CN216096541U - 轴线加工一体机 - Google Patents
轴线加工一体机 Download PDFInfo
- Publication number
- CN216096541U CN216096541U CN202122323727.1U CN202122323727U CN216096541U CN 216096541 U CN216096541 U CN 216096541U CN 202122323727 U CN202122323727 U CN 202122323727U CN 216096541 U CN216096541 U CN 216096541U
- Authority
- CN
- China
- Prior art keywords
- axis
- machining
- feeding
- processing
- jacking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Feeding Of Workpieces (AREA)
Abstract
本实用新型提供了轴线加工一体机,包括:上料机构,其包括可调间距的搁料架,用于存放规格不同的物料;移料机构,其为用于转运轴工件的移料机械手;加工机构,包括两个间距可调的加工装置;下料机构,用于下料并将轴工件导向到前侧。本申请通过双加工工位、送料机械手以及可调间距的搁料架相互配合,实现了一台设备上的单工位加工、双工位单独加工、双工位协同加工三种加工方式,其中单工位加工适合少量的短轴加工,双工位单独加工适合大批量短轴的加工,而双工位协同加工适合长轴的加工,其中送料机械手在送料时也根据轴的规格进行相应的调整,下料机构和上料机构位于同一侧,可提高上料、下料的效率,减少操作员,节约成本;智能化程度高。
Description
技术领域
本实用新型涉及轴工件加工设备,尤其涉及轴线加工一体机。
背景技术
目前,市场上轴加工设备存在以下问题:1.大多为单加工工位,在实际的生产过程中往往会因长轴轴工件和短轴轴工件的改变而无法在一台设备上加工;2.现有的设备存在上料在一侧而下料在对侧,导致上、下料需要两个人操作,极为不便;4.同一台机器无法适应多种规格的轴,局限性大;3.加工工序复杂,智能化和自动化程度低,需要人工参与的工序过多,导致效率低下,成本高。
实用新型内容
本实用新型公布了轴线加工一体机,解决了背景技术中提到的问题。
为解决上述技术问题,本实用新型具体采用如下技术方案:
轴线加工一体机,包括机台,定义机台的长度方向为X轴方向,机台的宽度方向为Y轴方向,机台的高度方向为Z轴方向,还包括:上料机构,其包括可调间距的搁料架,用于存放规格不同的物料;移料机构,其为在X、Y、 Z轴具有自由度且可旋转的移料机械手,用于转运轴工件;加工机构,包括两个加工工位和设置于两个工位处的加工装置,加工装置间距可调且两者可单独或协同加工;下料机构,下料机构位于上料机构与加工机构之间,其用于下料且可将物料导向到上料机构的前侧。
作为优选,上料机构还包括上料架,上料架的顶部设有调节轴杆,调节轴杆上可拆卸连接有一组或多组可调间距的搁料架,轴工件放置于搁料架上。
作为优选,上料机构还包括设置于上料架后侧的顶升机构,搁料架在前后方向倾斜设置且后侧低于前侧,顶升机构用于顶升搁料架最后侧的轴工件。
作为优选,顶升机构包括顶升气缸及设置于顶升气缸的输出端的顶升板,顶升板的顶部设有顶升块,顶升块的顶部设有V形的顶升缺口。
作为优选,移料机械手包括设置于上料机构和加工机构上方的X轴轨道,X轴轨道上通过滑块连接有Y轴轨道,Y轴轨道上通过滑块连接有Z 轴轨道,X轴轨道、Y轴轨道及Z轴轨道上均设有机械手驱动机构,机械手驱动机构包括驱动电机以及通过驱动电机带动的拖链机构,Z轴轨道上设有旋转气缸,旋转气缸的输出端设有移料夹爪。
作为优选,下料机构包括交错设置的多个高度不同的缓冲台,加工后的轴工件由缓冲台处逐级掉落,缓冲台下方设有导料板,导料板前侧延伸到上料架的前方且导料板的前侧低于后侧;或下料机构包括一组升降气缸及设置于升降气缸输出端的一组旋转下料气缸,旋转下料气缸输出端设有旋转轴,旋转轴上设有V形的接料板,接料板的下方设有前低后高的导料板,导料板前侧延伸到上料架的前方且导料板的前侧低于后侧;或下料机构包括一组升降气缸、设置于升降气缸的安装座及设置于安装座上的旋转轴,旋转轴上设有V形的接料板,旋转轴与安装座旋转连接且两者之间设有拉簧,旋转轴下方设有导料板,导料板前侧延伸到上料架的前方且导料板的前侧低于后侧,导料板与接料板之间设有凸轮轴承,接料板下降时抵靠于凸轮轴承从而实现翻转下料。
作为优选,加工机构与机台滑动连接,滑动方向为X轴方向,在机台上设有驱动加工机构整体滑动的驱动机构;加工机构包括从下至上设置的 Y轴滑动机构、X轴滑动机构及加工专机,加工专机在Y轴滑动机构、X轴滑动机构的带动下调节其水平位置;加工专机为钻孔机、铣机中的一种或多种,其中铣机带有双排刀杆,双排刀杆上设有多个刀具,多个刀具分别作用于轴工件的侧壁及端部。
作为优选,加工工位处还设有夹持机构,夹持机构包括伺服电机和油压夹座,伺服电机输出轴与油压夹座的夹持头通过皮带连接,油压夹座的顶部设有可调长度的限位板,限位板上设有与油压夹座中心夹孔相对的限位孔,轴工件穿过限位孔和中心夹孔以保持水平。
作为优选,加工机构顶部还设有推料夹持机构,推料夹持机构包括送料滑轨、设置于送料滑轨上的送料滑座、驱动送料滑座滑动的送料气缸,送料滑轨沿X轴方向设置,送料滑座上设有夹爪气缸,夹爪气缸的夹爪与夹持机构的中心夹孔同高。
作为优选,X轴滑动机构包括X轴滑轨、X轴滑块及X轴驱动机构,X 轴驱动机构的输出端与X轴滑块连接驱动X轴滑块沿X轴滑轨滑动;Y轴滑动机构包括Y轴滑轨、Y轴滑块及Y轴驱动机构,Y轴驱动机构的输出端与Y轴滑块连接驱动Y轴滑块沿Y轴滑轨滑动;其中X轴驱动机构和Y 轴驱动机构为气缸或电机。
作为优选,驱动加工机构整体移动的驱动机构包括设置于机台上X轴向的滑轨、与滑轨配合的丝杆螺母座、丝杆以及伺服电机。
作为优选,机台内还设有液压站,液压站为各气动装置提供气源。
作为优选,还包括控制机构,控制机构控制各气动装置以及电动装置的运行。
相对于现有技术,本实用新型具有如下有益效果:
本申请通过双加工工位、送料机械手以及可调间距的搁料架相互配合,实现了一台设备上的单工位加工、双工位单独加工、双工位协同加工三种加工方式,其中单工位加工适合少量的短轴加工,双工位单独加工适合大批量短轴的加工,而双工位协同加工适合长轴的加工,其中送料机械手在送料时也根据轴的规格进行相应的调整,另外,下料机构和上料机构位于同一侧,可提高上料、下料的效率,减少操作员,节约成本;最后,该方案自动化和智能化程度高。
附图说明
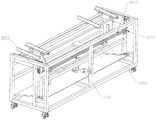
图1为实施例1的立体图。
图2为实施例2的立体图。
图3为实施例1中上料机构和下料机构的立体图。
图4为实施例2中上料机构和下料机构的立体图。
图5为顶升机构的立体图。
图6为加工工位和机台的立体图。
图7为加工装置处的局部放大图。
图8为实施例3中上料机构和下料机构的立体图。
图中:1—机台、101—滑轨、2—上料机构、200—轴工件、201—上料架、202—调节轴杆、203—搁料架、204—顶升机构、2041—顶升气缸、2042—顶升板、2043—顶升块、3—下料机构、3051—缓冲台、3052—导料板、3053—升降气缸、3054—旋转下料气缸、3055—旋转轴、3056—接料板、3057—安装座、3058—凸轮轴承、4—送料机械手、5—加工机构、501—钻孔机、502 —铣机、6—驱动机构、7—夹持机构、701—限位板、8—推料夹持机构。
具体实施方式
下面结合附图和实施例来详细说明本实用新型的具体内容。
实施例
如图1、3、5、6、7所示,轴线加工一体机,包括机台1,定义机台 1的长度方向为X轴方向,机台1的宽度方向为Y轴方向,机台1的高度方向为Z轴方向,还包括:上料机构2,其包括可调间距的搁料架203,用于存放规格不同的物料;移料机构,其为在X、Y、Z轴具有自由度且可旋转的移料机械手,用于转运轴工件200;加工机构5,包括两个加工工位和设置于两个工位处的加工装置,加工装置间距可调且两者可单独或协同加工;下料机构3,下料机构3位于上料机构2与加工机构5之间,其用于下料且可将物料导向到上料机构2的前侧。本方案通过双加工工位、送料机械手4以及可调间距的搁料架203相互配合,实现了单工位加工、双工位单独加工、双工位协同加工三种加工方式,其中单工位加工适合少量的短轴加工,双工位单独加工适合大批量短轴的加工,而双工位协同加工适合长轴的加工,其中送料机械手4在送料时也根据轴的规格进行相应的调整,另外,下料机构3和上料机构2位于同一侧,可提高上料、下料的效率,减少操作员,节约成本;最后,该方案自动化和智能化程度高。
作为优选,上料机构2还包括上料架201,上料架201的顶部设有调节轴杆202,调节轴杆202上可拆卸连接有一组或多组可调间距的搁料架 203,轴工件200放置于搁料架203上。
作为优选,上料机构2还包括设置于上料架201后侧的顶升机构204,搁料架203在前后方向倾斜设置且后侧低于前侧,顶升机构204用于顶升搁料架203最后侧的轴工件200。
作为优选,顶升机构204包括顶升气缸2041及设置于顶升气缸2041 的输出端的顶升板2042,顶升板2042的顶部设有顶升块2043,顶升块2043 的顶部设有V形的顶升缺口。
作为优选,移料机械手包括设置于上料机构2和加工机构5上方的X 轴轨道,X轴轨道上通过滑块连接有Y轴轨道,Y轴轨道上通过滑块连接有Z轴轨道,X轴轨道、Y轴轨道及Z轴轨道上均设有机械手驱动机构,机械手驱动机构包括驱动电机以及通过驱动电机带动的拖链机构,Z轴轨道上设有旋转气缸,旋转气缸的输出端设有移料夹爪。
作为优选,下料机构3包括一组升降气缸3053及设置于升降气缸3053 输出端的一组旋转下料气缸3054,旋转下料气缸3054输出端设有旋转轴 3055,旋转轴3055上设有V形的接料板,接料板的下方设有前低后高的导料板3052,导料板3052前侧延伸到上料架201的前方且导料板3052的前侧低于后侧。
作为优选,加工机构5与机台1滑动连接,滑动方向为X轴方向,在机台1上设有驱动加工机构5整体滑动的驱动机构;加工机构5包括从下至上设置的Y轴滑动机构、X轴滑动机构及加工专机,加工专机在Y轴滑动机构、X轴滑动机构的带动下调节其水平位置;加工专机为钻孔机501、铣机502中的一种或多种,其中铣机502带有双排刀杆或电动刀架,双排刀杆或电动刀架上设有多个刀具,多个刀具分别作用于轴工件200的侧壁及端部。
作为优选,加工工位处还设有夹持机构7,夹持机构7包括伺服电机和油压夹座,伺服电机输出轴与油压夹座的夹持头通过皮带连接,油压夹座的顶部设有可调长度的限位板701,限位板701上设有与油压夹座中心夹孔相对的限位孔,轴工件200穿过限位孔和中心夹孔以保持水平。液压油座通过油管连接液压油缸。
作为优选,加工机构5顶部还设有推料夹持机构8,推料夹持机构8 包括送料滑轨、设置于送料滑轨上的送料滑座、驱动送料滑座滑动的送料气缸,送料滑轨沿X轴方向设置,送料滑座上设有夹爪气缸,夹爪气缸的夹爪与夹持机构7的中心夹孔同高。
作为优选,X轴滑动机构包括X轴滑轨、X轴滑块及X轴驱动机构,X 轴驱动机构的输出端与X轴滑块连接驱动X轴滑块沿X轴滑轨滑动;Y轴滑动机构包括Y轴滑轨、Y轴滑块及Y轴驱动机构,Y轴驱动机构的输出端与Y轴滑块连接驱动Y轴滑块沿Y轴滑轨滑动;其中X轴驱动机构和Y 轴驱动机构为气缸或电机。
作为优选,驱动加工机构5整体移动的驱动机构6包括设置于机台1 上X轴向的滑轨、与滑轨配合的丝杆螺母座、丝杆以及伺服电机。
作为优选,机台1内还设有液压站,液压站为各气动装置提供气源。
作为优选,还包括控制机构,控制机构控制各气动装置以及电动装置的运行。
工作原理:首先根据轴工件200的规格调整搁料架203的间距,并调整控制机构的程序设置,短轴一般采用单工位单独加工方式,工位运行一个或两个根据需要设置,另外,根据工位运行数量运行相应个数的送料机械手4;将物料放置于搁料架203上;然后运行整台设备,顶升机构204 将搁料架203后侧的轴顶起,送料机械手4移动到轴的上方并通过气爪将轴抓起再运送到加工工位并送至夹持机构7内,轴工件200被夹持机构7 夹持,然后通过调整加工专机的位置进行加工,伺服电机带动夹持机构7 的油缸夹座转动以实现轴的周向加工,一端加工完成后通过推料夹持机构 8夹持并将轴抽出,抽出后再通过送料机械手4夹持并旋转方向,再通过推料夹持机构8将轴送入夹持机构7内夹持进行另一端的加工,两端均加工完成后通过机械手将轴取出并运送到下料机构3处,通过缓冲台3051 或升降气缸3053两种方式中的一种进行下料;其中,在加工长轴时,送料机械手4将轴送往其中一个夹持机构7内夹持,再移动另一个加工装置的位置使得轴的两端分别伸入到两个加工工位的夹持机构7内,通过两个加工工位处的加工专机对轴的两端进行同时加工。本实施例中,下料时通过接料板接料,升降气缸3053带动下降,最后旋转下料气缸3054旋转将轴工件200放置到导料板3052上,导料板3052将轴工件200导向到上料架201的前侧。
实施例2
如图2、4、5、6、7所示,轴线加工一体机,包括机台1,定义机台1的长度方向为X轴方向,机台1的宽度方向为Y轴方向,机台1的高度方向为Z轴方向,还包括:上料机构2,其包括可调间距的搁料架203,用于存放规格不同的物料;移料机构,其为在X、Y、Z轴具有自由度且可旋转的移料机械手,用于转运轴工件200;加工机构5,包括两个加工工位和设置于两个工位处的加工装置,加工装置间距可调且两者可单独或协同加工;下料机构3,下料机构3位于上料机构2与加工机构5之间,其用于下料且可将物料导向到上料机构2的前侧。本方案通过双加工工位、送料机械手4以及可调间距的搁料架203相互配合,实现了单工位加工、双工位单独加工、双工位协同加工三种加工方式,其中单工位加工适合少量的短轴加工,双工位单独加工适合大批量短轴的加工,而双工位协同加工适合长轴的加工,其中送料机械手4在送料时也根据轴的规格进行相应的调整,另外,下料机构3和上料机构2位于同一侧,可提高上料、下料的效率,减少操作员,节约成本;最后,该方案自动化和智能化程度高。
作为优选,上料机构2还包括上料架201,上料架201的顶部设有调节轴杆202,调节轴杆202上可拆卸连接有一组或多组可调间距的搁料架 203,轴工件200放置于搁料架203上。
作为优选,上料机构2还包括设置于上料架201后侧的顶升机构204,搁料架203在前后方向倾斜设置且后侧低于前侧,顶升机构204用于顶升搁料架203最后侧的轴工件200。
作为优选,顶升机构204包括顶升气缸2041及设置于顶升气缸2041 的输出端的顶升板2042,顶升板2042的顶部设有顶升块2043,顶升块2043 的顶部设有V形的顶升缺口。
作为优选,移料机械手包括设置于上料机构2和加工机构5上方的X 轴轨道,X轴轨道上通过滑块连接有Y轴轨道,Y轴轨道上通过滑块连接有Z轴轨道,X轴轨道、Y轴轨道及Z轴轨道上均设有机械手驱动机构,机械手驱动机构包括驱动电机以及通过驱动电机带动的拖链机构,Z轴轨道上设有旋转气缸,旋转气缸的输出端设有移料夹爪。
作为优选,下料机构3包括交错设置的多个高度不同的缓冲台3051,加工后的轴工件200由缓冲台3051处逐级掉落,缓冲台3051下方设有导料板3052,导料板3052前侧延伸到上料架201的前方且导料板的前侧低于后侧。
作为优选,加工机构5与机台1滑动连接,滑动方向为X轴方向,在机台1上设有驱动加工机构5整体滑动的驱动机构;加工机构5包括从下至上设置的Y轴滑动机构、X轴滑动机构及加工专机,加工专机在Y轴滑动机构、X轴滑动机构的带动下调节其水平位置;加工专机为钻孔机501、铣机502中的一种或多种,其中铣机502带有双排刀杆或电动刀架,双排刀杆或电动刀架上设有多个刀具,多个刀具分别作用于轴工件200的侧壁及端部。
作为优选,加工工位处还设有夹持机构7,夹持机构7包括伺服电机和油压夹座,伺服电机输出轴与油压夹座的夹持头通过皮带连接,油压夹座的顶部设有可调长度的限位板701,限位板701上设有与油压夹座中心夹孔相对的限位孔,轴工件200穿过限位孔和中心夹孔以保持水平。液压油座通过油管连接液压油缸。
作为优选,加工机构5顶部还设有推料夹持机构8,推料夹持机构8 包括送料滑轨、设置于送料滑轨上的送料滑座、驱动送料滑座滑动的送料气缸,送料滑轨沿X轴方向设置,送料滑座上设有夹爪气缸,夹爪气缸的夹爪与夹持机构7的中心夹孔同高。
作为优选,X轴滑动机构包括X轴滑轨、X轴滑块及X轴驱动机构,X 轴驱动机构的输出端与X轴滑块连接驱动X轴滑块沿X轴滑轨滑动;Y轴滑动机构包括Y轴滑轨、Y轴滑块及Y轴驱动机构,Y轴驱动机构的输出端与Y轴滑块连接驱动Y轴滑块沿Y轴滑轨滑动;其中X轴驱动机构和Y 轴驱动机构为气缸或电机。
作为优选,驱动加工机构5整体移动的驱动机构6包括设置于机台1 上X轴向的滑轨、与滑轨配合的丝杆螺母座、丝杆以及伺服电机。
作为优选,机台1内还设有液压站,液压站为各气动装置提供气源。
作为优选,还包括控制机构,控制机构控制各气动装置以及电动装置的运行。
工作原理:首先根据轴工件200的规格调整搁料架203的间距,并调整控制机构的程序设置,短轴一般采用单工位单独加工方式,工位运行一个或两个根据需要设置,另外,根据工位运行数量运行相应个数的送料机械手4;将物料放置于搁料架203上;然后运行整台设备,顶升机构204 将搁料架203后侧的轴顶起,送料机械手4移动到轴的上方并通过气爪将轴抓起再运送到加工工位并送至夹持机构7内,轴工件200被夹持机构7 夹持,然后通过调整加工专机的位置进行加工,伺服电机带动夹持机构7 的油缸夹座转动以实现轴的周向加工,一端加工完成后通过推料夹持机构 8夹持并将轴抽出,抽出后再通过送料机械手4夹持并旋转方向,再通过推料夹持机构8将轴送入夹持机构7内夹持进行另一端的加工,两端均加工完成后通过机械手将轴取出并运送到下料机构3处,通过缓冲台3051 或升降气缸3053两种方式中的一种进行下料;其中,在加工长轴时,送料机械手4将轴送往其中一个夹持机构7内夹持,再移动另一个加工装置的位置使得轴的两端分别伸入到两个加工工位的夹持机构7内,通过两个加工工位处的加工专机对轴的两端进行同时加工,该实施例中下料时通过缓冲台3051逐级降落缓冲,再通过导料板3052导向到上料架的前侧。
实施例3
如图1、3、5、6、7、8所示,轴线加工一体机,包括机台1,定义机台1的长度方向为X轴方向,机台1的宽度方向为Y轴方向,机台1的高度方向为Z轴方向,还包括:上料机构2,其包括可调间距的搁料架203,用于存放规格不同的物料;移料机构,其为在X、Y、Z轴具有自由度且可旋转的移料机械手,用于转运轴工件200;加工机构5,包括两个加工工位和设置于两个工位处的加工装置,加工装置间距可调且两者可单独或协同加工;下料机构3,下料机构3位于上料机构2与加工机构5之间,其用于下料且可将物料导向到上料机构2的前侧。本方案通过双加工工位、送料机械手4以及可调间距的搁料架203相互配合,实现了单工位加工、双工位单独加工、双工位协同加工三种加工方式,其中单工位加工适合少量的短轴加工,双工位单独加工适合大批量短轴的加工,而双工位协同加工适合长轴的加工,其中送料机械手4在送料时也根据轴的规格进行相应的调整,另外,下料机构3和上料机构2位于同一侧,可提高上料、下料的效率,减少操作员,节约成本;最后,该方案自动化和智能化程度高。
作为优选,上料机构2还包括上料架201,上料架201的顶部设有调节轴杆202,调节轴杆202上可拆卸连接有一组或多组可调间距的搁料架 203,轴工件200放置于搁料架203上。
作为优选,上料机构2还包括设置于上料架201后侧的顶升机构204,搁料架203在前后方向倾斜设置且后侧低于前侧,顶升机构204用于顶升搁料架203最后侧的轴工件200。
作为优选,顶升机构204包括顶升气缸2041及设置于顶升气缸2041 的输出端的顶升板2042,顶升板2042的顶部设有顶升块2043,顶升块2043 的顶部设有V形的顶升缺口。
作为优选,移料机械手包括设置于上料机构2和加工机构5上方的X 轴轨道,X轴轨道上通过滑块连接有Y轴轨道,Y轴轨道上通过滑块连接有Z轴轨道,X轴轨道、Y轴轨道及Z轴轨道上均设有机械手驱动机构,机械手驱动机构包括驱动电机以及通过驱动电机带动的拖链机构,Z轴轨道上设有旋转气缸,旋转气缸的输出端设有移料夹爪。
作为优选,下料机构包括一组升降气缸3053、设置于升降气缸3053 的安装座3057及设置于安装座3057上的旋转轴3055,旋转轴3055上设有V形的接料板3056,旋转轴3055与安装座3057旋转连接且两者之间设有拉簧,旋转轴3055下方设有导料板3052,导料板3052前侧延伸到上料架303的前方且导料板3052的前侧低于后侧,导料板3052与接料板3056 之间设有凸轮轴承3058,接料板3056下降时抵靠于凸轮轴承3058从而实现翻转下料。
作为优选,加工机构5与机台1滑动连接,滑动方向为X轴方向,在机台1上设有驱动加工机构5整体滑动的驱动机构;加工机构5包括从下至上设置的Y轴滑动机构、X轴滑动机构及加工专机,加工专机在Y轴滑动机构、X轴滑动机构的带动下调节其水平位置;加工专机为钻孔机501、铣机502中的一种或多种,其中铣机502带有双排刀杆或电动刀架,双排刀杆或电动刀架上设有多个刀具,多个刀具分别作用于轴工件200的侧壁及端部。
作为优选,加工工位处还设有夹持机构7,夹持机构7包括伺服电机和油压夹座,伺服电机输出轴与油压夹座的夹持头通过皮带连接,油压夹座的顶部设有可调长度的限位板701,限位板701上设有与油压夹座中心夹孔相对的限位孔,轴工件200穿过限位孔和中心夹孔以保持水平。液压油座通过油管连接液压油缸。
作为优选,加工机构5顶部还设有推料夹持机构8,推料夹持机构8 包括送料滑轨、设置于送料滑轨上的送料滑座、驱动送料滑座滑动的送料气缸,送料滑轨沿X轴方向设置,送料滑座上设有夹爪气缸,夹爪气缸的夹爪与夹持机构7的中心夹孔同高。
作为优选,X轴滑动机构包括X轴滑轨、X轴滑块及X轴驱动机构,X 轴驱动机构的输出端与X轴滑块连接驱动X轴滑块沿X轴滑轨滑动;Y轴滑动机构包括Y轴滑轨、Y轴滑块及Y轴驱动机构,Y轴驱动机构的输出端与Y轴滑块连接驱动Y轴滑块沿Y轴滑轨滑动;其中X轴驱动机构和Y 轴驱动机构为气缸或电机。
作为优选,驱动加工机构5整体移动的驱动机构6包括设置于机台1 上X轴向的滑轨、与滑轨配合的丝杆螺母座、丝杆以及伺服电机。
作为优选,机台1内还设有液压站,液压站为各气动装置提供气源。
作为优选,还包括控制机构,控制机构控制各气动装置以及电动装置的运行。
工作原理:首先根据轴工件200的规格调整搁料架203的间距,并调整控制机构的程序设置,短轴一般采用单工位单独加工方式,工位运行一个或两个根据需要设置,另外,根据工位运行数量运行相应个数的送料机械手4;将物料放置于搁料架203上;然后运行整台设备,顶升机构204 将搁料架203后侧的轴顶起,送料机械手4移动到轴的上方并通过气爪将轴抓起再运送到加工工位并送至夹持机构7内,轴工件200被夹持机构7 夹持,然后通过调整加工专机的位置进行加工,伺服电机带动夹持机构7 的油缸夹座转动以实现轴的周向加工,一端加工完成后通过推料夹持机构 8夹持并将轴抽出,抽出后再通过送料机械手4夹持并旋转方向,再通过推料夹持机构8将轴送入夹持机构7内夹持进行另一端的加工,两端均加工完成后通过机械手将轴取出并运送到下料机构3处,通过缓冲台3051 或升降气缸3053两种方式中的一种进行下料;其中,在加工长轴时,送料机械手4将轴送往其中一个夹持机构7内夹持,再移动另一个加工装置的位置使得轴的两端分别伸入到两个加工工位的夹持机构7内,通过两个加工工位处的加工专机对轴的两端进行同时加工。本实施例中,下料时通过接料板接料,升降气缸3053带动下降,接料板3056抵靠于凸轮轴承3058 上发生翻转让接料板3056上的轴工件落到导料板3052上,导料板3052将轴工件200导向到上料架201的前侧。
需要说明的是实施例3和实施例1的区别在于,实施例1中的旋转下料气缸3054的主动旋转下料方案替换为通过安装座3057安装旋转轴 3055,以及通过凸轮轴承3058和接料板3056发生干涉从而被动翻转,并在接料板3056和安装座3057上设置拉簧进行翻转后的复位。
最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
Claims (10)
1.轴线加工一体机,包括机台,定义机台的长度方向为X轴方向,机台的宽度方向为Y轴方向,机台的高度方向为Z轴方向,其特征在于,还包括:
上料机构,其包括可调间距的搁料架,用于存放规格不同的物料;
移料机构,其为在X、Y、Z轴具有自由度且可旋转的移料机械手,用于转运轴工件;
加工机构,包括两个加工工位和设置于两个工位处的加工装置,加工装置间距可调且两者可单独或协同加工;
下料机构,下料机构位于上料机构与加工机构之间,其用于下料且可将物料导向到上料机构的前侧。
2.根据权利要求1所述的轴线加工一体机,其特征在于:上料机构还包括上料架,上料架的顶部设有调节轴杆,调节轴杆上可拆卸连接有一组或多组可调间距的搁料架,轴工件放置于搁料架上。
3.根据权利要求2所述的轴线加工一体机,其特征在于:上料机构还包括设置于上料架后侧的顶升机构,搁料架在前后方向倾斜设置且后侧低于前侧,顶升机构用于顶升搁料架最后侧的轴工件。
4.根据权利要求3所述的轴线加工一体机,其特征在于:顶升机构包括顶升气缸及设置于顶升气缸的输出端的顶升板,顶升板的顶部设有顶升块,顶升块的顶部设有V形的顶升缺口。
5.根据权利要求1所述的轴线加工一体机,其特征在于:移料机械手包括设置于上料机构和加工机构上方的X轴轨道,X轴轨道上通过滑块连接有Y轴轨道,Y轴轨道上通过滑块连接有Z轴轨道,X轴轨道、Y轴轨道及Z轴轨道上均设有机械手驱动机构,机械手驱动机构包括驱动电机以及通过驱动电机带动的拖链机构,Z轴轨道上设有旋转气缸,旋转气缸的输出端设有移料夹爪。
6.根据权利要求1所述的轴线加工一体机,其特征在于:下料机构包括交错设置的多个高度不同的缓冲台,加工后的轴工件由缓冲台处逐级掉落,缓冲台下方设有导料板,导料板前侧延伸到上料架的前方且导料板的前侧低于后侧;或下料机构包括一组升降气缸及设置于升降气缸输出端的一组旋转下料气缸,旋转下料气缸输出端设有旋转轴,旋转轴上设有V形的接料板,接料板的下方设有前低后高的导料板,导料板前侧延伸到上料架的前方且导料板的前侧低于后侧;或下料机构包括一组升降气缸、设置于升降气缸的安装座及设置于安装座上的旋转轴,旋转轴上设有V形的接料板,旋转轴与安装座旋转连接且两者之间设有拉簧,旋转轴下方设有导料板,导料板前侧延伸到上料架的前方且导料板的前侧低于后侧,导料板与接料板之间设有凸轮轴承,接料板下降时抵靠于凸轮轴承从而实现翻转下料。
7.根据权利要求1所述的轴线加工一体机,其特征在于:加工机构与机台滑动连接,滑动方向为X轴方向,在机台上设有驱动加工机构整体滑动的驱动机构;加工机构包括从下至上设置的Y轴滑动机构、X轴滑动机构及加工专机,加工专机在Y轴滑动机构、X轴滑动机构的带动下调节其水平位置;加工专机为钻孔机、铣机中的一种或多种,其中铣机带有双排刀杆或电动刀架,双排刀杆或电动刀架上设有多个刀具,多个刀具分别作用于轴工件的侧壁及端部。
8.根据权利要求7所述的轴线加工一体机,其特征在于:X轴滑动机构包括X轴滑轨、X轴滑块及X轴驱动机构,X轴驱动机构的输出端与X轴滑块连接驱动X轴滑块沿X轴滑轨滑动;Y轴滑动机构包括Y轴滑轨、Y轴滑块及Y轴驱动机构,Y轴驱动机构的输出端与Y轴滑块连接驱动Y轴滑块沿Y轴滑轨滑动;其中X轴驱动机构和Y轴驱动机构为气缸或电机。
9.根据权利要求1所述的轴线加工一体机,其特征在于:加工工位处还设有夹持机构,夹持机构包括伺服电机和油压夹座,伺服电机输出轴与油压夹座的夹持头通过皮带连接,油压夹座的顶部设有可调长度的限位板,限位板上设有与油压夹座中心夹孔相对的限位孔,轴工件穿过限位孔和中心夹孔以保持水平。
10.根据权利要求9所述的轴线加工一体机,其特征在于:加工机构顶部还设有推料夹持机构,推料夹持机构包括送料滑轨、设置于送料滑轨上的送料滑座、驱动送料滑座滑动的送料气缸,送料滑轨沿X轴方向设置,送料滑座上设有夹爪气缸,夹爪气缸的夹爪与夹持机构的中心夹孔同高。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122323727.1U CN216096541U (zh) | 2021-09-24 | 2021-09-24 | 轴线加工一体机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122323727.1U CN216096541U (zh) | 2021-09-24 | 2021-09-24 | 轴线加工一体机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216096541U true CN216096541U (zh) | 2022-03-22 |
Family
ID=80688458
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202122323727.1U Active CN216096541U (zh) | 2021-09-24 | 2021-09-24 | 轴线加工一体机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216096541U (zh) |
-
2021
- 2021-09-24 CN CN202122323727.1U patent/CN216096541U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210937684U (zh) | 一种自动上下料激光切割设备 | |
| CN113828829A (zh) | 轴线加工一体机 | |
| CN109702489A (zh) | 一种铝轮毂全自动切钻一体机 | |
| US20220379464A1 (en) | Production cell with at least two machining robots | |
| CN108436566A (zh) | 一种加工线 | |
| CN215317819U (zh) | 一种轴类工件的组合磨床 | |
| CN214024739U (zh) | 一种精雕机的搬运机械手 | |
| CN109248965B (zh) | 一种三轴冲压送料机械手 | |
| CN214079042U (zh) | 全自动直纹滚牙生产线 | |
| CN216096541U (zh) | 轴线加工一体机 | |
| CN211517130U (zh) | 自动装夹机械手 | |
| CN209532677U (zh) | 一种铝轮毂全自动切钻一体机 | |
| CN217370476U (zh) | 石墨坩埚反应釜法兰加工生产线 | |
| CN113927303B (zh) | 一种工件钻孔攻牙系统 | |
| CN215515732U (zh) | 一种机械手上下料装置 | |
| CN214079043U (zh) | 全自动直纹滚牙机 | |
| CN212217200U (zh) | 一种高效多头数控铣床 | |
| CN213034792U (zh) | 一种具有自动上下料结构的数控钻孔装置 | |
| US20220395942A1 (en) | Manufacturing cell comprising a tool carrier | |
| CN209303572U (zh) | 一种三轴冲压送料机械手 | |
| CN216096468U (zh) | 托辊轴加工机构 | |
| CN208342353U (zh) | 一种加工线 | |
| CN216104737U (zh) | 托辊轴加工上下料机构及带该机构的托辊轴加工整机 | |
| CN219747208U (zh) | 一种外球面轴承座机械深加工一体机设备 | |
| CN216970854U (zh) | 一种刹车盘加工生产线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |