CN212372362U - Novel wooden core material - Google Patents
Novel wooden core material Download PDFInfo
- Publication number
- CN212372362U CN212372362U CN202022252589.8U CN202022252589U CN212372362U CN 212372362 U CN212372362 U CN 212372362U CN 202022252589 U CN202022252589 U CN 202022252589U CN 212372362 U CN212372362 U CN 212372362U
- Authority
- CN
- China
- Prior art keywords
- core material
- laminated
- wood
- core
- pine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Abstract
The utility model discloses a novel wooden core, main its characterized in that: the laminated veneer lumber is characterized in that the laminated veneer lumber comprises at least 3 layers, the laminated veneer lumber is respectively connected with the upper end surface and the lower end surface of the pine laminated lumber to form a core material in a square or cuboid shape, the thickness value of the pine laminated lumber is T, and the minimum length of the core material is L. The beneficial effects are that: the defect of torsional deformation of the existing wood core material is overcome, the core material is high in overall density and low in glue content, the core part of the core material is high in hardness and high in strength, the upper side and the lower side of the core material are good in toughness, the core material can be recycled, the core material can be made into a block-shaped core material or can be used as wood particles, particle board materials and the like after secondary processing, the core material is low in manufacturing cost and is more environment-friendly.
Description
Technical Field
The utility model relates to a core, especially a novel wooden core.
Background
In the field of furniture or wood doors, wood core materials are indispensable manufacturing materials in the field, and the most common wood core materials in the prior art are core materials mainly made of wood particle boards or shaving board materials and wood core materials made of laminated veneer lumber. In addition, the wood core material made of wood raw material is less and less, the reason is that the country limits the felling of forest resource, so that the wood raw material is less and less, the cost of the wood raw material product is high, and on the other hand, the production period is delayed due to the limited purchasing channel.
The core material made of wood particle board or particle board material has the disadvantages that the density of the core material made of the wood particle board or particle board material is low and far inferior to that of the wood core material made of wood raw material, and a large amount of chemical binder is adopted in the manufacturing process, so that the core material is not environment-friendly and is easy to deform.
The core material made of wood raw material has a disadvantage that the production area, growing environment, age of the log, etc. are uncontrollable, so that the passage of the core material made of wood raw material may cause mass quality defects in that the growing environment of the log, the log is affected by sunshine, and the length of the sunshine time of the log is determined by the density of the log. Since the density of the log is determined by the soil, the temperature, and the age of the log, the quality of the log cannot be controlled, and the log is distorted when applied to a material for manufacturing furniture or a wooden door.
With the continuous development of the technology in the field, in recent years, composite core materials mainly comprising engineering plastics, laminated veneer lumber and metal materials which are combined through chemical bonding agents appear on the market, and the composite core materials have the disadvantage that the chemical bonding agents can bond and combine the composite core materials due to different materials, but the component effect of the chemical bonding agents is reduced along with the time, so that the composite core materials are delaminated and separated, the composite core materials are distorted, deformed and curled, and furniture or wood doors are deformed. In addition, the secondary utilization rate of the composite material is low, and great expense is needed for classifying engineering plastics, laminated veneers and metals in the composite material.
SUMMERY OF THE UTILITY MODEL
The utility model discloses an overcome the weak point among the above-mentioned prior art problem, provide a novel wooden core, overcome current wooden core in key and have the defect of distortion.
In order to overcome the technical problem, the utility model discloses a technical scheme is:
the laminated wood core is characterized by comprising laminated veneer lumber and pine laminated wood, wherein the laminated veneer lumber comprises at least 3 layers, the laminated veneer lumber is respectively connected with upper and lower end faces of the pine laminated wood to form a core material in a square or cuboid shape, the thickness value of the pine laminated wood is T, and the minimum length of the core material is L.
Furthermore, the number of the pine laminated wood is at least 2, and each pine laminated wood is connected with each other through tooth-shaped occlusion.
Further, the thickness value T of the pine laminated wood is more than or equal to 10 mm.
Further, the minimum length L of the core material is larger than or equal to 400 mm.
Compared with the prior art, the beneficial effects of the utility model are that: the core material has high integral density, less glue content, high core hardness, high strength and good toughness of the upper and lower sides, and when the core material is applied to the manufacture of furniture or a wooden door, the front and rear end surfaces of the core material are connected with the material used by the furniture or the wooden door, so that the laminated veneer lumber of the upper and lower end surfaces of the core material can effectively protect the pine laminated wood, the pine laminated wood is prevented from being distorted and deformed in the use process, the front and rear end surfaces of the core material have good support rigidity for the furniture or the wooden door, and the core material is not easy to deflect and deform. Meanwhile, the core material can be recycled and reused, can be made into a block-shaped core material or can be used as wood particles, shaving board materials and the like after secondary processing, and is low in manufacturing cost and more environment-friendly.
Drawings
The present invention will be described in further detail with reference to the accompanying drawings and specific embodiments.
Fig. 1 is a front view of the present invention.
Fig. 2 is a left side view of fig. 1.
Fig. 3 is a partially enlarged view of the area a shown in fig. 1.
Fig. 4 is a schematic diagram of an application structure of the present invention.
Detailed Description
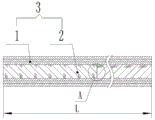
As can be seen from fig. 1-2, the laminated veneer lumber comprises a laminated veneer lumber 1 and a pine laminated lumber 2, wherein the laminated veneer lumber 1 has at least 3 layers, the laminated veneer lumber 1 is respectively connected to the upper and lower end surfaces of the pine laminated lumber 2 to form a core 3 in a square or rectangular shape, the thickness value of the pine laminated lumber 2 is T, and the minimum length of the core 3 is L.
The number of the pine laminated wood 2 is at least 2, and each pine laminated wood 2 is connected through tooth-shaped occlusion, so that seamless connection between the pine laminated wood 2 is realized, self-locking between seams is realized through tooth shapes, mutual torsional deformation is prevented through the tooth shapes, and then the connection strength is limited and enhanced through the laminated veneer lumber 1, as shown in fig. 3.
The single-layer thickness specification of the laminated veneer lumber is usually within the range of 1-3mm, and the single-layer thickness specification of the laminated veneer lumber is 1.7 mm.
When the thickness value T of the pine laminated wood 2 is equal to 10mm, the number of the laminated veneer wood 1 is at least 3, and the thickness value of each laminated veneer wood is 1.7mm, so that the defect of core material distortion can be effectively overcome.
The minimum length L of the core material 3 is more than or equal to 400mm, that is, the minimum length of each pine laminated wood 2 in the core material is more than or equal to 200mm, in order to make secondary use of leftover materials and meet the minimum length required by processing tooth shapes of the pine laminated wood 2.
As shown in fig. 4, the utility model discloses when being applied to the timber preparation, panel 4 of timber is connected in core 3 front and back both sides respectively, arrange the veneer laminated wood 1 of core in the intermediate layer of timber panel, the whole density of core is high, the gum content is few, the core hardness of core is high, intensity is big, the toughness of upper and lower both sides is good, make veneer laminated wood 1 of core 3 upper and lower both ends face effectively protect pine laminated wood 2, overcome pine laminated wood 2 and take place the distortion in the use, both ends are good to timber panel 4 support rigidity around core 3, be difficult for making it take place the amount of deflection deformation. Meanwhile, the core material can be recycled and reused, can be made into a block-shaped core material or can be used as wood particles, shaving board materials and the like after secondary processing, and is low in manufacturing cost and more environment-friendly.
The utility model discloses when making the core, make prefabricated veneer layer laminated wood earlier, it is the veneer of 1.7 millimeters to turn into thickness with the log, through the sunning, rethread 100 supplyes one's hair the drying-machine flattening is dried, veneer moisture content control is at 8%, will dry by fire the veneer of drying by distillation 1.7 millimeters through the spreading machine rubber coating, glue for the phenol aldehyde glue, formaldehyde content is no longer than 1mg, will dry the veneer of 1.7 millimeters of flattening, according to being on a parallel with the wood grain direction and spread into at least three-layer, splice into prefabricated veneer layer laminated wood through the oblique street machine.
Secondly, manufacturing pine laminated wood, cutting the pine laminated wood into square or rectangular battens with the length of at least 200mm, and processing tooth shapes on at least one end face of the pine laminated wood; and (3) engaging and connecting the tooth shapes of the pine laminated wood by using an adhesive, planing and sanding the upper end surface and the lower end surface of the connected pine laminated wood to obtain the pine laminated wood with the thickness of at least 10 mm.
Then, manufacturing a core material plate, respectively gluing the upper end surface and the lower end surface of the manufactured pine laminated wood, wherein the glue is phenolic glue, the formaldehyde content is not more than 1mg, respectively bonding the manufactured prefabricated laminated veneer lumber on the upper end surface and the lower end surface of the pine laminated wood, and performing cold press molding: cold press molding at 20 deg.C or higher with a cold pressure of at least 8kg/cm2Maintaining the pressure for at least 40 minutes to obtain a laminated board; and hot press forming: passing the cold-formed laminate at a temperature of at least 120 deg.C to a pressure of 8kg/cm2For a dwell time of at least 40 minutes under pressure to obtain a core board.
And finally, manufacturing a core material by using the obtained core material plate, cutting the core material plate into a strip with a square or rectangular cross section, and flattening, polishing and sanding the strip-shaped core material plate to obtain the novel wood core material.
Through the above detailed description of the present invention, those skilled in the art can make core structures better than the above core structures through the above description, and therefore, the present invention is not limited to the above description, and the above description is only the most basic structural features and manufacturing processes that can be realized for the purpose of the present invention.
Example 1
As the preferred embodiment of the present invention, when the thickness value T of the pine laminated wood 2 of the core material 3 is 20mm, the laminated veneer lumber 1 is 7 layers, and the single-layer thickness specification of the laminated veneer lumber 1 is 1.7 mm.
The utility model discloses when making the core, make prefabricated veneer layer laminated wood earlier, it is the veneer of 1.7 millimeters to turn into thickness with the log, through the sunning, rethread 100 supplyes one's hair the drying-machine flattening is dried, veneer moisture content control is at 8%, will dry by fire the veneer of drying by distillation 1.7 millimeters through the spreading machine rubber coating, glue for the phenol aldehyde glue, formaldehyde content is no longer than 1mg, will dry the veneer of 1.7 millimeters of flattening, according to being on a parallel with the wood grain direction and laying into seven at least layers, splice into prefabricated veneer layer laminated wood through the oblique street machine.
Secondly, manufacturing pine laminated wood, cutting the pine laminated wood into square or rectangular battens with the length of at least 200mm, and processing tooth shapes on at least one end face of the pine laminated wood; and (3) engaging and connecting the tooth shapes of the pine laminated wood by using an adhesive, planing and sanding the upper end surface and the lower end surface of the connected pine laminated wood to obtain the pine laminated wood with the thickness of at least 20 mm.
Then, manufacturing a core material plate, respectively gluing the upper end surface and the lower end surface of the manufactured pine laminated wood, wherein the glue is phenolic glue, the formaldehyde content is not more than 1mg, respectively bonding the manufactured prefabricated laminated veneer lumber on the upper end surface and the lower end surface of the pine laminated wood, and performing cold press molding: cold press molding at 20 deg.C or higher with a cold pressure of at least 10kg/cm2Is maintained for at least 60 minutes under a pressure to obtain a laminated board(ii) a And hot press forming: passing the cold-formed laminate at a temperature of at least 120 deg.C to a pressure of 10kg/cm2For a dwell time of at least 60 minutes under pressure to obtain a core plate.
And finally, manufacturing a core material by using the obtained core material plate, cutting the core material plate into a strip with a square or rectangular cross section, and flattening, polishing and sanding the strip-shaped core material plate to obtain the novel wood core material.
The present invention is not limited to the precise arrangements described above and shown in the drawings, and various modifications and changes may be made without departing from the scope thereof. The scope of the present invention is limited only by the appended claims.
Claims (4)
1. The utility model provides a novel wooden core, includes laminated veneer lumber and pine integrated wood, its characterized in that: the laminated veneer lumber is characterized in that the laminated veneer lumber comprises at least 3 layers, the laminated veneer lumber is respectively connected with the upper end surface and the lower end surface of the pine laminated lumber to form a core material in a square or cuboid shape, the thickness value of the pine laminated lumber is T, and the minimum length of the core material is L.
2. The novel wood core material of claim 1 wherein: the number of the pine laminated wood is at least 2, and each pine laminated wood is connected with each other through tooth-shaped occlusion.
3. The novel wood core material of claim 1 wherein: the thickness value T of the pine laminated wood is more than or equal to 10 mm.
4. The novel wood core material of claim 1 wherein: the minimum length L of the core material is more than or equal to 400 mm.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022252589.8U CN212372362U (en) | 2020-10-12 | 2020-10-12 | Novel wooden core material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022252589.8U CN212372362U (en) | 2020-10-12 | 2020-10-12 | Novel wooden core material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212372362U true CN212372362U (en) | 2021-01-19 |
Family
ID=74172430
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022252589.8U Active CN212372362U (en) | 2020-10-12 | 2020-10-12 | Novel wooden core material |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212372362U (en) |
-
2020
- 2020-10-12 CN CN202022252589.8U patent/CN212372362U/en active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101698311B (en) | Production process for finger jointing laminated wood board | |
| JPH08197507A (en) | High-strength bamboo plywood and production thereof | |
| CN101486208A (en) | Bamboo wood composite plywood for concrete form panel and manufacturing method thereof | |
| CN201385341Y (en) | Solid-wood composite board made of ultra-thick rotary-cut veneers | |
| CN106313202B (en) | A kind of Bamboo-wood composite scrimber has the composite construction board of fiber element layer | |
| CN101456196B (en) | Lumber-core board and manufacture method thereof | |
| CN101811313B (en) | Metal reinforced wood composite board | |
| CN101250937A (en) | Bamboo and wood composite flooring stuck with lumber layer on surface | |
| CN103878836A (en) | Multilayered solid wood structural slab production technology | |
| CN212372362U (en) | Novel wooden core material | |
| CN203331157U (en) | Sandwich structure bamboo and wood composite recombinant structure material | |
| CN108356929A (en) | A kind of production method of new type compound glued board | |
| CN202831482U (en) | Multi-functional composite board | |
| CN108501478A (en) | A kind of compound laminated veneer lumber of high intensity eucalyptus poplar and its manufacturing method | |
| CN104209994A (en) | Hipboard with wood plate fibers chopped by through openings and manufacturing process thereof | |
| CN205588421U (en) | Integrated panel of bamboo | |
| CN101367218A (en) | Method for manufacturing composite board for bottom board of container | |
| CN104802235B (en) | A kind of composite board, preparation method and applications | |
| CN103692502B (en) | As the manufacture method of the non-woven fabrics enhancement mode laminated veneer lumber of decoration bar section base material | |
| WO2012013015A1 (en) | High strength engineered wood flooring | |
| JPH0351459Y2 (en) | ||
| CN1544219A (en) | Manufacturing method of imitation laminated wood board using straw plate as core plate | |
| CN112060234A (en) | Novel wooden core material | |
| CN104552494A (en) | Manufacturing method for low-carbon and environmental-protection anti-deformation solid wood composite door frame | |
| CN101961880A (en) | Manufacturing method of laminated particle board |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |