CN210234305U - 一种全自动高速热熔胶涂布机 - Google Patents
一种全自动高速热熔胶涂布机 Download PDFInfo
- Publication number
- CN210234305U CN210234305U CN201921174019.2U CN201921174019U CN210234305U CN 210234305 U CN210234305 U CN 210234305U CN 201921174019 U CN201921174019 U CN 201921174019U CN 210234305 U CN210234305 U CN 210234305U
- Authority
- CN
- China
- Prior art keywords
- roller
- substrate
- automatic
- driving
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Coating Apparatus (AREA)
Abstract
本实用新型涉及涂布机的技术领域,公开了一种全自动高速热熔胶涂布机,通过第一放料机构实现第一基材的自动放料并通过第一中间导辊组牵引至涂布复合机构处进行涂布,第二放料机构实现第二基材的自动放料并通过第二中间导辊组牵引至与涂布有热熔胶的第一基材进行复合形成复合料,然后通过第三中间导辊组将复合料牵引至收卷机构处进行自动收卷以形成整卷产品进行运输收藏,实现自动放料和接料,保证生产效率,为了保证基材的湿度,在第一中间导辊组前端设有加湿机构以便能在有需要的时候对第一基材进行加湿处理,以满足不同的使用需求,实现涂布机的多功能。
Description
技术领域
本实用新型涉及涂布机的技术领域,特别是涉及一种全自动高速热熔胶涂布机。
背景技术
涂布机主要用于薄膜、纸张等的表面涂布工艺生产,此机是将成卷的基材涂上一层特定功能的胶、涂料或油墨等,并烘干后收卷,一般采用专用的多功能涂布模头,进而实现多种形式的表面涂布。
在现有技术的涂布机中,其涂布复合设备功能单一,并且生产线过长,最主要的是没法实现自动放料和接料,需要人工辅助进行放料和接料操作,效率较低。
发明内容
本实用新型的目的是提供一种全自动高速热熔胶涂布机,能够实现自动放料和接料,实现多功能集成于一体,效率较高。
为了解决上述问题,本实用新型提供一种全自动高速热熔胶涂布机,包括用于第一基材放料的第一放料机构、用于第二基材放料的第二放料机构、用于复合所述第一基材和所述第二基材以使之形成复合料的涂布复合机构及接收所述复合料的收卷机构,所述第一放料机构与所述涂布复合机构之间设有用于输送牵引所述第一基材的第一中间导辊组,所述第二放料机构与所述涂布复合机构之间设有用于输送所述第二基材的第二中间导辊组,所述涂布复合机构与所述收卷机构之间设有第三中间导辊组,所述第一中间导辊组前端设有自动加湿机构;
所述第一放料机构和所述第二放料机构均包括第一机座、转动设于所述第一机座上的第一转盘、转动设于所述第一转盘上的多个放卷轴以及自动接料机构,所述自动接料结构包括第一直线导轨、设于所述第一直线导轨上的接料座、设于所述接料座上的接料压轮以及用于驱动所述接料座沿所述第一直线导轨移动以靠近所述放卷轴的第一驱动机构,所述接料座上设有活动推出或缩回的第一切刀,所述第一驱动机构包括第一驱动气缸、转动臂、第二驱动气缸,所述第一驱动气缸的活塞杆端与所述接料座铰接,所述第一驱动气缸的尾端与所述转动臂的一端铰接,所述转动臂的中部铰接在所述第一机座上,所述转动臂的另一端与所述第二驱动气缸的活塞杆端铰接,所述第二驱动气缸的尾端与所述第一机座铰接,所述第一放料机构的接料压轮与所述第一中间导辊组衔接,所述第二放料机构的接料压轮与所述第二中间导辊组衔接。
进一步地,所述收卷机构包括第二机座、转动设于所述第二机座上的第二转盘、转动设于所述第二转盘上的多个收卷轴以及自动切断机构,所述自动切断机构包括第二直线导轨、设于所述第二直线导轨上的安装板、设于所述安装板上的收卷压轮以及用于驱动所述安装板沿所述第二直线导轨移动以靠近所述收卷轴的第二驱动机构,所述安装板上设有活动推出或缩回的第二切刀,所述收卷压轮与所述第三中间导辊组连接。
进一步地,所述第二切刀包括对称设置的两个切刀组,每一所述切刀组包括设于所述安装板上第三直线导轨、切刀座以及驱动气缸,所述切刀座上设有切刀片,所述驱动气缸用于驱动所述切刀座上的切刀片沿所述第三直线导轨运动以靠近所述收卷轴。
进一步地,所述自动加湿机构包括固定架、沿所述第一基材的输送方向平行设置在所述固定架上固定辊、加湿辊和活动辊以及用于驱动所述加湿辊上下升降的第一升降机构和用于驱动所述活动辊上下升降的第二升降机构,所述加湿辊的下方设有水箱以及设于所述水箱中的带水辊,所述第一中间导辊组输送的第一基材依次通过所述加湿辊和所述活动辊。
进一步地,所述涂布复合机构包括涂布模头、用于承载第一基材进行涂布的第一承压辊以及用于将涂布后的第一基材与所述第二基材复合的复合辊和第二承压辊,所述涂布模头上设有用于熔胶出口的容胶槽、转动棒以及用于驱动所述转动棒旋转以将所述容胶槽中的熔胶涂布至第一基材上的第三驱动机构,所述第一承压辊与所述转动棒相对设置并连接在所述第一中间导辊组连接与所述复合辊之间,所述第二承压辊与所述复合辊相对设置并连接在所述第二中间导辊组与所述收卷机构之间。
进一步地,所述第一放料机构和所述第二放料机构关于所述涂布复合机构呈镜像设置。
进一步地,所述第二中间导辊组上设有纠偏机构。
本实用新型提供一种全自动高速热熔胶涂布机,通过第一放料机构实现第一基材的自动放料并通过第一中间导辊组牵引至涂布复合机构处进行涂布,第二放料机构实现第二基材的自动放料并通过第二中间导辊组牵引至与涂布有热熔胶的第一基材进行复合形成复合料,然后通过第三中间导辊组将复合料牵引至收卷机构处进行自动收卷以形成整卷产品进行运输收藏,实现自动放料和接料,保证生产效率,为了保证基材的湿度,在第一中间导辊组前端设有加湿机构以便能在有需要的时候对第一基材进行加湿处理,以满足不同的使用需求,实现涂布机的多功能。
附图说明
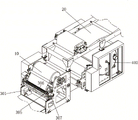
图1是本实用新型实施例中的全自动高速热熔胶涂布机的结构示意图。
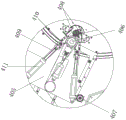
图2是本实用新型实施例中的加湿机构的结构示意图。
图3是本实用新型实施例中的全自动高速热熔胶涂布机的立体结构示意图。
图4为图1中A处的局部放大图。
图5为图1中B处的局部放大图。
图中,10、第一基材;20、第二基材;30、复合料;100、第一放料机构;200、第二放料机构;300、涂布复合机构;400、收卷机构;500、第一中间导辊组;600、第二中间导辊组;700、第三中间导辊组;800、加湿机构;900、纠偏机构;101、第一机座;102、第一转盘;103、放卷轴;104、第一直线导轨;105、接料座;106、接料压轮;107、第一驱动机构;1071、第一驱动气缸;1072、转动臂;1073第二驱动气缸;108、第一切刀;301、涂布模头;302、第一承压辊;303、复合辊;304、第二承压辊;305、容胶槽;306、转动棒;307、第三驱动机构;401、第二机座;402、第二转盘;403、收卷轴;404、第二直线导轨;405、安装板;406、收卷压轮;407、第二驱动机构;408、第二切刀;409、第三直线导轨;410、切刀座;411、驱动气缸;801、固定架;802、固定辊;803、加湿辊;804、活动辊;805、第一升降机构;806、第二升降机构;807、水箱;808、带水辊。
具体实施方式
下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
在本实用新型的描述中,需要理解的是,术语“上”、“下”、 “左”、“右”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
结合图1~5所示,示意性地显示了本实用新型实施例的一种全自动高速热熔胶涂布机,包括用于第一基材10放料的第一放料机构100、用于第二基材20放料的第二放料机构200、用于复合第一基材10和第二基材20以使之形成复合料30的涂布复合机构300及接收复合料30的收卷机构400,第一放料机构100与涂布复合机构300之间设有用于输送牵引第一基材10的第一中间导辊组500,第二放料机构200与涂布复合机构300之间设有用于输送第二基材20的第二中间导辊组600,涂布复合机构300与收卷机构400之间设有第三中间导辊组700,第一中间导辊组500前端设有自动加湿机构800,即通过第一放料机构100实现第一基材10的自动放料并通过第一中间导辊组500牵引至涂布复合机构300处进行涂布,第二放料机构200实现第二基材20的自动放料并通过第二中间导辊组600牵引至与涂布有热熔胶的第一基材10进行复合形成复合料30,然后通过第三中间导辊组700将复合料30牵引至收卷机构400处进行自动收卷以形成整卷产品进行运输收藏,实现自动放料和接料,保证生产效率,为了保证基材的湿度,在第一中间导辊组500前端设有加湿机构800以便能在有需要的时候对第一基材10进行加湿处理,以满足不同的使用需求,实现涂布机的多功能。
进一步地,第一放料机构100和第二放料机构200均包括第一机座101、转动设于第一机座101上的第一转盘102、转动设于第一转盘102上的多个放卷轴103以及自动接料机构,自动接料结构包括第一直线导轨104、设于第一直线导轨104上的接料座105、设于接料座105上的接料压轮106以及用于驱动接料座105沿第一直线导轨104移动以靠近放卷轴103的第一驱动机构107,接料座105上设有活动推出或缩回的第一切刀108,第一驱动机构107包括第一驱动气缸1071、转动臂1072、第二驱动气缸1073,第一驱动气缸1071的活塞杆端与接料座105铰接,第一驱动气缸1071的尾端与转动臂1072的一端铰接,转动臂1072的中部铰接在第一机座101上,转动臂1072的另一端与第二驱动气缸1073的活塞杆端铰接,第二驱动气缸1073的尾端与第一机座101铰接,第一放料机构100的接料压轮106与第一中间导辊组500连接,第二放料机构200的接料压轮106与第二中间导辊组600连接,在转盘上设有多个放卷轴103,放卷轴103用于安装基材卷筒,本实施例里中设有两个放卷轴103,当其中一个放卷轴103的基材快要放完时,通过自动接料机构将另一个放卷轴103的基材与牵引机构连接实现自动无缝隙对接放料,具体地,当其中一个放卷轴103的基材即将放完时,第一驱动机构107的第一驱动气缸1071的活塞杆端伸出驱动接料座105沿第一直线导轨104移动以靠近另一个满载的放卷轴103准备接料,在当前正在放料的放卷轴103上的基材到达放卷余料极限时第二驱动气缸1073的活塞杆端伸出,使得与第一中间导辊组500衔接的接料压轮106抵接在满载的放卷轴103上,也即将第一中间导辊组500上的基材与满载放卷轴103上的基材进行对接接合,以进行持续放料,在安装满载的放卷轴103时,在基材的接头处涂有接合胶水,以便在接料压轮106抵接在放卷轴103的基材上时能与第一中间导辊组500上的基材实现自动接合,同时,通过推出接料座105上的第一切刀108将放完的放卷轴103与接料压轮106之间的基材切断,切断后第一切刀108缩回,取下放空的放卷轴103,重新安装新的满载基材至放卷轴103上,并通过转盘的转动将该放卷轴103转动至靠近自动接料机构以备用。优选地,接料压轮106相对设置有两个,以实现对第一转盘102正转或反转状态下的自动接料,以满足不同的使用需求。
本实施例中,第一放料机构100和第二放料机构200关于涂布复合机构300呈镜像设置,两个放料机构的结构完全相同,第一放料机构100的接料压轮106与第一中间导辊组500衔接,第二放料机构200的接料压轮106与第二中间导辊组600衔接,以实现第一基材10和第二基材20的自动放料接料并通过牵引机构输送牵引至涂布复合机构300进行涂布复合,优选地,第二中间导辊组600上设有纠偏机构900,本实施例中的纠偏机构900采用现有的涂布机纠偏机构即可。
进一步地,收卷机构400包括第二机座401、转动设于第二机座401上的第二转盘402、转动设于第二转盘402上的多个收卷轴403以及自动切断机构,自动切断机构包括第二直线导轨404、设于第二直线导轨404上的安装板405、设于安装板405上的收卷压轮406以及用于驱动安装板405沿第二直线导轨404移动以靠近收卷轴403的第二驱动机构407,安装板405上设有活动推出或缩回的第二切刀408,收卷压轮406与第三中间导辊组700衔接,与第一放料机构100和第二放料机构200类似,本实施例中,转盘上设有两个收卷轴403,当其中一个收卷轴403收满复合料30后,第二驱动机构407驱动安装板405沿第二直线导轨404移动以靠近另一个空置的收卷轴403,使得收卷压轮406与空置的收卷轴403抵压对接,然后收卷轴403转动带动复合料30收卷,同时,活动推出安装板405上的第二切刀408以将满载的收卷轴403与收卷压轮406之间的复合料30切断进行卸载装运,依次完成整个自动收卷操作。
优选地,第二切刀408包括对称设置的两个切刀组,两个切刀组分别针对转盘正转和反转设置,每一切刀组包括设于安装板405上第三直线导轨409、切刀座410以及驱动气缸411,切刀座410上设有切刀片,驱动气缸411用于驱动切刀座410上的切刀片沿第三直线导轨409运动以靠近收卷轴403,当需要进行切料操作时,通过驱动气缸411驱动切刀座410沿第三直线导轨409运动使得切刀片抵接在复合料30上进行切断,本实施例中,切刀片与复合料30的宽幅一致,保证切割效果,本实施例中,第一切刀108与第二切刀408的结构和运动机理类似,可以参照执行,在此不做赘述。
本实施例中,自动加湿机构800包括固定架801、沿第一基材10的输送方向平行设置在固定架801上固定辊802、加湿辊803和活动辊804以及用于驱动加湿辊803上下升降的第一升降机构805和用于驱动活动辊804上下升降的第二升降机构,加湿辊803的下方设有水箱807以及设于水箱807中的带水辊808,第一中间导辊组500输送的第一基材10依次通过加湿辊803和活动辊804,当需要对第一基材10加湿时,分别通过第一升降机构805和第二升降机构将加湿辊803和活动辊804下移,使得第一基材10在加湿机构800的重心位置下降,通过带水辊808转动带动水箱807中的水朝加湿辊803运动以实现对加湿辊803上的第一基材10进行加湿处理,当不需要加湿处理时,通过第一升降机构805和第二升降机构分别将加湿辊803和活动辊804上升,使之与固定辊802和第一中间导辊组500的高度位置一致而远离带水辊808。
本实施例中,涂布复合机构300包括涂布模头301、用于承载第一基材10进行涂布的第一承压辊302以及用于将涂布后的第一基材10与第二基材20复合的复合辊303和第二承压辊304,涂布模头301上设有用于熔胶出口的容胶槽305、转动棒306以及用于驱动转动棒306旋转以将容胶槽305中的熔胶涂布至第一基材10上的第三驱动机构307,第一承压辊302与转动棒306相对设置并连接在第一中间导辊组500连接与复合辊303之间,第二承压辊304与复合辊303相对设置并连接在第二中间导辊组600与收卷机构400之间,通过第一中间导辊组500将第一基材10牵引至第一承压辊302处,然后第三驱动机构307驱动转动棒306将容胶槽305中的热熔胶涂布至第一承压辊302上的第一基材10上,然后将涂布有热熔胶的第一基材10输送至复合辊303上与第二承压辊304上的第二基材20对接复合,第二中间导辊组600将第二基材20牵引至第二承压辊304处与复合辊303上涂有热熔胶的第一基材10进行复合形成复合料30,复合料30通过第三中间导辊组700牵引至收卷机构400中进行收卷,一般地,第二承压辊304连接有摆臂以及用于驱动摆臂摆动的摆动驱动气缸411,通过摆动驱动气缸411驱动摆臂摆动以调节第二承压辊304与复合辊303之间的间隙,保证复合效率。
综上所述,本实用新型提供一种全自动高速热熔胶涂布机,通过第一放料机构100实现第一基材10的自动放料并通过第一中间导辊组500牵引至涂布复合机构300处进行涂布,第二放料机构200实现第二基材20的自动放料并通过第二中间导辊组600牵引至与涂布有热熔胶的第一基材10进行复合形成复合料30,然后通过第三中间导辊组700将复合料30牵引至收卷机构400处进行自动收卷以形成整卷产品进行运输收藏,实现自动放料和接料,保证生产效率,为了保证基材的湿度,在第一中间导辊组500前端设有加湿机构800以便能在有需要的时候对第一基材10进行加湿处理,以满足不同的使用需求,实现涂布机的多功能。
应当理解的是,本实用新型中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本实用新型范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。
以上仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本实用新型的保护范围。
Claims (7)
1.一种全自动高速热熔胶涂布机,其特征在于,包括用于第一基材放料的第一放料机构、用于第二基材放料的第二放料机构、用于复合所述第一基材和所述第二基材以使之形成复合料的涂布复合机构及接收所述复合料的收卷机构,所述第一放料机构与所述涂布复合机构之间设有用于输送牵引所述第一基材的第一中间导辊组,所述第二放料机构与所述涂布复合机构之间设有用于输送所述第二基材的第二中间导辊组,所述涂布复合机构与所述收卷机构之间设有第三中间导辊组,所述第一中间导辊组前端设有自动加湿机构;
所述第一放料机构和所述第二放料机构均包括第一机座、转动设于所述第一机座上的第一转盘、转动设于所述第一转盘上的多个放卷轴以及自动接料机构,所述自动接料结构包括第一直线导轨、设于所述第一直线导轨上的接料座、设于所述接料座上的接料压轮以及用于驱动所述接料座沿所述第一直线导轨移动以靠近所述放卷轴的第一驱动机构,所述接料座上设有活动推出或缩回的第一切刀,所述第一驱动机构包括第一驱动气缸、转动臂、第二驱动气缸,所述第一驱动气缸的活塞杆端与所述接料座铰接,所述第一驱动气缸的尾端与所述转动臂的一端铰接,所述转动臂的中部铰接在所述第一机座上,所述转动臂的另一端与所述第二驱动气缸的活塞杆端铰接,所述第二驱动气缸的尾端与所述第一机座铰接,所述第一放料机构的接料压轮与所述第一中间导辊组衔接,所述第二放料机构的接料压轮与所述第二中间导辊组衔接。
2.如权利要求1所述的全自动高速热熔胶涂布机,其特征在于,所述收卷机构包括第二机座、转动设于所述第二机座上的第二转盘、转动设于所述第二转盘上的多个收卷轴以及自动切断机构,所述自动切断机构包括第二直线导轨、设于所述第二直线导轨上的安装板、设于所述安装板上的收卷压轮以及用于驱动所述安装板沿所述第二直线导轨移动以靠近所述收卷轴的第二驱动机构,所述安装板上设有活动推出或缩回的第二切刀,所述收卷压轮与所述第三中间导辊组衔接。
3.如权利要求2所述的全自动高速热熔胶涂布机,其特征在于,所述第二切刀包括对称设置的两个切刀组,每一所述切刀组包括设于所述安装板上第三直线导轨、切刀座以及驱动气缸,所述切刀座上设有切刀片,所述驱动气缸用于驱动所述切刀座上的切刀片沿所述第三直线导轨运动以靠近所述收卷轴。
4.如权利要求1所述的全自动高速热熔胶涂布机,其特征在于,所述自动加湿机构包括固定架、沿所述第一基材的输送方向平行设置在所述固定架上固定辊、加湿辊和活动辊以及用于驱动所述加湿辊上下升降的第一升降机构和用于驱动所述活动辊上下升降的第二升降机构,所述加湿辊的下方设有水箱以及设于所述水箱中的带水辊,所述第一中间导辊组输送的第一基材依次通过所述加湿辊和所述活动辊。
5.如权利要求1所述的全自动高速热熔胶涂布机,其特征在于,所述涂布复合机构包括涂布模头、用于承载第一基材进行涂布的第一承压辊以及用于将涂布后的第一基材与所述第二基材复合的复合辊和第二承压辊,所述涂布模头上设有用于熔胶出口的容胶槽、转动棒以及用于驱动所述转动棒旋转以将所述容胶槽中的熔胶涂布至第一基材上的第三驱动机构,所述第一承压辊与所述转动棒相对设置并连接在所述第一中间导辊组连接与所述复合辊之间,所述第二承压辊与所述复合辊相对设置并连接在所述第二中间导辊组与所述收卷机构之间。
6.如权利要求1所述的全自动高速热熔胶涂布机,其特征在于,所述第一放料机构和所述第二放料机构关于所述涂布复合机构呈镜像设置。
7.如权利要求1所述的全自动高速热熔胶涂布机,其特征在于,所述第二中间导辊组上设有纠偏机构。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921174019.2U CN210234305U (zh) | 2019-07-25 | 2019-07-25 | 一种全自动高速热熔胶涂布机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921174019.2U CN210234305U (zh) | 2019-07-25 | 2019-07-25 | 一种全自动高速热熔胶涂布机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210234305U true CN210234305U (zh) | 2020-04-03 |
Family
ID=69992751
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921174019.2U Active CN210234305U (zh) | 2019-07-25 | 2019-07-25 | 一种全自动高速热熔胶涂布机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210234305U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110254027A (zh) * | 2019-07-25 | 2019-09-20 | 瑞安市旭腾机械有限公司 | 一种全自动高速热熔胶涂布机 |
| CN111905639A (zh) * | 2020-08-26 | 2020-11-10 | 苏州郎旭志远科技有限公司 | 一种高粘力的耐候热熔胶生产设备及其制备方法 |
-
2019
- 2019-07-25 CN CN201921174019.2U patent/CN210234305U/zh active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110254027A (zh) * | 2019-07-25 | 2019-09-20 | 瑞安市旭腾机械有限公司 | 一种全自动高速热熔胶涂布机 |
| CN111905639A (zh) * | 2020-08-26 | 2020-11-10 | 苏州郎旭志远科技有限公司 | 一种高粘力的耐候热熔胶生产设备及其制备方法 |
| CN111905639B (zh) * | 2020-08-26 | 2021-03-26 | 广东凯林科技股份有限公司 | 一种高粘力的耐候热熔胶生产设备及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210234305U (zh) | 一种全自动高速热熔胶涂布机 | |
| CN211470280U (zh) | 贴双面胶机 | |
| CN113371488A (zh) | 冲压料带自动收卷机及其操作方法 | |
| CN211687564U (zh) | 自动接纸机 | |
| CN109178531A (zh) | 贴标切管设备 | |
| CN111591811A (zh) | 一种全自动收箔装置 | |
| CN215972552U (zh) | 一种双轨道贴标机 | |
| CN209668412U (zh) | 换卷机构 | |
| CN110254027A (zh) | 一种全自动高速热熔胶涂布机 | |
| CN207918134U (zh) | 一种封缄胶带机 | |
| CN212221872U (zh) | 一种原材料的切换装置及供料装置 | |
| CN211542613U (zh) | 全自动多层纸管制造设备 | |
| CN210793249U (zh) | 锂电池极片卷转运车 | |
| CN108946156B (zh) | 一种可以自动换向的取料装置及自动包胶设备 | |
| CN116101822A (zh) | 全自动圆压圆模切分条机 | |
| CN214878870U (zh) | 一种双工位不停机放卷机 | |
| CN212333211U (zh) | 用于机器人贴标使用的大尺寸背胶标签打印一体机 | |
| CN213111794U (zh) | 一种全自动收箔装置 | |
| CN209889913U (zh) | 涂布机收放卷机构及涂布机 | |
| CN210504890U (zh) | 一种高速不停机收卷装置 | |
| CN113682036A (zh) | 不停机收放卷卷筒软包材料胶印机 | |
| CN111453494A (zh) | 一种原材料的切换装置及供料装置 | |
| CN110901122A (zh) | 供料系统及具有其的轮胎成型装置 | |
| CN218319691U (zh) | 一种配储料架的无尾料收卷装置 | |
| CN219096188U (zh) | 一种标签材料涂布机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |