CN212822195U - 一种连接板冲压模具 - Google Patents
一种连接板冲压模具 Download PDFInfo
- Publication number
- CN212822195U CN212822195U CN202021592823.5U CN202021592823U CN212822195U CN 212822195 U CN212822195 U CN 212822195U CN 202021592823 U CN202021592823 U CN 202021592823U CN 212822195 U CN212822195 U CN 212822195U
- Authority
- CN
- China
- Prior art keywords
- die
- bending
- trimming
- insert
- punch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
本申请涉及一种连接板冲压模具,包括下模座、上模座、切边冲孔镶块、压弯凹模、退料板、切边镶块、压弯凸模及冲头、氮气缸;压弯凹模和切边冲孔镶块均固定在下模座上,且切边冲孔镶块和压弯凹模分别置于下模座的两侧;切边镶块、退料板及压弯凸模均设置在上模座上,且退料板和压弯凸模分别置于上模座的两侧,冲头和氮气缸固定于上模座,隐藏于退料板内;当切边冲孔镶块和压弯凹模上均布置连接板时,上模座下压,使切边镶块和冲头向下完成冲裁动作,同时压弯凸模向下完成压弯动作。本申请在机械压力机许用能量的条件下,利用一套模具的两个工步分别实现了连接板的冲裁和压弯加工,完成整个零件加工。
Description
技术领域
本申请属于冲压件的加工技术领域,尤其涉及一种连接板冲压模具。
背景技术
连接板是商用车车架总成中横梁与纵梁的连接零件。车架总成对连接板的要求是质量稳定、成本低。连接板类零件具有结构相似,也是车架总成中数量最多的钣金件。这些特点,最适合冲压加工。
现有的连接板工艺主要采用两序加工,一序分两次加工完成所有冲裁内容,二序完成压弯加工。这种工艺方案存在定位次数多,质量波动较大。且该种工艺方案工序多,生产效率偏低,不能充分发挥冲压工艺的优势特点。同时该工艺方案需要的工艺能力较小,对于较大设备来说,也是一种产能浪费。
发明内容
为克服相关技术中存在的问题,本申请提供一种连接板冲压模具,包括:下模座、上模座、切边冲孔镶块、压弯凹模、退料板、切边镶块、压弯凸模及冲头;
所述压弯凹模和所述切边冲孔镶块均固定在所述下模座上,且所述切边冲孔镶块和所述压弯凹模分别置于所述下模座的两侧;
所述切边镶块、所述冲头、所述退料板及所述压弯凸模均设置在所述上模座上,且所述退料板和所述压弯凸模分别置于所述上模座的两侧,所述冲头能贯穿所述退料板并延伸至其外侧;
当所述切边冲孔镶块和所述压弯凹模上均布置连接板时,所述上模座下压,使所述切边镶块和所述冲头向下完成冲裁动作,同时所述压弯凸模向下完成压弯动作。
可选的,多个所述冲头之间设置为高度不同的多级结构,且所述冲头向下冲孔时采用阶梯冲。
可选的,所述切边镶块、所述冲头及所述压弯凸模的高度设计满足如下要求:所述上模座下压时,所述压弯凸模首先接触所述连接板;当所述切边冲孔镶块完成切边时,所述冲头开始第一级冲孔;当所述冲头完成全部冲孔的同时所述压弯凸模完成所述压弯动作。
可选的,所述上模座上还固定设置多个氮气缸,所述氮气缸置于所述退料板下方;所述氮气缸用于提供所述冲裁动作所需退料力,且所述氮气缸最大载荷不小于所述阶梯冲过程各冲裁阶段中最大瞬时冲裁力的1.5%。
可选的,所述切边冲孔镶块和所述压弯凹模上均设置定位销,且所述切边冲孔镶块上的定位销形成的所述冲裁动作的定位位置与所述压弯凹模上的定位销形成的所述压弯动作的定位位置一致。
可选的,所述切边镶块设置为斜刃,且所述斜刃有效高度差至少大于所述连接板厚度的一半。
可选的,所述压弯凹模底部还设置用于过载保护的安全块。
可选的,所述切边冲孔镶块上设置多个漏料孔,且所述下模座上设置用于将所述漏料孔内废料导出的斜面。
与现有技术相比,本申请具有以下有益的技术效果:
本申请在机械压力机许用能量的条件下,利用一套模具的两个工步分别实现了连接板的冲裁和压弯加工,完成整个零件加工,且整个工艺方案的设计,定位次数减少,并且定位位置统一,质量更稳定;另外实现了一套模具完成了连接板的所有加工,生产效率提升一倍。
附图说明
图1为本申请提供的连接板冲压模具上模结构示意图;
图2为本申请提供的连接板冲压模具下模结构示意图;
图3为本申请提供的连接板位于下模上时的加工状态图;
图4为本申请提供的连接板冲压模具的安全块位置示意图;
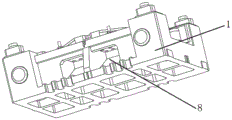
图5为本申请提供的连接板冲压模具的下模座的斜面结构示意图;
图6为本申请提供的连接板冲压模具的上模座中氮气缸结构示意图。
附图标记说明
下模座1、连接板2、切边冲孔镶块3、导板4、导柱5、压弯凹模6、定位销7、斜面8、漏料孔9、安全块10、导套11、退料板12、切边镶块13、防侧墙14、冲头15、上模座16、压弯凸模17、氮气缸18。
具体实施方式
为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本申请实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本申请的实施例的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本申请的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该申请产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
此外,术语“水平”、“竖直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
在本申请的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请中的具体含义。
下面将结合具体实施例对本申请的技术方案加以解释。
如图1-3所示,本实施例提供一种连接板冲压模具,包括:一种连接板冲压模具,包括:下模座1、上模座16、切边冲孔镶块3、压弯凹模6、退料板12、切边镶块13、压弯凸模17及冲头15;
所述压弯凹模6和所述切边冲孔镶块3均固定在所述下模座1上,且所述切边冲孔镶块3和所述压弯凹模6分别置于所述下模座1的两侧;
所述切边镶块13、所述冲头15、所述退料板12及所述压弯凸模17均设置在所述上模座16上,且所述退料板12和所述压弯凸模17分别置于所述上模座16的两侧,所述冲头15能贯穿所述退料板12并延伸至其外侧;
当所述切边冲孔镶块3和所述压弯凹模6上均布置连接板2时,所述上模座16下压,使所述切边镶块13和所述冲头15向下完成冲裁动作,同时所述压弯凸模17向下完成压弯动作。
上述连接板冲压模具设计为一模两工步结构,前面一工步能够完成所有冲裁工艺内容;二工步能够完成压弯工序内容,实现了一套模具完成连接板的所有加工,能够实现冲裁和压弯工艺在同一模具上同时进行,生产效率提升了一倍。
其中,所述切边冲孔镶块3和所述压弯凹模6上均设置定位销7,且所述切边冲孔镶块3上的定位销7形成的所述冲裁动作的定位位置与所述压弯凹模6上的定位销7形成的所述压弯动作的定位位置一致,上述冲裁部分和压弯部分的定位可以均采用直销定位,同时要求压弯部分定位位置和冲裁位置相同,实现两工步定位点的一致,相比较传统的两序加工工艺,上述一模两工步工艺,定位次数减少,并且定位位置统一,质量更稳定。
进一步的,在进行冲孔操作时,可以采用阶梯冲的模式,也即可以将多个所述冲头15之间设置为高度不同的多级结构,其中优选采用将相邻两个冲头15之间设置为高度不同的结构形式,也可进一步根据需要设计成多级高度结构,并保证每级高度差大于孔的光亮带厚度,其中最小高度的冲头15的冲孔深度要不小于连接板2的厚度,如此设计在进行冲孔操作时结合阶梯冲操作,逐级冲孔,这样第一级冲孔时只有部分孔被冲透,因此连接板2所受到的单级冲裁力便能大幅降低,降低冲孔的最大冲裁力,还能有效减少振动噪声,并减少与压弯部位的力量差异。
相应的,所述切边镶块13、所述冲头15及所述压弯凸模17的高度设计满足如下要求:所述上模座16下压时,所述压弯凸模17首先接触所述连接板2;当所述切边冲孔镶块3完成切边时,所述冲头15开始第一级冲孔;当所述冲头15完成全部冲孔的同时所述压弯凸模17完成所述压弯动作;
当机械压力机实现上模座16初始下压时,保证压弯凸模17首先接触所述连接板2,此时位于压弯凹模6上的已经冲裁好的连接板2被压弯凸模17固定住位置,避免因冲裁下压操作造成连接板2位置的变动,影响压弯位置的准确度,接着退料板12接触未进行冲裁的连接板2,此时未进行冲裁的连接板2因受到退料板12的作用力而实现锁定,然后切边冲孔镶块3开始与切边冲孔镶块3上的未进行冲裁的连接板2接触,逐步实现切边过程,而当切边完成时,冲头15下压至开始进行第一级冲孔的位置,整个过程中,压弯过程始终持续进行,直到当冲头15完成全部冲孔的同时压弯凸模17刚好完成压弯动作,如此设计,使得压弯工序一侧和冲裁工艺一侧受到的下压力始终保持相对平衡的状态,避免因模具的冲裁一侧受力过大造成的模具整体受损问题。
如图6所示,所述上模座16上还固定设置多个氮气缸18,所述氮气缸18置于所述退料板12下方;所述氮气缸18用于提供所述冲裁动作所需退料力,且所述氮气缸18最大载荷不小于所述阶梯冲过程各冲裁阶段中最大瞬时冲裁力的1.5%;
退料板12装配在上模座16上时,既能跟随上模座16一同上下移动,同时与上模座16之间还需要能够实现相对上下移动,使得当氮气缸18作用在退料板12上力时,退料板12能够相对于上模座16发生一定范围的上下移动;
另外,由于在进行冲裁部分时,采用首先进行切边,然后再阶梯逐级冲孔的冲裁形式,因此在冲裁阶段退料板12的行程是发生变化的,而氮气缸18相较普通的弹簧或者橡胶来说,能够在行程发生变化时仍保持恒定作用力,因此不会对退料板12和连接板2 产生不良影响,相反弹簧或者橡胶在行程越大时,往往压缩力越大,此时便会对退料板 12乃至连接板2产生较大的反作用力,从而会对退料板12乃至连接板2产生一定的损伤;而且将氮气缸18最大载荷设置为不小于所述阶梯冲过程各冲裁阶段中最大瞬时冲裁力的 1.5%,是因为由于冲裁阶段,采用先切边,而后阶梯逐级冲孔的冲裁形式,因此当氮气缸18最大载荷能够满足以上不同阶段中的最大瞬时冲裁力的1.5%时,自然也就能满足其余小于该阶段的冲裁力,例如若进行第一级冲孔时的瞬时冲裁力最大,则需要将氮气缸18最大载荷设计为不小于第一级冲孔时的瞬时冲裁力的1.5%。
如图4所示,所述压弯凹模6底部还设置用于过载保护的安全块10;在模具的压弯凹模6下面,设置过载的安全块10,当超载的压力作用在安全块10上时,首先将安全块 10压坏,此时下模座只承受了少部分的作用力,因此能够有效防止误操作导致的下模座 1损坏问题,
如图5所示,进一步的,所述切边冲孔镶块3上设置多个漏料孔9,且所述下模座1上设置用于将所述漏料孔9内废料导出的斜面8,在冲孔后废料便会由漏料孔9导出并落至斜面8上后,自行滚落下来。
更进一步的,为了使冲压和退料过程均能稳定进行,所述下模座1上设置导板4和导柱5,所述上模座16上设置与所述导板4和所述导柱5相对应的导套11和导柱5,在冲压和退料过程中,导套11和导柱5、下模座1和上模座16之间相互配合,实现很好的导向作用。
此外,所述切边镶块13可以设置为斜刃,且所述斜刃有效高度差至少大于所述连接板2的厚度一半,且最好不小于料厚;且还可以在所述切边镶块13外侧布置防侧墙14。
以上给出的实施例是实现本申请较优的例子,本申请不限于上述实施例。本领域的技术人员根据本申请技术方案的技术特征所做出的任何非本质的添加、替换,均属于本申请的保护范围。
Claims (8)
1.一种连接板冲压模具,其特征在于,包括:下模座(1)、上模座(16)、切边冲孔镶块(3)、压弯凹模(6)、退料板(12)、切边镶块(13)、压弯凸模(17)及冲头(15);
所述压弯凹模(6)和所述切边冲孔镶块(3)均固定在所述下模座(1)上,且所述切边冲孔镶块(3)和所述压弯凹模(6)分别置于所述下模座(1)的两侧;
所述切边镶块(13)、所述冲头(15)、所述退料板(12)及所述压弯凸模(17)均设置在所述上模座(16)上,且所述退料板(12)和所述压弯凸模(17)分别置于所述上模座(16)的两侧,所述冲头(15)能贯穿所述退料板(12)并延伸至其外侧;
当所述切边冲孔镶块(3)和所述压弯凹模(6)上均布置连接板(2)时,所述上模座(16)下压,使所述切边镶块(13)和所述冲头(15)向下完成冲裁动作,同时所述压弯凸模(17)向下完成压弯动作。
2.根据权利要求1所述的连接板冲压模具,其特征在于,多个所述冲头(15)之间设置为高度不同的多级结构,且所述冲头(15)向下冲孔时采用阶梯冲。
3.根据权利要求2所述的连接板冲压模具,其特征在于,所述切边镶块(13)、所述冲头(15)及所述压弯凸模(17)的高度设计满足如下要求:所述上模座(16)下压时,所述压弯凸模(17)首先接触所述连接板(2);当所述切边冲孔镶块(3)完成切边时,所述冲头(15)开始第一级冲孔;当所述冲头(15)完成全部冲孔的同时所述压弯凸模(17)完成所述压弯动作。
4.根据权利要求2所述的连接板冲压模具,其特征在于,所述上模座(16)上还固定设置多个氮气缸(18),所述氮气缸(18)置于所述退料板(12)下方;所述氮气缸(18)用于提供所述冲裁动作所需退料力,且所述氮气缸(18)最大载荷不小于所述阶梯冲过程各冲裁阶段中最大瞬时冲裁力的1.5%。
5.根据权利要求1所述的连接板冲压模具,其特征在于,所述切边冲孔镶块(3)和所述压弯凹模(6)上均设置定位销(7),且所述切边冲孔镶块(3)上的定位销(7)形成的所述冲裁动作的定位位置与所述压弯凹模(6)上的定位销(7)形成的所述压弯动作的定位位置一致。
6.根据权利要求1所述的连接板冲压模具,其特征在于,所述切边镶块(13)设置为斜刃,且所述斜刃有效高度差至少大于所述连接板(2)厚度的一半。
7.根据权利要求1所述的连接板冲压模具,其特征在于,所述压弯凹模(6)底部还设置用于过载保护的安全块(10)。
8.根据权利要求1所述的连接板冲压模具,其特征在于,所述切边冲孔镶块(3)上设置多个漏料孔(9),且所述下模座(1)上设置用于将所述漏料孔(9)内废料导出的斜面(8)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021592823.5U CN212822195U (zh) | 2020-08-04 | 2020-08-04 | 一种连接板冲压模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021592823.5U CN212822195U (zh) | 2020-08-04 | 2020-08-04 | 一种连接板冲压模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212822195U true CN212822195U (zh) | 2021-03-30 |
Family
ID=75128865
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021592823.5U Active CN212822195U (zh) | 2020-08-04 | 2020-08-04 | 一种连接板冲压模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212822195U (zh) |
-
2020
- 2020-08-04 CN CN202021592823.5U patent/CN212822195U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN212144168U (zh) | 一种带有顶料装置的切边冲孔模 | |
| CN214184891U (zh) | 一种简化冲压工序的翻边侧冲孔复合模具结构 | |
| CN212822195U (zh) | 一种连接板冲压模具 | |
| CN206567395U (zh) | 一种汽车发动机加强件一次侧冲孔模具 | |
| CN210497804U (zh) | 扁形铜排成型装置 | |
| CN217798429U (zh) | 一种落料拉延冲孔复合模具以及应用该模具的设备 | |
| CN114054595A (zh) | 一种连接板冲压模具及其冲压方法 | |
| CN215314983U (zh) | 一种效率高的金属垫片加工用冲压成型装置 | |
| CN213591516U (zh) | 一种电子产品的模具冲头装置 | |
| CN212469451U (zh) | 一种汽车地板横梁的冲压模具 | |
| CN115156401A (zh) | 一种紧固件用金属垫片冲压加工成型设备 | |
| CN221473252U (zh) | 一种铝件盖板凸台挤压成型模具 | |
| CN219724294U (zh) | 一种一机双模的冲孔模具 | |
| JPS6222274Y2 (zh) | ||
| CN219309859U (zh) | 一种具有防卡料功能的模具 | |
| CN214108486U (zh) | 一种用于双排钢背加工的落料模具 | |
| US20240326116A1 (en) | Sheet metal coining method utilizing bilateral coin punching | |
| CN220216456U (zh) | 一种落料拉延复合模具 | |
| CN215998346U (zh) | 一种带固定功能的金属成型冲压模 | |
| CN215032752U (zh) | 一种落料拉深复合模具 | |
| CN219985992U (zh) | 一种冰箱后背钢板冲压模具 | |
| CN219597793U (zh) | 一种工序件定位孔成型模具 | |
| CN211679581U (zh) | 一种钣金件冲压翻边模具 | |
| CN218252493U (zh) | 一种连接板冲孔切断模具 | |
| CN217798300U (zh) | 一种压铆螺栓的翻孔模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |