CN213147772U - 一种自动检测产品铆钉高度机 - Google Patents
一种自动检测产品铆钉高度机 Download PDFInfo
- Publication number
- CN213147772U CN213147772U CN202022328943.0U CN202022328943U CN213147772U CN 213147772 U CN213147772 U CN 213147772U CN 202022328943 U CN202022328943 U CN 202022328943U CN 213147772 U CN213147772 U CN 213147772U
- Authority
- CN
- China
- Prior art keywords
- machine
- detection
- height
- digital display
- work piece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Automatic Assembly (AREA)
Abstract
本实用新型公开了一种自动检测产品铆钉高度机,具体涉及自动化检测设备技术领域,包括机体,所述机体的上表面安装有工件定位夹具,所述工件定位夹具上表面的四个拐角位置处分别设置有一组下限位块,所述工件定位夹具的上方放置有检测工件,所述机体上表面靠近工件定位夹具的一侧位置处沿竖直方向上固定安装有固定架。本实用新型通过人工将产品放入机器定位装置中,通过手动按钮,由升降气缸带动位移传感器下行进行铆钉高度检测,同时数字显示屏显示对应铆钉高度值,合格产品指示灯亮绿灯,不合格产品指示灯亮红灯,该机器结构简单,工作效率高,降低了人工劳动强度;提高生产效率,检测结果准确可靠,自动化检测,比人工检测更高效、可靠。
Description
技术领域
本实用新型涉及自动化检测设备技术领域,更具体地说,本实用新型涉及一种自动检测产品铆钉高度机。
背景技术
自动检测是用各种高精密自动检测仪器,检测各种被测量物的一种技术。它与数据处理系统结合在一起,能迅速、稳定地自动读取、存储、判断、分析和处理测量信息,自动检测不仅是质量管理系统的技术基础,而且是自动化生产系统本身的一个重要环节。在机械工业中,从制品的形状、尺寸、缺陷、性能等的自动测量,到成品生产过程各阶段的质量控制,从各种工艺过程及设备的调节与控制,到实现最优条件的自动生产,都可以采用自动检测技术,其中汽车内部的零部件在生产出来之后,需要经过各种严格的检测后才能进行使用,比如产品上铆钉的高度。
但是其在实际使用时,仍旧存在较多缺点,其中产品铆接完成后,需要对铆钉的高度进行检测,精度要求较高,如果单纯依靠人员进行手工检测的话可靠性不高,劳动强度大,且效率低;需要人工上下料、手动按启动按钮,整个过程较为繁琐。
实用新型内容
为了克服现有技术的上述缺陷,本实用新型的实施例提供一种自动检测产品铆钉高度机,通过人工将产品放入机器定位装置中,通过手动按钮,由升降气缸带动位移传感器下行进行铆钉高度检测,同时数字显示屏显示对应铆钉高度值,合格产品指示灯亮绿灯,不合格产品指示灯亮红灯,该机器结构简单,工作效率高,降低了人工劳动强度;提高生产效率,节约人力成本;检测结果准确可靠,自动化检测,比人工检测更高效、可靠,以解决上述背景技术中提出的问题。
为实现上述目的,本实用新型提供如下技术方案:一种自动检测产品铆钉高度机,包括机体、数字显示屏、启动按钮、指示灯、工件定位夹具、下限位块、检测工件、固定架、升降气缸、位移传感器、固定板、压紧机构、上限位块,所述机体的上表面安装有工件定位夹具,所述工件定位夹具上表面的四个拐角位置处分别设置有一组下限位块,所述工件定位夹具的上方放置有检测工件,所述机体上表面靠近工件定位夹具的一侧位置处沿竖直方向上固定安装有固定架,所述固定架上半段部分固定安装有升降气缸,所述升降气缸的伸缩端固定安装有固定板,所述固定板的上表面位置处设置有位移传感器,所述固定板下表面的四个拐角位置处分别固定安装有一组上限位块,所述固定板的下表面沿竖直方向上固定设置有压紧机构。
在一个优选地实施方式中,所述压紧机构具体包括有一组定位柱,其中定位柱的下表面位置处固定粘接有橡胶垫。
在一个优选地实施方式中,所述机体的上表面固定安装有固定柱,其中固定柱的外表面包裹有紧固胶垫,所述工件定位夹具的下表面开设有安装孔,所述机体上的固定柱与工件定位夹具上的安装孔之间通过卡合方式相连接。
在一个优选地实施方式中,所述固定板上的四个上限位块与工件定位夹具上的四个下限位块相对应,其中上限位块和下限位块的外表面均套接有防护垫套。
在一个优选地实施方式中,所述机体的前表面设置有数字显示屏、启动按钮以及指示灯,所述数字显示屏的一侧设置有启动按钮,所述启动按钮的下方设置有指示灯。
在一个优选地实施方式中,所述机体的前表面设置有保护罩,其中机体与保护罩之间通过铰链以铰接方式相连接,所述保护罩采用聚氯乙烯材质制作而成。
在一个优选地实施方式中,所述数字显示屏和位移传感器的数量分别设置有四组,其中数字显示屏和位移传感器一一对应。
在一个优选地实施方式中,所述机体的侧表面设置有散热槽,且机体下表面的四个拐角位置处分别设置有一组支撑架。
本实用新型的技术效果和优点:
本实用新型中通过人工将产品放入机器定位装置中,通过手动按钮,由升降气缸带动位移传感器下行进行铆钉高度检测,同时数字显示屏显示对应铆钉高度值,合格产品指示灯亮绿灯,不合格产品指示灯亮红灯,该机器结构简单,工作效率高,降低了人工劳动强度;提高生产效率,节约人力成本;检测结果准确可靠,自动化检测,比人工检测更高效、可靠。
附图说明
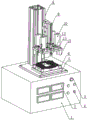
图1为本实用新型的整体结构示意图。
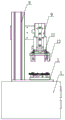
图2为本实用新型中的侧视图。
图3为本实用新型中工件定位夹具和检测工件的结构示意图。
附图标记为:1机体、2数字显示屏、3启动按钮、4指示灯、5工件定位夹具、6下限位块、7检测工件、8固定架、9升降气缸、10位移传感器、11固定板、12压紧机构、13上限位块。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
如附图1、附图2和附图3所示的一种自动检测产品铆钉高度机,包括机体1、数字显示屏2、启动按钮3、指示灯4、工件定位夹具5、下限位块6、检测工件7、固定架8、升降气缸9、位移传感器10、固定板11、压紧机构12、上限位块13,所述机体1的上表面安装有工件定位夹具5,所述工件定位夹具5上表面的四个拐角位置处分别设置有一组下限位块6,所述工件定位夹具5的上方放置有检测工件7,所述机体1上表面靠近工件定位夹具5的一侧位置处沿竖直方向上固定安装有固定架8,所述固定架8上半段部分固定安装有升降气缸9,所述升降气缸9的伸缩端固定安装有固定板11,所述固定板11的上表面位置处设置有位移传感器10,所述固定板11下表面的四个拐角位置处分别固定安装有一组上限位块13,所述固定板11的下表面沿竖直方向上固定设置有压紧机构12。
进一步的,所述压紧机构12具体包括有一组定位柱,其中定位柱的下表面位置处固定粘接有橡胶垫,便于压紧机构12与检测工件7相接触时,对检测工件7进行防护。
进一步的,所述机体1的上表面固定安装有固定柱,其中固定柱的外表面包裹有紧固胶垫,所述工件定位夹具5的下表面开设有安装孔,所述机体1上的固定柱与工件定位夹具5上的安装孔之间通过卡合方式相连接,利用相互卡合的方式对工件定位夹具5进行快速安装和固定,极大的方便了工作人员进行操作。
进一步的,所述固定板11上的四个上限位块13与工件定位夹具5上的四个下限位块6相对应,其中上限位块13和下限位块6的外表面均套接有防护垫套,便于工作人员对检测工件7进行快速限位,保证了检测工件7在检测过程中的稳定性。
进一步的,所述机体1的前表面设置有数字显示屏2、启动按钮3以及指示灯4,所述数字显示屏2的一侧设置有启动按钮3,所述启动按钮3的下方设置有指示灯4,便于工作人员利用启动按钮3对整个机体1进行操作,观察指示灯4的颜色,指示灯4全为绿灯时为良品,将产品放入良品区;当有指示灯显示红灯时为不良品,将产品放入废品区。
进一步的,所述机体1的前表面设置有保护罩,其中机体1与保护罩之间通过铰链以铰接方式相连接,所述保护罩采用聚氯乙烯材质制作而成,利用保护罩来对机体1上的数字显示屏2、启动按钮3以及指示灯4进行保护。
进一步的,所述数字显示屏2和位移传感器10的数量分别设置有四组,其中数字显示屏2和位移传感器10一一对应,利用相对应的数字显示屏2和位移传感器10,测量检测工件7指定特征的高度尺寸。
进一步的,所述机体1的侧表面设置有散热槽,且机体1下表面的四个拐角位置处分别设置有一组支撑架。
实施方式具体为:在本实用新型实施时,整个系统由PLC完成对气缸的动作控制,实现位移传感器10与数字显示屏2间的模拟信号转换,测量结果有数值显示,并伴有红绿灯提示良品或不良品,其中人工放置检测工件7于工件定位夹具5上;按下启动按钮3,升降气缸9带动固定板11及四个位移传感器10下行;压紧机构12下压,压紧住工件,上限位块13和下限位块6相互接触,升降气缸9停止下行;位移传感器10接触被测点,同时输出结果到数字显示屏2;升降气缸9带动压紧机构12及四个位移传感器10上行;观察指示灯4的颜色,指示灯4全为绿灯时为良品,将产品放入良品区;当有指示灯显示红灯时为不良品,将产品放入废品区,人工将产品放入机器定位装置中,通过手动按钮,由升降气缸9带动位移传感器10下行进行铆钉高度检测,同时数字显示屏2显示对应铆钉高度值,合格产品指示灯亮绿灯,不合格产品指示灯亮红灯,该机器结构简单,工作效率高,降低了人工劳动强度;提高生产效率,节约人力成本;检测结果准确可靠,自动化检测,比人工检测更高效、可靠。
本实用新型工作原理:
参照说明书附图1、附图2和附图3,通过人工将检测工件7放入工件定位夹具5上,通过手动按动启动按钮3,由升降气缸9带动位移传感器10下行进行检测工件7上铆钉高度的检测,同时数字显示屏2显示对应铆钉高度值,合格产品指示灯亮绿灯,不合格产品指示灯亮红灯,该机器结构简单,工作效率高,降低了人工劳动强度;提高生产效率,节约人力成本;检测结果准确可靠,自动化检测,比人工检测更高效、可靠。
最后:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (8)
1.一种自动检测产品铆钉高度机,包括机体(1)、数字显示屏(2)、启动按钮(3)、指示灯(4)、工件定位夹具(5)、下限位块(6)、检测工件(7)、固定架(8)、升降气缸(9)、位移传感器(10)、固定板(11)、压紧机构(12)、上限位块(13),其特征在于:所述机体(1)的上表面安装有工件定位夹具(5),所述工件定位夹具(5)上表面的四个拐角位置处分别设置有一组下限位块(6),所述工件定位夹具(5)的上方放置有检测工件(7),所述机体(1)上表面靠近工件定位夹具(5)的一侧位置处沿竖直方向上固定安装有固定架(8),所述固定架(8)上半段部分固定安装有升降气缸(9),所述升降气缸(9)的伸缩端固定安装有固定板(11),所述固定板(11)的上表面位置处设置有位移传感器(10),所述固定板(11)下表面的四个拐角位置处分别固定安装有一组上限位块(13),所述固定板(11)的下表面沿竖直方向上固定设置有压紧机构(12)。
2.根据权利要求1所述的一种自动检测产品铆钉高度机,其特征在于:所述压紧机构(12)具体包括有一组定位柱,其中定位柱的下表面位置处固定粘接有橡胶垫。
3.根据权利要求1所述的一种自动检测产品铆钉高度机,其特征在于:所述机体(1)的上表面固定安装有固定柱,其中固定柱的外表面包裹有紧固胶垫,所述工件定位夹具(5)的下表面开设有安装孔,所述机体(1)上的固定柱与工件定位夹具(5)上的安装孔之间通过卡合方式相连接。
4.根据权利要求1所述的一种自动检测产品铆钉高度机,其特征在于:所述固定板(11)上的四个上限位块(13)与工件定位夹具(5)上的四个下限位块(6)相对应,其中上限位块(13)和下限位块(6)的外表面均套接有防护垫套。
5.根据权利要求1所述的一种自动检测产品铆钉高度机,其特征在于:所述机体(1)的前表面设置有数字显示屏(2)、启动按钮(3)以及指示灯(4),所述数字显示屏(2)的一侧设置有启动按钮(3),所述启动按钮(3)的下方设置有指示灯(4)。
6.根据权利要求1所述的一种自动检测产品铆钉高度机,其特征在于:所述机体(1)的前表面设置有保护罩,其中机体(1)与保护罩之间通过铰链以铰接方式相连接,所述保护罩采用聚氯乙烯材质制作而成。
7.根据权利要求1所述的一种自动检测产品铆钉高度机,其特征在于:所述数字显示屏(2)和位移传感器(10)的数量分别设置有四组,其中数字显示屏(2)和位移传感器(10)一一对应。
8.根据权利要求1所述的一种自动检测产品铆钉高度机,其特征在于:所述机体(1)的侧表面设置有散热槽,且机体(1)下表面的四个拐角位置处分别设置有一组支撑架。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022328943.0U CN213147772U (zh) | 2020-10-19 | 2020-10-19 | 一种自动检测产品铆钉高度机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022328943.0U CN213147772U (zh) | 2020-10-19 | 2020-10-19 | 一种自动检测产品铆钉高度机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213147772U true CN213147772U (zh) | 2021-05-07 |
Family
ID=75720285
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022328943.0U Active CN213147772U (zh) | 2020-10-19 | 2020-10-19 | 一种自动检测产品铆钉高度机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213147772U (zh) |
-
2020
- 2020-10-19 CN CN202022328943.0U patent/CN213147772U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108844432B (zh) | 一种汽车全景遮阳帘天窗的检测设备 | |
| CN219368636U (zh) | 一种石英坩埚检验装置 | |
| CN111678793A (zh) | 一种装配式建筑质量检测方法 | |
| CN213147772U (zh) | 一种自动检测产品铆钉高度机 | |
| CN210775033U (zh) | 一种高空作业用安全绳静拉力测试装置 | |
| CN104075820A (zh) | 一种散热模组自动测温装置 | |
| CN218884935U (zh) | 一种产品平面度测高装置 | |
| CN217058875U (zh) | 一种改善挤压漏光的支架结构的自动化检测设备 | |
| CN206029801U (zh) | 一种新型智能化的航空零部件缺陷检测记录工作台 | |
| CN217060056U (zh) | 一种飞机机轮轮毂自动涡流检测系统 | |
| CN214952957U (zh) | 一种用于焊接螺母螺栓剥离力的测量装置 | |
| CN210270210U (zh) | 一种车灯总成漏装检测设备 | |
| CN206038275U (zh) | 一种后视镜综合性能检测装置 | |
| CN216485246U (zh) | 薄膜方阻测量装置 | |
| CN210321548U (zh) | 一种工件内径自动检测装置 | |
| CN210166157U (zh) | 一种千斤顶用下降跟随测试装置 | |
| CN211122570U (zh) | 一种mim移动式测量设备 | |
| CN212158530U (zh) | 一种孔径智能检测仪 | |
| CN212693992U (zh) | 一种导线框架检测装置 | |
| CN215179281U (zh) | 一种钢结构工程紧固检测装置 | |
| CN111336971A (zh) | 一种医疗件高度检测机及检测方法 | |
| CN221859514U (zh) | 一种玻璃检测装置 | |
| CN218865010U (zh) | 一种笔记本中框视觉检测装置 | |
| CN111693376B (zh) | 一种混凝土抗压强度检测装置 | |
| CN215677819U (zh) | 一种汽车顶盖检具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |