CN215469394U - 一种产品的弹簧与卡扣装配装置 - Google Patents
一种产品的弹簧与卡扣装配装置 Download PDFInfo
- Publication number
- CN215469394U CN215469394U CN202121278832.1U CN202121278832U CN215469394U CN 215469394 U CN215469394 U CN 215469394U CN 202121278832 U CN202121278832 U CN 202121278832U CN 215469394 U CN215469394 U CN 215469394U
- Authority
- CN
- China
- Prior art keywords
- fixed
- spring
- plate
- sliding
- fixing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Automatic Assembly (AREA)
Abstract
本实用新型提供一种产品的弹簧与卡扣装配装置,包括基座、开设于基座上端面的工作台、以及设置于工作台上的装配机构,所述装配机构包括滑动连接于工作台上端面的滑移板、位于滑移板上且用以固定产品的固定组件、位于滑移板一侧且用以压缩弹簧的压缩组件、位于滑移板一侧且用以带动卡扣与弹簧进行装配的装配组件、以及带动固定组件和装配组件进行水平方向移动的移动组件。本实用新型具有省时省力、自动化程度高、不易破坏产品表面的特点。
Description
技术领域
本实用新型涉及零件装配的技术领域,特别是一种产品的弹簧与卡扣装配装置。
背景技术
弹簧是一种利用弹性来工作的机械零件。用弹性材料制成的零件在外力作用下发生形变,除去外力后又恢复原状,亦作“弹簧”。一般用弹簧钢制成。弹簧的种类复杂多样,按形状分,主要有螺旋弹簧、涡卷弹簧、板弹簧、异型弹簧等。
现有的弹簧在装配压装时,需要人工来提供压力将卡扣对弹簧进行压装,因有些弹簧的弹性系数较大,需要较大的压力才能进行压装,人工无法长期提供较大的压力,且安装卡扣的速度缓慢。
为解决上述技术问题,本发明人设计了一种产品的弹簧与卡扣装配装置,本案就此产生。
实用新型内容
为了解决上述问题,本实用新型的技术方案如下:
一种产品的弹簧与卡扣装配装置,包括基座、开设于基座上端面的工作台、以及设置于工作台上的装配机构,所述装配机构包括滑动连接于工作台上端面的滑移板、位于滑移板上且用以固定产品的固定组件、位于滑移板一侧且用以压缩弹簧的压缩组件、位于滑移板一侧且用以带动卡扣与弹簧进行装配的装配组件、以及带动固定组件和装配组件进行水平方向移动的移动组件。
进一步设置为:所述装配组件包括固定于滑移板上端面的支撑立柱、固定于支撑立柱一侧的安装板、固定于安装板靠近滑移板的一侧的第一升降气缸、固定于第一升降气缸输出端的连接板、固定于连接板下端且用以对卡扣进行下压的下压块、以及设置于连接板与安装板之间且供连接板垂直上下移动的第一滑移件。
进一步设置为:所述下压块的下端面向上端面开设有供卡扣的卡勾卡接的卡接槽。
进一步设置为:所述第一滑移件包括沿安装板长度方向固定于安装板靠近滑移板的一侧的第一固定轨道、以及固定于连接板靠近安装板的一侧的第一滑动轨道,所述第一滑动轨道背离连接板的一侧与第一固定轨道滑动连接。
进一步设置为:所述固定组件包括固定于滑移板上端的产品固定座、固定于滑移板上端的固定气缸座、固定于气缸座上端的固定气缸、以及固定于固定气缸输出端的固定块,所述产品固定座、固定气缸座、以及固定气缸均沿滑移板长度方向的中线对称分布,所述固定块的中部固定有橡胶缓冲块。
进一步设置为:所述移动组件包括固定于工作台上端面的驱动气缸、固定于驱动气缸输出端的第一连接块、以及两组设置于滑移板下端面与工作台之间的第二滑移件,所述第一连接块靠近移动板的一侧与移动板固定,两组所述第二滑移件呈错位设置。
进一步设置为:所述第二滑移件包括固定于工作台端面的第二固定轨道、以及固定于滑移板下端面的第二滑移轨道,所述第二滑移轨道的下端与第二固定轨道滑移连接。
进一步设置为:所述压缩组件包括一端固定于工作台上端面的固定立柱、固定于固定立柱一侧的第二升降气缸、固定于第二升降气缸输出端的L型板、一端固定于L型板上端面的第二连接块、固定于第二连接块另一端的弹簧压块、以及限制第二连接块沿固定立柱长度方向移动的第三滑移件。
进一步设置为:所述第三滑移件包括沿固定立柱长度方向固定于固定立柱的第三固定轨道、以及固定于第二连接块靠近固定立柱一侧的第三滑移轨道,所述第三滑移轨道背离第二连接块的一侧与第三固定轨道滑移连接。
进一步设置为:所述弹簧压块包括一端与第二连接块远离L型板的一端固定的连接部、一端固定于连接部靠近滑移板一侧的侧壁且呈倾斜向下设置的嵌入部、以及固定于嵌入部远离连接部的一端且对弹簧进行下压的弹簧压缩部,所述弹簧压缩部与滑移板呈平行设置,弹簧压缩部的宽度为两弹簧相互靠近一侧的最大直线距离至两弹簧相互背离的最大直线距离之间。
本实用新型的有益效果如下:
1、通过设置基座、工作台、以及装配机构,装配机构包括滑移板、固定组件、压缩组件、装配组件、以及移动组件,装配时,将弹簧放置到产品中,产品通过固定组件固定于滑移板上,在通过移动组件带动滑移板和产品向靠近压缩组件和装配组件所在一侧移动,通过压缩组件对弹簧向下压制,压制后手动将卡扣进行手动装配,完成后,通过装配组件对卡扣进行下压装配,从而完成弹簧和卡扣的装配,整个过程省时省力,且自动化程度较高;
2、通过设置固定组件,将弹簧放置到产品中,将产品放置在产品固定座上,固定气缸的输出端伸出,带动固定块朝产品固定座所在位置移动,通过橡胶缓冲块抵接在产品侧壁,对产品进行固定,既不会损坏产品侧壁,且能达到良好的固定效果;
3、通过设置弹簧压块,弹簧压块包括连接部、嵌入部、以及弹簧压缩部,通过连接部与L型板进行固定,嵌入部呈倾斜向下设置,便于在移动组件带动产品朝远离固定立柱方向移动时,产品与嵌入部进行脱离,弹簧压缩部的宽度为两弹簧相互靠近一侧的最大直线距离至两弹簧相互背离的最大直线距离之间,保证对弹簧的上端面有抵压且未完全抵压,保证弹簧部分直接进入卡扣内部的卡槽中。
附图说明
此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
其中:
图1是本实用新型的整体结构的示意图;
图2是本实用新型中装配机构的整体结构图;
图3是本实用新型中固定组件的整体结构图;
图4是本实用新型中移动组件与装配组件的结构关系图;
图5是本实用新型中压缩组件与滑移板的位置关系图;
图6是本实用新型中弹簧压块的整体结构图。
标号说明:
1、基座;2、工作台;3、装配机构;31、滑移板;32、固定组件;321、产品固定座;322、固定气缸座;323、固定气缸;324、固定块;325、橡胶缓冲块;33、压缩组件;331、固定立柱;332、第二升降气缸;333、L型板;334、第二连接块;335、弹簧压块;3351、连接部;3352、嵌入部;3353、弹簧压缩部;336、第三滑移件;3361、第三固定轨道;3362、第三滑移轨道;34、装配组件;341、支撑立柱;342、安装板;343、第一升降气缸;344、连接板;345、下压块;346、第一滑移件;3461、第一固定轨道;3462、第一滑动轨道;347、卡接槽;35、移动组件;351、驱动气缸;352、第一连接块;353、第二滑移件;3531、第二固定轨道;3532、第二滑移轨道。
具体实施方式
为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚、明白,以下结合附图和实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
本实施例如下:
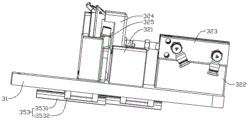
参照图1和图2,一种产品的弹簧与卡扣装配装置,包括基座1、开设于基座1上端面的工作台2、以及设置于工作台2上的装配机构3,装配机构3包括滑动连接于工作台2上端面的滑移板31、位于滑移板31上且用以固定产品的固定组件32、位于滑移板31一侧且用以压缩弹簧的压缩组件33、位于滑移板31一侧且用以带动卡扣与弹簧进行装配的装配组件34、以及带动固定组件32和装配组件34进行水平方向移动的移动组件35。
装配时,将弹簧放置到产品中,产品通过固定组件32固定于滑移板31上,在通过移动组件35带动滑移板31和产品向靠近压缩组件33和装配组件34所在一侧移动,通过压缩组件33对弹簧向下压制,压制后手动将卡扣进行手动装配,完成后,通过装配组件34对卡扣进行下压装配,从而完成弹簧和卡扣的装配,整个过程省时省力,且自动化程度较高。
参照图1、图2和图3,固定组件32包括固定于滑移板31上端的产品固定座321、固定于滑移板31上端的固定气缸座322、固定于气缸座上端的固定气缸323、以及固定于固定气缸323输出端的固定块324,产品固定座321、固定气缸座322、以及固定气缸323均沿滑移板31长度方向的中线对称分布,固定块324的中部固定有橡胶缓冲块325。
将弹簧放置到产品中,将产品放置在产品固定座321上,固定气缸323的输出端伸出,带动固定块324朝产品固定座321所在位置移动,通过橡胶缓冲块325抵接在产品侧壁,对产品进行固定,既不会损坏产品侧壁,且能达到良好的固定效果。
参照图1、图2和图4,装配组件34包括固定于滑移板31上端面的支撑立柱341、固定于支撑立柱341一侧的安装板342、固定于安装板342靠近滑移板31的一侧的第一升降气缸343、固定于第一升降气缸343输出端的连接板344、固定于连接板344下端且用以对卡扣进行下压的下压块345、以及设置于连接板344与安装板342之间且供连接板344垂直上下移动的第一滑移件346。下压块345的下端面向上端面开设有供卡扣的卡勾卡接的卡接槽347。
第一滑移件346包括沿安装板342长度方向固定于安装板342靠近滑移板31的一侧的第一固定轨道3461、以及固定于连接板344靠近安装板342的一侧的第一滑动轨道3462,第一滑动轨道3462背离连接板344的一侧与第一固定轨道3461滑动连接。
移动组件35包括固定于工作台2上端面的驱动气缸351、固定于驱动气缸351输出端的第一连接块352、以及两组设置于滑移板31下端面与工作台2之间的第二滑移件353,第一连接块352靠近移动板的一侧与移动板固定,两组第二滑移件353呈错位设置。
第二滑移件353包括固定于工作台2端面的第二固定轨道3531、以及固定于滑移板31下端面的第二滑移轨道3532,第二滑移轨道3532的下端与第二固定轨道3531滑移连接。
通过驱动气缸351带动的驱动,带动滑移板31通过第二滑移轨道3532沿第二固定轨道3531进行滑动,从而带动产品、固定组件32、以及装配组件34进行移动。
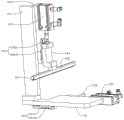
参照图1、图2和图5,压缩组件33包括一端固定于工作台2上端面的固定立柱331、固定于固定立柱331一侧的第二升降气缸332、固定于第二升降气缸332输出端的L型板333、一端固定于L型板333上端面的第二连接块334、固定于第二连接块334另一端的弹簧压块335、以及限制第二连接块334沿固定立柱331长度方向移动的第三滑移件336。
第三滑移件336包括沿固定立柱331长度方向固定于固定立柱331的第三固定轨道3361、以及固定于第二连接块334靠近固定立柱331一侧的第三滑移轨道3362,第三滑移轨道3362背离第二连接块334的一侧与第三固定轨道3361滑移连接。
第二升降气缸332驱动,带动L型板333进行上下移动,从而带动第二连接块334通过第三滑移轨道3362沿第三固定轨道3361进行垂直移动,进而带动弹簧压块335对产品上的弹簧进行压缩。
参照图5和图6,弹簧压块335包括一端与第二连接块334远离L型板333的一端固定的连接部3351、一端固定于连接部3351靠近滑移板31一侧的侧壁且呈倾斜向下设置的嵌入部3352、以及固定于嵌入部3352远离连接部3351的一端且对弹簧进行下压的弹簧压缩部3353,弹簧压缩部3353与滑移板31呈平行设置,弹簧压缩部3353的宽度为两弹簧相互靠近一侧的最大直线距离至两弹簧相互背离的最大直线距离之间。
通过连接部3351与L型板333进行固定,嵌入部3352呈倾斜向下设置,便于在移动组件35带动产品朝远离固定立柱331方向移动时,产品与嵌入部3352进行脱离,弹簧压缩部3353的宽度为两弹簧相互靠近一侧的最大直线距离至两弹簧相互背离的最大直线距离之间,保证对弹簧的上端面有抵压且未完全抵压,保证弹簧部分直接进入卡扣内部的卡槽中。
本实施例的工作步骤:
S1:将弹簧放置在产品中,将产品放置在产品固定座321上;
S2:启动固定气缸323,带动固定块324朝产品所在方向移动,通过橡胶缓冲块325抵接在产品的侧壁,将产品固定在产品固定座321上;
S3:启动第二升降气缸332,带动L型板333进行上下移动,从而带动第二连接块334通过第三滑移轨道3362沿第三固定轨道3361进行垂直移动,进而带动弹簧压块335对产品上的弹簧进行压缩;
S4:手动将卡扣装入产品中;
S5:启动第一升降气缸343,带动连接板344通过第一滑移轨道沿第一固定轨道3461进行垂直移动,从而带动下压块345进行下压,下压块345上的卡接槽347与卡扣的卡勾卡接配合;
S6;启动驱动气缸351,带动滑移板31通过第二滑移轨道3532沿第二固定轨道3531进行垂直移动,由靠近固定立柱331向远离固定立柱331的方向移动,从而带动产品、固定组件32、以及装配组件34向远离固定立柱331的方向移动,弹簧脱离弹簧压块335的下压;
S7:第一升降气缸343继续带动连接板344通过第一滑移轨道沿第一固定轨道3461进行垂直移动,从而带动下压块345继续进行下压,弹簧完全进入卡扣的内部卡槽中;
S8:启动固定气缸323,带动固定块324朝远离产品所在方向移动,解除对产品的固定,取下产品,完成弹簧与卡扣的装配。
上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
Claims (10)
1.一种产品的弹簧与卡扣装配装置,其特征在于,包括基座(1)、开设于基座(1)上端面的工作台(2)、以及设置于工作台(2)上的装配机构(3),所述装配机构(3)包括滑动连接于工作台(2)上端面的滑移板(31)、位于滑移板(31)上且用以固定产品的固定组件(32)、位于滑移板(31)一侧且用以压缩弹簧的压缩组件(33)、位于滑移板(31)一侧且用以带动卡扣与弹簧进行装配的装配组件(34)、以及带动固定组件(32)和装配组件(34)进行水平方向移动的移动组件(35)。
2.根据权利要求1所述的一种产品的弹簧与卡扣装配装置,其特征在于,所述装配组件(34)包括固定于滑移板(31)上端面的支撑立柱(341)、固定于支撑立柱(341)一侧的安装板(342)、固定于安装板(342)靠近滑移板(31)的一侧的第一升降气缸(343)、固定于第一升降气缸(343)输出端的连接板(344)、固定于连接板(344)下端且用以对卡扣进行下压的下压块(345)、以及设置于连接板(344)与安装板(342)之间且供连接板(344)垂直上下移动的第一滑移件(346)。
3.根据权利要求2所述的一种产品的弹簧与卡扣装配装置,其特征在于,所述下压块(345)的下端面向上端面开设有供卡扣的卡勾卡接的卡接槽(347)。
4.根据权利要求2所述的一种产品的弹簧与卡扣装配装置,其特征在于,所述第一滑移件(346)包括沿安装板(342)长度方向固定于安装板(342)靠近滑移板(31)的一侧的第一固定轨道(3461)、以及固定于连接板(344)靠近安装板(342)的一侧的第一滑动轨道(3462),所述第一滑动轨道(3462)背离连接板(344)的一侧与第一固定轨道(3461)滑动连接。
5.根据权利要求1所述的一种产品的弹簧与卡扣装配装置,其特征在于,所述固定组件(32)包括固定于滑移板(31)上端的产品固定座(321)、固定于滑移板(31)上端的固定气缸座(322)、固定于气缸座上端的固定气缸(323)、以及固定于固定气缸(323)输出端的固定块(324),所述产品固定座(321)、固定气缸座(322)、以及固定气缸(323)均沿滑移板(31)长度方向的中线对称分布,所述固定块(324)的中部固定有橡胶缓冲块(325)。
6.根据权利要求1所述的一种产品的弹簧与卡扣装配装置,其特征在于,所述移动组件(35)包括固定于工作台(2)上端面的驱动气缸(351)、固定于驱动气缸(351)输出端的第一连接块(352)、以及两组设置于滑移板(31)下端面与工作台(2)之间的第二滑移件(353),所述第一连接块(352)靠近移动板的一侧与移动板固定,两组所述第二滑移件(353)呈错位设置。
7.根据权利要求6所述的一种产品的弹簧与卡扣装配装置,其特征在于,所述第二滑移件(353)包括固定于工作台(2)端面的第二固定轨道(3531)、以及固定于滑移板(31)下端面的第二滑移轨道(3532),所述第二滑移轨道(3532)的下端与第二固定轨道(3531)滑移连接。
8.根据权利要求1所述的一种产品的弹簧与卡扣装配装置,其特征在于,所述压缩组件(33)包括一端固定于工作台(2)上端面的固定立柱(331)、固定于固定立柱(331)一侧的第二升降气缸(332)、固定于第二升降气缸(332)输出端的L型板(333)、一端固定于L型板(333)上端面的第二连接块(334)、固定于第二连接块(334)另一端的弹簧压块(335)、以及限制第二连接块(334)沿固定立柱(331)长度方向移动的第三滑移件(336)。
9.根据权利要求8所述的一种产品的弹簧与卡扣装配装置,其特征在于,所述第三滑移件(336)包括沿固定立柱(331)长度方向固定于固定立柱(331)的第三固定轨道(3361)、以及固定于第二连接块(334)靠近固定立柱(331)一侧的第三滑移轨道(3362),所述第三滑移轨道(3362)背离第二连接块(334)的一侧与第三固定轨道(3361)滑移连接。
10.根据权利要求8所述的一种产品的弹簧与卡扣装配装置,其特征在于,所述弹簧压块(335)包括一端与第二连接块(334)远离L型板(333)的一端固定的连接部(3351)、一端固定于连接部(3351)靠近滑移板(31)一侧的侧壁且呈倾斜向下设置的嵌入部(3352)、以及固定于嵌入部(3352)远离连接部(3351)的一端且对弹簧进行下压的弹簧压缩部(3353),所述弹簧压缩部(3353)与滑移板(31)呈平行设置,弹簧压缩部(3353)的宽度为两弹簧相互靠近一侧的最大直线距离至两弹簧相互背离的最大直线距离之间。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121278832.1U CN215469394U (zh) | 2021-06-08 | 2021-06-08 | 一种产品的弹簧与卡扣装配装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121278832.1U CN215469394U (zh) | 2021-06-08 | 2021-06-08 | 一种产品的弹簧与卡扣装配装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN215469394U true CN215469394U (zh) | 2022-01-11 |
Family
ID=79783918
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202121278832.1U Active CN215469394U (zh) | 2021-06-08 | 2021-06-08 | 一种产品的弹簧与卡扣装配装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN215469394U (zh) |
-
2021
- 2021-06-08 CN CN202121278832.1U patent/CN215469394U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111685138B (zh) | 一种蛋挞皮压制装置 | |
| CN210677638U (zh) | 一种管和法兰组件压装装置 | |
| CN210360200U (zh) | 卡簧装配机及用于卡簧装配机的按压块 | |
| CN113458781B (zh) | 一种端盖组装设备 | |
| CN215469394U (zh) | 一种产品的弹簧与卡扣装配装置 | |
| CN113369870A (zh) | 一种产品的弹簧与卡扣装配装置 | |
| CN218926840U (zh) | 一种数码摄像头生产用气动压合辅助治具 | |
| CN114310754B (zh) | 一种新能源汽车支架夹扣装配工装和装配方法 | |
| CN109176368A (zh) | 一种压合夹具 | |
| CN115224567A (zh) | 一种电气元件端子冲压装置 | |
| CN213591584U (zh) | 一种自动缩管机的双工位缩管装置 | |
| CN213226404U (zh) | 一种用于检测试纸的裁切装置 | |
| CN209936229U (zh) | 一种动力电池盖板焊接夹持装置 | |
| CN113681621A (zh) | 一种橡胶块侧面自动开槽设备 | |
| CN219134757U (zh) | 一种自动撕膜构造 | |
| CN109500770B (zh) | 汽车制动软管支架装配工装及其装配方法 | |
| CN215242981U (zh) | 胶帽组装机构 | |
| CN219304653U (zh) | 一种有刷电机的定子总成装配装置 | |
| CN217966821U (zh) | 一种压弹簧和弹性销压装工装 | |
| CN219214117U (zh) | 一种贴防尘泡棉治具 | |
| CN221415845U (zh) | 一种机械工件加工固定装置 | |
| CN220837413U (zh) | 一种具有快速分离机构的显示器背壳冲压模具 | |
| CN219015791U (zh) | 一种硅橡胶测试试片粘接夹具 | |
| CN210790801U (zh) | 一种压合治具 | |
| CN218910450U (zh) | 热处理用支撑架 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |