CN214563053U - 复合无纺布生产线覆膜压平装置 - Google Patents
复合无纺布生产线覆膜压平装置 Download PDFInfo
- Publication number
- CN214563053U CN214563053U CN202022741058.5U CN202022741058U CN214563053U CN 214563053 U CN214563053 U CN 214563053U CN 202022741058 U CN202022741058 U CN 202022741058U CN 214563053 U CN214563053 U CN 214563053U
- Authority
- CN
- China
- Prior art keywords
- fixedly connected
- base
- production line
- flattening device
- negative pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Treatment Of Fiber Materials (AREA)
Abstract
本实用新型公开了一种复合无纺布生产线覆膜压平装置,包括底座,所述底座的左侧设有输送带,底座的右侧固定连接有负压台,所述输送带上方设有喷胶头,喷胶头右侧设有加热辊,加热辊右侧设有挤压辊,挤压辊右侧设置有挤压板,挤压板底部设置有展平辊,所述挤压辊右侧设有矩形风嘴,所述负压台与展平辊和矩形风嘴位置对应。本实用新型中,多次挤压可以使产品变得更加平整均匀,风机对其吹风,可以加快其降温速度,提高工作效率。
Description
技术领域
本实用新型涉及无纺布生产装置技术领域,尤其涉及复合无纺布生产线覆膜压平装置。
背景技术
无纺布是由定向的或随机的纤维而构成,具有防潮、透气、柔韧、质轻、不助燃、容易分解、无毒无刺激性、色彩丰富、价格低廉、可循环再用等特点,因此其广泛应用于医疗用品,但是现在的无纺布布面粗糙,透气性差,厚度不均,已经无法满足需求。
因此生产一种防水透气膜复合无纺布是必要的,但是在进行复合无纺布生产的时候,大都是直接地将防水透气膜于无纺布直接进行挤压,这样的挤压效果并不能使防水透气膜于无纺布完全的连接在一起,另外在对防水透气膜挤压时,需要对其进行加热处理,这样的话,挤压完成后产品依旧存在着高温,如果让其静置冷却就需要太久的时间,降低了生产效率。
实用新型内容
本实用新型的目的是为了解决现有技术中存在的缺点,而提出的复合无纺布生产线覆膜压平装置。
为了实现上述目的,本实用新型采用了如下技术方案:一种复合无纺布生产线覆膜压平装置,包括底座,所述底座的左侧设有输送带,底座的右侧固定连接有负压台,所述输送带上方设有喷胶头,喷胶头右侧设有加热辊,加热辊右侧设有挤压辊,挤压辊右侧设置有挤压板,挤压板底部设置有展平辊,所述挤压辊右侧设有锥形风嘴,所述负压台与展平辊和锥形风嘴位置对应。
作为优选,所述底座上固定连接有支撑架,所述支撑架的顶端固定连接有顶架,所述顶架的下端依序固定连接有第一吊架、第一液压缸、第三吊架、液压缸、第四吊架,所述第一吊架的底部固定连接有喷胶头,贯穿第一吊架中部固定连接有输送辊,所述第一液压缸内设置有液压杆A,液压杆A的一端设置有加热辊,所述第一液压缸的右侧固定连接有第三吊架,所述第三吊架的一端设置有第四转轴,所述第四转轴外周固定连接有挤压辊,所述液压缸内设置有液压杆B,所述液压杆B的一端设置有挤压板。
作为优选,所述顶架的顶部设置有风机,所述顶架的下端固定连接有第四吊架,第四吊架底部固定连接有混风箱,所述风机通过风管与混风箱连接,所述混风箱的底部固定连接有锥形风嘴。
作为优选,所述底座的上端固定连接有第一支撑架,所述第一支撑架的上端固定连接有伺服电机,所述伺服电机的动力轴与第一转轴连接,所述第一转轴的外周周向设置有第一转动辊,所述底座的上端固定连接有第二支撑架,所述第二支撑架的上端设置有第五转轴,所述第五转轴的外周周向设置有第二转动辊,所述第一转动辊和第二转动辊通过输送带活动连接在一起,所述第二转动辊的外周压制有挤压辊。
作为优选,所述负压台的上端一侧固定连接有导向板,导向板位于挤压辊与负压台之间。
作为优选,所述负压台通过管道与抽风机连接。
本实用新型具有如下有益效果:
1、本实用新型中,通过挤压辊和输送带对防水透气膜和无纺布进行第一次挤压粘合,再通过液压缸带动展平辊对其进行二次挤压粘合,可以使其更好的连接在一起,提高物品的质量。
2、本实用新型中,通过风机对产品进行吹风,可以加快物品的冷却速度,使生产完成的物品可以直接进行收取,节约了时间,提高了工作效率。
附图说明
图1为本实用新型提出的复合无纺布生产线覆膜压平装置的正视图;
图2为本实用新型提出的复合无纺布生产线覆膜压平装置的局部侧视图。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
参照图1-2,本实用新型提供的一种实施例:复合无纺布生产线覆膜压平装置包括底座1,输送带270,所述底座1的左侧设有输送带270,底座1的右侧固定连接有负压台23,所述输送带上方设有喷胶头6,喷胶头6右侧设有加热辊12,加热辊12右侧设有挤压辊15,挤压辊15右侧设置有挤压板21,挤压板21底部设置有展平辊,所述挤压辊右侧设有锥形风嘴22,所述负压台23与展平辊和锥形风嘴22位置对应。所述负压台23的上端一侧固定连接有导向板24,导向板24位于挤压辊15与负压台23之间。
所述底座1上固定连接有支撑架3,所述支撑架3的顶端固定连接有顶架9,所述顶架9的下端依序固定连接有第一吊架8、第一液压缸11、第三吊架14、液压缸17、第四吊架180,所述第一吊架8的底部固定连接有喷胶头6,贯穿第一吊架8中部固定连接有输送辊7,所述第一液压缸11内设置有液压杆A13,液压杆A13的一端设置有加热辊12,所述第一液压缸11的右侧固定连接有第三吊架14,所述第三吊架14的一端设置有第四转轴16,所述第四转轴16外周固定连接有挤压辊15,所述液压缸17内设置有液压杆B19,所述液压杆B19的一端设置有挤压板21。所述顶架9的顶部设置有风机18,所述顶架9的下端固定连接有第四吊架180,第四吊架180底部固定连接有混风箱,所述风机18通过风管与混风箱连接20,所述混风箱20的底部固定连接有锥形风嘴22。
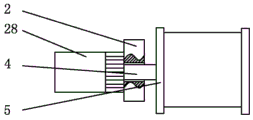
所述底座1的上端固定连接有第一支撑架2,所述第一支撑架2的上端固定连接有伺服电机28,所述伺服电机28的动力轴与第一转轴连接4,所述第一转轴4的外周周向设置有第一转动辊5,所述底座1的上端固定连接有第二支撑架26,所述第二支撑架26的上端设置有第五转轴27,所述第五转轴27的外周周向设置有第二转动辊25,所述第一转动辊5和第二转动辊25通过输送带270活动连接在一起,所述第二转动辊25的外周压制有挤压辊15。
工作原理:防水透气膜10在输送辊7的作用下进行运动,接着经过加热辊12对其进行加热处理,然后再流经挤压辊15,无纺布在第一转动辊5带动的输送带上进行移动,喷胶头6喷热熔胶,当移动到第二转动辊25的位置时,因第二转动辊25外周压制有挤压辊15,故防水透气膜10与无纺布在挤压辊15的作用下进行挤压处理,以完成初步挤压胶合,接着初步挤压完成的无纺布沿着第二转动辊25右侧的导向板24流向负压台23,负压台23在抽风机230的作用下形成负压,稳稳地吸住布料,位于负压台23上方的液压缸17带动液压杆B19运动,从而带动与液压杆B19连接的挤压辊21进行运动实现对无纺布的二次挤压,二次挤压后的无纺布再流经锥形风嘴22的下端经受降温处理,降温处理完成后即可对无纺布进行收集。
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (6)
1.一种复合无纺布生产线覆膜压平装置,包括底座(1),其特征在于:所述底座(1)的左侧设有输送带(270),底座(1)的右侧固定连接有负压台(23),所述输送带上方设有喷胶头(6),喷胶头(6)右侧设有加热辊(12),加热辊(12)右侧设有挤压辊(15),挤压辊(15)右侧设置有挤压板(21),挤压板(21)底部设置有展平辊,所述挤压辊右侧设有锥形风嘴(22),所述负压台(23)与展平辊和锥形风嘴(22)位置对应。
2.根据权利要求1所述的复合无纺布生产线覆膜压平装置,其特征在于:所述底座(1)上固定连接有支撑架(3),所述支撑架(3)的顶端固定连接有顶架(9),所述顶架(9)的下端依序固定连接有第一吊架(8)、第一液压缸(11)、第三吊架(14)、液压缸(17)、第四吊架(180),所述第一吊架(8)的底部固定连接有喷胶头(6),贯穿第一吊架(8)中部固定连接有输送辊(7),所述第一液压缸(11)内设置有液压杆A(13),液压杆A(13)的一端设置有加热辊(12),所述第一液压缸(11)的右侧固定连接有第三吊架(14),所述第三吊架(14)的一端设置有第四转轴(16),所述第四转轴(16)外周固定连接有挤压辊(15),所述液压缸(17)内设置有液压杆B(19),所述液压杆B(19)的一端设置有挤压板(21)。
3.根据权利要求2所述的复合无纺布生产线覆膜压平装置,其特征在于:所述顶架(9)的顶部设置有风机(18),所述顶架(9)的下端固定连接有第四吊架(180),第四吊架(180)底部固定连接有混风箱,所述风机(18)通过风管与混风箱连接(20),所述混风箱(20)的底部固定连接有锥形风嘴(22)。
4.根据权利要求1所述的复合无纺布生产线覆膜压平装置,其特征在于:所述底座(1)的上端固定连接有第一支撑架(2),所述第一支撑架(2)的上端固定连接有伺服电机(28),所述伺服电机(28)的动力轴与第一转轴连接(4),所述第一转轴(4)的外周周向设置有第一转动辊(5),所述底座(1)的上端固定连接有第二支撑架(26),所述第二支撑架(26)的上端设置有第五转轴(27),所述第五转轴(27)的外周周向设置有第二转动辊(25),所述第一转动辊(5)和第二转动辊(25)通过输送带(270)活动连接在一起,所述第二转动辊(25)的外周压制有挤压辊(15)。
5.根据权利要求1所述的复合无纺布生产线覆膜压平装置,其特征在于:所述负压台(23)的上端一侧固定连接有导向板(24),导向板(24)位于挤压辊(15)与负压台(23)之间。
6.根据权利要求1所述的复合无纺布生产线覆膜压平装置,其特征在于:所述负压台(23)通过管道与抽风机(230)连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022741058.5U CN214563053U (zh) | 2020-11-24 | 2020-11-24 | 复合无纺布生产线覆膜压平装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022741058.5U CN214563053U (zh) | 2020-11-24 | 2020-11-24 | 复合无纺布生产线覆膜压平装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214563053U true CN214563053U (zh) | 2021-11-02 |
Family
ID=78324790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022741058.5U Active CN214563053U (zh) | 2020-11-24 | 2020-11-24 | 复合无纺布生产线覆膜压平装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214563053U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114273335A (zh) * | 2021-12-23 | 2022-04-05 | 江苏芯安集成电路设计有限公司 | 一种单片机芯片制造系统 |
-
2020
- 2020-11-24 CN CN202022741058.5U patent/CN214563053U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114273335A (zh) * | 2021-12-23 | 2022-04-05 | 江苏芯安集成电路设计有限公司 | 一种单片机芯片制造系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106183352A (zh) | 一种采用pu胶、pur胶的双用面料复合机 | |
| CN214563053U (zh) | 复合无纺布生产线覆膜压平装置 | |
| CN106183351A (zh) | 采用pur胶的面料复合机 | |
| CN112026196A (zh) | 透气膜无纺布生产系统 | |
| CN208646231U (zh) | 一种集成化三膜贴合机 | |
| CN211199763U (zh) | 一种具有熨烫功能的布料加工用平整装置 | |
| CN211171248U (zh) | 一种自动化平熨床 | |
| CN208118638U (zh) | 一种热熔胶涂布机 | |
| CN206170821U (zh) | 一种采用pu胶、pur胶的双用面料复合机 | |
| CN206899878U (zh) | 一种焊接铝塑标贴及贴胶的连续自动化介质加热设备 | |
| CN205106490U (zh) | 一种带漂洗冷却的辊式衬布粘合机 | |
| CN209405099U (zh) | 一种新型拉拉裤腰围成型装置 | |
| CN210655562U (zh) | 一种高速干式复合机 | |
| CN207537803U (zh) | 一种pu合成革干法生产线 | |
| CN204749438U (zh) | 用于车辆片材的火焰复合装置 | |
| CN1102497C (zh) | 纸塑冷压复合制袋工艺及装置 | |
| CN207901812U (zh) | 一种人造革生产快速粘合装置 | |
| CN208247686U (zh) | 一种面料贴合紧密的面料复合机 | |
| CN207028460U (zh) | 吸塑板加工设备 | |
| CN106617442B (zh) | 一种无纺布服装生产线 | |
| CN215397532U (zh) | 一种高档手术衣用透气膜无纺布生产装置 | |
| CN112210893A (zh) | 一种sms无纺布组合式生产线及其生产方法 | |
| CN207312734U (zh) | 一种接头机的压块机构 | |
| CN206085250U (zh) | 一种木皮纵向拼缝设备 | |
| CN205917437U (zh) | 一种裤子腰头机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |