CN210676799U - 传动轴滑动叉锻件新型锻造模具 - Google Patents
传动轴滑动叉锻件新型锻造模具 Download PDFInfo
- Publication number
- CN210676799U CN210676799U CN201921410168.4U CN201921410168U CN210676799U CN 210676799 U CN210676799 U CN 210676799U CN 201921410168 U CN201921410168 U CN 201921410168U CN 210676799 U CN210676799 U CN 210676799U
- Authority
- CN
- China
- Prior art keywords
- forging
- die
- cavity
- semi
- forging die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Abstract
传动轴滑动叉锻件新型锻造模具,包括上锻模和下锻模,下锻模内部设置有顶部敞口的半圆柱槽,半圆柱槽底部自下而上依次为杆部型腔和凹槽型腔,上锻模底面设置有与半圆柱槽相适配的第一半圆柱和第二半圆柱,上锻模底面在第一半圆柱和第二半圆轴之间开设有底部敞口的上模型腔,上模型腔内设置有凸柱;上锻模底面与上锻模顶面接触时,上模型腔与下模型腔上下对应连通,凸柱伸入到凹槽型腔内,杆部型腔、凹槽型腔和上模型腔合围的腔体形状为滑动叉锻件。本实用新型采用将现有的卧式锻造改为立式锻造,不再产生连皮,减少原材料浪费,避免局部坯料流动过快而流出型腔过多造成浪费的情况,降低废品率,提高了模具的使用寿命。
Description
技术领域
本实用新型属于汽车工业技术领域,具体涉及一种传动轴滑动叉锻件新型锻造模具。
背景技术
传动轴用滑动叉锻件的示意图如图1和图2所示,由一个杆部1和两个叉部2组成。传统滑动叉锻件的锻造工艺使用平面分模模式,分模面为图2中A-A平面。采用平面分模方式,锻造的模具的上锻模3和下锻模4结构相同,制作较为简单,但是存在以下问题:
1、如图3所示,锻造过程中,坯料水平放置到下锻模4的下模型腔5表面,坯料6的轴线与下模型腔5的杆部腔的轴线上下对应且平行,即下模型腔5可以在垂直于杆部1轴线的方向上对坯料6进行定位,但是在平行于杆部腔轴线的方向上坯料6处于自由状态,工人需要凭借经验放置坯料6,一致性不好,工人操作放偏时,会导致锻件产生缺料等缺陷,严重影响生产效率。
2、为了使坯料6充满下模型腔5和上模型腔7,需要按照滑动叉锻件截面积较大处选择坯料直径。由于坯料6直径比杆部2直径大,多余的坯料6在成形过程中由分模面排出下模型腔5和上模型腔7外形成毛边,降低了材料利用率。
3、在分模面方向上,下模型腔5和上模型腔7的叉部腔为中空的,而坯料6为实心棒料,所以在锻造成形时滑动叉锻件的叉部2会形成较大的连皮。同时,由于叉部腔的口是开放的,在锻造成形时对坯料6不形成阻力,所以叉部腔对应的坯料6成形时流动速度比其他部位快,最终造成在叉部腔流出的坯料较多,形成较大的毛边,降低了材料利用率。
4、由于滑动叉锻件的叉部2的外侧较宽,为了使坯料6更好的充满叉部腔,预锻时两个叉部腔之间的部分设计有劈料台8,如图4所示。在锻造过程中,劈料台8处金属流动比其他部位更加剧烈,导致劈料台8的磨损速度比其他部位更快,最终导致上锻模3和下锻模4的劈料台8提前失效而使模具报废,降低了模具的整体寿命,提高了模具成本和生产成本。而且在劈料台8磨损后,会使预锻时劈料效果变差,导致滑动叉锻件的叉部内侧出现缺料的情况,降低了锻件质量。
实用新型内容
本实用新型为了解决现有技术中的不足之处,提供一种提高材料利用率、提高模具寿命,降低锻件废品率及返修率的传动轴滑动叉锻件新型锻造模具。
为解决上述技术问题,本实用新型采用如下技术方案:传动轴滑动叉锻件新型锻造模具,包括上锻模和位于上锻模正下方的下锻模,下锻模内部设置有顶部敞口的半圆柱槽,半圆柱槽底部设置有下模型腔,下模型腔自下而上依次为杆部型腔和凹槽型腔,上锻模底面设置有与半圆柱槽相适配的第一半圆柱和第二半圆柱,上锻模底面在第一半圆柱和第二半圆轴之间开设有底部敞口的上模型腔,上模型腔内设置有凸柱;上锻模底面与上锻模顶面接触时,分模面为上锻模底面与上锻模顶面之间的接触面以及第一半圆柱和第二半圆柱的外圆周与半圆柱槽的内壁相接触的半圆周面,上模型腔与下模型腔上下对应连通,凸柱伸入到凹槽型腔内,杆部型腔、凹槽型腔和上模型腔合围的腔体形状为滑动叉锻件。
下锻模上在凹槽型腔长度方向的两侧上部均设有一个用于放置并定位坯料的台阶。
采用上述技术方案,本实用新型具有以下技术效果:
1、本实用新型采用将现有的卧式锻造改为立式锻造,滑动叉锻件的叉部不会存在水平锻造时的“连皮区域”,不再产生连皮,减少原材料浪费。
2、分模面为上锻模底面与上锻模顶面之间的接触面以及第一半圆柱和第二半圆柱的外圆周与半圆柱槽的内壁相接触的半圆周面,由现有的平面分模改为采用曲面分模(分模面的竖向截面为直线+半圆+直线)之后,坯料在预锻变形过程中整体受到约束,可以避免局部坯料流动过快而流出型腔过多造成浪费的情况。
3、在下锻模的两侧分别设置有定位坯料的台阶,放置坯料时可以降低对操作工人的要求,避免坯料放置的位置不合适造成的废品。
4、曲面分模的锻造模具没有了现有锻造模具的劈料台,锻造模具的各部位磨损速度较为一致,可以避免局部模具失效而导致整体模具报废,提高了模具的使用寿命。
附图说明
图1是现有滑动叉锻件的结构示意图;
图2是图1的俯视图;
图3是现有滑动叉锻件锻造模具的示意图;
图4是图3中下锻模的俯视图;
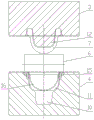
图5是本实用新型在放置坯料时的结构示意图;
图6是本实用新型锻造滑动叉锻件成型后的结构示意图;
图7是本实用新型中下锻模的立体结构示意图;
图8是本实用新型中上锻模的立体结构示意图;
图9是采用本实用新型锻造后的滑动叉锻件的结构示意图;
图10是图9的左视图。
具体实施方式
如图5-图10所示,本实用新型的传动轴滑动叉锻件新型锻造模具,包括上锻模3和位于上锻模3正下方的下锻模4,下锻模4内部设置有顶部敞口的半圆柱槽9,半圆柱槽9底部设置有下模型腔,下模型腔自下而上依次为杆部型腔10和凹槽型腔11,上锻模3底面设置有与半圆柱槽9相适配的第一半圆柱12和第二半圆柱13,上锻模3底面在第一半圆柱12和第二半圆轴之间开设有底部敞口的上模型腔7,上模型腔7内设置有凸柱14;上锻模3底面与上锻模3顶面接触时,分模面16为上锻模3底面与上锻模3顶面之间的接触面以及第一半圆柱12和第二半圆柱13的外圆周与半圆柱槽9的内壁相接触的半圆周面,上模型腔7与下模型腔上下对应连通,凸柱14伸入到凹槽型腔11内,杆部型腔10、凹槽型腔11和上模型腔7合围的腔体形状为滑动叉锻件。
下锻模4上在凹槽型腔11长度方向的两侧上部均设有一个用于放置并定位坯料6的台阶15。
本实用新型具有以下技术效果:
1、本实用新型采用将现有的卧式锻造改为立式锻造,滑动叉锻件的叉部2不会存在水平锻造时的“连皮区域”,不再产生连皮,减少原材料浪费。
2、分模面16为上锻模3底面与上锻模3顶面之间的接触面以及第一半圆柱12和第二半圆柱13的外圆周与半圆柱槽9的内壁相接触的半圆周面,由现有的平面分模改为采用曲面分模(分模面16的竖向截面为直线+半圆+直线)之后,坯料6在预锻变形过程中整体受到约束,可以避免局部坯料6流动过快而流出型腔过多造成浪费的情况。
3、在下锻模4的两侧分别设置有定位坯料6的台阶15,放置坯料6时可以降低对操作工人的要求,避免坯料6放置的位置不合适造成的废品。
4、曲面分模的锻造模具没有了现有锻造模具的劈料台,锻造模具的各部位磨损速度较为一致,可以避免局部模具失效而导致整体模具报废,提高了模具的使用寿命。
本实施例并非对本实用新型的形状、材料、结构等作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的保护范围。
Claims (2)
1.传动轴滑动叉锻件新型锻造模具,包括上锻模和位于上锻模正下方的下锻模,其特征在于:下锻模内部设置有顶部敞口的半圆柱槽,半圆柱槽底部设置有下模型腔,下模型腔自下而上依次为杆部型腔和凹槽型腔,上锻模底面设置有与半圆柱槽相适配的第一半圆柱和第二半圆柱,上锻模底面在第一半圆柱和第二半圆轴之间开设有底部敞口的上模型腔,上模型腔内设置有凸柱;上锻模底面与上锻模顶面接触时,分模面为上锻模底面与上锻模顶面之间的接触面以及第一半圆柱和第二半圆柱的外圆周与半圆柱槽的内壁相接触的半圆周面,上模型腔与下模型腔上下对应连通,凸柱伸入到凹槽型腔内,杆部型腔、凹槽型腔和上模型腔合围的腔体形状为滑动叉锻件。
2.根据权利要求1所述的传动轴滑动叉锻件新型锻造模具,其特征在于:下锻模上在凹槽型腔长度方向的两侧上部均设有一个用于放置并定位坯料的台阶。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921410168.4U CN210676799U (zh) | 2019-08-28 | 2019-08-28 | 传动轴滑动叉锻件新型锻造模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921410168.4U CN210676799U (zh) | 2019-08-28 | 2019-08-28 | 传动轴滑动叉锻件新型锻造模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210676799U true CN210676799U (zh) | 2020-06-05 |
Family
ID=70889155
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921410168.4U Active CN210676799U (zh) | 2019-08-28 | 2019-08-28 | 传动轴滑动叉锻件新型锻造模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210676799U (zh) |
-
2019
- 2019-08-28 CN CN201921410168.4U patent/CN210676799U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102672096B (zh) | 汽车转向节毛坯类零件精密模锻成型工艺方法 | |
| CN101972835B (zh) | 转向节闭式锻造工艺 | |
| CN105436350A (zh) | 整体式桥壳成形方法 | |
| CN110227779B (zh) | 用于转向节局部飞边的近净成形锻造方法 | |
| CN104373553A (zh) | 一种钢板旋压多楔电机带轮及其旋压方法 | |
| CN105268756A (zh) | 预成形深孔轴类件内孔的模具、形成内孔的方法及深孔轴类件的成形工艺 | |
| CN102500732B (zh) | 汽车车门限位器的多工位冷镦成型工艺 | |
| CN107443019A (zh) | 深孔输入轴的温冷复合锻造成形方法 | |
| CN204711073U (zh) | 一种汽车转向节的预锻模具 | |
| CN210676799U (zh) | 传动轴滑动叉锻件新型锻造模具 | |
| CN101363532B (zh) | 复合旋压皮带轮及其制造方法 | |
| CN103071747A (zh) | 一种扇形锻件及其精锻工艺 | |
| CN203862944U (zh) | 一种半封闭复合挤压成形汽车三脚突缘的加工模具 | |
| CN203791554U (zh) | 一种圆柱直齿轮加工装置 | |
| CN110293198B (zh) | 转向节近净成形精锻工艺 | |
| CN104275427A (zh) | 一种多台阶轴类件多个工位模具制造方法 | |
| CN106862449B (zh) | 全断面隧道掘进机滚刀刀圈的闭式模锻锻造方法 | |
| CN206854571U (zh) | 发动机连杆毛坯锻造模具 | |
| CN102784808B (zh) | 一种非对称高筋复杂截面工件精确成形模具 | |
| CN102847807B (zh) | 盲孔直齿锥齿轮齿部整形及内花键冷挤压模 | |
| CN112548492B (zh) | 车用底盘固定用内套的制造方法 | |
| CN212495122U (zh) | 一种预锻模具 | |
| CN101254517A (zh) | 高硅铝合金活塞模锻工艺与模具 | |
| CN213224144U (zh) | 一种无飞边齿轮锻造模具 | |
| CN107214283A (zh) | 核聚变堆磁体支撑用的h型钢制造模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |