CN203484472U - 一种全自动通用数控冲床 - Google Patents
一种全自动通用数控冲床 Download PDFInfo
- Publication number
- CN203484472U CN203484472U CN201320489514.9U CN201320489514U CN203484472U CN 203484472 U CN203484472 U CN 203484472U CN 201320489514 U CN201320489514 U CN 201320489514U CN 203484472 U CN203484472 U CN 203484472U
- Authority
- CN
- China
- Prior art keywords
- cylinder
- feeding
- axis
- numerical control
- automatic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
Images











Landscapes
- Press Drives And Press Lines (AREA)
Abstract
本实用新型涉及工件冲压加工技术领域,尤其涉及一种全自动通用数控冲床,包括冲压机本体、自动送料机构、机械手机构及PLC控制器;冲压机本体包括机身、Z轴驱动装置及冲头;Z轴驱动装置包括电机、主动轮、同步轮、同步带、曲轴、连杆、滑板及Z轴线性导轨;冲头与滑板固定连接;机身设置有模具型腔;自动送料机构与机械手机构连接;PLC控制器分别与电机、自动送料机构及机械手机构电连接。本实用新型的优点有:1、减轻工人劳动强度,所有工作均由设备自动完成;2、生产效率大大提高,满足大批量生产的同时,可以保证生产质量;3、消除生产安全隐患,杜绝造成人身伤害,保证生产安全、顺畅地进行;4、适用范围更加广泛,实用性更强。
Description
技术领域
本实用新型涉及工件冲压加工技术领域,尤其涉及一种全自动通用数控冲床。
背景技术
现有技术的冲床,一般采用手工放置工件(即上料)进行加工而成,然后手工操作控制冲床的冲头作直线运动,完成对产品的加工。以手机等充电器上的电源铜插头为例,具体对电源铜插头的加工过程如下:工人先将工件放入模具的模腔中,然后再手动操作启动按钮,冲床则开始冲压工作,冲压完毕后,亦采用手工操作气枪对模腔进行来回摇摆吹气,以便清理模腔上的边角料,然后再重复以上的放料、按起动按钮、摇摆气抢的动作。由上述叙述的产品加工过程可见,现有技术的冲床存在如下问题:1、操作工人劳动强度大,安全性能差,由于一般加工工件较小,且量大,工人每天要重复一万多次同样的动作,极易疲劳,从而容易产生安全事故;2、非自动化生产,生产效率极低;3、手工操作较难保证产品的质量;4、冲床冲头下降速度慢,冲击力小,加工效果差。
实用新型内容
本实用新型的目的在于针对现有技术的不足提供一种能够实现工件上料、工件冲压加工及工件回收全自动化操作的数控冲床,且冲床具有冲击速度快、冲击力强的优点。
为实现上述目的,本实用新型的一种全自动通用数控冲床,包括冲压机本体、自动送料机构、机械手机构及PLC控制器;
所述冲压机本体包括机身、Z轴驱动装置及冲头;
所述Z轴驱动装置包括电机、主动轮、同步轮、同步带、曲轴、连杆、滑板及Z轴线性导轨;
所述电机设置于所述机身,所述主动轮与电机的主轴套接;
所述连杆设置于机身的前侧,连杆的底端与所述滑板连接,连杆的顶端与所述曲轴连接,所述曲轴可转动连接于机身,曲轴的一端与所述同步轮套接;
所述同步带与所述主动轮及同步轮连接;
所述Z轴线性导轨固定安装于所述机身,所述滑板与Z轴线性导轨滑动连接;
所述冲头与所述滑板固定连接;
所述机身设置有可拆卸的模具型腔,所述模具型腔位于所述冲头的下方;
所述机械手机构设置于模具型腔与自动送料机构之间,所述自动送料机构与所述机械手机构连接;
所述PLC控制器分别与所述电机、自动送料机构及机械手机构电连接。
其中,所述机械手机构包括Y轴驱动装置,所述Y轴驱动装置包括送料气缸、送料板、Y轴线性滑轨、导向块、吸盘升降气缸及吸料模腔;
所述导向块与所述机身连接,所述送料气缸与导向块固定连接;
所述Y轴线性滑轨与所述导向块滑动连接;
所述送料板的侧面与所述Y轴线性滑轨固定连接,送料板的前端与所述送料气缸的活塞杆连接;
所述吸盘升降气缸安装于送料板的前端,所述吸料模腔与吸盘升降气缸的活塞杆连接;
所述送料气缸及吸盘升降气缸均与PLC控制器电连接。
其中,所述自动送料机构包括振盘储料桶、Y轴送料槽道、送料电机、送料主动轮、送料从动轮、送料皮带及升降装置;
所述升降装置安装于所述机身,所述Y轴送料槽道与升降装置连接,Y轴送料槽道的输入端与所述振盘储料桶连接,Y轴送料槽道的输出端设置于所述模具型腔的前方并位于所述吸料模腔的下方;
所述送料电机安装于升降装置的一侧,所述送料主动轮与送料电机的主轴套接,所述送料从动轮分别安装于所述Y轴送料槽道的两端;
所述送料皮带设置于所述Y轴送料槽道并与所述送料主动轮及送料从动轮连接;
所述送料电机与PLC控制器电连接。
其中,所述机械手机构还包括X轴驱动装置,所述X轴驱动装置包括换模气缸、X轴线性滑轨及滑块;
所述换模气缸及X轴线性滑轨固定安装于所述机身;
所述滑块与所述X轴线性滑轨滑动连接并与所述升降装置及导向块固定连接;
所述换模气缸的活塞杆与所述滑块连接;
所述换模气缸与PLC控制器电连接。
其中,所述Y轴送料槽道的输入端设置有第一光纤探头,Y轴送料槽道的输出端设置有第二光纤探头,所述第一光纤探头及第二光纤探头均与PLC控制器电连接。
其中,所述自动送料机构还包括挡料气缸,所述挡料气缸设置于所述Y轴送料槽道的上方并靠近于Y轴送料槽道的输出端,挡料气缸的活塞杆连接有挡料压块;
所述挡料气缸与PLC控制器电连接。
其中,所述电机为伺服电机。
其中,还包括清洁装置,所述清洁装置包括清洁气缸、第一吹气阀、第二吹气阀及第三吹气阀;
所述第一吹气阀及第三吹气阀分别设置于所述模具型腔的两侧;
所述清洁气缸安装于所述机身并位于所述模具型腔的前侧,所述第二吹气阀与清洁气缸的活塞杆连接;
所述第一吹气阀、第二吹气阀及第三吹气阀均连接有喷气管;
所述清洁气缸、第一吹气阀、第二吹气阀及第三吹气阀均与PLC控制器电连接。
其中,所述机身设置有成品回收框及边角料回收框,所述成品回收框位于模具型腔的下方,所述边角料回收框位于模具型腔的后方。
其中,所述机身侧设置有控制所述通用数控冲床总电源的空气开关。
本实用新型的有益效果:本实用新型的一种全自动数控冲床,工作时,自动送料机构输送需要进行冲压加工的工件,然后机械手机构对工件进行机械抓取并放置于机身设置的模具型腔内,之后,电机的主轴带动主动轮转动,主动轮再通过同步带带动同步轮转动,同步轮转动即带动曲轴转动,曲轴再带动连杆实现垂直上下运动,连杆驱动滑板沿Z轴线性导轨上下滑动,滑板带动与其连接的冲头对工件进行冲压加工,采用曲轴驱动连杆的运动方式可以使得冲头的运动更加连贯流畅,且使得冲头的运动速度更加快,冲击力更加强,能适应加工较大型的工件,整个工作过程均由PLC控制器控制,实现全自动化的操作。本实用新型的优点有:1、减轻工人劳动强度,所有工作均由设备自动完成;2、生产效率大大提高,满足大批量生产的同时,可以保证生产质量;3、消除生产安全隐患,杜绝造成人身伤害,保证生产安全、顺畅地进行;4、适用范围更加广泛,实用性更强。
附图说明
图1为本实用新型的结构示意图。
图2为本实用新型的主视图。
图3为图2的左视图。
图4为图2的俯视图。
图5为本实用新型隐藏自动送料机构及机械手机构后的结构示意图。
图6为本实用新型隐藏自动送料机构及机械手机构后的另一结构示意图。
图7为本实用新型自动送料机构与机械手机构的连接结构示意图。
图8为本实用新型自动送料机构的结构示意图。
图9为本实用新型自动送料机构的另一结构示意图。
图10为本实用新型机械手机构的结构示意图。
图11为本实用新型机械手机构的另一结构示意图。
图12为本实用新型图1中A处的局部放大示意图。
图13为本实用新型图2中B处的局部放大示意图。
附图标记包括:
1—冲压机本体 2—自动送料机构 3—机械手机构
4—PLC控制器 5—清洁气缸 6—第一吹气阀
7—第二吹气阀 8—第三吹气阀 9—成品回收框
10—边角料回收框 11—机身 12—Z轴驱动装置
13—冲头 14—模具型腔 15—空气开关
21—振盘储料桶 22—Y轴送料槽道 23—送料电机
24—送料主动轮 25—送料皮带 26—升降装置
27—挡料气缸 28—挡料压块 31—Y轴驱动装置
32—X轴驱动装置 121—电机 122—同步轮
123—同步带 124—曲轴 125—连杆
126—滑板 127—Z轴线性导轨 221—第一光纤探头
222—第二光纤探头 311—送料气缸 312—送料板
313—Y轴线性滑轨 314—导向块 315—吸盘升降气缸
316—吸料模腔 321—换模气缸 322—X轴线性滑轨
323—滑块。
具体实施方式
以下结合附图1至附图13对本实用新型进行详细的描述。
如图1至图6所示,本实用新型的一种全自动通用数控冲床,其特征在于:包括冲压机本体1、自动送料机构2、机械手机构3及PLC控制器4;所述冲压机本体1包括机身11、Z轴驱动装置12及冲头13;所述Z轴驱动装置12包括电机121、主动轮(本技术方案的主动轮未在附图中标示)、同步轮122、同步带123、曲轴124、连杆125、滑板126及Z轴线性导轨127;所述电机121设置于所述机身11,所述主动轮与电机121的主轴套接;所述连杆125设置于机身11的前侧,连杆125的底端与所述滑板126连接,连杆125的顶端与所述曲轴124连接,所述曲轴124可转动连接于机身11,曲轴124的一端与所述同步轮122套接;所述同步带123与所述主动轮及同步轮122连接;所述Z轴线性导轨127固定安装于所述机身11,所述滑板126与Z轴线性导轨127滑动连接;所述冲头13与所述滑板126固定连接;所述机身11设置有可拆卸的模具型腔14,所述模具型腔14位于所述冲头13的下方;所述机械手机构3设置于模具型腔14与自动送料机构2之间,所述自动送料机构2与所述机械手机构3连接;所述PLC控制器4分别与所述电机121、自动送料机构2及机械手机构3电连接。
工作时,自动送料机构2输送需要进行冲压加工的工件,然后机械手机构3对工件进行机械抓取并放置于机身11设置的模具型腔14内,之后,电机121的主轴带动主动轮转动,主动轮再通过同步带123带动同步轮122转动,同步轮122转动即带动曲轴124转动,曲轴124再带动连杆125实现垂直上下运动(即实现了从圆周运动转化为垂直直线运动),连杆125驱动滑板126沿Z轴线性导轨127上下滑动,滑板126带动与其连接的冲头13对工件进行冲压加工,采用曲轴124驱动连杆125的运动方式可以使得冲头13的运动更加连贯流畅,且使得冲头13的运动速度更加快,冲击力更加强,能适应加工较大型的工件,整个工作过程均由PLC控制器4控制,实现全自动化的操作,其中模具型腔14是可拆卸地设置于机身11的,即本技术方案可根据对不同形状的工件进行更换不同的模具型腔14进行加工,更换模具型腔14操作简单,适用范围非常广泛。本实用新型的优点有:1、减轻工人劳动强度,所有工作均由设备自动完成;2、生产效率大大提高,满足大批量生产的同时,可以保证生产质量;3、消除生产安全隐患,杜绝造成人身伤害,保证生产安全、顺畅地进行;4、适用范围更加广泛,实用性更强。
详看图1、图7、图10及图11,所述机械手机构3包括Y轴驱动装置31,所述Y轴驱动装置31包括送料气缸311、送料板312、Y轴线性滑轨313、导向块314、吸盘升降气缸315及吸料模腔316;所述导向块314与所述机身11连接,所述送料气缸311与导向块314固定连接;所述Y轴线性滑轨313与所述导向块314滑动连接;所述送料板312的侧面与所述Y轴线性滑轨313固定连接,送料板312的前端与所述送料气缸311的活塞杆连接;所述吸盘升降气缸315安装于送料板312的前端,所述吸料模腔316与吸盘升降气缸315的活塞杆连接;所述送料气缸311及吸盘升降气缸315均与PLC控制器4电连接。Y轴驱动装置31主要进行输送待加工工件至机身11设置的模具型腔14,首先,PLC控制器4控制送料气缸311工作,由于送料气缸311通过导向块314与机身11连接的,送料气缸311的活塞杆推动与其连接的送料板312沿导向块314朝向Y轴方向的模具型腔14的上方移动,送料板312前端设置的吸盘升降气缸315及与吸盘升降气缸315的活塞杆连接吸料模腔316亦随着送料板312作同一个方向移动,即,吸盘升降气缸315通过PLC控制器4的控制,实现控制吸料模腔316下降吸取待加工工件,然后上升,在通过送料气缸311输送至模具型腔14的上方,接着,再控制吸料模腔316下降,放置吸料模腔316吸取的待加工工件,送料气缸311的活塞杆复位,冲压机本体1对待加工工件进行冲压加工工作,之后Y轴驱动装置31再重复进行夹取及送料工作,本技术方案的吸料模腔316连接有真空发生器,真空发生器亦由PLC控制器4编程控制,真空发生器对吸料模腔316进行抽真空操作,从而可以使得吸料模腔316能对待加工工件进行真空吸附,自动化程度相当高,配合冲压机本体1一起工作,实现更加全面的自动化动作,设计合理。
本实施例中,所述自动送料机构2包括振盘储料桶21、Y轴送料槽道22、送料电机23、送料主动轮24、送料从动轮(本技术方案的送料从动轮未在附图中标示)、送料皮带25及升降装置26;所述升降装置26安装于所述机身11,所述Y轴送料槽道22与升降装置26连接,Y轴送料槽道22的输入端与所述振盘储料桶21连接,Y轴送料槽道22的输出端设置于所述模具型腔14的前方并位于所述吸料模腔316的下方;所述送料电机23安装于升降装置26的一侧,所述送料主动轮24与送料电机23的主轴套接,所述送料从动轮分别安装于所述Y轴送料槽道22的两端;所述送料皮带25设置于所述Y轴送料槽道22并与所述送料主动轮24及送料从动轮连接;所述送料电机23与PLC控制器4电连接。
如图1、图7至图9所示,本技术方案的送料电机23设置于Y轴送料槽道22的下方,即,与送料电机23的主轴套接的送料主动轮24亦位于Y轴送料槽道22的下方,而送料从动轮则分别设置于Y轴送料槽道22的两端,当送料皮带25与送料主动轮24及两个送料从动轮连接时,则使得送料皮带25形成了具有一定空间的三角型结构(参见图8所示),送料主动轮24及两个送料从动轮分别位于呈三角形空间结构的送料皮带25的三个角上,而呈三角形空间结构的送料皮带25的其中一三角形边又设置于Y轴送料槽道22上,故,当PLC控制器4控制送料电机23工作时,送料电机23驱动送料皮带25沿着Y轴送料槽道22作循环地运动,当振盘储料桶21将待加工工件输送至Y轴送料槽道22的输入端时,接着则由送料皮带25继续将待加工工件继续进行输送,直至将待加工工件输送至Y轴送料槽道22的输出端,之后再由吸料模腔316真空吸附在Y轴送料槽道22输出端的待加工工件进行继续输送至机身11上设置的模具型腔14内,后续在进行冲压加工工作;本技术方案中的升降装置26可以通过手动调节其垂直位置的高度,即根据具体的加工工件不同的需要,调节与升降装置26连接的Y轴送料槽道22的垂直高度,通过调节,以最佳的位置进行工作;另外,振盘储料桶21的前端设置有类似Y轴送料槽道22的一段槽道,目的是为了与Y轴送料槽道22更好的连接,尽量避免输送时因连接障碍导致输送待加工工件失败,振盘储料桶21内设置有震动马达,通过震动马达的工作,使得待加工工件沿着振盘储料桶21的振动盘输送至槽道,整体结构并不复杂,效果却相当理想。
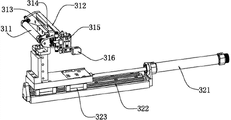
如图7、图10及图11所示,所述机械手机构3还包括X轴驱动装置32,所述X轴驱动装置32包括换模气缸321、X轴线性滑轨322及滑块323;所述换模气缸321及X轴线性滑轨322固定安装于所述机身11;所述滑块323与所述X轴线性滑轨322滑动连接并与所述升降装置26及导向块314固定连接;所述换模气缸321的活塞杆与所述滑块323连接;所述换模气缸321与PLC控制器4电连接。当模具型腔14损耗严重,或者需要进行加工不同的工件时,则需要更换机身11设置的模具型腔14,此时,则通过PLC控制器4控制换模气缸321工作,换模气缸321通过活塞杆的复位工作,驱动滑块323沿着X轴线性滑轨322滑动,滑块323则带动升降装置26及导向块314滑动,从而带动与升降装置26及导向块314滑动连接的所有部件做同一方向滑动,即可以使得机械手机构3移动至侧方,即避开在模具型腔14的前方,确保有足够大的空间让操作工人对模具型腔14进行更换,设计合理,实用性强。
参见图12及图13,所述Y轴送料槽道22的输入端设置有第一光纤探头221,Y轴送料槽道22的输出端设置有第二光纤探头222,所述第一光纤探头221及第二光纤探头222均与PLC控制器4电连接。第一光纤探头221则对Y轴送料槽道22的输入端进行探测,如果连续在Y轴送料槽道22的输入端探到“有料”的时间超过PCL控制器4预设定的时间,则表明送料皮带25上已经“料满”, 振盘储料桶21则可进行暂停休息,如果第一光纤探头221连续探到“无料”的时间超过PCL控制器4预设定的时间,则表明送料皮带上所剩“料”不多了,需要启动振盘储料桶21给送料皮带25进行送料;第二光纤探头222则对Y轴送料槽道22的输出端进行探测,测定Y轴送料槽道22的输出端是否有待加工工件,探测为“有”即将“是”的信息反馈到PLC控制器4,PLC控制器4再控制机械手机构3对待加工工件进行吸取工作,当探测为“无”即将“否”的信息反馈到PLC控制器4,PLC控制器4此时将暂时不会驱动机械手机构3进行工作;本技术方案的上述工作过程均由PLC控制器4控制工作,每一步骤都紧密配合,确保设备的工作全自动化。
本实施例中,所述自动送料机构2还包括挡料气缸27,所述挡料气缸27设置于所述Y轴送料槽道22的上方并靠近于Y轴送料槽道22的输出端,挡料气缸27的活塞杆连接有挡料压块28;所述挡料气缸27与PLC控制器4电连接。见图7及图11,当发生自动送料机构2输送工件的频率过大,导致在Y轴送料槽道22的输出端过多聚集待加工工件时,此时,送料气缸311驱动挡料压块28下压并抵顶送料皮带25,组织继续朝着Y轴送料槽道22的输出端输送待加工工件,防止后续的工作发生错乱,保证整个工作流程能够正常、顺畅、安全地进行。
如图5所示,还包括清洁装置,所述清洁装置包括清洁气缸5、第一吹气阀6、第二吹气阀7及第三吹气阀8;所述第一吹气阀6及第三吹气阀8分别设置于所述模具型腔14的两侧;所述清洁气缸5安装于所述机身11并位于所述模具型腔14的前侧,所述第二吹气阀7与清洁气缸5的活塞杆连接;所述第一吹气阀6、第二吹气阀7及第三吹气阀8均连接有喷气管;所述清洁气缸5、第一吹气阀6、第二吹气阀7及第三吹气阀8均与PLC控制器4电连接。待加工工件进行冲压加工工作后,必然会产生一些边角料,如果不及时对这些边角料进行清理,则会影响对下一个待加工工件进行加工,从而会导致加工质量变差,而本技术方案的清洁气缸5驱动第二吹气阀7进行Z轴的左右移动工作(即在模具型腔14前方的左右方向移动),第一吹气阀6及第三吹气阀8则在模具型腔14的左右两侧继续进行工作,第一吹气阀6、第二吹气阀7及第三吹气阀8均在PLC控制器4控制进行工作,通过喷气管对模具型腔14进行全方位地喷气清洁,从而有效地清除冲压加工产生的边角料,确保下一个待加工工件进行加工前,模具型腔14是干净的,从而确保进行下一个循环工作生产出高质量的产品。
本实施例中,所述机身11设置有成品回收框9及边角料回收框10,所述成品回收框9位于模具型腔14的下方,所述边角料回收框10位于模具型腔14的后方(参见图6)。冲压加工完成后的产品则自动跌落在成品回收框9内,而经清洁装置清理出的边角料则自动聚集至边角料回收腔内,本技术方案的成品回收框9及边角料回收框10设计不但使得成品可以很好地回收,则保证边角料不会到处飘散,造成环境污染,设计合理,符合可持续发展。
本实施例中,所述机身11侧设置有控制所述通用数控冲床总电源的空气开关15(参见图5)。空气开关15对整台通用数控冲床的电源开关进行控制,起到安全操作的作用。
综上所述并结合图1至图13,下面对本实用新型的工作原理进行详细的描述:
首先,对数控冲床通电开机,开机后先进行PLC控制器4的归零处理,当将PLC控制器4归零处理后,再进行此次需要加工工件在PLC控制器4的人机界面上进行相关的参数设置,参数设定后,相关的工件加工即可进行重复使用;然后,往自动送料机构2的振盘储料桶21加上待加工的工件,振盘储料桶21则往Y轴送料槽道22的输入端输送待加工工件,接着,送料电机23工作,待加工工件再在Y轴送料槽道22上设置的送料皮带25作用下继续往Y轴送料槽道22的输出端输送待加工工件,而第一光纤探头221则可以探测Y轴送料槽道22的输入端是否有待加工工件,从而确保使得自动送料机构2持续不断地进行送料,当待加工工件被送料皮带25输送至Y轴送料槽道22的输出端时,第二光纤探头222探测到Y轴送料槽道22的输出端有待加工工件时,此时,将信息反馈于PLC控制器4,PLC控制控制吸盘升降气缸315进行升降工作,同时,控制吸料模腔316进行真空吸附待加工工件,再者,PLC控制器4控制送料气缸311工作,送料气缸311驱动吸附有待加工工件的吸料模腔316进行Y轴运动至模具型腔14的上方,吸盘升降气缸315下降并放置待加工工件于模具型腔14,之后,送料气缸311驱动活塞杆复位,再之后,PLC控制器4控制电机121工作,电机121通过控制主动轮、同步轮122及同步带123的转动,带动曲轴124转动,曲轴124再带连杆125垂直移动,连杆125与滑板126连接,即连杆125使得滑板126沿着设置于机身11的Z轴线性导轨127进行垂直上下滑动,即使得与滑板126固定连接的冲头13进行上下冲压并对着模具型腔14工作,当单个待加工工件加工完成后,PLC控制器4再控制第一吹气阀6、第二吹气阀7及第三吹气阀8朝着模具型腔14进行吹气清洁工作,方便下一个待加工工件的工作,其中,当需要更换模具型腔14时,则通过PLC控制器4控制换模气缸321工作,换模气缸321驱动与滑块323连接的机械手机构3沿这X轴线性滑轨322滑动,从而在机身11的前方(即模具型腔14的前方)有足够的空间确保操作工作能够进行模具型腔14的更换,另外,本技术方案使用的电机121为伺服电机,伺服电机具有启动转矩大、运行范围广及无自转的优点。
与现有技术相比,本实用新型的优点:
1、减轻操作工人的劳动强度,操作工人只需将待加工的工件倒入在振盘储料桶21中,所有后续的工作都由数控冲床自动完成,而无需每天坐在固定工位上重复一万多次相同的人工操作动作;
2、生产效率大大地提高,经实际测算,本数控冲床每天的产量完全等同一个工人一天的产量,而一个工人可以轻松管理操作十台以上的本数控冲床;
3、大大减少安全生产隐患,采用本数控冲床后,操作员工无须直接接触数控冲床,由机械手机构3给数控冲床冲床进行送料,杜绝了对数控冲床对人身造成伤害的可能性;
4、采用曲轴124及连杆125的连接驱动冲头13的方式,可以保证冲头13的上下运动更加连贯,运动速度更快,冲击力更强。
以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
Claims (10)
1.一种全自动通用数控冲床,其特征在于:包括冲压机本体(1)、自动送料机构(2)、机械手机构(3)及PLC控制器(4);
所述冲压机本体(1)包括机身(11)、Z轴驱动装置(12)及冲头(13);
所述Z轴驱动装置(12)包括电机(121)、主动轮、同步轮(122)、同步带(123)、曲轴(124)、连杆(125)、滑板(126)及Z轴线性导轨(127);
所述电机(121)设置于所述机身(11),所述主动轮与电机(121)的主轴套接;
所述连杆(125)设置于机身(11)的前侧,连杆(125)的底端与所述滑板(126)连接,连杆(125)的顶端与所述曲轴(124)连接,所述曲轴(124)可转动连接于机身(11),曲轴(124)的一端与所述同步轮(122)套接;
所述同步带(123)与所述主动轮及同步轮(122)连接;
所述Z轴线性导轨(127)固定安装于所述机身(11),所述滑板(126)与Z轴线性导轨(127)滑动连接;
所述冲头(13)与所述滑板(126)固定连接;
所述机身(11)设置有可拆卸的模具型腔(14),所述模具型腔(14)位于所述冲头(13)的下方;
所述机械手机构(3)设置于模具型腔(14)与自动送料机构(2)之间,所述自动送料机构(2)与所述机械手机构(3)连接;
所述PLC控制器(4)分别与所述电机(121)、自动送料机构(2)及机械手机构(3)电连接。
2.根据权利要求1所述的一种全自动通用数控冲床,其特征在于:所述机械手机构(3)包括Y轴驱动装置(31),所述Y轴驱动装置(31)包括送料气缸(311)、送料板(312)、Y轴线性滑轨(313)、导向块(314)、吸盘升降气缸(315)及吸料模腔(316);
所述导向块(314)与所述机身(11)连接,所述送料气缸(311)与导向块(314)固定连接;
所述Y轴线性滑轨(313)与所述导向块(314)滑动连接;
所述送料板(312)的侧面与所述Y轴线性滑轨(313)固定连接,送料板(312)的前端与所述送料气缸(311)的活塞杆连接;
所述吸盘升降气缸(315)安装于送料板(312)的前端,所述吸料模腔(316)与吸盘升降气缸(315)的活塞杆连接;
所述送料气缸(311)及吸盘升降气缸(315)均与PLC控制器(4)电连接。
3.根据权利要求2所述的一种全自动通用数控冲床,其特征在于:所述自动送料机构(2)包括振盘储料桶(21)、Y轴送料槽道(22)、送料电机(23)、送料主动轮(24)、送料从动轮、送料皮带(25)及升降装置(26);
所述升降装置(26)安装于所述机身(11),所述Y轴送料槽道(22)与升降装置(26)连接,Y轴送料槽道(22)的输入端与所述振盘储料桶(21)连接,Y轴送料槽道(22)的输出端设置于所述模具型腔(14)的前方并位于所述吸料模腔(316)的下方;
所述送料电机(23)安装于升降装置(26)的一侧,所述送料主动轮(24)与送料电机(23)的主轴套接,所述送料从动轮分别安装于所述Y轴送料槽道(22)的两端;
所述送料皮带(25)设置于所述Y轴送料槽道(22)并与所述送料主动轮(24)及送料从动轮连接;
所述送料电机(23)与PLC控制器(4)电连接。
4.根据权利要求3所述的一种全自动通用数控冲床,其特征在于:所述机械手机构(3)还包括X轴驱动装置(32),所述X轴驱动装置(32)包括换模气缸(321)、X轴线性滑轨(322)及滑块(323);
所述换模气缸(321)及X轴线性滑轨(322)固定安装于所述机身(11);
所述滑块(323)与所述X轴线性滑轨(322)滑动连接并与所述升降装置(26)及导向块(314)固定连接;
所述换模气缸(321)的活塞杆与所述滑块(323)连接;
所述换模气缸(321)与PLC控制器(4)电连接。
5.根据权利要求3所述的一种全自动通用数控冲床,其特征在于:所述Y轴送料槽道(22)的输入端设置有第一光纤探头(221),Y轴送料槽道(22)的输出端设置有第二光纤探头(222),所述第一光纤探头(221)及第二光纤探头(222)均与PLC控制器(4)电连接。
6.根据权利要求3所述的一种全自动通用数控冲床,其特征在于:所述自动送料机构(2)还包括挡料气缸(27),所述挡料气缸(27)设置于所述Y轴送料槽道(22)的上方并靠近于Y轴送料槽道(22)的输出端,挡料气缸(27)的活塞杆连接有挡料压块(28);
所述挡料气缸(27)与PLC控制器(4)电连接。
7.根据权利要求1所述的一种全自动通用数控冲床,其特征在于:所述电机(121)为伺服电机。
8.根据权利要求1所述的一种全自动通用数控冲床,其特征在于:还包括清洁装置,所述清洁装置包括清洁气缸(5)、第一吹气阀(6)、第二吹气阀(7)及第三吹气阀(8);
所述第一吹气阀(6)及第三吹气阀(8)分别设置于所述模具型腔(14)的两侧;
所述清洁气缸(5)安装于所述机身(11)并位于所述模具型腔(14)的前侧,所述第二吹气阀(7)与清洁气缸(5)的活塞杆连接;
所述第一吹气阀(6)、第二吹气阀(7)及第三吹气阀(8)均连接有喷气管;
所述清洁气缸(5)、第一吹气阀(6)、第二吹气阀(7)及第三吹气阀(8)均与PLC控制器(4)电连接。
9.根据权利要求1所述的一种全自动通用数控冲床,其特征在于:所述机身(11)设置有成品回收框(9)及边角料回收框(10),所述成品回收框(9)位于模具型腔(14)的下方,所述边角料回收框(10)位于模具型腔(14)的后方。
10.根据权利要求1所述的一种全自动通用数控冲床,其特征在于:所述机身(11)侧设置有控制所述通用数控冲床总电源的空气开关(15)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320489514.9U CN203484472U (zh) | 2013-08-12 | 2013-08-12 | 一种全自动通用数控冲床 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320489514.9U CN203484472U (zh) | 2013-08-12 | 2013-08-12 | 一种全自动通用数控冲床 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203484472U true CN203484472U (zh) | 2014-03-19 |
Family
ID=50255331
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320489514.9U Withdrawn - After Issue CN203484472U (zh) | 2013-08-12 | 2013-08-12 | 一种全自动通用数控冲床 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203484472U (zh) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104359360A (zh) * | 2014-10-29 | 2015-02-18 | 米亚精密金属科技(东莞)有限公司 | 一种音量键高度测量机 |
| CN106825293A (zh) * | 2015-12-04 | 2017-06-13 | 重庆银聪科技有限公司 | 一种全自动冲床上料机 |
| CN107030136A (zh) * | 2016-12-29 | 2017-08-11 | 昆山铭嵩机械制造有限公司 | 一种全自动一体化椭圆钢管成型机 |
| CN108817256A (zh) * | 2018-07-24 | 2018-11-16 | 浙江长华汽车零部件股份有限公司 | 高精度高效蝶形螺母自动一体化冲压成型装置 |
| CN109201936A (zh) * | 2018-08-28 | 2019-01-15 | 广东科技学院 | 一种具备负压检测功能的机械控制装置及其控制方法 |
| CN109663870A (zh) * | 2019-02-15 | 2019-04-23 | 苏州卯是卯自动化设备有限公司 | 一种指纹环伺服自动冲切机 |
| CN109675991A (zh) * | 2018-12-20 | 2019-04-26 | 杨书朋 | 一种工业机器人机械臂侧面板的印染加工调节装置 |
| CN111152497A (zh) * | 2020-01-10 | 2020-05-15 | 刘书德 | 一种光导纤维全自动压力机 |
| CN115740156A (zh) * | 2022-12-13 | 2023-03-07 | 扬力集团股份有限公司 | 一种单滑块双上模自动冲压成型的装置及其冲压方法 |
-
2013
- 2013-08-12 CN CN201320489514.9U patent/CN203484472U/zh not_active Withdrawn - After Issue
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104359360A (zh) * | 2014-10-29 | 2015-02-18 | 米亚精密金属科技(东莞)有限公司 | 一种音量键高度测量机 |
| CN104359360B (zh) * | 2014-10-29 | 2017-06-27 | 米亚精密金属科技(东莞)有限公司 | 一种音量键高度测量机 |
| CN106825293A (zh) * | 2015-12-04 | 2017-06-13 | 重庆银聪科技有限公司 | 一种全自动冲床上料机 |
| CN107030136A (zh) * | 2016-12-29 | 2017-08-11 | 昆山铭嵩机械制造有限公司 | 一种全自动一体化椭圆钢管成型机 |
| CN107030136B (zh) * | 2016-12-29 | 2019-01-25 | 昆山铭嵩机械制造有限公司 | 一种全自动一体化椭圆钢管成型机 |
| CN108817256A (zh) * | 2018-07-24 | 2018-11-16 | 浙江长华汽车零部件股份有限公司 | 高精度高效蝶形螺母自动一体化冲压成型装置 |
| CN109201936A (zh) * | 2018-08-28 | 2019-01-15 | 广东科技学院 | 一种具备负压检测功能的机械控制装置及其控制方法 |
| CN109675991A (zh) * | 2018-12-20 | 2019-04-26 | 杨书朋 | 一种工业机器人机械臂侧面板的印染加工调节装置 |
| CN109663870A (zh) * | 2019-02-15 | 2019-04-23 | 苏州卯是卯自动化设备有限公司 | 一种指纹环伺服自动冲切机 |
| CN111152497A (zh) * | 2020-01-10 | 2020-05-15 | 刘书德 | 一种光导纤维全自动压力机 |
| CN115740156A (zh) * | 2022-12-13 | 2023-03-07 | 扬力集团股份有限公司 | 一种单滑块双上模自动冲压成型的装置及其冲压方法 |
| CN115740156B (zh) * | 2022-12-13 | 2024-02-09 | 扬力集团股份有限公司 | 一种单滑块双上模自动冲压成型的装置及其冲压方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203484472U (zh) | 一种全自动通用数控冲床 | |
| CN203409057U (zh) | 一种全自动数控冲床 | |
| CN105921631A (zh) | 一种自动定位装置、利用该定位装置的折弯机系统及板料折弯方法 | |
| CN103521635B (zh) | 一种异形零件送料机械手 | |
| CN205074446U (zh) | 一种冲压用连续上下料机械手 | |
| CN103286199A (zh) | 汽车滤清器壳体自动化生产线 | |
| CN103161063A (zh) | 智能电烫切割装置 | |
| CN202412012U (zh) | 锁体打磨机 | |
| CN203794099U (zh) | 一种送料机 | |
| CN105600563A (zh) | 自动堆垛整理装置 | |
| CN203635797U (zh) | 一种异形零件送料机械手 | |
| CN107186114A (zh) | 一种电饭锅底托全自动生产线 | |
| CN105946263A (zh) | 一种手机外壳成型加工一体机 | |
| CN207873238U (zh) | 一种钢板输送切料机 | |
| CN206579197U (zh) | 一种纸箱用自动打钉装置 | |
| CN205364625U (zh) | 一种冲床工作平台的循环升降装置 | |
| CN205613960U (zh) | 一种自动定位装置及利用该定位装置的折弯机系统 | |
| CN207899949U (zh) | 一种数字伺服控制旋压机 | |
| CN204012148U (zh) | 一种插针机 | |
| CN207452409U (zh) | 一种电脑花样机自动送取料装置 | |
| CN105882157B (zh) | 全自动激光打码机 | |
| CN205999276U (zh) | 一种用于玻璃切割的高速数控玻璃切割机 | |
| CN209632687U (zh) | 一种自动二次定位的打磨抛光机 | |
| CN211866746U (zh) | 一种工业切割装置 | |
| CN208961144U (zh) | 一种齿轮表面加工用铣床 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20140319 Effective date of abandoning: 20170831 |
|
| AV01 | Patent right actively abandoned |
Granted publication date: 20140319 Effective date of abandoning: 20170831 |
|
| AV01 | Patent right actively abandoned | ||
| AV01 | Patent right actively abandoned |