CN203471273U - Front and back oil seal assembly machine - Google Patents
Front and back oil seal assembly machine Download PDFInfo
- Publication number
- CN203471273U CN203471273U CN201320441639.4U CN201320441639U CN203471273U CN 203471273 U CN203471273 U CN 203471273U CN 201320441639 U CN201320441639 U CN 201320441639U CN 203471273 U CN203471273 U CN 203471273U
- Authority
- CN
- China
- Prior art keywords
- support
- pressure head
- assembly machine
- oil seal
- backing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Automatic Assembly (AREA)
Abstract
The utility model relates to a front and back oil seal assembly machine which comprises a base, a lifting location device, a clamping device, a backing device, a lifting device, an automatic feeding device, a material receiving device, a material conveying device, a material channel, a compressing device and a sorting device. The front and back oil seal assembly machine is characterized in that the compressing device is mounted on a horizontal moving bracket, the horizontal moving bracket is mounted on a lifting support, the lifting support is mounted on an upright I, the backing device and the lifting device are connected and are both mounted on an upright II, a pressing head of the compressing device and a backing rod of the backing device are on the same horizontal line, the sorting device is arranged between the material channel and the material receiving device, and the sorting device is provided with a detection device. The front and back oil seal assembly machine has the advantages that a floating pressing head design is adopted, the pressing head is automatically centered around a crankshaft, the press fitting force is resisted through wedge-caulking and backing, the centering accuracy is improved, the front and back sides of an oil seal are detected according to the material characteristics of the oil seal, a sorting mechanism is added to replace artificial sorting, so that the labor intensity is reduced.
Description
Technical field
The utility model relates to oil sealing assembling field, relates in particular to front and rear oil seals assembly machine.
Background technology
Oil sealing is the mechanical organ for oil sealing, if quality does not pass a test during oil sealing assembling, precision is not high enough, in engine operation process, can produce the phenomenon of leakage of oil, traditional assembling mode be take manual or simple assembly tool as main, improves labour cost and can not ensure the quality of products.Mechanization is at present when equipped oil sealing, and ubiquity centering precision is low, and cylinder body location is unstable; And in feeding process, be by manually detecting the positive and negative of oil sealing, but less than full automation degree, hand labor intensity is large.
Utility model content
The utility model provides front and rear oil seals assembly machine, adopts floating type pressure head design and increases automatic material selecting device, solves the deficiencies in the prior art part.
For realizing above object, by the following technical solutions:
Front and rear oil seals assembly machine, it mainly comprises base, lift positioner, clamping device, instead by device, lowering or hoisting gear, automatic charging device, material-receiving device, pay-off ,Liao road, hold down gag and material choosing apparatus, it is characterized in that, described hold down gag is arranged on traversing support, traversing support is arranged on lifting support, lifting support is arranged on column I, instead by device, be connected with lowering or hoisting gear and be all arranged on column II above, the pressure head of hold down gag and the anti-anti-rod of device of leaning on are on same horizontal line; Between described Liao road and material-receiving device, be provided with a material choosing apparatus, described material choosing apparatus has a checkout gear.
The pressure head contiguous block of described hold down gag is arranged on traversing support by guide rail slide block, pressure head is arranged on pressure head contiguous block the place ahead, pressure head contiguous block rear end is provided with a servo press, band dynamic head contiguous block and pressure head transverse shifting, and servo press below is also connected with a lift cylinder.
Described structure of the detecting device comprises inductive switch, support, induction rod, spring, catch bar and cylinder, inductive switch is rack-mount, the rack-mount end of induction rod, and induction rod cover has spring, catch bar is arranged on spring front portion, and support lower end is connected with cylinder.
The utility model advantage: adopt float top board design, pressure head is with bent axle self-centering, adopts that wedging is counter leans on, resist pressure assembling force, improve centering precision, utilize the material behavior detection oil sealing of oil sealing positive and negative, increase material selection mechanism and substitute hand sorting, reduce hand labor intensity.
Accompanying drawing explanation
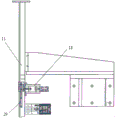
Fig. 1 is structural front view of the present utility model
Fig. 2 is structure side view of the present utility model
Fig. 3 is the structural representation of hold down gag
Fig. 4 is the front view of material choosing apparatus
Fig. 5 is the side view of material choosing apparatus
Fig. 6 is the structural representation of checkout gear
Base as shown in the figure 1; 2, lift positioner; 3, clamping device; 4, instead by device; 5, lowering or hoisting gear; 6, automatic charging device; 7, material-receiving device; 8, pay-off; 9 ,Liao roads; 10, hold down gag; 11, material choosing apparatus; 12, traversing support; 13, lifting support; 14, column I; 15, column II; 16, pressure head; 17, anti-rod; 18, checkout gear; 19, pressure head contiguous block; 20, guide rail slide block; 21, servo press; 22, inductive switch; 23, support; 24, induction rod; 25, spring; 26, catch bar; 27, cylinder; 28, cylinder body; 29, workpiece.
The specific embodiment
embodiment
As shown in Figure 1,
Front and rear oil seals assembly machine mainly comprises base (1), lifts positioner (2), clamping device (3), instead by device (4), lowering or hoisting gear (5), automatic charging device (6), material-receiving device (7), pay-off (8) ,Liao road (9), hold down gag (10) and material choosing apparatus (11); The pressure head contiguous block (19) of described hold down gag (10) is arranged on traversing support (12) by guide rail slide block (20), pressure head (16) is arranged on pressure head contiguous block (19) the place ahead, pressure head contiguous block (19) rear end is provided with a servo press (21), band dynamic head contiguous block (19) and pressure head (16) transverse shifting, servo press (21) below is also connected with a lift cylinder (22), traversing support (12) is arranged on (13) on lifting support, and lifting support (13) is arranged on column I(14) on; Instead lean on device (4) to be connected with lowering or hoisting gear (5) and be all arranged on column II(15) upper, the pressure head (16) of hold down gag (10) and the anti-anti-rod (17) of device (4) of leaning on are on same horizontal line; Between described Liao road (9) and material-receiving device (7), be provided with a material choosing apparatus (11), described material choosing apparatus has a checkout gear (18), checkout gear (18) structure comprises inductive switch, support, induction rod, spring, catch bar and cylinder, inductive switch (22) is arranged on support (23), induction rod (24) is arranged on support (23) upper end, induction rod (24) cover has spring (25), catch bar (26) is arranged on spring (25) front portion, and support (23) lower end is connected with cylinder (27).
Workpiece (29) is pushed to material road (9) by automatic charging device (6), pass through again the positive and negative detection of material choosing apparatus (11), correct workpiece (29) is sent in material-receiving device (7), after making the pressure head (16) of material-receiving device (7) and hold down gag (10) concentric by pay-off (8), start servo press (21) and promote pressure head contiguous block (19) band dynamic head (16) and get workpiece (29); Lift positioner (2) simultaneously cylinder body (28) is lifted, instead by device (4), clamp cylinder body (28), it is fixing that clamping device (3) will lift positioner (2), and pressure head (16) packs workpiece (29) in cylinder body into.
Checkout gear (18) detects the positive and negative principle of workpiece (29), cylinder (27) promotes support (23) and moves forward, drive spring (25) to promote catch bar (26), when workpiece in the right direction, catch bar (26) can not move forward, spring (25) compression, induction rod (24) sends signal to inductive switch (22); Workpiece anisotropy, spring (25) can be not compressed, and inductive switch (22) is responded to less than any signal.
Claims (3)
1. front and rear oil seals assembly machine, it mainly comprises base (1), lift positioner (2), clamping device (3), anti-by device (4), lowering or hoisting gear (5), automatic charging device (6), material-receiving device (7), pay-off (8), material road (9), hold down gag (10) and material choosing apparatus (11), it is characterized in that, described hold down gag (10) is arranged on traversing support (12), traversing support (12) is arranged on (13) on lifting support, lifting support (13) is arranged in column I (14), the anti-device (4) that leans on is connected with lowering or hoisting gear (5) and is all arranged in column II (15), the pressure head (16) of hold down gag (10) and the anti-anti-rod (17) by device (4) are on same horizontal line, between described Liao road (9) and material-receiving device (7), be provided with a material choosing apparatus (11), described material choosing apparatus has a checkout gear (18).
2. front and rear oil seals assembly machine according to claim 1, it is characterized in that, the pressure head contiguous block (19) of described hold down gag (10) is arranged on traversing support (12) by guide rail slide block (20), pressure head (16) is arranged on pressure head contiguous block (19) the place ahead, pressure head contiguous block (19) rear end is provided with a servo press (21), band dynamic head contiguous block (19) and pressure head (16) transverse shifting, servo press (21) below is also connected with a lift cylinder (22).
3. front and rear oil seals assembly machine according to claim 1, it is characterized in that, described checkout gear (18) structure comprises inductive switch, support, induction rod, spring, catch bar and cylinder, inductive switch (22) is arranged on support (23), induction rod (24) is arranged on support (23) upper end, induction rod (24) cover has spring (25), catch bar (26) to be arranged on spring (25) front portion, and support (23) lower end is connected with cylinder (27).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320441639.4U CN203471273U (en) | 2013-07-24 | 2013-07-24 | Front and back oil seal assembly machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320441639.4U CN203471273U (en) | 2013-07-24 | 2013-07-24 | Front and back oil seal assembly machine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203471273U true CN203471273U (en) | 2014-03-12 |
Family
ID=50219681
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320441639.4U Expired - Fee Related CN203471273U (en) | 2013-07-24 | 2013-07-24 | Front and back oil seal assembly machine |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203471273U (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107081583A (en) * | 2017-06-23 | 2017-08-22 | 宁波中亿自动化装备有限公司 | Oil sealing assembles device and automobile assembly system |
| CN110605559A (en) * | 2019-09-04 | 2019-12-24 | 上海天永智能装备股份有限公司 | Press-fitting equipment and method suitable for assembling front oil seal and rear oil seal of engine |
-
2013
- 2013-07-24 CN CN201320441639.4U patent/CN203471273U/en not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107081583A (en) * | 2017-06-23 | 2017-08-22 | 宁波中亿自动化装备有限公司 | Oil sealing assembles device and automobile assembly system |
| CN110605559A (en) * | 2019-09-04 | 2019-12-24 | 上海天永智能装备股份有限公司 | Press-fitting equipment and method suitable for assembling front oil seal and rear oil seal of engine |
| CN110605559B (en) * | 2019-09-04 | 2024-04-16 | 上海天永智能装备股份有限公司 | Press mounting equipment and method suitable for assembling front and rear oil seals of engine |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103624529B (en) | Clutch booster jump ring feeding press-loading apparatus and pressing method | |
| CN106624412B (en) | Battery buckle closure pre-welding machine | |
| CN204881435U (en) | A size detection device for sheet metal | |
| CN205744678U (en) | A kind of hydraulic jack stroke test device | |
| CN203599460U (en) | Riveting machine capable of detecting heights of rivets | |
| CN203664989U (en) | Dual-purpose device for ball valve positioning welding and sealing performance detection | |
| CN203981353U (en) | A kind of valve body moulding hydraulic pressure leak test checkout equipment | |
| CN203471273U (en) | Front and back oil seal assembly machine | |
| CN204575473U (en) | Fatigue machine for luggage draw bar | |
| CN108731864A (en) | A kind of automatic detection device and method of electric vehicle DC charging rifle contact engaging and separating force | |
| CN204964126U (en) | Engine cylinder lid atmospheric pressure detects slip feed arrangement of machine | |
| CN204818648U (en) | Automobile engine is last with camshaft from dynamic pressure signal wheel mechanism | |
| CN203438110U (en) | Stitching tool for vent valve balancing block | |
| CN205312591U (en) | Battery sheet loading attachment | |
| CN205272034U (en) | Go up press gripper mechanism | |
| CN204035948U (en) | Knuckle spindle bearing material press-fits production line | |
| CN201264188Y (en) | Self-centering device of workpiece | |
| CN202317624U (en) | Four-jaw positioning mechanism | |
| CN203752069U (en) | Bearing press-fitting tool | |
| CN105458649A (en) | Automatic feed mechanism of jack | |
| CN202878010U (en) | Automatic feeding device | |
| CN203187001U (en) | Gas tight test automatic device of seamless gas cylinder | |
| CN206662570U (en) | A kind of stainless sheet steel splices grasping mechanism | |
| CN209117260U (en) | A kind of MGU airtight test device | |
| CN209709889U (en) | One kind magnetizes assembly equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140312 Termination date: 20180724 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |