CN214135326U - Half-die-pressing full-automatic polishing equipment for soft corneal contact lens - Google Patents
Half-die-pressing full-automatic polishing equipment for soft corneal contact lens Download PDFInfo
- Publication number
- CN214135326U CN214135326U CN202023236992.8U CN202023236992U CN214135326U CN 214135326 U CN214135326 U CN 214135326U CN 202023236992 U CN202023236992 U CN 202023236992U CN 214135326 U CN214135326 U CN 214135326U
- Authority
- CN
- China
- Prior art keywords
- mold
- mould
- contact lens
- automatic
- stick
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Abstract
The utility model discloses a full-automatic polishing equipment of soft contact lens of half die-pressing, the device include the base, be provided with the burnishing machine on the base, still be provided with on the base and supply the mould unit and get and put the mould unit automatically, the mould that supplies the mould unit arrange the subassembly with getting of getting the mould unit is got and is put the subassembly and correspond each other, get and put the mould unit and set up in burnishing machine one side, get put the mould unit with the vertical copper axle that is used for placing the mould that is provided with between the burnishing machine, copper axle upper portion with the die head on the polishing motor of burnishing machine is corresponding, copper axle one side is provided with and receives the mould carriage apron, it is provided with and receives the die disc to get mould unit one side, receive the mould carriage apron terminal with it is corresponding to receive the die disc. The utility model discloses can solve present polishing equipment degree of automation and hang down, mainly lean on the manual work to carry out manually operation, seriously influence the problem that production efficiency and security are low.
Description
Technical Field
The utility model relates to a lens polishing equipment technical field, in particular to full-automatic polishing equipment of soft contact lens of half mould pressure.
Background
A Contact Lens (CL) CL is directly attached to a tear fluid layer of a cornea, is physiologically compatible with human eyes, and achieves the purpose of vision correction. Compared with orbital frame glasses, CL has a larger visual field, can keep optical correction performance in all watching directions, eliminates the prism effect of the glasses, eliminates oblique astigmatism, reduces retina aberration of eyes, keeps better binocular vision, is safe, convenient and attractive to use, and also has some special lenses which can meet some special requirements. It includes three kinds of hard, semi-hard and soft according to the hardness of the material.
At present, soft contact lenses are mainly produced by a half-compression method, and in actual production, lenses placed on a mold need to be subjected to surface polishing after turning. The existing polishing equipment is low in automation degree, operations such as mold supplying, mold taking and mold placing in the polishing process all need manual operation, the production efficiency of lenses is seriously influenced, and the polishing machine has mechanical rotation during polishing operation, so that personnel injury is possibly caused, and certain potential safety hazards exist.
SUMMERY OF THE UTILITY MODEL
To the technical problem, the utility model provides a soft contact lens full-automatic polishing equipment of half mould pressure, it is low to present polishing equipment degree of automation, mainly lean on the manual work to carry out manually operation, seriously influence the problem that production efficiency and security are low.
In order to achieve the above object, the technical solution of the present invention is specifically as follows:
the utility model provides a full-automatic polishing equipment of soft contact lens of half mould pressure, includes the base, be provided with the burnishing machine on the base, still be provided with on the base and supply the mould unit automatically and get and put the mould unit, the mould that supplies the mould unit automatically arrange the subassembly with getting of getting and putting the mould unit is corresponding each other, get and put the mould unit and set up in burnishing machine one side, get put the mould unit with vertically be provided with a plurality of copper axles that are used for placing the mould between the burnishing machine, copper axle upper portion with the die head on the polishing motor of burnishing machine is corresponding, copper axle one side is provided with receives the mould carriage apron, it is provided with receipts mould dish to get mould unit one side, receive mould carriage apron end with it is corresponding to receive the mould dish.
Still be provided with on the base and stick up mould mechanism, stick up mould mechanism set up in the burnishing machine outside, stick up mould mechanism's top mould subassembly with copper axle bottom one side is corresponding.
The mould mechanism that sticks up is including sticking up the pole, stick up the pole transversely set up in copper axle one side, stick up be provided with on the pole with the fin that copper axle quantity is unanimous, the fin terminal with copper axle bottom one side is corresponding, stick up the flexible end fixed connection of pole and lift cylinder.
The automatic mould feeding set comprises a vibration mould feeding disc, a limiting chute is arranged on a discharge hole in one side of the vibration mould feeding disc, a material conveying mechanism is arranged in the limiting chute, a conveying belt is transversely arranged at the discharge end of the limiting chute, and a first motor is installed on a main shaft of the conveying belt in a matched mode.
A quantity sensor is arranged at the feeding end of the limiting chute, and a material conveying speed sensor is arranged at the discharging end of the limiting chute.
Get and put mould machine group and include the slide rail, slide rail upper portion cooperation installation sliding bottom, the sliding bottom is provided with the thread bush, the screw bush is sheathe in the cooperation and is installed the lead screw, lead screw one end is passed through power transmission subassembly and is connected with the cooperation of second motor, the vertical linking arm that sets up in sliding bottom upper portion, the linking arm top sets up elevating system, elevating system's lower part is flexible end, flexible end is improved level and is set up the connecting plate, transversely be provided with on the connecting plate and put mould air cock and get the mould air cock, it all corresponds to be connected with the air suction device with getting the mould air cock to put the mould air cock.
And a brush is arranged on one side of the connecting plate.
The utility model has the advantages that: the utility model discloses abandoned the drawback of traditional manual operation carrying out the lens polishing, utilized automatic confession mould unit and get and put the mould unit, realized waiting to polish the confession mould of lens mould, the operation such as mould and putting the mould, realized the automatic polishing of lens, fine improvement the work efficiency of polishing process, reduce the labour, eliminate the potential safety hazard. As an optimal technical scheme, the base is further provided with a mold warping mechanism, and the mold warping mechanism can assist a polished mold to be separated from the copper shaft. Specifically, the mold tilting mechanism drives the tilting rod to ascend through the lifting cylinder, then the tilting sheet is lifted, and in the lifting process, the tilting sheet upwards moves from the bottom of the copper shaft to tilt the mold from the copper shaft. Further, the automatic mold supplying unit arranges the molds orderly through vibration by a vibration mold supplying disc, conveys the molds to the conveying belt through a limiting chute, and conveys the molds to the corresponding working area of the mold taking and placing unit by the conveying belt. For the mould quantity in the spacing chute of better control, prevent that material transmission volume is too big, can't get to put mould machine group phase-match to and the interval between the control mould, make the mould can be better with get to put mould machine group and mutually support, be provided with quantity sensor on the feed end of spacing chute, be provided with material transfer rate sensor on the discharge end. Furthermore, the mold taking and placing unit is operated by the mutual cooperation of the threaded sleeve, the lead screw and the second motor, so that the sliding bottom plate can drive the connecting arm and the lifting mechanism to move forwards, and a mold taking and placing air nozzle and a mold taking air nozzle on the connecting plate can capture molds on the conveying belt. In order to clean away the dust particles on the conveying belt or the mold, one side of the connecting plate is provided with a brush, and when the dust particle cleaner is used specifically, the brush is in contact with the conveying belt or the mold, and the dust particles are cleaned by the movement of the conveying belt.
Drawings
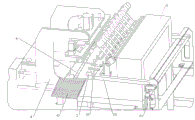
Fig. 1 is a schematic structural diagram of the present invention.
Fig. 2 is a schematic structural diagram of an automatic mold supplying unit.
Fig. 3 is a schematic structural diagram of the module taking and placing unit.
Fig. 4 is a schematic structural diagram of the mold warping mechanism.
The automatic mold feeding machine comprises a base 1, a base 2, a polishing machine 3, an automatic mold feeding machine set 31, a vibration mold feeding disc 32, a quantity sensor 33, a limiting chute 34, a material conveying speed sensor 35, a conveying belt 36, a first motor 4, a mold taking and placing machine set 41, a lifting mechanism 42, a connecting arm 43, a second motor 44, a threaded sleeve 45, a lead screw 46, a sliding bottom plate 47, a sliding rail 48, a brush 49, a mold taking air nozzle 410, a mold placing air nozzle 411, a connecting plate 5, a mold warping mechanism 51, a lifting cylinder 52, a warping rod 53, a warping sheet 6, a mold collecting disc 7, a copper shaft 8 and a mold collecting sliding plate.
Detailed Description
As shown in fig. 1, a full-automatic polishing device for a half-mold press soft contact lens comprises a base 1, a polishing machine 2 is arranged on the base 1, an automatic mold supply unit 3 and a mold taking and placing unit 4 are further arranged on the base 1, a mold arrangement component of the automatic mold supply unit 3 corresponds to a mold taking and placing component of the mold taking and placing unit 4, the mold taking and placing unit 4 is arranged on one side of the polishing machine 2, a plurality of copper shafts 7 used for placing molds are vertically arranged between the mold taking and placing unit 4 and the polishing machine 2, the upper portions of the copper shafts 7 correspond to mold heads on a polishing motor of the polishing machine 2, a mold collecting slide carriage 8 is arranged on one side of the copper shafts 7, a mold collecting disc 6 is arranged on one side of the mold taking and placing unit 4, and the tail end of the mold collecting slide carriage 8 corresponds to the mold collecting disc 6.
As shown in fig. 2, the automatic mold feeding unit 3 includes a vibration mold feeding plate 31, a limiting chute 33 is disposed on a discharge port on one side of the vibration mold feeding plate 31, a material conveying mechanism is disposed in the limiting chute 33, a conveyor belt 35 is transversely disposed at a discharge end of the limiting chute 33, a first motor 36 is cooperatively mounted on a main shaft of the conveyor belt 35, a quantity sensor 32 is disposed at a feed end of the limiting chute 33, and a material conveying speed sensor 34 is disposed at a discharge end of the limiting chute 33.
As shown in fig. 3, the mold taking and placing unit 4 includes a slide rail 47, a slide base plate 46 is installed on the upper portion of the slide rail 47 in a matching manner, a thread bushing 44 is arranged at the bottom of the slide base plate 46, a lead screw 45 is installed on the thread bushing 44 in a matching manner, one end of the lead screw 45 is connected with a second motor 43 in a matching manner through a power transmission assembly, a connecting arm 42 is vertically arranged on the upper portion of the slide base plate 46, an elevating mechanism 41 is arranged at the top of the connecting arm 42, the lower portion of the elevating mechanism 41 is a telescopic end, a connecting plate 411 is horizontally arranged on the telescopic end, a mold placing air nozzle 410 and a mold taking air nozzle 49 are transversely arranged on the connecting plate 411, air suction devices are correspondingly connected to the mold placing air nozzle 410 and the mold taking air nozzle 49, and a brush 48 is arranged on one side of the connecting plate 411.
As shown in fig. 4, the pedestal 1 is further provided with a warping mechanism 5, the warping mechanism 5 is arranged outside the polishing machine 2, a top mold assembly of the warping mechanism 5 corresponds to one side of the bottom of the copper shaft 7, the warping mechanism 5 comprises a warping rod 52, the warping rod 52 is transversely arranged on one side of the copper shaft 7, warping sheets 53 with the same number as the copper shaft 7 are arranged on the warping rod 52, the tail ends of the warping sheets 53 correspond to one side of the bottom of the copper shaft 7, and the warping rod 52 is fixedly connected with the telescopic end of the lifting cylinder 51.
When the utility model is used, an operator puts a lens mold to be polished into the vibration mold supplying disc 31, the vibration mold supplying disc 31 arranges the lens mold to be polished orderly by vibration, and sends the lens mold to the limit chute 33 through the discharge hole on the lens mold supplying disc, the quantity sensor 32 arranged on the feed end of the limit chute 33 monitors the number of materials in the limit chute 33 in real time, in the embodiment, eleven materials in the limit chute 33 are limited, that is, each material passes through the quantity sensor 32 from the feed end of the limit chute 33, the quantity sensor 32 monitors the value to be 11, after the quantity sensor 32 monitors that eleven materials enter the limit chute 33, the quantity sensor 32 sends an electric signal to the vibration mold supplying disc 31, the vibration mold supplying disc 31 pauses, the materials enter the conveyor belt 35 through the discharge end of the limit chute 33, the material conveying speed sensor 34 monitors the conveying speed of the materials in real time, so as to adjust the speed of the material conveying mechanism in the limiting chute 33, ensure the distance between the molds on the conveyor belt 35, further cooperate with the work rhythm of the mold taking and placing unit 4, and when the material conveying speed sensor 34 controls the distance between the molds on the conveyor belt 35, cooperate with the one-time workload of the polishing machine 2, limit only ten molds placed on the conveyor belt 35, during work, when ten molds of the lens to be polished are conveyed by the conveyor belt 35 and are all arranged on the conveyor belt 35, the second motor 43 drives the lead screw 45 to rotate, the lead screw 45 drives the threaded sleeve 44 to move forward, and simultaneously drives the sliding bottom plate 46 to move on the slide rail 47, when the sliding bottom plate 46 moves to one side of the conveyor belt 35 and is monitored by the sensor arranged at one side of the conveyor belt 35, the second motor 43 stops working, at this time, the telescopic end of the lifting mechanism 41 lowers the connecting plate 411, when the connecting plate 411 descends above the conveyor belt 35 and corresponds to the lens mold to be polished on the conveyor belt 35, negative pressure is generated on the mold releasing air nozzle 410 due to the operation of the air suction device, the mold releasing air nozzle 410 sucks up the lens mold to be polished on the conveyor belt 35, then the second motor 43 works again, the sliding bottom plate 46 moves forward, the mold releasing air nozzle 410 drives the lens mold to be polished to move to the upper part of the copper shaft 7, the telescopic end of the lifting mechanism 41 continues to lower the connecting plate 411, the mold releasing air nozzle 410 presses the lens mold to be polished on the copper shaft 7, meanwhile, the air suction device stops working or blows air, so that the lens mold to be polished is separated from the mold releasing air nozzle 410 and is left on the copper shaft 7, the telescopic end of the lifting mechanism 41 lifts the connecting plate 411, a mold head on a polishing motor of the polishing machine 2 rotates to the lens mold to be polished, the polishing motor works, the mold head performs high-speed rotary polishing for 60s on the lens mold to be polished, after polishing, the die head on the polishing motor of the polishing machine 2 rotates away from the die, the telescopic rod of the lifting cylinder 51 is lifted, the tilting rod 52 is lifted therewith, meanwhile, the tilting sheet 53 moves upwards along the side wall of the copper shaft 7 from the bottom of the copper shaft 7, the die is tilted from the copper shaft 7, meanwhile, the air suction device on the mold taking air nozzle 49 works, so that the mold taking air nozzle 49 generates negative pressure to suck the die, the second motor 43 rotates reversely, the sliding bottom plate 46 moves backwards, then, the air suction device on the mold taking air nozzle 49 stops working or blows air, the die falls into the mold collecting slide carriage 8, and finally slides into the mold collecting disc 6.
In this embodiment, the start and stop of all moving parts in the moving track or stroke and whether to enter the working position are detected and fed back by the sensors arranged at the corresponding positions.
The utility model discloses in all power consumption units by single-phase AC220V, 50-60Hz power supply, the lift cylinder via 4-7Kg/cm compressed air drive, board control system is OMRON PLC control. The design productivity is 4.4K/shift 8H.
Claims (7)
1. The utility model provides a full-automatic polishing equipment of soft contact lens of half mould pressure, includes base (1), be provided with burnishing machine (2) on base (1), its characterized in that: the automatic mold feeding machine is characterized in that an automatic mold feeding machine set (3) and a mold taking and placing machine set (4) are further arranged on the base (1), mold arrangement components of the automatic mold feeding machine set (3) correspond to the mold taking and placing components of the mold taking and placing machine set (4), the mold taking and placing machine set (4) is arranged on one side of the polishing machine (2), a plurality of copper shafts (7) used for placing molds are vertically arranged between the mold taking and placing machine set (4) and the polishing machine (2), the upper portions of the copper shafts (7) correspond to mold heads on a polishing motor of the polishing machine (2), a mold collecting slide carriage (8) is arranged on one side of each copper shaft (7), a mold collecting disc (6) is arranged on one side of the mold taking and placing machine set (4), and the tail ends of the mold collecting slide carriage (8) correspond to the mold collecting disc (6).
2. The full-automatic polishing device for the half-mold pressing soft contact lens as claimed in claim 1, wherein: still be provided with on base (1) and stick up mould mechanism (5), stick up mould mechanism (5) set up in burnishing machine (2) outside, the top mould subassembly of stick up mould mechanism (5) with copper axle (7) bottom one side is corresponding.
3. The full-automatic polishing device for the half-mold pressing soft contact lens as claimed in claim 2, wherein: stick up mould mechanism (5) including stick up pole (52), stick up pole (52) transversely set up in copper axle (7) one side, stick up be provided with on pole (52) with copper axle (7) quantity unanimous fin (53), fin (53) terminal with copper axle (7) bottom one side is corresponding, stick up the flexible end fixed connection of pole (52) and lift cylinder (51).
4. The full-automatic polishing device for the half-mold pressing soft contact lens according to any one of claims 1 to 3, wherein: automatic supply mould unit (3) to supply mould dish (31) including vibrations, vibrations are provided with spacing chute (33) on supplying mould dish (31) one side discharge gate, be provided with material transport mechanism in spacing chute (33), the discharge end department of spacing chute (33) transversely sets up conveyer belt (35), cooperate first motor (36) of installation on the main shaft of conveyer belt (35).
5. The full-automatic polishing device for the half-mold pressing soft contact lens according to claim 4, wherein: a quantity sensor (32) is arranged at the feeding end of the limiting chute (33), and a material conveying speed sensor (34) is arranged at the discharging end of the limiting chute (33).
6. The full-automatic polishing device for the half-mold pressing soft contact lens according to any one of claims 1 to 3, wherein: get and put module group (4) and include slide rail (47), slide rail (47) upper portion cooperation installation sliding bottom (46), sliding bottom (46) bottom is provided with thread bush (44), screw (45) are installed in the cooperation on thread bush (44), screw (45) one end is passed through the power transmission subassembly and is connected with second motor (43) cooperation, sliding bottom (46) upper portion is vertical to be set up linking arm (42), linking arm (42) top sets up elevating system (41), the lower part of elevating system (41) is flexible end, flexible end is improved level and is set up connecting plate (411), transversely be provided with on connecting plate (411) and put mould air cock (410) and mould air cock (49), it all corresponds with the air suction device to put mould air cock (410) and mould air cock (49).
7. The full-automatic polishing device for the half-mold pressing soft contact lens according to claim 6, wherein: one side of the connecting plate (411) is provided with a brush (48).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202023236992.8U CN214135326U (en) | 2020-12-29 | 2020-12-29 | Half-die-pressing full-automatic polishing equipment for soft corneal contact lens |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202023236992.8U CN214135326U (en) | 2020-12-29 | 2020-12-29 | Half-die-pressing full-automatic polishing equipment for soft corneal contact lens |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214135326U true CN214135326U (en) | 2021-09-07 |
Family
ID=77542547
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202023236992.8U Active CN214135326U (en) | 2020-12-29 | 2020-12-29 | Half-die-pressing full-automatic polishing equipment for soft corneal contact lens |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214135326U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112440181A (en) * | 2020-12-29 | 2021-03-05 | 甘肃康视达科技集团有限公司 | Half-die-pressing full-automatic polishing equipment for soft corneal contact lens |
-
2020
- 2020-12-29 CN CN202023236992.8U patent/CN214135326U/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112440181A (en) * | 2020-12-29 | 2021-03-05 | 甘肃康视达科技集团有限公司 | Half-die-pressing full-automatic polishing equipment for soft corneal contact lens |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106181695A (en) | A kind of pan automatic edging device | |
| CN108558194A (en) | A kind of glass processing system | |
| CN110920132B (en) | Automatic mold removing and assembling method suitable for diamond tool bit mold | |
| CN214135326U (en) | Half-die-pressing full-automatic polishing equipment for soft corneal contact lens | |
| CN218613373U (en) | Automatic change polishing wire drawing machine | |
| CN113119418A (en) | Automatic material taking mechanism of vertical injection molding machine and vertical injection molding machine thereof | |
| CN210388629U (en) | Full-automatic centering edge grinding device for optical lens | |
| CN110561232A (en) | Automatic feeding system for grinding magnetic shoe | |
| CN204974618U (en) | Ceramic tile surface cleaning device | |
| CN109352546A (en) | 84 stations are ground fully automatic forming machine | |
| CN112440181A (en) | Half-die-pressing full-automatic polishing equipment for soft corneal contact lens | |
| CN219359060U (en) | Polishing device | |
| CN215030667U (en) | SIDE dish center core vision kludge | |
| CN211441512U (en) | Bottle printing machine with air suction device | |
| CN209193000U (en) | A kind of circuit board send trigger | |
| CN112872612B (en) | Laser cutting mechanism | |
| CN214140558U (en) | Automatic loading and unloading mechanism of full-automatic decorative drill plastic suction machine | |
| CN212122758U (en) | Grinding mechanism for trimming upper die for circular truncated cone plastic cup | |
| CN210678140U (en) | Full-automatic grinding device of piece joint line is moulded to square | |
| CN112477075A (en) | Full-automatic decorative drill plastic sucking machine | |
| CN214137298U (en) | Decorative drill circulating feeding mechanism of full-automatic decorative drill plastic suction machine | |
| CN205967164U (en) | Material conveyor of head pressing machine | |
| CN219485246U (en) | Double-die-head pot bottom grinding machine | |
| CN221161377U (en) | Automobile injection molding sprue removing device | |
| CN219767700U (en) | Automatic equipment of polishing of melamine container |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |