CN210719165U - 一种用于水平仪测试的激光自动检测设备 - Google Patents
一种用于水平仪测试的激光自动检测设备 Download PDFInfo
- Publication number
- CN210719165U CN210719165U CN201921349539.2U CN201921349539U CN210719165U CN 210719165 U CN210719165 U CN 210719165U CN 201921349539 U CN201921349539 U CN 201921349539U CN 210719165 U CN210719165 U CN 210719165U
- Authority
- CN
- China
- Prior art keywords
- module
- cylinder
- detection
- driven
- clamping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Length Measuring Devices By Optical Means (AREA)
Abstract
本实用新型涉及一种用于水平仪测试的激光自动检测设备,包括入料位、机械手、跌落模组、搬运模组、置零模组、角度测试模组、精度检测模组、光线检测模组、出料位和排废位,该用于水平仪测试的激光自动检测设备,通过搬运模组和机械手的配合,能够自动搬运产品,减小搬运时长,提高搬运效率,通过跌落测试模组、角度测试模组、精度测试模组和光线检测模组的配合,能够自动对产品按照检测工序进行快速检测,检测效率较高。
Description
技术领域
本实用新型涉及水平仪检测领域,特别涉及一种用于水平仪测试的激光自动检测设备。
背景技术
水平仪是一种测量小角度的常用量具。在机械行业和仪表制造中,用于测量相对于水平位置的倾斜角、机床类设备导轨的平面度和直线度、设备安装的水平位置和垂直位置等,对于新出厂的水平仪需要进行各种检测,使得水平仪能够满足使用要求,但是现有的检测设备一般只能对水平仪的一个方面进行检测,检测效率较低,而且需要人工搬运至各种检测设备,搬运时间长,工人工作量大,容易出现漏检的情况。
因此有必要提供一种用于水平仪测试的激光自动检测设备来解决上述问题。
实用新型内容
本实用新型的目的在于提供一种用于水平仪测试的激光自动检测设备,能够自动对产品按照检测工序进行检测,检测效率较高,而且能够自动搬运产品,减小搬运时长,提高搬运效率。
本实用新型解决其技术问题所采用的技术方案是:一种用于水平仪测试的激光自动检测设备,其包括入料位、机械手、跌落模组、搬运模组、置零模组、角度测试模组、精度检测模组、光线检测模组、出料位和排废位。
具体的,所述跌落模组包括待检测位和跌落平台,所述待检测位上设有挡板。
具体的,所述搬运模组包括移动装置、受所述移动装置驱动进行移动的移动架、设置在所述移动架上的转动装置和升降装置,所述转动装置包括第一气缸、受所述第一气缸驱动进行升降的支撑架、设置在所述支撑架内的旋转机构,所述旋转机构包括固定在所述支撑架上的旋转气缸、受所述旋转气缸驱动进行转动的定位架和夹爪机构,所述升降装置包括第二气缸、受所述第二气缸驱动进行升降的固定架、设置在所述固定架上的两个下移机构,所述下移机构包括第一电机和受所述第一电机驱动进行转动的夹爪机构,所述夹爪机构包括固定块、固定在所述固定块上的第三气缸、受所述第三气缸驱动进行移动的推块、与所述推块连接的两个传动组件,所述传动组件包括与所述推块铰接的传动块、与所述传动块铰接的夹紧杆和固定在所述夹紧杆上的限位框。
具体的,所述置零模组包括回转气缸、受所述回转气缸驱动进行转动的转动块、固定在所述转动块上的定位杆、设置在所述转动块两侧的第一固定板和第二固定板、设置在所述第二固定板上的定位机构,所述定位机构包括顶出气缸、受所述顶出气缸驱动进行移动的顶出块、设置在所述顶出块上的两个限位杆和两个顶针,所述第一固定板上设有传感器和若干定位销。
具体的,所述角度测试模组包括滑台机构和两个检测装置,所述滑台机构设置在两个检测装置中的其中一个检测装置的下方,所述检测装置斜台、设置在所述斜台上方的限位框、夹紧机构、设置在所述限位框四周的若干导光棒,所述夹紧机构包括夹紧气缸、受所述夹紧气缸驱动进行的两个夹紧条,所述滑台机构包括滑台气缸、受所述驱动进行移动的平移杆、固定在所述平移杆上的限位气缸、受所述限位气缸驱动进行移动的两个卡块。
具体的,所述精度检测模组包括第一工位、设置在所述第一工位上方的棱镜、第二工位、设置在所述第二工位下方驱动所述第二工位转动的转动气缸、第一相机,所述棱镜、第二工位和第一相机在同一水平面上。
具体的,所述光线检测模组包括放置台、驱动所述放置台转动的第二电机、光接收器、驱动所述光接收器转动的第三电机、显示装置、检测相机、垂直板和设置在所述垂直板上的引光棒,所述引光棒、检测相机、光接收器均与所述显示装置电连接。
本实用新型一种用于水平仪测试的激光自动检测设备的有益效果是,通过搬运模组和机械手的配合,能够自动搬运产品,减小搬运时长,提高搬运效率,通过跌落测试模组、角度测试模组、精度测试模组和光线检测模组的配合,能够自动对产品按照检测工序进行快速检测,检测效率较高。
附图说明
下面结合附图和实施例对本实用新型进一步说明。
图1是本实用新型的用于水平仪测试的激光自动检测设备的结构示意图;
图2是本实用新型的用于水平仪测试的激光自动检测设备的跌落模组与搬运模组的连接结构示意图;
图3是本实用新型的用于水平仪测试的激光自动检测设备的搬运模组的结构示意图;
图4是本实用新型的用于水平仪测试的激光自动检测设备的旋转机构的结构示意图;
图5是本实用新型的用于水平仪测试的激光自动检测设备的夹爪机构的结构示意图;
图6是本实用新型的用于水平仪测试的激光自动检测设备的置零模组的结构示意图;
图7是图6的A部放大图;
图8是本实用新型的用于水平仪测试的激光自动检测设备的角度测试模组的结构示意图;
图9是本实用新型的用于水平仪测试的激光自动检测设备的角度测试模组的结构示意图;
图10是本实用新型的用于水平仪测试的激光自动检测设备的精度检测模组的结构示意图;
图11是本实用新型的用于水平仪测试的激光自动检测设备的光线检测模组的结构示意图;
图中:1.入料位,2.机械手,3.跌落模组,31.待检测位,32.跌落平台;
4.搬运模组,41.移动架,42.第一气缸,43.支撑架,44.旋转机构,441. 定位架,442.旋转气缸,45.第二气缸,46.固定架,47.第一电机,48.夹爪机构,481.固定块,482.第三气缸,483.推块,484.传动块,485.夹紧杆,486. 限位框;
5.置零模组,51.回转气缸,52.第一固定板,53.第二固定板,54.顶出块, 55.定位销,56.传感器,57.转动块,58.定位杆,59.顶出气缸,591.限位杆, 592.顶针;
6.角度测试模组,61.斜台,62.限位框,63.导光棒,64.夹紧气缸,65.夹紧条,66.滑台机构,661.滑台气缸,662.平移杆,663.限位气缸,664.卡块;
7.精度检测模组,71.第一工位,72.棱镜,73.第二工位,74.转动气缸, 75.第一相机
8.光线检测模组,81.显示装置,82.检测相机,83.第二电机,84.放置台, 85.第三电机,86.光接收器,87.垂直板,88.引光棒,9.出料位,10.排废位,11.产品。
具体实施方式
现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
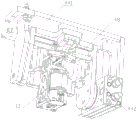
如图1所示,一种用于水平仪测试的激光自动检测设备,其包括入料位1、机械手2、跌落模组3、搬运模组4、置零模组5、角度测试模组6、精度检测模组7、光线检测模组8、出料位9和排废位10。
如图2所示,所述跌落模组3包括待检测位31和跌落平台32,所述待检测位31上设有挡板。产品11被搬运模组4运输至待检测位31,挡板可以防止产品11移动,跌落平台32用于对产品11进行跌落测试。
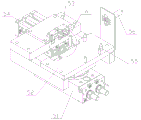
如图3-5所示,所述搬运模组4包括移动装置、受所述移动装置驱动进行移动的移动架41、设置在所述移动架41上的转动装置和升降装置,所述转动装置包括第一气缸42、受所述第一气缸42驱动进行升降的支撑架43、设置在所述支撑架43内的旋转机构44,所述旋转机构44包括固定在所述支撑架43上的旋转气缸442、受所述旋转气缸442驱动进行转动的定位架441和夹爪机构48,所述升降装置包括第二气缸45、受所述第二气缸45驱动进行升降的固定架46、设置在所述固定架46上的两个下移机构,所述下移机构包括第一电机47和受所述第一电机47驱动进行转动的夹爪机构48,所述夹爪机构48包括固定块481、固定在所述固定块481上的第三气缸482、受所述第三气缸482驱动进行移动的推块483、与所述推块483连接的两个传动组件,所述传动组件包括与所述推块铰接的传动块484、与所述传动块484铰接的夹紧杆485和固定在所述夹紧杆 485上的限位框486。进行跌落测试时,转动装置工作,第一气缸42驱动支撑架43下移,通过夹爪机构48紧固待检测位31上产品11,移动装置工作,移动架41移动,使得支撑架43移动,第一气缸42驱动支撑架43下移至跌落平台 32上方150±50mm的位置时,夹爪机构48工作,第三气缸482驱动推块483移动,使得两个传动块484分离,产品11掉落进行跌落测试,支撑架43下移,夹爪机构48夹取产品11后产品11被升至跌落平台32上方150±50mm的位置,旋转机构44工作,旋转气缸442驱动定位架441转动,使得夹爪机构48和产品11旋转90度,此时夹爪机构48松开产品11,对产品11进行第二次跌落测试,之后夹爪机构48继续夹取产品11,旋转机构44将产品11反转90度,实现产品11的归正;进行角度测试时,移动装置工作,移动架41移动,升降装置工作,使得产品11依次通过置零模组5和两个检测装置,从而完成角度测试。
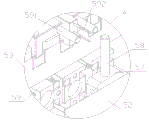
如图6、7所示,所述置零模组5包括回转气缸51、受所述回转气缸51驱动进行转动的转动块57、固定在所述转动块57上的定位杆58、设置在所述转动块57两侧的第一固定板52和第二固定板53、设置在所述第二固定板53上的定位机构,所述定位机构包括顶出气缸59、受所述顶出气缸59驱动进行移动的顶出块54、设置在所述顶出块54上的两个限位杆591和两个顶针592,所述第一固定板52上设有传感器56和若干定位销55。定位销55和定位杆58用于对产品11限位,防止产品11脱离置零模组5,回转气缸51驱动转动块57转动,使得产品11转动90度,顶出气缸59驱动顶出块54顶出,使得限位杆591和顶针592插入产品11并接触产品11内的接触按钮开关,传感器56检测产品11 垂直和水平激光快闪熄灭后再次点亮时,顶出气缸59工作,将顶针592退出产品11,完成置零。
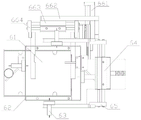
如图8、9所示,所述角度测试模组6包括滑台机构66和两个检测装置,所述滑台机构66设置在两个检测装置中的其中一个检测装置的下方,所述检测装置斜台61、设置在所述斜台61上方的限位框62、夹紧机构、设置在所述限位框486四周的若干导光棒63,所述夹紧机构包括夹紧气缸64、受所述夹紧气缸64驱动进行的两个夹紧条65,所述滑台机构66包括滑台气缸661、受所述驱动进行移动的平移杆662、固定在所述平移杆662上的限位气缸663、受所述限位气缸663驱动进行移动的两个卡块664。升降装置工作,控制夹爪机构48 从置零模组5处夹起产品11,将产品11放置第一个检测装置上,斜台61倾斜 3.5度,同时夹紧气缸64驱动两个夹紧条65靠近固定产品11,限位框62上的导光棒63从4个方向检测产品11,检测产品11的激光头是否常亮,然后将产品11放置在第二个检测装置上,斜台61倾斜4.5度,此时夹紧气缸64驱动两个夹紧条65靠近固定产品11,由于倾斜角度较大,产品11可能会移动,因此滑台机构66工作,滑台气缸661驱动平移杆662移动,使得限位气缸663移动至限位框62的中部附近,限位气缸663驱动两个卡块664靠近,通过与夹紧机构的配合将产品11牢牢固定,限位框62上的导光棒63从4个方向检测产品11,检测激光头是否闪烁。
如图10所示,所述精度检测模组7包括第一工位71、设置在所述第一工位 71上方的棱镜72、第二工位73、设置在所述第二工位73下方驱动所述第二工位73转动的转动气缸74、第一相机75,所述棱镜72、第二工位73和第一相机 75在同一水平面上。机械手2将产品11放置在第一工位71,棱镜72折射将产品11激光头发射的光折射到第一相机75内,进行检测,然后机械手2抓取产品11放置在第二工位73,棱镜72折射旋转,将光对准到第一相机75内,进行检测,转动气缸74驱动第二工位73旋转对准到第一相机75进行检测。
如图11所示,所述光线检测模组8包括放置台84、驱动所述放置台84转动的第二电机83、光接收器86、驱动所述光接收器86转动的第三电机85、显示装置81、检测相机82、垂直板87和设置在所述垂直板87上的引光棒88,所述引光棒88、检测相机82、光接收器86均与所述显示装置81电连接。首先进行光功率检测,机械手2将产品11放置在放置台84,使产品11的水平光线对准光接收器86的中间位置,测试光功率要大于等于0.06mW,第二电机83驱动放置台84旋转,使得旋转产品11,同时第三电机85驱动光接收器86转动,找出最大光功率要处于0.39mW至0.85mW之间,并使垂直水平光线照射到引光棒 88上,光功率检测完成后,进行垂直光线检测,第二相机83识别,引光棒88 识别激光头光线距离,垂直光线前端应在20CM以内,垂直光线后端应在38CM 以内。
该用于水平仪测试的激光自动检测设备的工作原理:机械手2从入料位1 抓取产品11放入跌落模组3后,搬运模组4工作,依次进行跌落测试,进行置零,角度测试,测试完成后再由机械手2抓取产品11放入光线检测模组8进行检测,再由机械手2抓取产品11放入精度测试机构进行检测,完成所有检测后,如果产品11合格,机械手2将产品11移动至出料位9,如果产品11不合格,机械手2将产品11移动至排废位10。
与现有技术相比,该用于水平仪测试的激光自动检测设备,通过搬运模组4 和机械手2的配合,能够自动搬运产品11,减小搬运时长,提高搬运效率,通过跌落测试模组、角度测试模组6、精度测试模组和光线检测模组8的配合,能够自动对产品11按照检测工序进行快速检测,检测效率较高。
以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
Claims (7)
1.一种用于水平仪测试的激光自动检测设备,其特征在于,包括入料位、机械手、跌落模组、搬运模组、置零模组、角度测试模组、精度检测模组、光线检测模组、出料位和排废位。
2.如权利要求1所述的用于水平仪测试的激光自动检测设备,其特征在于,所述跌落模组包括待检测位和跌落平台,所述待检测位上设有挡板。
3.如权利要求1所述的用于水平仪测试的激光自动检测设备,其特征在于,所述搬运模组包括移动装置、受所述移动装置驱动进行移动的移动架、设置在所述移动架上的转动装置和升降装置,所述转动装置包括第一气缸、受所述第一气缸驱动进行升降的支撑架、设置在所述支撑架内的旋转机构,所述旋转机构包括固定在所述支撑架上的旋转气缸、受所述旋转气缸驱动进行转动的定位架和夹爪机构,所述升降装置包括第二气缸、受所述第二气缸驱动进行升降的固定架、设置在所述固定架上的两个下移机构,所述下移机构包括第一电机和受所述第一电机驱动进行转动的夹爪机构,所述夹爪机构包括固定块、固定在所述固定块上的第三气缸、受所述第三气缸驱动进行移动的推块、与所述推块连接的两个传动组件,所述传动组件包括与所述推块铰接的传动块、与所述传动块铰接的夹紧杆和固定在所述夹紧杆上的限位框。
4.如权利要求1所述的用于水平仪测试的激光自动检测设备,其特征在于,所述置零模组包括回转气缸、受所述回转气缸驱动进行转动的转动块、固定在所述转动块上的定位杆、设置在所述转动块两侧的第一固定板和第二固定板、设置在所述第二固定板上的定位机构,所述定位机构包括顶出气缸、受所述顶出气缸驱动进行移动的顶出块、设置在所述顶出块上的两个限位杆和两个顶针,所述第一固定板上设有传感器和若干定位销。
5.如权利要求1所述的用于水平仪测试的激光自动检测设备,其特征在于,所述角度测试模组包括滑台机构和两个检测装置,所述滑台机构设置在两个检测装置中的其中一个检测装置的下方,所述检测装置斜台、设置在所述斜台上方的限位框、夹紧机构、设置在所述限位框四周的若干导光棒,所述夹紧机构包括夹紧气缸、受所述夹紧气缸驱动进行的两个夹紧条,所述滑台机构包括滑台气缸、受所述驱动进行移动的平移杆、固定在所述平移杆上的限位气缸、受所述限位气缸驱动进行移动的两个卡块。
6.如权利要求1所述的用于水平仪测试的激光自动检测设备,其特征在于,所述精度检测模组包括第一工位、设置在所述第一工位上方的棱镜、第二工位、设置在所述第二工位下方驱动所述第二工位转动的转动气缸、第一相机,所述棱镜、第二工位和第一相机在同一水平面上。
7.如权利要求1所述的用于水平仪测试的激光自动检测设备,其特征在于,所述光线检测模组包括放置台、驱动所述放置台转动的第二电机、光接收器、驱动所述光接收器转动的第三电机、显示装置、检测相机、垂直板和设置在所述垂直板上的引光棒,所述引光棒、检测相机、光接收器均与所述显示装置电连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921349539.2U CN210719165U (zh) | 2019-08-20 | 2019-08-20 | 一种用于水平仪测试的激光自动检测设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921349539.2U CN210719165U (zh) | 2019-08-20 | 2019-08-20 | 一种用于水平仪测试的激光自动检测设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210719165U true CN210719165U (zh) | 2020-06-09 |
Family
ID=70931632
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921349539.2U Active CN210719165U (zh) | 2019-08-20 | 2019-08-20 | 一种用于水平仪测试的激光自动检测设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210719165U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110440768A (zh) * | 2019-08-20 | 2019-11-12 | 江苏帝浦拓普智能装备有限公司 | 一种用于水平仪测试的激光自动检测设备 |
-
2019
- 2019-08-20 CN CN201921349539.2U patent/CN210719165U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110440768A (zh) * | 2019-08-20 | 2019-11-12 | 江苏帝浦拓普智能装备有限公司 | 一种用于水平仪测试的激光自动检测设备 |
| CN110440768B (zh) * | 2019-08-20 | 2023-12-01 | 江苏帝浦拓普智能装备有限公司 | 一种用于水平仪测试的激光自动检测设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107051900B (zh) | 一种应用于轴承在线检测的自动化设备 | |
| CN108775887B (zh) | 一种锂电池的检测方法 | |
| CN108387276B (zh) | 锂电池检测设备 | |
| CN106824812B (zh) | 一种轴类零件自动检测设备 | |
| CN108507518A (zh) | 一种锂电池检验设备 | |
| CN113899623A (zh) | 一种机器人上下料混凝土抗压试验系统 | |
| CN108598592A (zh) | 锂电池检验设备 | |
| CN110877016A (zh) | 风力发电叶片检测装置及检测方法 | |
| CN112758677A (zh) | 一种自动治具盖板弹力测试设备及测试方法 | |
| CN210719165U (zh) | 一种用于水平仪测试的激光自动检测设备 | |
| CN110440768B (zh) | 一种用于水平仪测试的激光自动检测设备 | |
| CN108767285A (zh) | 一种方形锂电池检验机 | |
| CN116477347A (zh) | 一种图像传感器测试设备 | |
| CN215812487U (zh) | 一种在线检测aoi机结构 | |
| CN215542830U (zh) | 柔性屏双面3d检测设备 | |
| CN211235657U (zh) | 一种用于钢球超声波探伤的装置 | |
| CN214732580U (zh) | 一种自动治具盖板弹力测试设备 | |
| CN213612714U (zh) | 一种机械配件全自动检测设备 | |
| CN209849326U (zh) | 一种长条形工件自动检测装置 | |
| CN108787482A (zh) | 一种新能源电池检验设备 | |
| CN210718982U (zh) | 一种玻璃瓶加工用垂直度检测设备 | |
| CN114544655A (zh) | 用于格架缺陷的自动检测装置 | |
| CN113414122A (zh) | 柔性屏双面3d检测设备 | |
| CN209055069U (zh) | 一种外壳瑕疵在线检测机 | |
| CN112255236A (zh) | 一种全智能条形光源外观检测设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |