CN203343938U - 一种喷油泵弹簧下座装配夹具 - Google Patents
一种喷油泵弹簧下座装配夹具 Download PDFInfo
- Publication number
- CN203343938U CN203343938U CN 201320459180 CN201320459180U CN203343938U CN 203343938 U CN203343938 U CN 203343938U CN 201320459180 CN201320459180 CN 201320459180 CN 201320459180 U CN201320459180 U CN 201320459180U CN 203343938 U CN203343938 U CN 203343938U
- Authority
- CN
- China
- Prior art keywords
- alignment pin
- injection pump
- lower seat
- spring lower
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Abstract
本实用新型公开了一种喷油泵弹簧下座装配夹具,所述夹具包括底座(5),底座(5)通过紧固件(7)连接有立柱(6),立柱(6)通过轴承(3)依次连接有压板(2)、压紧螺母(8),压板(2)下端面与底座(5)上平面之间设置有弹性部件(10),底座(5)上还设置有定位销(4)。本实用新型目的在于克服行业内在加工喷油泵过程中需要手工装配弹簧下座,不但影响装配效率的问题,而且影响装配精度的问题。
Description
技术领域
本实用新型涉及机械加工技术领域,具体涉及一种喷油泵弹簧下座装配夹具。
背景技术
目前,喷油泵在生产过程中,需要将弹簧下座装配到喷油泵的柱塞喉部槽内,企业在生产过程中由于没有专用夹具,通常采用手工装配,不但装配速度慢,工作效率低,而且装配的精度差,若在手工装配过程中出现卡壳,需要借助器械拆卸重装,从而影响喷油泵的精度。
发明内容
本实用新型针对上述存在的问题,提出了一种喷油泵弹簧下座装配夹具,目的在于克服行业内在加工喷油泵过程中需要手工装配弹簧下座,不但影响装配效率的问题,而且影响装配精度的问题。
本实用新型通过以下技术方案实现:
一种喷油泵弹簧下座装配夹具,其特征在于:所述夹具包括底座(5),底座(5)通过紧固件(7)连接有立柱(6),立柱(6)通过轴承(3)依次连接有压板(2)、压紧螺母(8),压板(2)下端面与底座(5)上平面之间设置有弹性部件(10),底座(5)上还设置有定位销(4)。
本实用新型进一步技术改进方案是:
所述定位销(4)包括定位销A(41)、定位销B(42)定位销C(43), 其中定位销A(41)、定位销C(43)位于定位销B(42)两侧,定位销A(41)、定位销C(43)与工件法兰孔尺寸相匹配;
所述紧固件(7)为螺母;
所述弹性部件(10)为弹簧,或为弹性橡胶块;
所述轴承(3)为单向推力平面球轴承;
所述压板(2)上设置有旋转手柄(1),压紧螺母(8)上设置有手柄(9)。
本实用新型与现有技术相比,具有以下明显优点:本专有夹具可将待加工工件装入夹具中的底座上,通过压板、压紧螺母与定位销的配合,不但提高了装配效率,而且也提高了装配精度。
附图说明
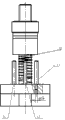
图1为本实用新型的结构示意图;
图2为本实用新型的左视图。
具体实施方式
如图1、2所示,本实用新型包括底座5,底座5通过紧固件7连接有立柱6,立柱6通过轴承3依次连接有压板2、压紧螺母8,压板2下端面与底座5上平面之间设置有弹性部件10,底座5上还设置有定位销4,定位销4包括定位销A41、定位销B42定位销C43, 其中定位销A41、定位销C43位于定位销B42两侧,定位销A41、定位销C43与工件法兰孔尺寸相匹配,紧固件7为螺母,弹性部件10为弹簧,或为弹性橡胶块,轴承3为单向推力平面球轴承,压板2上设置有旋转手柄1,压紧螺母8上设置有手柄9。
结合图1、2简述本实用新型的工作过程,首先旋转压板2一定角度,让开工件,工件两发兰孔与夹具两侧定位销A41、定位销C43配合,定位销B42上端平面与工件端面接触,限制工件轴向移动,属于曲型的一面两销定位。工件在夹具上定位后,旋转压板2,压板2压在弹性部件10上端平面,调整夹具,向下旋转压紧螺母8,保证压板2开口可以让开工件使得弹簧下座装配到工件的柱塞喉部槽内,弹簧下座装入柱塞喉部槽内后,旋转压板2,取出工件,进行第二个工件的弹簧下座装配。
本实用新型未涉及部分均与现有技术相同或可采用现有技术加以实现。
Claims (6)
1.一种喷油泵弹簧下座装配夹具,其特征在于:所述夹具包括底座(5),底座(5)通过紧固件(7)连接有立柱(6),立柱(6)通过轴承(3)依次连接有压板(2)、压紧螺母(8),压板(2)下端面与底座(5)上平面之间设置有弹性部件(10),底座(5)上还设置有定位销(4)。
2.根据权利要求1所述的一种喷油泵弹簧下座装配夹具,其特征在于:所述定位销(4)包括定位销A(41)、定位销B(42)定位销C(43), 其中定位销A(41)、定位销C(43)位于定位销B(42)两侧,定位销A(41)、定位销C(43)与工件法兰孔尺寸相匹配。
3.根据权利要求1或2所述的一种喷油泵弹簧下座装配夹具,其特征在于:所述紧固件(7)为螺母。
4.根据权利要求1或2所述的一种喷油泵弹簧下座装配夹具,其特征在于:所述弹性部件(10)为弹簧,或为弹性橡胶块。
5.根据权利要求1或2所述的一种喷油泵弹簧下座装配夹具,其特征在于:所述轴承(3)为单向推力平面球轴承。
6.根据权利要求1或2所述的一种喷油泵弹簧下座装配夹具,其特征在于:所述压板(2)上设置有旋转手柄(1),压紧螺母(8)上设置有手柄(9)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320459180 CN203343938U (zh) | 2013-07-31 | 2013-07-31 | 一种喷油泵弹簧下座装配夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320459180 CN203343938U (zh) | 2013-07-31 | 2013-07-31 | 一种喷油泵弹簧下座装配夹具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203343938U true CN203343938U (zh) | 2013-12-18 |
Family
ID=49743871
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201320459180 Expired - Fee Related CN203343938U (zh) | 2013-07-31 | 2013-07-31 | 一种喷油泵弹簧下座装配夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203343938U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108927752A (zh) * | 2018-08-29 | 2018-12-04 | 嘉兴百盈自动化设备有限公司 | 油泵自动装配线用治具 |
-
2013
- 2013-07-31 CN CN 201320459180 patent/CN203343938U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108927752A (zh) * | 2018-08-29 | 2018-12-04 | 嘉兴百盈自动化设备有限公司 | 油泵自动装配线用治具 |
| CN108927752B (zh) * | 2018-08-29 | 2023-09-15 | 嘉兴百盈自动化设备有限公司 | 油泵自动装配线用治具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203579467U (zh) | 一种用于木材工件加工的夹紧装置 | |
| CN101590630A (zh) | 弹性旋转压板 | |
| CN203792018U (zh) | 燕尾型叶片中心孔夹具 | |
| CN203343938U (zh) | 一种喷油泵弹簧下座装配夹具 | |
| CN203611175U (zh) | 一种可旋转飞机机身部件安装用定位压紧装置 | |
| CN203109672U (zh) | 钻机泥浆泵连杆的机加工工装 | |
| CN204366547U (zh) | 快捷式发动机缸体端面铣削夹具 | |
| CN204430151U (zh) | 一种插头端子母插铆接治具 | |
| CN205904729U (zh) | 一种新型工件固定夹具 | |
| CN202527975U (zh) | 喷嘴体定位装置 | |
| CN205342642U (zh) | 一种旋转缸压板装置 | |
| CN103753196A (zh) | 限位螺钉拧紧装置 | |
| CN202763608U (zh) | 用于加工高精度薄型零件的辅助工装 | |
| CN202592030U (zh) | 箱体零件斜面及斜面孔加工装置 | |
| CN202763772U (zh) | 一种轴承压入装置 | |
| CN203649879U (zh) | 限位螺钉拧紧装置 | |
| CN202129742U (zh) | 一种摆动式定位压紧机构 | |
| CN203918772U (zh) | 一种内燃机喷嘴座锥面加工用夹具 | |
| CN205218930U (zh) | 一种基于电机-弹簧机构的曲面自适应夹具 | |
| CN204657987U (zh) | 一种带内球面工件的车磨削定位工装 | |
| CN203751622U (zh) | 一种轴承压装装置 | |
| CN210550427U (zh) | 用于磨床上的柱形磁芯定位模具 | |
| CN204583920U (zh) | 薄件平整度自动整形装置 | |
| CN203993016U (zh) | 一种用于压装销的压装辅具 | |
| CN203509500U (zh) | 滑动轴承压装工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20131218 Termination date: 20160731 |