CN212598989U - 一种用于深孔钻镗床的扩孔装置 - Google Patents
一种用于深孔钻镗床的扩孔装置 Download PDFInfo
- Publication number
- CN212598989U CN212598989U CN202021150379.1U CN202021150379U CN212598989U CN 212598989 U CN212598989 U CN 212598989U CN 202021150379 U CN202021150379 U CN 202021150379U CN 212598989 U CN212598989 U CN 212598989U
- Authority
- CN
- China
- Prior art keywords
- square
- hole
- boring
- holes
- square block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Drilling Tools (AREA)
Abstract
本实用新型涉及一种用于深孔钻镗床的扩孔装置,包括本体、装在本体上的75°镗刀头、木键以及连接柄,本体为带有内孔的圆柱体,在圆柱体上沿圆周方向均布有四个平面,在四个圆弧棱边上沿轴向铣有四个通槽,在四个通槽内装有木键;在本体前端铣出有方形块,在方形块上沿径向加工有方形通孔,在方形块上面上加工有螺纹孔,在本体前端两方形通孔内装有75°镗刀头,75°镗刀头靠装在螺纹孔中的内六角圆柱头螺钉紧固;在本体内孔中加工有矩形螺纹及用于定位的止口,在连接柄外圆柱面上加工有矩形螺纹,连接柄靠矩形螺纹插入本体内孔中,具有可以提高生产效率、降低劳动强度、实现扩、镗削不同孔径,避免多次更换刀体及更换其他辅助工装的优点。
Description
技术领域
本实用新型属于机械加工领域,尤其涉及一种可以提高生产效率,降低操作工的劳动强度的用于深孔钻镗床的扩孔装置。
背景技术
在加工一些内孔直径为φ170mm~φ220mm、长度为5000mm~6000mm的空心轴类件,以往的加工方案是在深孔钻镗床上采用先钻底孔,再多次使用套料刀体将孔径扩大至图纸要求的尺寸。这样在加工过程中需多次更换套料刀体、镗杆等其他辅助工装,增加操作工的劳动强度、降低生产效率。为提高生产效率,降低操作工的劳动强度,需要设计一种用于深孔钻镗床的扩孔装置。
发明内容
本实用新型的目的在于克服现有技术中存在的不足而提供一种提高生产效率、降低操作工的劳动强度的用于深孔钻镗床的扩孔装置。
本实用新型的技术方案是这样实现的:一种用于深孔钻镗床的扩孔装置,包括本体、安装在本体上的75°镗刀头、木键以及连接柄,其特征在于:
所述本体为带有内孔的圆柱体,在所述圆柱体上沿圆周方向均布铣出有四个平面,在四个圆弧棱边上沿轴向铣出有四个通槽,在所述四个通槽内分别安装有木键;
在本体的前端铣出有方形块,在方形块上沿径向加工有方形通孔,在方形块上面上加工有螺纹孔,在本体前端的两方形通孔内安装有75°镗刀头,75°镗刀头靠安装在方形块上面上的螺纹孔中的内六角圆柱头螺钉紧固;
在本体的内孔中加工有矩形螺纹及用于定位的止口,在内部为空心的连接柄的外圆柱面上也加工有矩形螺纹,连接柄靠矩形螺纹插入本体的内孔中。
在本体的内孔底部加工有与轴心线上成35°的排油口。
在方形块上沿径向加工有两个方形通孔,在方形块上面上加工有贯通方形通孔的螺纹孔,每个方形通孔外开设有两个螺纹孔,在两个方形通孔内分别装有75°镗刀头,并靠安装在四个螺纹孔中的内六角圆柱头螺钉紧固。
本体通过连接柄与镗杆连接在一起,连接柄通过其前端的外矩形螺纹与本体连接,再通过后面的外矩形螺纹与镗杆连接在一起。
本实用新型具有如下积极效果:在加工一些孔径在φ170mm~φ220mm范围,长度为5000mm至6000mm的空心轴类件时,以往的加工方案是在深孔钻镗床上采用先钻底孔,再多次使用套料刀体将孔径扩大至图纸要求的尺寸。这样在加工过程中需多次更换套料刀体、镗杆等其他辅助工装,增加操作工的劳动强度、降低生产效率。而本实用新型具有可以提高生产效率、降低操作工的劳动强度、实现扩、镗削不同的孔径,避免多次更换刀体及更换其他辅助工装的优点。
附图说明
图1为本实用新型扩孔装置的结构示意图。
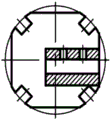
图2为本实用新型扩孔装置结构的左视图。
图3为本实用新型中本体的主视图。
图4为本实用新型中本体的左视图。
图5为本实用新型中本体的俯视图。
图6为本实用新型中本体内螺纹(矩形螺纹)的局部示意图。
图7为本实用新型中连接柄的主视图。
图8为本实用新型中连接柄的A-A剖视图。
图9为本实用新型中连接柄外螺纹(矩形螺纹)的局部示意图。
图中标注为:1、内六角圆柱头螺钉 2、本体 3、连接柄 4、木键 5、75°镗刀头。
具体实施方式
如图所示,一种用于深孔钻镗床的扩孔装置,包括本体2、安装在本体2上的75°镗刀头5、木键4以及连接柄3,其特征在于:
所述本体2为带有内孔的圆柱体,在所述圆柱体上沿圆周方向均布铣出有四个平面,在四个圆弧棱边上沿轴向铣出有四个通槽,在所述四个通槽内分别安装有木键4;
在本体2的前端铣出有方形块,在方形块上沿径向加工有方形通孔,在方形块上面上加工有螺纹孔,在本体2前端的两方形通孔内安装有75°镗刀头5,75°镗刀头5靠安装在方形块上面上的螺纹孔中的内六角圆柱头螺钉1紧固;
在本体2的内孔中加工有矩形螺纹及用于定位的止口,在连接柄3的外圆柱面上也加工有矩形螺纹,连接柄3靠矩形螺纹插入本体2的内孔中。
在本体2的内孔底部加工有与轴心线上成35°的排油口。
在方形块上沿径向加工有两个方形通孔,在方形块上面上加工有贯通方形通孔的螺纹孔,每个方形通孔外开设有两个螺纹孔,在两个方形通孔内分别装有75°镗刀头,并靠安装在四个螺纹孔中的内六角圆柱头螺钉紧固。
本体2通过连接柄3与镗杆连接在一起,连接柄3通过其前端的外矩形螺纹与本体2连接,再通过后面的外矩形螺纹与镗杆连接在一起。
连接柄3的内部为空心。
具体安装步骤如下:
1、将75°镗刀头5装入本体2的前端的两方形通孔内,装配后再用内六角圆柱头螺钉1将75°镗刀头紧固。
2、在本体2的四个通槽内分别装入木键4。
3、将连接柄3通过前端的外矩形螺纹与本体2连接,再通过后面的外矩形螺纹与镗杆连接在一起。
根据工件内孔孔径尺寸及底孔尺寸,调整两个75°镗刀头的伸出长度,镗削出不同的孔径。
本装置在扩孔过程中,通过调整75°镗刀头的伸出长度,就可以实现扩、镗削不同的孔径,避免多次更换刀体及更换其他辅助工装,提高生产效率,降低操作工的劳动强度。
Claims (4)
1.一种用于深孔钻镗床的扩孔装置,包括本体(2)、安装在本体(2)上的75°镗刀头(5)、木键(4)以及连接柄(3),其特征在于:
所述本体(2)为带有内孔的圆柱体,在所述圆柱体上沿圆周方向均布铣出有四个平面,在四个圆弧棱边上沿轴向铣出有四个通槽,在所述四个通槽内分别安装有木键(4);
在本体(2)的前端铣出有方形块,在方形块上沿径向加工有方形通孔,在方形块上面上加工有螺纹孔,在本体(2)前端的两方形通孔内安装有75°镗刀头(5),75°镗刀头(5)靠安装在方形块上面上的螺纹孔中的内六角圆柱头螺钉(1)紧固;
在本体(2)的内孔中加工有矩形螺纹及用于定位的止口,在连接柄(3)的外圆柱面上也加工有矩形螺纹,连接柄(3)靠矩形螺纹插入本体(2)的内孔中。
2.根据权利要求1所述的一种用于深孔钻镗床的扩孔装置,其特征在于:在本体(2)的内孔底部加工有与轴心线上成35°的排油口。
3.根据权利要求1所述的一种用于深孔钻镗床的扩孔装置,其特征在于:在方形块上沿径向加工有两个方形通孔,在方形块上面上加工有贯通方形通孔的螺纹孔,每个方形通孔外开设有两个螺纹孔,在两个方形通孔内分别装有75°镗刀头,并靠安装在四个螺纹孔中的内六角圆柱头螺钉紧固。
4.根据权利要求1所述的一种用于深孔钻镗床的扩孔装置,其特征在于:
本体(2)通过连接柄(3)与镗杆连接在一起,连接柄(3)通过其前端的外矩形螺纹与本体(2)连接,再通过后面的外矩形螺纹与镗杆连接在一起。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021150379.1U CN212598989U (zh) | 2020-06-19 | 2020-06-19 | 一种用于深孔钻镗床的扩孔装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021150379.1U CN212598989U (zh) | 2020-06-19 | 2020-06-19 | 一种用于深孔钻镗床的扩孔装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212598989U true CN212598989U (zh) | 2021-02-26 |
Family
ID=74755811
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021150379.1U Active CN212598989U (zh) | 2020-06-19 | 2020-06-19 | 一种用于深孔钻镗床的扩孔装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212598989U (zh) |
-
2020
- 2020-06-19 CN CN202021150379.1U patent/CN212598989U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102717239B (zh) | 一种空气压缩机连杆的机加工方法及钻铰工装 | |
| CN215510003U (zh) | 一种用于加工轴头端面中心孔的自定心工具 | |
| CN208391098U (zh) | 一种换挡箱专用复合钻铰铣刀 | |
| CN210848371U (zh) | 一种可调节的镗床刀具 | |
| CN212598989U (zh) | 一种用于深孔钻镗床的扩孔装置 | |
| CN205362791U (zh) | 一种用于薄壁小孔加工的复合钻头 | |
| CN201128015Y (zh) | 高效钻孔倒角夹头 | |
| CN202964204U (zh) | 一种攻丝夹具 | |
| CN213969050U (zh) | 加工深盲孔异型曲面的装置 | |
| CN113523433A (zh) | 一种铣铰刀 | |
| CN109079447B (zh) | 柴油机机架深孔加工方法 | |
| CN105499663A (zh) | 一种用于薄壁小孔加工的复合钻头 | |
| CN220533128U (zh) | 一种带螺纹导向的铰孔钻套 | |
| CN215033719U (zh) | 一种可降低外圆跳动换向器镗孔夹头 | |
| CN111112701B (zh) | 一种装配式孔钻 | |
| CN220178197U (zh) | 一次实现空心轴类件内孔粗镗、半精镗、浮镗的镗孔装置 | |
| CN214264633U (zh) | 一种高性能自攻锁紧螺丝 | |
| CN110976932A (zh) | 一种车床可调中心高刀座刀架 | |
| CN220216839U (zh) | 一种导头可更换式机用大孔径孔锪窝工具 | |
| CN218946932U (zh) | 一种适于bta深孔钻镗床的加工刀座 | |
| CN217647519U (zh) | 深孔钻镗床的粗镗、浮镗一体镗孔装置 | |
| CN218891211U (zh) | 一种深孔长倍径金属切削加长刀具 | |
| CN217749493U (zh) | 一种装有机夹刀片的长悬深套料加工刀具 | |
| CN221047813U (zh) | 一种刀具装夹工装 | |
| CN220030481U (zh) | 石墨硬毡钻孔刀 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |