状态时的结构示意图。
图中各标号分别是:(1)上模座,(2)上垫板,(3)上夹板,(4)止挡板,(5)脱料板,(6)安装槽,(7)上调节螺杆,(8)上调节弹簧,(9)间隙调节块,(10)下模座,(11)下模板,(12)整形镶块,(13)侧整滑块,(14)凹槽,(15)下调节螺杆,(16)下调节弹簧,(17)水平段,(18)垂直段,(19)调节螺栓,(20)上限位柱,(21)下限位柱,(22)驱动座。
具体实施方式
下面结合附图对本实用新型作进一步的详细说明:
请参见图1,本实用新型一种快速调整成型回弹量机构,包括上模和下模,
上模包括至上而下依次设置的上模座1、上垫板2、上夹板3、止挡板4和脱料板5,上模座1上设有两个安装槽6,安装槽6内设有上调节拉杆7,上调节拉杆7的螺帽与安装槽底部之间的上调节拉杆的螺杆外套有上调节弹簧8,上调节拉杆7穿过上模座1连接驱动座22,驱动座22依次穿过上夹板3、止挡板4和脱料板5并可伸出脱料板5外,两驱动座22相对设置;上模座1与上夹板3之间还设有用于调节驱动座行程的间歇调节块9;下模包括下模座10和并列设置于下模座10上的两下模板11,两下模板11之间设有整形镶块12,整形镶块12与两下模板11之间设有分别与两驱动座22相配合的侧整滑块13,下模板11的外壁设有凹槽14,凹槽内设有下调节拉杆15,下调节拉杆的螺帽与凹槽底部之间的下调节拉杆的螺杆外套有下调节弹簧16,下调节拉杆15穿过下模板11与侧整滑块13连接;间歇调节块9包括水平段17和垂直段18,水平段17具有与驱动座顶端的上倾斜面相配合的下倾斜面,垂直段18上设有用于调节垂直段与上夹板之间距离的调节螺栓19,调节螺栓调节的最大距离为3mm。
本实用新型工作时,通过调节螺栓调节垂直段与上夹板之间的间距进而使得水平段左右移动,由于水平段具有与驱动座顶端的上倾斜面相配合的下倾斜面,水平段向左移动或向右移动使得驱动座加工时的高度不同,由于驱动座与侧整滑块相配合,驱动座的高低则直接影响侧整滑块接触产品表面的角度和间隙距离,因此当产品超差时就可以根据超差的数值相对应地调整间隙调节块,不仅调试流程方便快速、调试时间缩短,而且模具改动量小,效果稳定。
下模座10上设有与上模座1上的上限位柱20相配合的下限位柱21,用于对上模的行程进行限位。
综上,本实用新型通过上述的结构设计,解决现有技术中的不足之处,具有结构合理、设计巧妙、实用性强等特点。
Claims (4)
1.一种快速调整成型回弹量机构,包括上模和下模,
其特征在于:上模包括至上而下依次设置的上模座、上垫板、上夹板、止挡板和脱料板,上模座上设有两个安装槽,安装槽内设有上调节拉杆,上调节拉杆的螺帽与安装槽底部之间的上调节拉杆的螺杆外套有上调节弹簧,上调节拉杆穿过上模座连接驱动座,驱动座依次穿过上夹板、止挡板和脱料板并可伸出脱料板外,两驱动座相对设置;上模座与上夹板之间还设有用于调节驱动座行程的间歇调节块;下模包括下模座和并列设置于下模座上的两下模板,两下模板之间设有整形镶块,整形镶块与两下模板之间设有分别与两驱动座相配合的侧整滑块,下模板的外壁设有凹槽,凹槽内设有下调节拉杆,下调节拉杆的螺帽与凹槽底部之间的下调节拉杆的螺杆外套有下调节弹簧,下调节拉杆穿过下模板与侧整滑块连接。
2.根据权利要求1所述的快速调整成型回弹量机构,其特征在于:间歇调节块包括水平段和垂直段,水平段具有与驱动座顶端的上倾斜面相配合的下倾斜面,垂直段上设有用于调节垂直段与上夹板之间距离的调节螺栓。
3.根据权利要求1所述的快速调整成型回弹量机构,其特征在于:调节螺栓调节的最大距离为3mm。
4.根据权利要求1所述的快速调整成型回弹量机构,其特征在于:下模座上设有与上模座上的上限位柱相配合的下限位柱。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122969664.7U CN216632277U (zh) | 2021-11-30 | 2021-11-30 | 一种快速调整成型回弹量机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122969664.7U CN216632277U (zh) | 2021-11-30 | 2021-11-30 | 一种快速调整成型回弹量机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216632277U true CN216632277U (zh) | 2022-05-31 |
Family
ID=81737231
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202122969664.7U Active CN216632277U (zh) | 2021-11-30 | 2021-11-30 | 一种快速调整成型回弹量机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216632277U (zh) |
-
2021
- 2021-11-30 CN CN202122969664.7U patent/CN216632277U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111672980A (zh) | 一种折弯角度可调的五金冲压模具结构 | |
| CN201405064Y (zh) | 粉末自动压制成型用双孔模具 | |
| CN216632277U (zh) | 一种快速调整成型回弹量机构 | |
| CN215467626U (zh) | 一种高精度背板冲压模具的快速定位结构 | |
| CN107030207B (zh) | 一种可微调模具冲头的冲压模具 | |
| CN208099065U (zh) | 一种五金模具折弯整形结构 | |
| CN207154560U (zh) | 一种不锈钢弹片模具 | |
| CN207154553U (zh) | 一种冲头口径可调的扩张模 | |
| CN207859418U (zh) | 一种玩具车轮注塑模具 | |
| CN212577269U (zh) | 片材精密立体成型无级控速装置 | |
| CN212242093U (zh) | 无级控速式片材精密立体成型设备 | |
| CN209409200U (zh) | 一种气室模具伺服抽芯机构 | |
| CN209531884U (zh) | 一种汽车门板冲压模具 | |
| CN203044685U (zh) | 快速微动调角度精密模具 | |
| CN212070181U (zh) | 下模可调的精密冲压模具 | |
| CN222343906U (zh) | 一种车库门包边支架成型模具 | |
| CN204867090U (zh) | 一种钢背整形折弯模具 | |
| CN221657722U (zh) | 一种五金加工模具的定位机构 | |
| CN217912325U (zh) | 一种冲压模具快速折弯成型装置 | |
| CN203417986U (zh) | 可调角度连续模 | |
| CN222755249U (zh) | 一种高强度电机模具生产用夹具 | |
| CN222858534U (zh) | 一种可旋转调节的模具 | |
| CN222970766U (zh) | 一种机翼型叶片压型可补偿回弹量快速成型工装 | |
| CN213033439U (zh) | 一种角度微调装置 | |
| CN219724310U (zh) | 一种多功能模具工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |