CN211072213U - Double-sided welding special machine for anode plate of electrostatic dust collector - Google Patents
Double-sided welding special machine for anode plate of electrostatic dust collector Download PDFInfo
- Publication number
- CN211072213U CN211072213U CN201921670308.1U CN201921670308U CN211072213U CN 211072213 U CN211072213 U CN 211072213U CN 201921670308 U CN201921670308 U CN 201921670308U CN 211072213 U CN211072213 U CN 211072213U
- Authority
- CN
- China
- Prior art keywords
- special
- welding
- anode plate
- machine
- servo motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Abstract
A special double-side welding machine for an anode plate of an electrostatic dust collector comprises an anode plate supporting bracket, a multi-point resistance spot welding machine, a special machine gas circuit system, a special machine water cooling system, an overhauling cover plate, a special machine base, a servo motor, a P L C controller, a servo motor gear, a rack, a linear guide rail sliding table and a linear guide rail.
Description
Technical Field
The utility model relates to a welding equipment of positive plate among electrostatic precipitator, concretely relates to two-sided welding special plane of electrostatic precipitator anode plate.
Background
In the electrostatic dust collector in the environmental protection industry, an anode plate is frequently used, the structure of the anode plate is that a square tube is welded into a frame, two surfaces of the anode plate are covered with thin steel plates, and the connection between the steel plates and the frame is formed by resistance spot welding. In the welding process of the anode plate, a single-point cantilever type resistance spot welding machine is usually adopted for welding, the welding machine needs to weld by a manual method when in welding, only one spot can be welded at each time, the production efficiency is extremely low, the welding process is unstable, the product quality is difficult to ensure, the labor intensity of workers is high, the production cost is high, and the modern mass production cannot be met. Particularly in large project production processes, this welding process becomes a "bottleneck" process in the manufacture of products, the production of which cannot meet the requirements of production orders, and therefore must be replaced by new equipment.
SUMMERY OF THE UTILITY MODEL
The utility model aims at providing a less investment, it is fast to take effect in order to the not enough of above-mentioned existing equipment, and product quality is stable, the two-sided welding special plane of semi-automatic electrostatic precipitator anode plate that production efficiency is high.
In order to achieve the above purpose, the utility model adopts the following technical scheme:
the utility model provides a two-sided welding special plane of electrostatic precipitator anode plate, it includes anode plate support bracket, multiple spot resistance spot welder, special plane gas circuit system, special plane water cooling system, overhaul the apron, special plane base, servo motor, P L C controller, servo motor gear, rack, linear guide slip table, linear guide, two upper and lower multiple spot resistance spot welders pass through the transmission of servo motor gear and rack, slide along the linear guide direction and drive two upper and lower multiple spot resistance spot welders relative movement on the special plane, treat that the welded anode plate is fixed, adopt two upper and lower multiple spot resistance spot welders two-sided simultaneous welding to realize the welding of all solder joints in the anode plate length direction.
The special welding machine is provided with a special machine frame, and a rack and a linear guide rail are arranged on a frame base, so that the upper and lower multipoint resistance spot welding machines can be guaranteed to freely move back and forth in the welding process.
All welding spots on the anode plate are welded by the upper and lower multipoint resistance spot welding machines, the welding machines adopt cantilever type structures, servo motors are arranged on bases of the cantilevers, gears of the servo motors are arranged on the servo motors and connected with racks on bases of special machine frames, and linear guide rail sliding tables are arranged on the bases of the cantilevers and slide relative to linear guide rails on the bases of the special machine frames.
The special machine is provided with a special machine gas circuit system and a special machine water cooling system, the special machine gas circuit system provides gas source guarantee for each welding cylinder, an anode plate pressing device is provided, stability of air pressure is guaranteed, and the special machine water cooling system provides reliable circulating cooling water for the resistance welding gun head.
The special machine is provided with a P L C controller, and the welding work of the anode plate is completed through the combined action of all mechanisms between the electric component and the pneumatic component.
According to the product characteristic analysis of an anode plate, in order to meet the welding requirements of a product, the special welding machine for the anode plate of the electrostatic dust collector adopts an upper multipoint resistance spot welding machine and a lower multipoint resistance spot welding machine to move, a welding workpiece is not moved, the upper multipoint resistance spot welding machine and the lower multipoint resistance spot welding machine are driven by a driving servo motor, the upper multipoint resistance spot welding machine and the lower multipoint resistance spot welding machine are driven by a P L C to cooperate with mechanisms such as a special water cooling system and a special gas circuit system, and the welding work of the upper side and the lower side of the anode plate is finished simultaneously.
The beneficial effects of the utility model are that 1, two multipoint resistance spot welding machines about this equipment adopted, weld the positive and negative of anode plate simultaneously, it is quick to have production, efficient hold, the "bottleneck" process in the actual production has been solved, can deliver the product on schedule, satisfy customer's demand.2, this equipment is except that going up the unloading, all the other actions all adopt P L C controller control, realize welding process's automation completely, guarantee welded stability, promote product quality greatly.3, the full-automatic welding process that this equipment adopted, workman intensity of labour greatly reduced, labor conditions has been improved, improve operator's enthusiasm.4, the full-automatic welding that this equipment adopted, and the productivity is improved, and the intensity of labour is reduced, and product quality is stable, easily realize batch production, and very good economic benefits has been created.
The present invention will be further explained with reference to the drawings attached to the specification.
Drawings
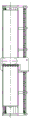
FIG. 1 is a view of the structure of an anode plate of a welded part;
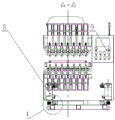
FIG. 2 is a top view of the welding special machine;
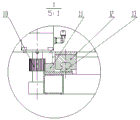
FIG. 3 is a cross-sectional view of a multi-point resistance welder;
FIG. 4 is an enlarged view of a driving mechanism of the welding special machine;
FIG. 5 is the structure diagram of the anode plate of the welding part.
In the attached drawing, the device comprises an anode plate 1, an anode plate supporting bracket 2, a multipoint resistance spot welding machine 3, a special machine gas path system 4, a special machine water cooling system 5, an overhaul cover plate 6, a special machine base 7, a servo motor 8, a P L C controller 9, a servo motor gear 10, a servo motor gear 11, a rack 12, a linear guide rail sliding table 13 and a linear guide rail.
Detailed Description
As shown in fig. 1, 2, 3, 4 and 5, the special double-side welding machine for the anode plate of the electrostatic dust collector comprises an anode plate supporting bracket 2, a multipoint resistance spot welding machine 3, a special gas circuit system 4, a special water cooling system 5, an overhauling cover plate 6, a special machine base 7, a servo motor 8, a P L C controller 9, a servo motor gear 10, a rack 11, a linear guide rail sliding table 12 and a linear guide rail 13, wherein the upper multipoint resistance spot welding machine 3 and the lower multipoint resistance spot welding machine 3 are driven to move relatively on the special machine along the direction of the linear guide rail 13 through the transmission of the servo motor gear 10 and the rack 11, the anode plate to be welded is fixed to realize the welding of all double-side welding spots in the length direction of the anode plate 1, a special machine frame on the special welding machine can ensure that the upper multipoint resistance spot welding machine 3 and the lower multipoint resistance spot welding machine 3 move freely in the welding process, the rack 11 and the linear guide rail 13 are arranged on the frame base, all welding spots on the anode plate 1 are welded by the upper multipoint special welding machine 3 and the special cantilever special welding machine, a cantilever water cooling structure is arranged on the cantilever special welding machine, a cantilever water cooling system is arranged on the cantilever cooling system, a cantilever cooling system which provides a stable gas cylinder, a cantilever cooling system which controls a cantilever welding machine is arranged on the cantilever welding machine, a cantilever cooling system is arranged on the cantilever cooling system, a cantilever cooling system is arranged on the cantilever cooling system.
When the special welding machine is powered on, the P L C controller 9 is started, at the moment, the special welding machine starts the special machine gas circuit system 4 and the special machine water cooling system 5 to ensure the normal work of a welding cylinder and a spot welding head, an anode plate frame and a panel of a product to be welded are placed on the anode plate supporting bracket 2, a positioning pin is inserted, a welding button is started, the special machine gas circuit system 4 compresses the anode plate 1 by using the cylinder, the P L C gives an instruction to a driven servo motor 8, the upper and lower two multi-point resistance spot welding machines 3 move to a zero point of the special welding machine under the control of a program, the special machine control system moves the upper and lower two multi-point resistance spot welding machines 3 to the anode plate 1 through the servo motor 8, when the special machine moves to a welding station, the P L C controller controls the upper and lower multi-point welding machines 3 to weld a first row of upper and lower 7 welding points, after welding, the welding cylinder returns, the upper and lower multi-point resistance spot welding machines 3 move one working step (namely, the P L C controller controls the upper and lower multi-point welding machines to weld a row of the upper and lower multi-point welding machine to weld a second row of products, the last multi-point welding machine to weld a row of the last multi-point welding machine, the last multi-point welding machine can perform the operation of a third multi-point welding process, the welding process of the welding machine, the last multi-point welding machine, the last multi-.
Claims (4)
1. The utility model provides a two-sided welding special plane of electrostatic precipitator anode plate, it includes anode plate support bracket, multiple spot resistance spot welder, special plane gas circuit system, special plane water cooling system, overhaul the apron, special plane base, servo motor, P L C controller, servo motor gear, rack, linear guide slip table, linear guide, two upper and lower multiple spot resistance spot welders pass through the transmission of servo motor gear and rack, slide along the linear guide direction and drive two upper and lower multiple spot resistance spot welders relative movement on the special plane, treat that the welded anode plate is fixed, adopt two upper and lower multiple spot resistance spot welders two-sided simultaneous welding to realize the welding of all solder joints in the anode plate length direction.
2. The special double-sided welding machine for the anode plate of the electrostatic precipitator according to claim 1, wherein the special welding machine is provided with a special frame, and a rack and a linear guide rail are arranged on a frame base, so that the upper multipoint resistance spot welding machine and the lower multipoint resistance spot welding machine can move back and forth freely in the welding process.
3. The special double-sided welding machine for the anode plate of the electrostatic dust collector as claimed in claim 1, wherein all welding spots on the anode plate are welded by the upper and lower multi-point resistance spot welding machines, the welding machine is in a cantilever structure, a servo motor is arranged on a base of the cantilever, a gear of the servo motor is arranged on the servo motor and connected with a rack on a base of a special machine frame, and a linear guide rail sliding table is arranged on the base of the cantilever and slides relative to a linear guide rail on the base of the special machine frame.
4. The special double-sided welding machine for the anode plate of the electrostatic dust collector as claimed in claim 1, wherein a special machine gas circuit system and a special machine water cooling system are arranged on the special machine, the special machine gas circuit system provides gas source guarantee for each welding cylinder, an anode plate pressing device is provided, the stability of air pressure is guaranteed, and the special machine water cooling system provides reliable circulating cooling water for a resistance welding gun head.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921670308.1U CN211072213U (en) | 2019-10-08 | 2019-10-08 | Double-sided welding special machine for anode plate of electrostatic dust collector |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921670308.1U CN211072213U (en) | 2019-10-08 | 2019-10-08 | Double-sided welding special machine for anode plate of electrostatic dust collector |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211072213U true CN211072213U (en) | 2020-07-24 |
Family
ID=71646830
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921670308.1U Active CN211072213U (en) | 2019-10-08 | 2019-10-08 | Double-sided welding special machine for anode plate of electrostatic dust collector |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211072213U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110587098A (en) * | 2019-10-08 | 2019-12-20 | 艾尼科环保技术(安徽)有限公司 | Double-sided welding special machine for anode plate of electrostatic dust collector |
-
2019
- 2019-10-08 CN CN201921670308.1U patent/CN211072213U/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110587098A (en) * | 2019-10-08 | 2019-12-20 | 艾尼科环保技术(安徽)有限公司 | Double-sided welding special machine for anode plate of electrostatic dust collector |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201333595Y (en) | Escalator standard sections welding robot device | |
| CN203076781U (en) | Automobile part spot-welding horizontal multi-station transmission system | |
| CN103350286B (en) | A kind of welding equipment of door of elevator wallboard reinforcement end socket and method | |
| CN104384669B (en) | A kind of three-dimensional argonaut welding device | |
| CN110560521A (en) | automatic bending machine | |
| CN211072213U (en) | Double-sided welding special machine for anode plate of electrostatic dust collector | |
| CN203804432U (en) | Welding device based on welding robot for important stress component of elevator | |
| CN108941984B (en) | Efficient machining mechanism for grid plate machining and working method thereof | |
| CN211072212U (en) | Special single-side welding machine for anode plate of electrostatic dust collector | |
| CN211072211U (en) | Special single-side welding machine for movable polar plate | |
| CN203304800U (en) | Welding equipment for reinforcing rib sealing heads of door plate and wall plate of lift | |
| CN210936583U (en) | Automatic bending machine | |
| CN105057940A (en) | Intelligent rectangular coordinate spot welding robot | |
| CN210548808U (en) | Ultrasonic double-station metal spot welding machine | |
| CN202185676U (en) | Cantilever type numerically-controlled laser welding machine provided with underlaid beam | |
| CN201664809U (en) | Multipoint interlocked spot welding device | |
| CN213080357U (en) | Double-gun straight seam welding device for front protective beam of commercial vehicle | |
| CN110587097A (en) | Special single-side welding machine for movable polar plate | |
| CN113458691B (en) | Double-slit welding platform | |
| CN213764386U (en) | Full-automatic multi-angle arc welding device of robot | |
| CN210789634U (en) | Box multipoint welding machine | |
| CN110587098A (en) | Double-sided welding special machine for anode plate of electrostatic dust collector | |
| CN208214574U (en) | A kind of motor Hall element automatic soldering device | |
| CN110587099A (en) | Special single-side welding machine for anode plate of electrostatic dust collector | |
| CN202762945U (en) | Multipoint automatic riveting support |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |