CN211414107U - 一种具有高精度快速给料装置的自动焊接机 - Google Patents
一种具有高精度快速给料装置的自动焊接机 Download PDFInfo
- Publication number
- CN211414107U CN211414107U CN201921845234.0U CN201921845234U CN211414107U CN 211414107 U CN211414107 U CN 211414107U CN 201921845234 U CN201921845234 U CN 201921845234U CN 211414107 U CN211414107 U CN 211414107U
- Authority
- CN
- China
- Prior art keywords
- plate
- welding machine
- cavity
- positioning
- feeding device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Abstract
本实用新型公开了一种具有高精度快速给料装置的自动焊接机。该焊接机包括弹夹给料部,弹夹给料部包括储料仓以及四个顶升组件,储料仓内形成四个储料腔,每个储料腔的外侧壁中间分别形成两个顶料孔,顶升组件的支架内转动连接螺杆轴,支架下端固定伺服电缸,伺服电机驱动连接螺杆轴,螺杆轴螺纹连接螺母块,螺母块的内表面固定转接板,转接板内表面螺纹垂直连接两个顶杆,基板中间纵向固定有旋转上料部,基板后端连接有焊接机,龙门架的左端设有前导料部且右端设有拉料机,机械手安装在弹夹给料部的一侧。本实用新型具有自动化高精度快速送料焊接,节约人工,上料安全,多工序同时进行,生产效率高的效果。
Description
技术领域
本实用新型涉及3C产品焊接领域,特别涉及一种具有高精度快速给料装置的自动焊接机。
背景技术
3C产品应用于生活生产的各个角落,3C产品包含大量小而薄、异形的3C焊接零件,而现有焊接机常采用3C人工上料片、下料片,存在需要大量人工、生产效率低、放置位置度差而且容易伤害到工人的手臂的安全,更对于多份连体焊接件,工人需要将焊接后手动取料,安全性更加恶劣。
实用新型内容
为了解决上述问题的一个或多个,本实用新型提供了一种具有高精度快速给料装置的自动焊接机。
根据本实用新型的一个方面,该一种具有高精度快速给料装置的自动焊接机包括弹夹给料部,弹夹给料部固定在机架的基板前端,弹夹给料部包括储料仓以及四个顶升组件,储料仓包括上端开口的仓本体,仓本体内形成四个储料腔,每个储料腔的外侧壁中间分别形成两个顶料孔,仓本体下连接保持架的中联板上,
顶升组件包括支架,四个支架对称连接在两个保持架的旁板内表面,支架内转动连接螺杆轴,支架下端固定伺服电缸,伺服电缸驱动连接螺杆轴,螺杆轴螺纹连接螺母块,螺母块的内表面固定转接板,转接板内表面螺纹垂直连接两个顶杆,
基板中间纵向固定有旋转上料部,基板后端连接有焊接机,旋转上料部左端设有前导料部且右端设有拉料机,机械手安装在弹夹给料部的一侧。
在一些实施方式中,支架包括一个垂直设置的侧垂板,侧垂板上下两端分别垂直向内形成上端板以及下端板,四个侧垂板对称固定在两个旁板内表面,上端板以及下端板之间通过轴承转动连接螺杆轴,上端板下端固定伺服电缸;
每个储料腔的外侧壁上端形成一个检测槽,上端板上设有一个位置传感器,位置传感器穿过检测槽测量料片的位置;
在一些实施方式中,保持架包括两个旁板,两个旁板分别垂直固定在下底板两端上,两个旁板两端中间分别连接中联板的四个端角,下底板连接在基板前端,
中联板两端分别形成有矩形孔,顶升组件的侧垂板以及螺杆轴在矩形孔内,螺母块以及顶杆能够穿过矩形孔滑动,
中联板上设有若干个定位销,中联板和仓本体的下腔壁通过定位销连接,
中联板上螺纹连接有一个限位板,限位板内表面形成有和仓本体的前后腔壁相同的限位轮廓孔,限位轮廓孔贴合仓本体。
在一些实施方式中,仓本体上表面内凹形成矩形结构的空腔,空腔的腔壁中间分别连接一个横联板以及两个纵联板,从而分割成四个储料腔,
空腔的四个腔壁的中心线分别内凹形成定位卡槽,横联板的前后两表面形成两个中间卡槽,横联板两端分别卡接定位卡槽内,纵联板一端卡接在定位卡槽内且另一端卡接在中间卡槽内,
每个储料腔的下腔壁垂直向上形成一个定位柱,定位柱和料片的内孔轮廓相匹配。
在一些实施方式中,螺母块上外侧面连接有感应片,旁板上还安装有感应器,感应器测量感应片,从而控制顶杆的极限位置。
在一些实施方式中,机械手的自由端连接吸动治具的主块后端,吸动治具包括主块以及第二浮动板,第二浮动板四角分别通过导联部滑动连接在主块下方,
真空吸盘在第二浮动板的第二通孔内上下滑动,真空吸盘上端连接气路管,气路管中间的第一外螺纹连接主块,气路管下端穿套缓冲弹簧,缓冲弹簧下端贴合第二浮动板上表面且上端贴合主块下表面,
螺纹气缸的缸筒的第二外螺纹连接主块,螺纹气缸的伸缩端螺纹连接定位件,定位件在第二浮动板的第一通孔内上下移动。
在一些实施方式中,焊接机包括焊接头,焊接头转动连接在悬臂架前端,悬臂架滑动连接在Z向移动模组的移动板上,
Z向移动模组为丝杠螺母连接副,丝杠上端连接调节手轮,螺母连接Z向移动模组的移动板,Z向移动模组通过底架垂直固定在基板后端,
前导料部包括导料架,导料架前端设有导料辊,导料辊上安装有硅胶圈,导料架后端设有限位板,导料架正上方设有传感器组件。
在一些实施方式中,旋转上料部包括龙门架、转盘以及三个下动模组,
龙门架包括上下平行设置的下联板以及上梁板,下联板安装在基板前端,上梁板和下联板两端通过两个侧板垂直连接;上梁板中间形成一个焊接孔,
支撑气缸安装在下联板上中间,
转盘位于支撑气缸和上梁板之间,转盘中心通过中空旋转平台转动连接基板,中空旋转平台连接驱动电机,
三个下动模组能够周期转动120°,使一个下动模组位于焊接孔下方,另两个下动模组处于料片放置工位,载带从龙门架的门孔进入下动模组上方,支撑气缸顶起下动模组贴合龙门架,焊接机焊接料片和主片。
在一些实施方式中,下动模组包括下治具以及相互连接的升降顶板、第一浮动板,升降顶板平行设置在转盘下方,下治具平行设置在转盘上方,下治具中间设有能够放置料片的定位腔,
第一浮动板上连接下治具,第一浮动板下连接中联件上端,中联件下端穿过转盘连接一个升降顶板。
在一些实施方式中,升降顶板内侧面为圆弧面,圆弧面的圆心为转盘的圆心。
该焊接机实现了载带横向输送上料片,弹夹给料部能够高精度快速给料,机械手带动吸料治具移料,旋转上料部旋转输送下料片,支撑气缸顶升下动模组组装焊接治具,焊接机焊接,实现了全自动化上料焊接,其有益效果是:其一,自动化上料片焊接作业,焊接和上料同时进行,多工序同时进行,上料速度快,节约人工,生产效率高,安全效率高,同时,该装置采用丝杠螺母结合伺服电缸的结构,上料精度高;其二,自动化上料,无人参与,无人为因素误差,操作者安全性高;其三,旋转上料部使三个下动模组在放料工位、焊接工位、下料工位之间切换,只有龙门架下端的焊接位置上的下动模组进行焊接,其余两个下动模组上料、下料,多个工序能够同时进行,而且上下料时上端无焊接装置以及其余设备零件,放置方便,而且可以采用机械手进行放置,进一步保护人;其四,组合式治具,节约了上治具两套,同时提高了进料速度,上下料安全而且迅速,大大高了生产效率;其五,支撑气缸设置在焊接位置下方,不需要旋转接头来实现旋转中的连接,而且不需要每个下动模组下设置一组支撑气缸,节约两组气缸,节约了多个昂贵的部件,节约成本,同时降低产品的尺寸,而且设置支撑气缸,转动时,支撑气缸不接触转盘,无摩擦阻力,大大提高了转盘的转动速度,提高生产效率,同时转盘使用寿命长;其六,龙门架为龙门结构,强度高,稳定性高,运行焊接中无颤动等现象。
附图说明
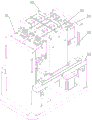
图1为本实用新型一实施方式的一种具有高精度快速给料装置的自动焊接机的三维示意图;
图2为图1所示弹夹给料部的三维示意图;
图3为图2所示储料仓的三维示意图(一);
图4为图2所示储料仓的三维示意图(二);
图5为图2所示顶升组件的三维示意图;
图6为图2所示保持架的三维示意图;
图7为图2所示位置传感器以及直角座的三维示意图;
图8为图1所示焊接机的三维示意图;
图9为图1所示吸动治具的三维示意图;
图10为图9所示吸动治具的主视示意图;
图11为图1所示前导料部的三维示意图;
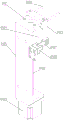
图12为图1所示旋转上料部的三维示意图;
图13为图12所示龙门架的三维示意图;
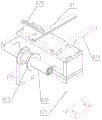
图14为图12所示中空旋转平台的三维示意图;
图15为图12所示下动模组的三维示意图;
图16为图12所示下动模组的主视示意图;
机架01,基板011,焊接机02,焊接头021,悬臂架022,Z向移动模组023,调节手轮024,底架025;
旋转上料部03,龙门架1,下联板11,上梁板12,焊接孔121,侧板13,转盘2,支撑气缸3,中空旋转平台4,外壳41,输入端42,转动端43,主动齿轮44,被动齿轮45,驱动电机5,上盖板6,定位环7,垫高台8,下动模组9,第二导套90,第一浮动板91,下治具92,定位腔921,中联件93,升降顶板94,圆弧面941,下垫板95,第一导套96,第一导柱97,定位导柱98,定位针99;
弹夹给料部04,储料仓041,仓本体0410,储料腔0411,定位卡槽0412,横联板0413,纵联板0414,中间卡槽0415,定位柱0416,顶料孔0417,检测槽0418,矩形通孔0419,顶升组件042,支架0421,螺杆轴0422,伺服电缸0423,螺母块0424,转接板0425,顶杆0426,感应片0427,感应器0428,保持架043,旁板0431,下底板0432,限位板0433,中联板0434,定位销0435,直角座044,垂直板0441,水平板0442,位置传感器045;
机械手05,吸动治具06,主块061,第二浮动板062,真空吸盘063,螺纹气缸064,导联部065,导柱0651,导套0652,止位环0653,气路管066,缓冲弹簧067,压料块068,定位件069,
前导料部07,导料架071,导料辊072,硅胶圈073,限位板074,传感器组件075;拉料机08。
具体实施方式
下面结合附图对本实用新型作进一步详细的说明。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
图1至图16示意性地显示了根据本实用新型的一种实施方式的一种具有高精度快速给料装置的自动焊接机。如图所示,该装置包括弹夹给料部04,弹夹给料部04固定在机架01的基板011前端,弹夹给料部04包括储料仓041以及四个顶升组件042,储料仓041包括上端开口的仓本体0410,仓本体0410内形成四个储料腔0411,每个储料腔0411的外侧壁中间分别形成两个顶料孔0417,仓本体0410下连接保持架043的中联板0434上,
顶升组件042包括支架0421,四个支架0421对称连接在两个保持架043的旁板0431内表面,支架0421内转动连接螺杆轴0422,支架0421下端固定伺服电缸0423,伺服电缸0423驱动连接螺杆轴0422,螺杆轴0422螺纹连接螺母块0424,螺母块0424的内表面固定转接板0425,转接板0425内表面螺纹垂直连接两个顶杆0426,顶杆0426穿过顶料孔0417进入储料腔0411上,伺服电缸0423定距移动,顶杆0426使最上端的料片位于取料位置,
基板011中间纵向固定有旋转上料部03,基板011后端连接有焊接机02,旋转上料部03的左端设有前导料部07且右端设有拉料机08,机械手05安装在弹夹给料部04的一侧,
弹夹给料部04连续高精度快速给料,机械手05将弹夹给料部04的料片吸放至旋转上料部的下动模组9中,载带上均匀排布有主片,载带经前导料部08导向以及拉料机08横向拉动,进入下动模组9上方,焊接机02焊接料片和主片。
该焊接机实现了载带横向输送上料片,弹夹给料部04能够高精度快速给料,机械手05带动吸料治具06移料,旋转上料部03旋转输送下料片,支撑气缸3顶升下动模组9组装焊接治具,焊接机02焊接,实现了全自动化上料焊接,其有益效果是:其一,自动化上料片焊接作业,焊接和上料同时进行,多工序同时进行,上料速度快,节约人工,生产效率高,安全效率高,同时,该装置采用丝杠螺母结合伺服电缸的结构,上料精度高;其二,自动化上料,无人参与,无人为因素误差,操作者安全性高;其三,旋转上料部03使三个下动模组9在放料工位、焊接工位、下料工位之间切换,只有龙门架1下端的焊接位置上的下动模组9进行焊接,其余两个下动模组9上料、下料,多个工序能够同时进行,而且上下料时上端无焊接装置以及其余设备零件,放置方便,而且可以采用机械手进行放置,进一步保护人。
优选的,支架0421包括一个垂直设置的侧垂板,侧垂板上下两端分别垂直向内形成上端板以及下端板,四个侧垂板对称固定在两个旁板0431内表面,上端板以及下端板之间通过轴承转动连接螺杆轴0422,上端板下端固定伺服电缸0423。
优选的,每个储料腔0411的外侧壁上端形成一个检测槽0418,上端板上设有一个位置传感器045,位置传感器045穿过检测槽0418测量料片的位置
直角座044包括垂直板0441以及水平板0442,垂直板0441上设有纵向长圆孔,水平板0442上设有Z向长圆孔,螺纹件通过纵向长圆孔将直角座044可调连接在上端板上表面,螺纹件通过Z向长圆孔将位置传感器045可调连接在垂直板上。
优选的,保持架043包括两个旁板0431,两个旁板0431分别垂直固定在下底板0432两端上,两个旁板0431两端中间分别连接中联板0434的四个端角,下底板0432连接在基板011前端,
中联板0434两端分别形成有矩形孔,顶升组件042的侧垂板以及螺杆轴0422在矩形孔内,螺母块0424以及顶杆0426能够穿过矩形孔滑动,
中联板0434上设有若干个定位销0435,中联板0434和仓本体0410的下腔壁通过定位销0435连接,
中联板0434上螺纹连接有一个限位板0433,限位板0433内表面形成有和仓本体0410的前后腔壁相同的限位轮廓孔,限位轮廓孔贴合仓本体0410。
优选的,仓本体0410上表面内凹形成矩形结构的空腔,空腔的腔壁中间分别连接一个横联板0413以及两个纵联板0414,从而分割成四个储料腔0411,
空腔的四个腔壁的中心线分别内凹形成定位卡槽0412,横联板0413的前后两表面形成两个中间卡槽0415,横联板0413两端分别卡接定位卡槽0412内,纵联板0414一端卡接在定位卡槽0412内且另一端卡接在中间卡槽0415内,
每个储料腔0411的下腔壁垂直向上形成一个定位柱0416,定位柱0416和料片的内孔轮廓相匹配。
优选的,每个储料腔0411的下腔壁两端分别形两个矩形通孔0419,中联板0434上形成有矩形状的下端槽,放置料片时,顶杆0426穿过矩形通孔0419进入下端槽。
优选的,螺母块0424上外侧面连接有感应片0427,旁板0431上还安装有感应器0428,感应器0428测量感应片0427,从而控制顶杆0426的极限位置。
优选的,机械手05的自由端连接吸动治具06的主块061后端,吸动治具06包括主块061以及第二浮动板062,第二浮动板062四角分别通过导联部065滑动连接在主块061下方,
真空吸盘063在第二浮动板062的第二通孔内上下滑动,真空吸盘063上端连接气路管066,气路管066中间的第一外螺纹连接主块061,气路管066下端穿套缓冲弹簧067,缓冲弹簧067下端贴合第二浮动板062上表面且上端贴合主块061下表面,
螺纹气缸064的缸筒的第二外螺纹连接主块061,螺纹气缸064的伸缩端螺纹连接定位件069,定位件069在第二浮动板062的第一通孔内上下移动。该吸动治具06提供了自动化移料装置,取料时采用螺纹气缸064带动定位件069定位料片,真空吸盘063受缓冲弹簧067作用浮动缓冲下压贴合料片,并吸固料片,其有益效果是:其一,自动化移料,定位件069高精度定位,产品位置度高,良品率高;其二,自动化移料,无人参与,无人为因素误差,操作者安全性高,生产效率高,适合大规模连续化生产;其三,该装置采用螺纹气缸064带动定位件069,速度快,定位精度高;其四,缓冲弹簧067,能够快速回位,而且压紧吸固为一个弹性渐变过程,速度可控,不作用时,真空吸盘063位于初始位置,能够有效保护真空吸盘063;其五,导联件065使得上下运动直线度高,无左右误差以及偏移现象,真空吸盘063位置精度高;其六,夹头安装调整方便,而且具有一定的通用性。
优选的,定位件069的下端呈半圆球状,定位件069的上端内螺纹连接螺纹气缸064的伸缩端的外螺纹,定位件069的外螺纹上螺纹连接两个压料块068,定位件069穿入料片的定位孔后,压料块068压合在料片上方,防止真空吸盘063吸固时,料片位置移动,其有益效果是:半球状的定位件069能够获得更加良好的定位效果,不损坏定位孔,同时压料块的设置能够使得定位件069先定位料片,压料块068压紧料片,防止料片在吸附中出现位置移动。
压料块068为两个细牙螺母,螺纹气缸064的进气口安装有节流阀。其有益效果是:该设置的压料块068精度高,成本低,而且下表面平面度高,同时细牙螺母的调节精度更加精密;节流阀能够控制螺纹气缸064的下压动作柔和,压料块068相对于料片无压痕。
优选的,第一螺母螺纹连接在第二外螺纹,第一螺母贴合在主块061的上表面;其有益效果是:第一螺母增加两者的相对连接固定强度,多次使用螺纹气缸064无位置变动。
每个第一外螺纹上端螺纹连接第二螺母,第二螺母贴合主块061下表面,
导联部065包括导柱0651和导套0652,导柱0651下端固定在第二浮动板062的四角,主块061的四角固定有导套0652,导柱0651上端设有大直径的止位环0653,导柱0651穿套在导套0652内,止位环0653位于导套0652上。其有益效果是:该设置的导联部065,直线运动好,摩擦小,能够获得更好的直线度,而且止位环0653能够限制最下端位置。
优选的,焊接机02包括焊接头021,焊接头021转动连接在悬臂架022前端,悬臂架022滑动连接在Z向移动模组023的移动板上,
Z向移动模组023为丝杠螺母连接副,丝杠上端连接调节手轮024,螺母连接Z向移动模组023的移动板,Z向移动模组023通过底架025垂直固定在基板011后端。其有益效果是:该焊接机02具有上下以及转动调节维度,能够覆盖更大的焊接区域。
优选的,前导料部07包括导料架071,导料架071前端设有导料辊072,导料辊072上安装有硅胶圈073,导料架071后端设有限位板074,导料架071正上方设有传感器组件075。该设置使得载带移动直线度高,无上下跳动,料片到位率高,提高良品率。
优选的,旋转上料部03包括龙门架1、转盘2以及三个下动模组9,
龙门架1包括上下平行设置的下联板11以及上梁板12,下联板11安装在基板011前端,上梁板12和下联板11两端通过两个侧板13垂直连接;上梁板12中间形成一个焊接孔121,其有益效果是:龙门架1为龙门结构,强度高,稳定性高,运行焊接中无颤动等现象,料片位置度高,焊接位置度高,良品率高的效果。
支撑气缸3安装在下联板11上中间,
转盘2位于支撑气缸3和上梁板12之间,转盘2中心通过中空旋转平台4转动连接基板011,中空旋转平台4连接驱动电机5,
三个下动模组9能够周期转动120°,使一个下动模组9位于焊接孔121下方,另两个下动模组9处于料片放置工位,载带从龙门架1的门孔进入下动模组9上方,支撑气缸3顶起下动模组9贴合龙门架1,焊接机02焊接料片和主片。其有益效果是:其一,组合式治具,节约了上治具两套,同时提高了进料速度,上下料安全而且迅速,大大高了生产效率;其二,支撑气缸3设置在焊接位置下方,不需要旋转接头来实现旋转中的连接,而且不需要每个下动模组9下设置一组支撑气缸3,节约两组气缸,节约了多个昂贵的部件,节约成本,同时降低产品的尺寸,而且设置支撑气缸3,转动时,支撑气缸3不接触转盘,无摩擦阻力,大大提高了转盘2的转动速度,提高生产效率,同时转盘2使用寿命长;其三,龙门架1为龙门结构,强度高,稳定性高,运行焊接中无颤动等现象,料片位置度高,焊接位置度高,良品率高的效果。
其有益效果是:采用中空旋转平台4来带动转盘2转动,转动平稳,转动动力大。
优选的,下动模组9包括下治具92以及相互连接的升降顶板94、第一浮动板91,升降顶板94平行设置在转盘2下方,下治具92平行设置在转盘2上方,下治具92中间设有能够放置料片的定位腔921,
第一浮动板91上连接下治具92,第一浮动板91下连接中联件93上端,中联件93下端穿过转盘2连接一个升降顶板94。
优选的,每个下动模组9还包括一个下垫板95,下垫板95固定在转盘2上表面,下垫板95上设有中联件93的让位通孔,
下垫板95四角固定有第一导套96,第一浮动板91上固定有第一导柱97,第一导柱97穿套在第一导套96内;
下垫板95上还固定有第二导套90,中联件93穿套第二导套90,其有益效果是:该下动模组9能够有效定位产品,上下顶升直线度高,送料精度可靠,旋转至安全位置进行上下料,大大提高了安全性能,以及生产效率。
下治具92四角分别一个定位导柱98,
定位腔921为方形凹槽,定位腔921下腔壁安装有若干个定位针99,其有益效果是:定位针99使得料片位置度更加精确,送料精度高。
升降顶板94内侧面为圆弧面941,圆弧面941的圆心为转盘2的圆心。其有益效果是:圆弧面941能够使得升降顶板94在圆周转动时和转盘2不产生干涉,大大节约设备体积。
优选的,上盖板6固定在上梁板11上两端,上盖板6中间设有避让孔,避让孔位于焊接孔121正上方。其有益效果是:上盖板6保护下治具92以及上梁板12,多次焊接无变形,只需更换上盖板6,简单快捷有效。
优选的,中空旋转平台4包括外壳41、输入端42以及转动亿43,输入端42连接在外壳41一侧下,输入端42上中心安装一个主动齿轮44,转动端43安装在外壳41的中心孔内,转动端43的圆周面下设有一个被动齿轮45,主动齿轮44和被动齿轮45相啮合,
外壳41固定在基板011上,转动端43连接转盘2,输入端42连接驱动电机5。其有益效果是:该设置的中空旋转平台4能够输出更大的扭矩,传动精确。
优选的,主动齿轮44、被动齿轮45为斜齿轮,驱动电机5为伺服电机。其有益效果是:伺服电机的输出精度高。
优选的,外壳41下表面螺纹连接垫高台8上,垫高台8螺纹连接在下联板11上,转动端43上表面连接在定位环7下表面,定位环7固定在转盘2中心下;
转盘2中心设有第一通孔,基板011板设有第一让位孔,垫高台8设有第二让位孔,定位环7设有第二通孔,驱动电机5穿过第一让位孔,输入端42穿过第二让位孔,第一通孔、第二通孔、第二让位孔以及第一让位孔上下连通。其有益效果是:该设置的垫高台8以及定位环7结构简单,体积紧凑,连接牢靠。
以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
Claims (10)
1.一种具有高精度快速给料装置的自动焊接机,其特征在于,包括弹夹给料部(04),所述弹夹给料部(04)固定在机架(01)的基板(011)前端,所述弹夹给料部(04)包括储料仓(041)以及四个顶升组件(042),所述储料仓(041)包括上端开口的仓本体(0410),所述仓本体(0410)内形成四个储料腔(0411),每个所述储料腔(0411)的外侧壁中间分别形成两个顶料孔(0417),所述仓本体(0410)下连接保持架(043)的中联板(0434)上,
所述顶升组件(042)包括支架(0421),四个所述支架(0421)对称连接在两个所述保持架(043)的旁板(0431)内表面,所述支架(0421)内转动连接螺杆轴(0422),所述支架(0421)下端固定伺服电缸(0423),所述伺服电缸(0423)驱动连接所述螺杆轴(0422),所述螺杆轴(0422)螺纹连接螺母块(0424),所述螺母块(0424)的内表面固定转接板(0425),所述转接板(0425)内表面螺纹垂直连接两个顶杆(0426),
所述基板(011)中间纵向固定有旋转上料部(03),所述基板(011)后端连接有焊接机(02),所述旋转上料部(03)的左端设有前导料部(07)且右端设拉料机(08),机械手(05)安装在所述弹夹给料部(04)的一侧。
2.根据权利要求1所述的一种具有高精度快速给料装置的自动焊接机,其特征在于,所述支架(0421)包括一个垂直设置的侧垂板,所述侧垂板上下两端分别垂直向内形成上端板以及下端板,四个所述侧垂板对称固定在两个所述旁板(0431)内表面,所述上端板以及所述下端板之间通过轴承转动连接所述螺杆轴(0422),所述上端板下端固定所述伺服电缸(0423);
每个所述储料腔(0411)的外侧壁上端形成一个检测槽(0418),所述上端板上设有一个位置传感器(045)。
3.根据权利要求1所述的一种具有高精度快速给料装置的自动焊接机,其特征在于,所述保持架(043)包括两个所述旁板(0431),两个所述旁板(0431)分别垂直固定在下底板(0432)两端上,两个所述旁板(0431)两端中间分别连接所述中联板(0434)的四个端角,所述下底板(0432)连接在所述基板(011)前端,
所述中联板(0434)两端分别形成有矩形孔,
所述中联板(0434)上设有若干个定位销(0435),所述中联板(0434)和所述仓本体(0410)的下腔壁通过所述定位销(0435)连接,
所述中联板(0434)上螺纹连接有一个限位板(0433),所述限位板(0433)内表面形成有和所述仓本体(0410)的前后腔壁相同的限位轮廓孔,所述限位轮廓孔贴合所述仓本体(0410)。
4.根据权利要求1所述的一种具有高精度快速给料装置的自动焊接机,其特征在于,所述仓本体(0410)上表面内凹形成矩形结构的空腔,所述空腔的腔壁中间分别连接一个横联板(0413)以及两个纵联板(0414),从而分割成四个所述储料腔(0411),
所述空腔的四个腔壁的中心线分别内凹形成定位卡槽(0412),所述横联板(0413)的前后两表面形成两个中间卡槽(0415),所述横联板(0413)两端分别卡接所述定位卡槽(0412)内,所述纵联板(0414)一端卡接在所述定位卡槽(0412)内且另一端卡接在所述中间卡槽(0415)内,
每个所述储料腔(0411)的下腔壁垂直向上形成一个定位柱(0416),所述定位柱(0416)和料片的内孔轮廓相匹配。
5.根据权利要求1所述的一种具有高精度快速给料装置的自动焊接机,其特征在于,所述螺母块(0424)上外侧面连接有感应片(0427),所述旁板(0431)上还安装有感应器(0428)。
6.根据权利要求1所述的一种具有高精度快速给料装置的自动焊接机,其特征在于,所述机械手(05)的自由端连接吸动治具(06)的主块(061)后端,所述吸动治具(06)包括所述主块(061)以及第二浮动板(062),所述第二浮动板(062)四角分别通过导联部(065)滑动连接在所述主块(061)下方,
真空吸盘(063)在所述第二浮动板(062)的第二通孔内上下滑动,所述真空吸盘(063)上端连接气路管(066),所述气路管(066)中间的第一外螺纹连接所述主块(061),所述气路管(066)下端穿套缓冲弹簧(067),所述缓冲弹簧(067)下端贴合所述第二浮动板(062)上表面且上端贴合所述主块(061)下表面,
螺纹气缸(064)的缸筒的第二外螺纹连接所述主块(061),所述螺纹气缸(064)的伸缩端螺纹连接定位件(069),所述定位件(069)在所述第二浮动板(062)的第一通孔内上下移动。
7.根据权利要求1所述的一种具有高精度快速给料装置的自动焊接机,其特征在于,所述焊接机(02)包括焊接头(021),所述焊接头(021)转动连接在悬臂架(022)前端,所述悬臂架(022)滑动连接在Z向移动模组(023)的移动板上,
所述Z向移动模组(023)为丝杠螺母连接副,所述丝杠上端连接调节手轮(024),所述螺母连接所述Z向移动模组(023)的移动板,所述Z向移动模组(023)通过底架(025)垂直固定在所述基板(011)后端,
所述前导料部(07)包括导料架(071),所述导料架(071)前端设有导料辊(072),所述导料辊(072)上安装有硅胶圈(073),所述导料架(071)后端设有限位板(074),所述导料架(071)正上方设有传感器组件(075)。
8.根据权利要求1所述的一种具有高精度快速给料装置的自动焊接机,其特征在于,所述旋转上料部(03)包括龙门架(1)、转盘(2)以及三个下动模组(9),
所述龙门架(1)包括上下平行设置的下联板(11)以及上梁板(12),所述下联板(11)安装在所述基板(011)前端,所述上梁板(12)和所述下联板(11)两端通过两个侧板(13)垂直连接;所述上梁板(12)中间形成一个焊接孔(121),
支撑气缸(3)安装在所述下联板(11)上中间,
所述转盘(2)位于所述支撑气缸(3)和所述上梁板(12)之间,所述转盘(2)中心通过中空旋转平台(4)转动连接所述基板(011),所述中空旋转平台(4)连接驱动电机(5)。
9.根据权利要求8所述的一种具有高精度快速给料装置的自动焊接机,其特征在于,所述下动模组(9)包括下治具(92)以及相互连接的升降顶板(94)、第一浮动板(91),所述升降顶板(94)平行设置在所述转盘(2)下方,所述下治具(92)平行设置在所述转盘(2)上方,所述下治具(92)中间设有能够放置料片的定位腔(921),
所述第一浮动板(91)上连接所述下治具(92),所述第一浮动板(91)下连接中联件(93)上端,所述中联件(93)下端穿过所述转盘(2)连接一个所述升降顶板(94)。
10.根据权利要求9所述的一种具有高精度快速给料装置的自动焊接机,其特征在于,所述升降顶板(94)内侧面为圆弧面(941),所述圆弧面(941)的圆心为所述转盘(2)的圆心。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921845234.0U CN211414107U (zh) | 2019-10-30 | 2019-10-30 | 一种具有高精度快速给料装置的自动焊接机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921845234.0U CN211414107U (zh) | 2019-10-30 | 2019-10-30 | 一种具有高精度快速给料装置的自动焊接机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211414107U true CN211414107U (zh) | 2020-09-04 |
Family
ID=72250983
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921845234.0U Active CN211414107U (zh) | 2019-10-30 | 2019-10-30 | 一种具有高精度快速给料装置的自动焊接机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211414107U (zh) |
-
2019
- 2019-10-30 CN CN201921845234.0U patent/CN211414107U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106315177A (zh) | 用于自动化生产线的上料装置 | |
| CN110052643B (zh) | 一种自动钻孔设备 | |
| CN110682036A (zh) | 一种四工位圆盘旋转上料片焊接在横向料带的焊接机 | |
| CN113765308A (zh) | 一种马达减速箱自动装配设备 | |
| CN113334076A (zh) | 电动撑杆芯杆组装设备 | |
| CN211414107U (zh) | 一种具有高精度快速给料装置的自动焊接机 | |
| CN211052920U (zh) | 一种四工位圆盘旋转上料片焊接在横向料带的焊接机 | |
| CN112077678A (zh) | 一种刀片自动加工设备 | |
| CN110666411A (zh) | 一种具有高精度快速给料装置的自动焊接机 | |
| CN110666409A (zh) | 一种三工位圆盘旋转上料的焊接机 | |
| CN114700720B (zh) | 一种滚轮装配设备 | |
| CN115319443A (zh) | 一种金属销轴上料、组装、检测一体化设备 | |
| CN113547622B (zh) | 一种陶瓷加工用的坯体批量化修边装置 | |
| CN211052917U (zh) | 一种三工位圆盘旋转上料的焊接机 | |
| CN210818281U (zh) | 一种齿圈自动上下料机构 | |
| CN114486508A (zh) | 一种叠层封装用推拉力测试装置 | |
| CN212761493U (zh) | 带锯床用自动进料装置 | |
| CN108788567B (zh) | 用于精密零件焊接中心的正面盖板方向识别组件 | |
| CN109108761B (zh) | 用于精密零件焊接中心的圆管上料导正方法 | |
| CN112621342A (zh) | 一种轴承加工用具有偏移故障检测结构的开槽设备 | |
| CN111546076A (zh) | 一种回转类工件生产线 | |
| CN107640570B (zh) | 一种泵套内壁加工设备用供料流水线 | |
| CN112475687A (zh) | 一种高效自动焊接机及焊接工艺 | |
| CN219336467U (zh) | 铁芯拼圆焊接设备 | |
| CN217096510U (zh) | 一种管轴压头设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |