CN210128685U - 检测传动轴花键轴叉两耳面对称度的检具 - Google Patents
检测传动轴花键轴叉两耳面对称度的检具 Download PDFInfo
- Publication number
- CN210128685U CN210128685U CN201921065963.4U CN201921065963U CN210128685U CN 210128685 U CN210128685 U CN 210128685U CN 201921065963 U CN201921065963 U CN 201921065963U CN 210128685 U CN210128685 U CN 210128685U
- Authority
- CN
- China
- Prior art keywords
- fixed
- fixed ring
- spline shaft
- support
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Abstract
本实用新型公开了一种检测传动轴花键轴叉两耳面对称度的检具,包括底座,底座上设有固定块,固定块两端部的外侧分别设有顶针和定位组件,定位组件包括固定环、转动盘、耳孔轴,固定环上设有连接孔,连接孔内设有固定杆,转动盘设于固定环内,转动盘外周面上对称设有两个卡槽,固定杆端部延伸至其中一个卡槽内,转动盘端面上设有凹槽,凹槽内转动设有丝杠,丝杠上设有两段相反的螺纹,耳孔轴设有两个,耳孔轴连接有连接杆,连接杆滑动连接在丝杠上,固定块的一侧设有百分表。本实用新型结构简单,工件装卸方便,省时省力,降低了操作工的劳动强度和技术水平要求,检测效率高,误差小,能适用于不同规格尺寸的花键轴叉。
Description
技术领域
本实用新型涉及传动轴花键轴叉加工技术领域,尤其涉及检测传动轴花键轴叉两耳面对称度的检具。
背景技术
在机械加工过程中,常常需要对花键轴叉两耳面对称度进行检测。现有的花键轴叉两耳面对称度检测方法为:将花键轴叉放置在偏摆仪上,先用高度尺找平两叉口,然后用百分表校正一侧耳面,记下数值A,将工件翻转180度,用百分表校正另一耳面,记下数值B,A与B之差就是被测件的对称度。这种检测方法操作工装卸工件、翻转工件费时费力,检测效率低,不能适应工件的批量加工需求;而且在翻转工件时会出现定位偏差,使得百分表测量到非加工面,造成测量数值不准确,测量误差大,无法满足工件的质量精度要求。
实用新型内容
为解决上述现有的技术问题,本实用新型提供了一种检测传动轴花键轴叉两耳面对称度的检具。
为实现上述目的,本实用新型提供如下技术方案:一种检测传动轴花键轴叉两耳面对称度的检具,包括底座,所述底座上设有固定块,固定块上设有V型放置槽,V型放置槽的两斜侧壁关于V型放置槽槽底宽度边的垂直平分面对称;固定块两端部的外侧分别设有顶针和定位组件,所述定位组件包括固定环、转动盘、耳孔轴,顶针、固定环同轴设置且其轴线在所述V型放置槽槽底宽度边的垂直平分面上,固定环上设有径向的连接孔,连接孔内设有固定杆,固定杆远离固定环轴线的端部向固定环外侧延伸并连接有固定盘,所述固定盘通过弹簧连接在固定环的外周面上,转动盘的直径与固定环的内环直径相匹配,转动盘同轴设于固定环内,转动盘外周面上对称设有两个卡槽,卡槽的槽口朝向远离转动盘轴线的方向,固定杆的另一端部延伸至其中一个卡槽内并将转动盘固定在固定环上,转动盘远离固定块的端面上设有转动手轮,转动盘靠近固定盘的端面上设有凹槽,凹槽内转动设有丝杠,丝杠穿过固定盘的圆心,丝杠的一端贯穿凹槽侧壁向外延伸并连接有调节手轮,丝杠上对称设有两段相反的螺纹,耳孔轴设有两个且其轴向与丝杠平行,耳孔轴连接有连接杆,两个连接杆上分别设有与两段相反的螺纹相匹配的螺纹孔,连接杆通过螺纹孔滑动连接在丝杠上,两个耳孔轴、两个连接杆均关于转动盘的轴线对称设置,固定块的一侧通过表架设有百分表。
优选地,底座上设有第一滑槽,第一滑槽内滑动设有第一支架,第一支架的滑动方向与顶针的轴向一致,第一支架底部的两侧设有第一定位块,第一定位块上设有第一定位螺栓,顶针上设有用于第一支架穿过的第一通孔和用于固定的第一固定孔,第一固定孔与第一通孔连通且其内设有第一固定螺栓。
优选地,底座上设有两个第二滑槽,第二滑槽内滑动设有第二支架,第二支架的滑动方向与固定环的轴向一致且两个第二支架分别设于固定环轴向的两侧,第二支架底部的两侧设有第二定位块,第二定位块上设有第二定位螺栓,固定环的两侧均设有连接块,两个连接块分别与两个第二支架相对应,连接块上设有用于与其对应的第二支架穿过的第二通孔和用于固定的第二固定孔,第二固定孔与第二通孔连通且其内设有第二固定螺栓。
优选地,所述表架包括竖杆和横杆,底座上设有第三滑槽,竖杆滑动设于第三滑槽内,竖杆的滑动方向与固定环的轴向一致,竖杆底部的两侧设有第三定位块,第三定位块上设有第三定位螺栓,横杆的一端与竖杆顶端铰接,另一端与百分表连接。
本实用新型中,顶针、定位组件、百分表的位置均可调,可以适用于不同规格尺寸的花键轴叉对称度的检测。在对同一规格尺寸的花键轴叉进行检测时,只需在检测前调节好顶针、固定环及百分表的位置,检测过程中无需在对其位置进行调节,避免重复操作,省时省力,检测时只需将待检测工件放置在固定块的V型放置槽并将其中心孔顶住顶针,然后进行简单的操作就可以实现花键轴叉两耳面对称度的检测,检测效率高,检测误差小,能满足大批量工件的检测要求及工件的质量精度要求。
检测时,将花键轴叉放置在固定块的V型放置槽上,放置时,将花键轴叉叉口朝向定位组件。V型放置槽的设置可以保证花键轴叉的平稳性,提高检测的准确度。将顶针的位置调节至能顶住花键轴叉的中心孔处,将固定环的位置调节至耳孔轴与花键轴叉两耳孔同轴位置处,然后转动调节手轮,两个连接杆在丝杠上相向滑动使两个耳孔轴穿过其对应的耳孔,花键轴叉实现定位。调节百分表的位置,对花键轴叉一耳面进行校正,记下数值A,然后翻转花键轴叉,对另一耳面进行校正,记下数值B,从而得到被测工件的对称度。本实用新型花键轴叉翻转时,向外拉动固定盘使固定杆脱离卡槽,与此同时旋转转动手轮,固定环开始旋转时松开固定盘,固定盘和固定杆在弹簧的作用下向固定环的中心运动并被转动盘阻挡,直至固定杆的端部卡入转动盘上的另一卡槽,转动盘被重新定位此时转动盘正好旋转180度实现翻转。本实用新型的这种结构可以避免操作工在翻转工件时出现定位偏差,从而避免百分表测量到非加工面造成的测量数值不准确。
本实用新型结构简单,工件装卸方便,省时省力,降低了操作工的劳动强度和技术水平要求,检测效率高,误差小,能适用于不同规格尺寸的花键轴叉。
附图说明
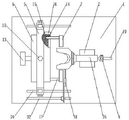
图1是本实用新型的俯视图。
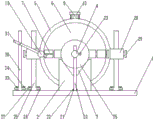
图2是本实用新型的右视图。
图3是本实用新型中固定环与转动盘的截面示意图。
图中:1底座、2固定块、3V型放置槽、4顶针、5固定环、6转动盘、7耳孔轴、8连接孔、9固定杆、10固定盘、11弹簧、12卡槽、13转动手轮、14凹槽、15丝杠、16调节手轮、17连接杆、18百分表、19第一滑槽、20第一支架、21第一定位块、22第一定位螺栓、23第一固定螺栓、24第二滑槽、25第二支架、26第二定位块、27第二定位螺栓、28连接块、29第二固定螺栓、30竖杆、31横杆、32第三滑槽、33第三定位块、34第三定位螺栓、35花键轴叉。
具体实施方式
下面结合附图进一步说明本实用新型的实施例。
参见图1-3,一种检测传动轴花键轴叉两耳面对称度的检具,包括底座1,所述底座1上设有固定块2,固定块2上设有V型放置槽3,V型放置槽3的两斜侧壁关于V型放置槽3槽底宽度边的垂直平分面对称。固定块2两端部的外侧分别设有顶针4和定位组件,所述定位组件包括固定环5、转动盘6、耳孔轴7。顶针4、固定环5同轴设置且其轴线在所述V型放置槽3槽底宽度边的垂直平分面上,固定环5上设有径向的连接孔8,连接孔8内设有固定杆9,固定杆9远离固定环5轴线的端部向固定环5外侧延伸并连接有固定盘10,所述固定盘10通过弹簧11连接在固定环5的外周面上,转动盘6的直径与固定环5的内环直径相匹配。转动盘6同轴设于固定环5内,转动盘6外周面上对称设有两个卡槽12,卡槽12的槽口朝向远离转动盘6轴线的方向,固定杆9的另一端部延伸至其中一个卡槽12内并将转动盘6固定在固定环5上。转动盘6远离固定块2的端面上设有转动手轮13,转动盘6靠近固定盘10的端面上设有凹槽14,凹槽14内转动设有丝杠15,丝杠15穿过固定盘10的圆心,丝杠15的一端贯穿凹槽14侧壁向外延伸并连接有调节手轮16。丝杠15上对称设有两段相反的螺纹,耳孔轴7设有两个且其轴向与丝杠15平行,耳孔轴7连接有连接杆17,两个连接杆17上分别设有与两段相反的螺纹相匹配的螺纹孔,连接杆17通过螺纹孔滑动连接在丝杠15上,两个耳孔轴7、两个连接杆17均关于转动盘6的轴线对称设置,固定块2的一侧通过表架设有百分表18。
底座1上设有第一滑槽19,第一滑槽19内滑动设有第一支架20,第一支架20的滑动方向与顶针4的轴向一致,第一支架20底部的两侧设有第一定位块21,第一定位块21上设有第一定位螺栓22,顶针4上设有用于第一支架20穿过的第一通孔和用于固定的第一固定孔,第一固定孔与第一通孔连通且其内设有第一固定螺栓23。顶针4的位置通过第一支架20在第一滑槽19的滑动来调节,第一支架20通过第一定位螺栓22定位,顶针4的高度通过其在第一支架20上竖直方向的位置来调节,顶针4通过第一固定螺栓23顶紧固定。
底座1上设有两个第二滑槽24,第二滑槽24内滑动设有第二支架25,第二支架25的滑动方向与固定环5的轴向一致且两个第二支架25分别设于固定环5轴向的两侧。第二支架25底部的两侧设有第二定位块26,第二定位块26上设有第二定位螺栓27,固定环5的两侧均设有连接块28,两个连接块28分别与两个第二支架25相对应,连接块28上设有用于与其对应的第二支架25穿过的第二通孔和用于固定的第二固定孔,第二固定孔与第二通孔连通且其内设有第二固定螺栓29。固定环5的位置通过两个第二支架25在其对应的第二滑槽24的滑动来调节,第二支架25通过第二定位螺栓27定位,固定环5的高度通过其在第二支架25上竖直方向的位置来调节,固定环5通过第二固定螺栓29顶紧固定。
所述表架包括竖杆30和横杆31,底座1上设有第三滑槽32,竖杆30滑动设于第三滑槽32内,竖杆30的滑动方向与固定环5的轴向一致,竖杆30底部的两侧设有第三定位块33,第三定位块33上设有第三定位螺栓34,横杆31的一端与竖杆30顶端铰接,另一端与百分表18连接。表架的位置由竖杆30在第三滑槽32的滑动来调节,竖杆30通过第三定位螺栓34定位。
本实用新型中,顶针4、定位组件、百分表18的位置均可调,可以适用于不同规格尺寸的花键轴叉35对称度的检测。在对同一规格尺寸的花键轴叉35进行检测时,只需在检测前调节好顶针4、固定环5及百分表18的位置,检测过程中无需在对其位置进行调节,避免重复操作,省时省力,检测时只需将待检测工件放置在固定块2的V型放置槽3并将其中心孔顶住顶针4,然后进行简单的操作就可以实现花键轴叉35两耳面对称度的检测,检测效率高,检测误差小,能满足大批量工件的检测要求及工件的质量精度要求。
检测时,将花键轴叉35放置在固定块2的V型放置槽3上,放置时,将花键轴叉35叉口朝向定位组件。V型放置槽3的设置可以保证花键轴叉35的平稳性,提高检测的准确度。将顶针4的位置调节至能顶住花键轴叉35的中心孔处,将固定环5的位置调节至耳孔轴7与花键轴叉35两耳孔同轴位置处,然后转动调节手轮16,两个连接杆17在丝杠15上相向滑动使两个耳孔轴7穿过其对应的耳孔,花键轴叉35实现定位。调节百分表18的位置,对花键轴叉35一耳面进行校正,记下数值A,然后翻转花键轴叉35,对另一耳面进行校正,记下数值B,从而得到被测工件的对称度。本实用新型花键轴叉35翻转时,向外拉动固定盘10使固定杆17脱离卡槽12,与此同时旋转转动手轮13,固定环5开始旋转时松开固定盘10,固定盘10和固定杆17在弹簧11的作用下向固定环5的中心运动并被转动盘6阻挡,直至固定杆17的端部卡入转动盘6上的另一卡槽12,转动盘6被重新定位此时转动盘6正好旋转180度实现翻转。本实用新型的这种结构可以避免操作工在翻转工件时出现定位偏差,从而避免百分表18测量到非加工面造成的测量数值不准确。
Claims (4)
1.一种检测传动轴花键轴叉两耳面对称度的检具,包括底座,其特征在于:所述底座上设有固定块,固定块上设有V型放置槽,V型放置槽的两斜侧壁关于V型放置槽槽底宽度边的垂直平分面对称;固定块两端部的外侧分别设有顶针和定位组件,所述定位组件包括固定环、转动盘、耳孔轴,顶针、固定环同轴设置且其轴线在所述V型放置槽槽底宽度边的垂直平分面上,固定环上设有径向的连接孔,连接孔内设有固定杆,固定杆远离固定环轴线的端部向固定环外侧延伸并连接有固定盘,所述固定盘通过弹簧连接在固定环的外周面上,转动盘的直径与固定环的内环直径相匹配,转动盘同轴设于固定环内,转动盘外周面上对称设有两个卡槽,卡槽的槽口朝向远离转动盘轴线的方向,固定杆的另一端部延伸至其中一个卡槽内并将转动盘固定在固定环上,转动盘远离固定块的端面上设有转动手轮,转动盘靠近固定盘的端面上设有凹槽,凹槽内转动设有丝杠,丝杠穿过固定盘的圆心,丝杠的一端贯穿凹槽侧壁向外延伸并连接有调节手轮,丝杠上对称设有两段相反的螺纹,耳孔轴设有两个且其轴向与丝杠平行,耳孔轴连接有连接杆,两个连接杆上分别设有与两段相反的螺纹相匹配的螺纹孔,连接杆通过螺纹孔滑动连接在丝杠上,两个耳孔轴、两个连接杆均关于转动盘的轴线对称设置,固定块的一侧通过表架设有百分表。
2.根据权利要求1所述的检测传动轴花键轴叉两耳面对称度的检具,其特征在于:底座上设有第一滑槽,第一滑槽内滑动设有第一支架,第一支架的滑动方向与顶针的轴向一致,第一支架底部的两侧设有第一定位块,第一定位块上设有第一定位螺栓,顶针上设有用于第一支架穿过的第一通孔和用于固定的第一固定孔,第一固定孔与第一通孔连通且其内设有第一固定螺栓。
3.根据权利要求2所述的检测传动轴花键轴叉两耳面对称度的检具,其特征在于:底座上设有两个第二滑槽,第二滑槽内滑动设有第二支架,第二支架的滑动方向与固定环的轴向一致且两个第二支架分别设于固定环轴向的两侧,第二支架底部的两侧设有第二定位块,第二定位块上设有第二定位螺栓,固定环的两侧均设有连接块,两个连接块分别与两个第二支架相对应,连接块上设有用于与其对应的第二支架穿过的第二通孔和用于固定的第二固定孔,第二固定孔与第二通孔连通且其内设有第二固定螺栓。
4.根据权利要求3所述的检测传动轴花键轴叉两耳面对称度的检具,其特征在于:所述表架包括竖杆和横杆,底座上设有第三滑槽,竖杆滑动设于第三滑槽内,竖杆的滑动方向与固定环的轴向一致,竖杆底部的两侧设有第三定位块,第三定位块上设有第三定位螺栓,横杆的一端与竖杆顶端铰接,另一端与百分表连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921065963.4U CN210128685U (zh) | 2019-07-09 | 2019-07-09 | 检测传动轴花键轴叉两耳面对称度的检具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921065963.4U CN210128685U (zh) | 2019-07-09 | 2019-07-09 | 检测传动轴花键轴叉两耳面对称度的检具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210128685U true CN210128685U (zh) | 2020-03-06 |
Family
ID=69665002
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921065963.4U Active CN210128685U (zh) | 2019-07-09 | 2019-07-09 | 检测传动轴花键轴叉两耳面对称度的检具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210128685U (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112556541A (zh) * | 2020-11-20 | 2021-03-26 | 昌河飞机工业(集团)有限责任公司 | 一种旋转体叉耳衬套测量工装和测量加工方法 |
| CN112697015A (zh) * | 2020-12-09 | 2021-04-23 | 嘉兴科进机械制造有限公司 | 花键有效长度测量头 |
| CN113405431A (zh) * | 2021-06-29 | 2021-09-17 | 东风汽车底盘系统有限公司 | 一种间隙检测检具工装 |
| CN113432512A (zh) * | 2021-06-24 | 2021-09-24 | 合肥海天电子科技有限公司 | 一种波导端口对称度直接读显的检测装置 |
-
2019
- 2019-07-09 CN CN201921065963.4U patent/CN210128685U/zh active Active
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112556541A (zh) * | 2020-11-20 | 2021-03-26 | 昌河飞机工业(集团)有限责任公司 | 一种旋转体叉耳衬套测量工装和测量加工方法 |
| CN112556541B (zh) * | 2020-11-20 | 2022-08-02 | 昌河飞机工业(集团)有限责任公司 | 一种旋转体叉耳衬套测量工装和测量加工方法 |
| CN112697015A (zh) * | 2020-12-09 | 2021-04-23 | 嘉兴科进机械制造有限公司 | 花键有效长度测量头 |
| CN112697015B (zh) * | 2020-12-09 | 2022-06-21 | 嘉兴科进机械制造有限公司 | 花键有效长度测量头 |
| CN113432512A (zh) * | 2021-06-24 | 2021-09-24 | 合肥海天电子科技有限公司 | 一种波导端口对称度直接读显的检测装置 |
| CN113405431A (zh) * | 2021-06-29 | 2021-09-17 | 东风汽车底盘系统有限公司 | 一种间隙检测检具工装 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210128685U (zh) | 检测传动轴花键轴叉两耳面对称度的检具 | |
| CN100507436C (zh) | 大锥孔测量仪 | |
| CN205383969U (zh) | 圆柱体标准件检测工装 | |
| CN207635974U (zh) | 测量齿圈m值及齿圈径向跳动的组合检具 | |
| CN204085362U (zh) | 飞轮总成跳动综合检具 | |
| CN108036696B (zh) | 一种零件内孔梯形槽位置尺寸的测量装置以及测量方法 | |
| CN110220436A (zh) | 用于测量轴外壁斜置孔位置精度的检具 | |
| CN110174037B (zh) | 一种轴类加工检测设备 | |
| CN108844445A (zh) | 一种传动轴用同轴度检测工装 | |
| CN210400249U (zh) | 一种差速器壳外径合格检测装置 | |
| CN111664777A (zh) | 一种基于机械加工的工件外表面平整度检测装置 | |
| CN207991440U (zh) | 同轴度检测工装 | |
| CN205002694U (zh) | 伞齿轮齿圈跳动的检测装置 | |
| CN216694795U (zh) | 同轴度检测工装 | |
| CN207635984U (zh) | 一种变速器换挡滑轨组件综合检测装置 | |
| CN116086285A (zh) | 一种箱体孔同轴度及垂直度组合测量装置 | |
| CN216745896U (zh) | 同步器齿套倒锥齿对称度检测装置 | |
| CN213481293U (zh) | 一种自动化轴承轴向游隙检测设备用工件夹具 | |
| CN210321575U (zh) | 一种斜切锯转盘和角度板组合件垂直度综合检查装置 | |
| CN213301005U (zh) | 一种卡盘跳度手动检测设备 | |
| CN208841043U (zh) | 一种机床用零件找正装置 | |
| CN209295890U (zh) | 裙顶组合式活塞同轴度检测工具 | |
| CN207035990U (zh) | 一种内孔跳动测量装置 | |
| CN219347630U (zh) | 一种大孔径串孔同轴度及端面平行度检测用检具 | |
| CN217210700U (zh) | 一种锥形转子电动机的转子测量工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |