CN202964084U - 圆筒外圆钻孔定位工装 - Google Patents
圆筒外圆钻孔定位工装 Download PDFInfo
- Publication number
- CN202964084U CN202964084U CN 201220631024 CN201220631024U CN202964084U CN 202964084 U CN202964084 U CN 202964084U CN 201220631024 CN201220631024 CN 201220631024 CN 201220631024 U CN201220631024 U CN 201220631024U CN 202964084 U CN202964084 U CN 202964084U
- Authority
- CN
- China
- Prior art keywords
- locating
- section
- outer circle
- hole
- cylinder outer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Drilling And Boring (AREA)
Abstract
本实用新型涉及圆筒外圆钻孔定位工装,包括定位轴,定位轴分为夹持段和定位段,夹持段与定位段之间设有凸肩,定位段的外圆上带有模孔,定位段的端面上带有螺纹孔,通过螺纹孔用螺钉固连有定位板;定位段与工件的内孔为过盈配合;本实用新型结构简单,操作简便,定位加工精度高。
Description
技术领域
本实用新型涉及工装夹具技术领域,尤其涉及圆筒外圆上钻孔加工的定位装置。
背景技术
对圆柱类型的工件进行加工时,为了保证工件的加工精度,不仅需要对其进行轴向定位,同时还必须进行径向定位;当对一个圆筒形工件的外圆进行钻孔加工时,尤其是对筒壁比较薄的工件,为了减少加工过程中工件的变形,必须采用一定的措施既能保证钻孔的精度又能减少工件的变形。
实用新型内容
本实用新型针对现有技术中的上述问题,提供一种圆筒外圆钻孔定位工装,其结构简单,操作简便,定位加工精度高。
本实用新型所采用的技术方案如下:
圆筒外圆钻孔定位工装,包括定位轴,定位轴分为夹持段和定位段,夹持段与定位段之间设有凸肩,定位段的外圆上带有模孔,定位段的端面上带有螺纹孔,通过螺纹孔用螺钉固连有定位板;定位段与工件的内孔为过盈配合。
本实用新型的优点在于:在定位轴上设置凸肩及定位段,且定位段上加工出模孔,可对工件钻孔加工;定位段的端面上安装定位板,可以实现对工件的轴向定位,同时使定位段与工件过盈配合,实现对工件的精确定位;本实用新型结构简单,操作简便,定位加工精度高。
附图说明
图1为本实用新型的定位轴的立体图。
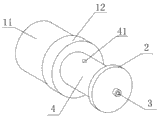
图2为本实用新型的使用状态图。
具体实施方式
下面结合附图,说明本实用新型的具体实施方式。
如图1和图2所示,本实用新型包括定位轴1,定位轴1分为夹持段11和定位段13,夹持段11可用于将定位轴1定位到设备上;夹持段11与定位段13之间设有凸肩12,定位段13的外圆上带有模孔15,以模孔15为基准在工件4的外圆上加工出定位孔41,定位段13的端面上带有螺纹孔14,通过螺纹孔14用螺钉3固连有定位板2,定位板2与凸肩12可对工件4的两端进行夹紧,起到对工件4的轴向定位;定位段13与工件4的内孔为过盈配合,可以防止加工过程中,工件4与定位段13发生相互转动,保证工件4上定位孔41的加工精度。
以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
Claims (1)
1.圆筒外圆钻孔定位工装,包括定位轴(1),定位轴(1)分为夹持段(11)和定位段(13),其特征在于:夹持段(11)与定位段(13)之间设有凸肩(12),定位段(13)的外圆上带有模孔(15),定位段(13)的端面上带有螺纹孔(14),通过螺纹孔(14)用螺钉(3)固连有定位板(2);定位段(13)与工件(4)的内孔为过盈配合。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220631024 CN202964084U (zh) | 2012-11-26 | 2012-11-26 | 圆筒外圆钻孔定位工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220631024 CN202964084U (zh) | 2012-11-26 | 2012-11-26 | 圆筒外圆钻孔定位工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202964084U true CN202964084U (zh) | 2013-06-05 |
Family
ID=48505213
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220631024 Expired - Fee Related CN202964084U (zh) | 2012-11-26 | 2012-11-26 | 圆筒外圆钻孔定位工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202964084U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102990392A (zh) * | 2012-11-26 | 2013-03-27 | 无锡市航鹄科技有限公司 | 圆筒外圆钻孔定位工装 |
| CN103567784A (zh) * | 2013-10-31 | 2014-02-12 | 吴江永固纺配有限公司 | 一种夹具 |
-
2012
- 2012-11-26 CN CN 201220631024 patent/CN202964084U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102990392A (zh) * | 2012-11-26 | 2013-03-27 | 无锡市航鹄科技有限公司 | 圆筒外圆钻孔定位工装 |
| CN103567784A (zh) * | 2013-10-31 | 2014-02-12 | 吴江永固纺配有限公司 | 一种夹具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204686066U (zh) | 一种薄壁圆环件端面加工用定位夹具 | |
| CN202964066U (zh) | 柱体外圆铣槽钻孔定位夹具 | |
| CN201283505Y (zh) | 一种可轴向定位的锥度心轴 | |
| CN204262779U (zh) | 轴类件钻模定位工装 | |
| CN203437946U (zh) | 轴承座镗孔用定位夹具 | |
| CN202964061U (zh) | 壳体工件线切割端面定位装置 | |
| CN202964084U (zh) | 圆筒外圆钻孔定位工装 | |
| CN201132268Y (zh) | 偏心夹具 | |
| CN103658760A (zh) | 弧形板钻孔定位装置 | |
| CN203565926U (zh) | 弧形板钻孔定位装置 | |
| CN202964079U (zh) | 圆筒外圆铣槽定位工装 | |
| CN102990392A (zh) | 圆筒外圆钻孔定位工装 | |
| CN103008811A (zh) | 壳体工件线切割端面定位装置 | |
| CN202964212U (zh) | 塑料壳体车外圆定位装置 | |
| CN201841422U (zh) | 新型钻孔夹具 | |
| CN203599588U (zh) | 一种止动环通用钻夹具 | |
| CN204770716U (zh) | 一种静压尾座结构 | |
| CN203437702U (zh) | 一种加工胀杆锁紧孔专用夹具 | |
| CN203281942U (zh) | 一种用于停车制动器壳体和法兰的钻孔模具 | |
| CN202964210U (zh) | 锥形薄壁工件打孔工装 | |
| CN202964065U (zh) | 管体工件钻孔定位装置 | |
| CN203636613U (zh) | 套类零件外圆磨削夹具 | |
| CN204893577U (zh) | 分度定位式钻孔夹具 | |
| CN205237586U (zh) | 双定位齿圈外圆钻孔定位装置 | |
| CN202964211U (zh) | 精镗内孔加工定位装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130605 Termination date: 20131126 |