CN202912398U - 一种液压自动码坯机 - Google Patents
一种液压自动码坯机 Download PDFInfo
- Publication number
- CN202912398U CN202912398U CN 201220572413 CN201220572413U CN202912398U CN 202912398 U CN202912398 U CN 202912398U CN 201220572413 CN201220572413 CN 201220572413 CN 201220572413 U CN201220572413 U CN 201220572413U CN 202912398 U CN202912398 U CN 202912398U
- Authority
- CN
- China
- Prior art keywords
- hydraulic pressure
- setting machine
- chuck
- groups
- automatic setting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Muffle Furnaces And Rotary Kilns (AREA)
Abstract
本实用新型公开了一种液压自动码坯机,包括旋转机构和夹坯机构,夹坯机构的夹盘左右两侧处装有夹坯液压缸和限位机构,夹盘中间均匀设置两个定位液压缸,将夹板纵向平均分成3组,其中中间组为固定夹板组,左右两侧为活动夹板组,所述的两活动夹板组由定位液压缸驱动左右活动在旋转机构的旋转台架左右两侧分别设置4个行走定位轮,所述的行走定位轮通过轴承和支撑架挂靠在旋转台架上。本实用新型通过在夹盘上夹坯液压缸和定位液压缸,能有效的将码坯机的夹坯机构夹起的砖坯平均分成9份,置于排列好的9辆窑车上,方便了砖坯的运输,减少了操作强度,而且在设备上增设了8个行走定位轮,能有效的减少夹坯机构活动时的摩擦作用,在节能的同时提高了效率。
Description
技术领域
本实用新型涉及一种液压自动码坯机的改进,具体涉及一种码坯机的砖坯的编排、抓坯装置。
背景技术
制砖是建筑行业的基础之一,随着工业不断发展和城市不断进步,对砖的需要量不断增加,人的劳动强度不断改善,相应的制砖加工机械也在不断的产生,因此与其相适应的技术改进方案不断的涌现,例如:中国专利201020160755.5关于“一种自动码坯机”,包括升降架、基础架、夹盘、夹板、电机、传动系统和PLC可编程序控制器、光电控制系统,在夹盘的两侧分别设有夹坯油缸和限位机构,这种自动码坯机构紧凑,动作灵活、可靠,工作效率高,实现光、电、机、液一体化,为广大厂家所使用。但是在制砖的过程中,特别是需要入窑烧制的砖坯,其运输也是一个重要问题,现在普遍采用窑车进行运输,普通的自动码坯机每次只能码一辆窑车,效率低,虽然有些改进设备增加了机械强度,能同时码几倍窑车数量的砖坯,但是一般情况下只能码一个大砖坯堆,不能灵活的将码坯堆均匀分成小堆,直接码在小车上,从而不方便运输。
实用新型内容
针对上述问题,本实用新型的目的在于提供一种液压自动码坯机,能有效的实现马坯堆的分堆工作,从而方便了砖坯的运输。
本实用新型的目的通过下述技术方案实现:
一种液压自动码坯机,包括行走机构、升降机构、液压系统、旋转机构和夹坯机构,所述的旋转机构包括旋转台架,夹坯机构包括夹盘和位于夹盘上的若干夹板,所述的夹盘和旋转台架机械连接,所述的两个定位液压缸将夹板纵向平均分成3组,其中中间组为固定夹板组,左右两侧为活动夹板组,所述的两活动夹板组由定位液压缸驱动左右活动;所述的旋转台架左右两侧分别设置4个行走定位轮,所述的行走定位轮通过轴承和支撑架挂靠在旋转台架上;所述的夹盘左右两侧处装有夹坯液压缸和限位机构,夹盘中间均匀设置两个定位液压缸,定位轮和旋转台架传动连接。
本实用新型较现有技术相比,具有以下优点及有益效果:
本实用新型通过在夹盘上的夹坯液压缸和定位液压缸,能有效的将码坯机的夹坯机构夹起的砖坯平均分成9份,且位置设置与窑车的位置相对应,从而置于排列好的9辆窑车上,方便了砖坯的运输,减少了操作强度,而且在设备上增设了8个行走定位轮,能有效的减少夹坯机构活动时的摩擦作用,在节能的同时提高了效率。
附图说明
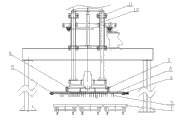
图1为本实用新型的主视图。
图2为本实用新型的侧视图。
具体实施方式
下面结合实施例对本实用新型作进一步地详细说明。
如图1图2所示,一种液压自动码坯机,包括升降机构11、行走机构12、液压系统、旋转机构和夹坯机构,所述的旋转机构包括旋转台架1,夹坯机构包括夹盘2和位于夹盘上的若干夹板3,所述的夹盘2和旋转台架1机械连接,所述的夹盘2左右两侧处装有夹坯液压缸4和限位机构5,夹盘2中间均匀设置两个定位液压缸8;所述的两个定位液压缸8将夹板纵向平均分成3组,其中中间组为固定夹板组9,左右两侧为活动夹板组10,所述的两活动夹板组10由定位液压缸8驱动左右活动;所述的旋转台架1左右两侧分别设置4个行走定位轮6,所述的行走定位轮6通过轴承和支撑架挂靠在旋转台架上,定位轮6和旋转台架2传动连接。
本实用新型通过在夹盘上的夹坯液压缸4和定位液压缸8,能有效的将码坯机的夹坯机构夹起的砖坯平均分成9份,且位置设置与窑车7的位置相对应,从而置于排列好的9辆窑车7上,方便了砖坯的运输,减少了操作强度,而且在设备上增设了8个行走定位轮6,能有效的减少夹坯机构活动时的摩擦作用,在节能的同时提高了效率。
综上所述,通过本实施例的描述,可以使本技术领域人员更好的实施本方案。
Claims (1)
1.一种液压自动码坯机,包括行走机构、升降机构、液压系统、旋转机构和夹坯机构,所述的旋转机构包括旋转台架,夹坯机构包括夹盘和位于夹盘上的若干夹板,所述的夹盘和旋转台架机械连接,其特征是:所述的夹盘左右两侧处装有夹坯液压缸和限位机构,夹盘中间均匀设置两个定位液压缸;所述的两个定位液压缸将夹板纵向平均分成3组,其中中间组为固定夹板组,左右两侧为活动夹板组,所述的两活动夹板组由定位液压缸驱动左右活动;所述的旋转台架左右两侧分别设置4个行走定位轮,所述的行走定位轮通过轴承和支撑架挂靠在旋转台架上,定位轮和旋转台架传动连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220572413 CN202912398U (zh) | 2012-11-02 | 2012-11-02 | 一种液压自动码坯机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220572413 CN202912398U (zh) | 2012-11-02 | 2012-11-02 | 一种液压自动码坯机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202912398U true CN202912398U (zh) | 2013-05-01 |
Family
ID=48160729
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220572413 Expired - Fee Related CN202912398U (zh) | 2012-11-02 | 2012-11-02 | 一种液压自动码坯机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202912398U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104444402A (zh) * | 2014-11-05 | 2015-03-25 | 四川省品信机械有限公司 | 一种机械手与夹具的自动化夹砖方法 |
| CN107055113A (zh) * | 2016-12-20 | 2017-08-18 | 信宜市恒大机械科技有限公司 | 用于旋转窑的双夹具码坯机 |
-
2012
- 2012-11-02 CN CN 201220572413 patent/CN202912398U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104444402A (zh) * | 2014-11-05 | 2015-03-25 | 四川省品信机械有限公司 | 一种机械手与夹具的自动化夹砖方法 |
| CN107055113A (zh) * | 2016-12-20 | 2017-08-18 | 信宜市恒大机械科技有限公司 | 用于旋转窑的双夹具码坯机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202015888U (zh) | 自动沾锡机 | |
| CN202439154U (zh) | 注塑机模具自动更换系统 | |
| CN204638935U (zh) | 一种用于冲压生产线的自动化下料系统 | |
| CN204675661U (zh) | 一种机动灵活的起重机机械臂 | |
| CN202224914U (zh) | 一种装缸机 | |
| CN203294101U (zh) | 一种翻斗式矿车 | |
| CN201808134U (zh) | 自动翻转夹坯机 | |
| CN202912398U (zh) | 一种液压自动码坯机 | |
| CN102092091A (zh) | 自动翻转夹坯机 | |
| CN203557586U (zh) | 用于复合材料管道的脱模装置 | |
| CN203324826U (zh) | X射线检测机自动升降旋转定位装置 | |
| CN203679147U (zh) | 升降式回转台 | |
| CN202411947U (zh) | 专用车车厢部件鼠笼式翻转装置 | |
| CN204770075U (zh) | 全自动模内移料冲压机 | |
| CN203592137U (zh) | 一种钛锭翻面的装置 | |
| CN203064825U (zh) | 一种加气砼砌块砖液压自动码坯机 | |
| CN206009088U (zh) | 喷涂设备载体 | |
| CN201645967U (zh) | 一种台板印花转接装置 | |
| CN202087939U (zh) | 搅拌机缸体通用组对工装 | |
| CN207899937U (zh) | 一种双侧管材压槽机 | |
| CN203459440U (zh) | 一种铜材链式拉拔机 | |
| CN207192583U (zh) | 一种mdo压辊更换装置 | |
| CN203527447U (zh) | 增压器检修翻转台移动车装置 | |
| CN201432378Y (zh) | 一种板材180度翻转机 | |
| CN201529995U (zh) | 玻璃搬运夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130501 Termination date: 20141102 |
|
| EXPY | Termination of patent right or utility model |