CN202716139U - 一种多功能成型磨削机床 - Google Patents
一种多功能成型磨削机床 Download PDFInfo
- Publication number
- CN202716139U CN202716139U CN 201220355708 CN201220355708U CN202716139U CN 202716139 U CN202716139 U CN 202716139U CN 201220355708 CN201220355708 CN 201220355708 CN 201220355708 U CN201220355708 U CN 201220355708U CN 202716139 U CN202716139 U CN 202716139U
- Authority
- CN
- China
- Prior art keywords
- guide rail
- pivot
- horizontal guide
- servomotor
- axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Abstract
一种多功能成型磨削加工机床,在床身顶面的Y方向,依次安装轴线平行于X方向的工件夹持装置和第一水平导轨;工件夹持装置上设有驱动被夹持工件旋转的伺服驱动装置;第一水平导轨上安装有可沿其作X方向直线运动的滑台,滑台上设有平行于Y方向的第二水平导轨,在第二水平导轨上安装有可沿其作Y方向直线运动的机座,机座上设有轴线平行于Y方向并可绕自身轴线转动的枢轴B,枢轴B处于工件夹持装置一端的端面上安装有工具主轴箱,工具主轴箱通过设于枢轴B端面直径方向的第三导轨安装在枢轴B端面,并可沿第三导轨在枢轴B的直径方向作直线运动;在工具主轴箱上设有一轴线与枢轴B轴线垂直并可绕自身轴线旋转的工具主轴C。本实用新型结构合理、操作方便,磨削工具装卸方便,加工精度高,可实现多种曲面加工。
Description
技术领域
本实用新型属于数控机床技术领域,具体涉及一种多功能成型磨削机床
背景技术
本着装备制造水平的不断提升,市场对产品的质量和可靠性不断提升,市场对定制产品的需求也在不断增加。目前针对齿轮、蜗杆、花健和螺纹等都有专用的磨削加工机床,如齿轮有齿轮磨床,蜗杆有专门的蜗杆磨床,花键有专门的花键磨床、螺纹有专门的螺纹磨床等,每一种机床都在特定的结构,都可以专用于加工某一类固定的产品。此类机床都有一个共同的特点,就是利用机床的修整机构,对磨削工具进行修整,使磨削工具达到一个特定的形状,再利用机床的数控轴进行插补或联动,加工出所需要的工件曲面。但是被加工零件上往往不只有一种形式的曲面需要加工,这就需要准备多种不同的专用机床,在不同机床上进行不同种类的曲面加工,这样不但对加工设备数量上提出了诸多要求,同时由于加工产品在不同机床上进行多次多安装,对产品的最终加工精度会造成一定的影响。
针对单件小批量的产品加工,上述工艺方法显然不利,现存市场上没有一种产品能进行轴上的多种曲面一次性加工,此实用新型正好解决单件小批量的工艺集中加工功能。
实用新型内容
本实用新型的目的在于克服现有技术之不足而提供一种结构合理、操作方便,磨削工具装卸方便,加工精度高,可实现多种曲面加工的多功能成型磨削机床。
本实用新型一种多功能成型磨削加工机床,机床具有一个水平的床身,在床身顶面的Y方向,依次安装有轴线平行于X方向的工件夹持装置和一组第一水平导轨;在所述工件夹持装置上设有驱动被夹持工件旋转的伺服驱动装置;在所述第一水平导轨上安装有可沿所述第一水平导轨作X方向直线运动的滑台,所述滑台上设有平行于Y方向的第二水平导轨,在所述第二水平导轨上安装有可沿第二水平导轨作Y方向直线运动的机座,机座上设有轴线平行于Y方向并可绕自身轴线转动的枢轴B,所述枢轴B处于所述工件夹持装置一端的端面上安装有工具主轴箱,所述工具主轴箱通过设于枢轴B端面直径方向的第三导轨安装在枢轴B端面,并可沿第三导轨在枢轴B的直径方向作直线运动;在所述工具主轴箱上设有一轴线与所述枢轴B轴线垂直并可绕自身轴线旋转的工具主轴C。
本实用新型一种多功能成型磨削加工机床中,所述工件夹持装置由第五伺服电机、主轴、夹具、尾架顶尖组成;所述主轴一端固定安装于第五伺服电机内的转子上,另一端安装有所述夹具,所述尾架顶尖的轴线与所述主轴同轴线安装。
本实用新型一种多功能成型磨削加工机床中,所述工件夹持装置上还设有第一角度编码器,所述第一角度编码器与所述第五伺服电机控制系统电连接,第一角度编码器输出的信号通过第五伺服电机控制系统控制第五伺服电机转动幅度,进而控制被夹持工件的旋转角度。
本实用新型一种多功能成型磨削加工机床中,所述工件夹持装置上设有一个用于对安装在工具主轴C上的磨削工具进行成型修整的磨削工具修整装置。
本实用新型一种多功能成型磨削加工机床中,所述滑台通过设于床身上的第一伺服驱动装置驱动沿第一水平导轨作X方向直线运动;所述第一伺服驱动装置由第一伺服电机、第一滚珠丝杆副组成;所述第一伺服电机驱动第一滚珠丝杆副,进而通过固装在滑台上的第一丝杆螺母驱动所述滑台沿第一水平导轨作X方向直线运动。
本实用新型一种多功能成型磨削加工机床中,所述机座通过设于所述滑台上的第二伺服驱动装置驱动沿第二水平导轨作作Y方向直线运动;所述第二伺服驱动装置由第二伺服电机、第二滚珠丝杆副组成;所述第二伺服电机驱动第二滚珠丝杆副,进而通过固装在机座上的第二丝杆螺母驱动所述机座沿第二水平导轨作作Y方向直线运动。
本实用新型一种多功能成型磨削加工机床中,所述工具主轴箱通过设于枢轴B端面的第三伺服驱动装置驱动沿第三导轨作枢轴B直径方向的直线运动;所述第三伺服驱动装置由第三伺服电机、第三滚珠丝杆副组成;所述第三伺服电机驱动第三滚珠丝杆副,进而通过固装在工具主轴箱上的第三丝母驱动所述工具主轴箱沿第三导轨作枢轴B直径方向的直线运动。
本实用新型一种多功能成型磨削加工机床中,所述枢轴B采用至少三个由活塞和碟形弹簧组成的锁紧机构固定于机座上,枢轴B通过设于机座中的第四伺服驱动装置驱动绕其轴线作180度范围自由摆动;所述伺服驱动装置由第四伺服电机、齿轮变速装置组成;所述第四伺服电机驱动齿轮变速装置,进而驱动枢轴B绕其轴线作180度范围自由摆动。
本实用新型一种多功能成型磨削加工机床中,所述第四伺服驱动装置中上还设有第二角度编码器,所述第二角度编码器与所述第四伺服电机控制系统电连接,第二角度编码器输出的信号通过第四伺服电机控制系统控制第四伺服电机转动幅度,进而控制枢轴B绕其轴线摆动的角度。
本实用新型一种多功能成型磨削加工机床中,所述磨削工具为盘形陶瓷砂轮、盘形金刚石砂轮或盘形立方碳化硼砂轮。
本实用新型由于采用上述结构,提供的一种多功能成型磨削机床,机床具有六个数控座标轴,分别为X、Y、W、A、B、C轴,磨削工具有五个自由度,直线方向的三个移动(X、Y、W)和两个旋转(B、C),工件只有一个自由度,就是绕A轴的旋转。此结构可构成多功能成型磨削机床,实现齿轮、蜗杆、花键、螺纹及轴类零件上的各种沟槽和外圆面加工,解决零件加工过程中不同种类的曲面加工问题。
本实用新型与现有技术相比具有的优点和效果:
本实用新型采用6轴(X、Y、W、A、B、C)结构,X轴、Y轴、A轴三个数控座标轴进行插补运动,W轴、B轴实现加工工具位置和角度的调整,实现旋转类工件的螺旋面、直沟槽和外圆面加工。
本实用新型磨削工具主轴(C)可以在-45度至135度范围内摆动(图2),工具主轴重心低,机床刚性良好,磨削工具的装卸非常方便。
本实用新型的回转轴B和A轴增加了角度编码器,提高的机器加工曲面的精度。
本实用新型回转轴B采用的夹紧装置,增加了刚性,可以承受更大的磨削力,增加磨削效率。
本实用新型增加了磨削工具轴(C)在W方向的运动轴,使加工调整过程更方便和快捷
综上所述,本实用新型充分考虑了轴类零件上曲面的形式和加工方法,结合齿轮、蜗杆、花键、螺纹和外圆曲面的加工特点,提出一种功能多样化的机床,具有结构合理、操作方便,磨削工具装卸方便,加工精度高,可实现多种曲面加工的优点。与现在机床对比,不仅增加了机床加工功能,机床结构也更加合理,机床刚性和稳定性增加,操作方便,磨削工具可以按工艺要求实现手动或自动更换。
附图说明
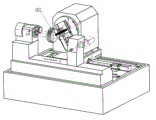
附图1为本实用新型结构示意图。
附图2-1,图2-2,图2-3为磨削工具不同工位示意图。
附图3为旋转分度装置结构示意图。
附图4为枢轴B结构示意图。
附图5为加工螺旋齿轮示意图。
附图6为加工蜗杆示意图。
附图7为加工零件上的键槽示意图。
附图8为加工零件上的外圆面示意图。
附图9为加工零件上的齿轮示意图。
具体实施方式
下面结合附图,对本实用新型作进一步详细说明:
参见附图1、2、3、4、5,本实用新型多功能成型磨削加工机床,机床具有一个水平的床身(8),在床身顶面的Y方向,依次安装有轴线平行于X方向的工件夹持装置(1)和一组第一水平导轨(73);在所述工件夹持装置(1)上设有驱动被夹持工件旋转的伺服驱动装置;在所述第一水平导轨(73)上安装有可沿所述第一水平导轨(73)作X方向直线运动的滑台(7),所述滑台(7)上设有平行于Y方向的第二水平导轨(63),在所述第二水平导轨(63)上安装有可沿第二水平导轨(63)作Y方向直线运动的机座(6),机座(6)上设有轴线平行于Y方向并可绕自身轴线转动的枢轴B(4),所述枢轴B(4)处于所述工件夹持装置(1)一端的端面上安装有工具主轴箱(5),所述工具主轴箱(5)通过设于枢轴B(4)端面直径方向的第三导轨(41)安装在枢轴B(4)端面,并可沿第三导轨(41)在枢轴B(4)的直径方向作直线运动;在所述工具主轴箱(5)上设有一轴线与所述枢轴B(4)轴线垂直并可绕自身轴线旋转的工具主轴C(51);
所述工件夹持装置(1)由第五伺服电机(12)、主轴(13)、夹具(14)、尾架顶尖(15)组成;所述主轴(13)一端固定安装有第五伺服电机(12)内的转子,另一端安装有所述夹具(14),所述尾架顶尖(15)的轴线与所述主轴(13)同轴线安装;
所述工件夹持装置(1)上还设有第一角度编码器(11),所述第一角度编码器(11)与所述第五伺服电机(12)控制系统电连接,第一角度编码器(11)输出的信号通过第五伺服电机(12)控制系统控制第五伺服电机(12)转动幅度,进而控制被夹持工件的旋转角度;
所述工件夹持装置(1)上设有一个用于对安装在工具主轴C(51)上的磨削工具进行成型修整的磨削工具修整装置(3);
所述工件夹持装置(1)后,机床床身(8)上设有一个磨削工具库(2),通过磨削工具库(2)可以为机床进行磨削工具的自动更换;
所述滑台(7)通过设于床身(8)上的第一伺服驱动装置驱动沿第一水平导轨(73)作X方向直线运动;所述第一伺服驱动装置由第一伺服电机(72)、第一滚珠丝杆副(71)组成;所述第一伺服电机(72)驱动第一滚珠丝杆副(71),进而通过固装在滑台(7)上的第一丝杆螺母驱动所述滑台(7)沿第一水平导轨(73)作X方向直线运动;
所述机座(6)通过设于所述滑台(7)上的第二伺服驱动装置驱动沿第二水平导轨(63)作Y方向直线运动;所述第二伺服驱动装置由第二伺服电机(62)、第二滚珠丝杆副(61)组成;所述第二伺服电机(62)驱动第二滚珠丝杆副(61),进而通过固装在机座(6)上的第二丝杆螺母驱动所述机座(6)沿第二水平导轨(63)作Y方向直线运动;
所述工具主轴箱(5)通过设于枢轴B(4)端面的第三伺服驱动装置驱动沿第三导轨(41)作枢轴B(4)直径方向的直线运动;所述第三伺服驱动装置由第三伺服电机(43)、第三滚珠丝杆副(42)组成;所述第三伺服电机(43)驱动第三滚珠丝杆副(42),进而通过固装在工具主轴箱(5)上的第三丝母驱动所述工具主轴箱(5)沿第三导轨(41)作枢轴B直径方向的直线运动;
所述枢轴B(4)采用四个由活塞和碟形弹簧组成的锁紧机构固定于机座上,枢轴B(4)通过设于机座(6)中的第四伺服驱动装置驱动绕其轴线作至少180度范围自由摆动;所述伺服驱动装置由第四伺服电机(44)、齿轮变速装置(46)组成;所述第四伺服电机(44)驱动齿轮变速装置(46),进而驱动枢轴B(4)绕其轴线作至少180度范围自由摆动。
所述第四伺服驱动装置中还设有第二角度编码器(45),所述第二角度编码器(45)与所述第四伺服电机(44)控制系统电连接,第二角度编码器(45)输出的信号通过第四伺服电机(44)控制系统控制第四伺服电机(44)转动幅度,进而控制枢轴B(4)绕其轴线摆动的角度。
本实用新型将机床具有的六个数控座标轴,分别定义为X、Y、W、A、B、C轴,采用1+5的方式布局,其中X、Y、W轴表示磨削工具沿X方向、Y方向以及沿枢轴B直径方向的三个直线运动,B、C轴表示磨削工具沿枢轴B的摆动以及自身沿工具主轴C的旋转;因此,磨削工具具有五个自由度。A轴表示工件沿尾架顶尖(15)的轴线或所述主轴(13)轴线的旋转轴,工件只有一个自由度,就是绕A轴的旋转。
附图5,显示刀具主轴安装了成形磨削工具磨削斜齿轮时机床的状态。将圆柱斜齿轮(101)安装于工件夹持装置(1),并使圆柱齿轮的轴线位于尾架顶尖(15)的轴线上,调整枢轴B角度,使成形磨削工具角度与圆柱斜齿轮的螺旋角一致,加工时通过机床的X、Y、A轴联动,磨削工具加工出所需的齿廓型面,加工完一个齿后,分度驱动装置转过一定的角度,磨削工具继续加工新的齿面。
附图6显示刀具主轴安装了成形磨削工具磨削蜗杆时机床的状态。将蜗杆(101)安装于工件夹持装置(1),并使蜗杆的轴线位于尾架顶尖(15)的轴线上,调整B轴,使成形磨削工具角度与蜗杆的螺旋角一致,加工时通过机床的X、Y、A轴联动,磨削工具加工出所需的齿廓型面。
附图7-9显示机床通过更换不同磨削工具(102)后,机床磨削同一个零件上的齿轮、花键和外圆面时机床的加工状态。将一个有齿轮、花键和外圆面需要加工的零件一次性安装于工件夹持装置(1),并使零件的轴线位于尾架顶尖(15)的轴线上,通过机床更换磨削工具(102)和调整枢轴B的角度,加工时机床通过的X、Y、A轴联动,零件一次装夹,机床即可加工出零件上的三种不同曲面。
Claims (10)
1.一种多功能成型磨削加工机床,其特征在于:机床具有一个水平的床身,在床身顶面的Y方向,依次安装有轴线平行于X方向的工件夹持装置和一组第一水平导轨;在所述工件夹持装置上设有驱动被夹持工件旋转的伺服驱动装置;在所述第一水平导轨上安装有可沿所述第一水平导轨作X方向直线运动的滑台,所述滑台上设有平行于Y方向的第二水平导轨,在所述第二水平导轨上安装有可沿第二水平导轨作Y方向直线运动的机座,机座上设有轴线平行于Y方向并可绕自身轴线转动的枢轴B,所述枢轴B处于所述工件夹持装置一端的端面上安装有工具主轴箱,所述工具主轴箱通过设于枢轴B端面直径方向的第三导轨安装在枢轴B端面,并可沿第三导轨在枢轴B的直径方向作直线运动;在所述工具主轴箱上设有一轴线与所述枢轴B轴线垂直并可绕自身轴线旋转的工具主轴C。
2.根据权利要求1所述的一种多功能成型磨削加工机床,其特征在于:所述工件夹持装置由第五伺服电机、主轴、夹具、尾架顶尖组成;所述主轴一端固定安装于第五伺服电机内的转子上,另一端安装有所述夹具,所述尾架顶尖的轴线与所述主轴同轴线安装。
3.根据权利要求2所述的一种多功能成型磨削加工机床,其特征在于:所述工件夹持装置上设有第一角度编码器,所述第一角度编码器与所述第五伺服电机控制系统电连接,第一角度编码器输出的信号通过控制系统控制第五伺服电机转动幅度,进而控制被夹持工件的旋转角度。
4.根据权利要求3所述的一种多功能成型磨削加工机床,其特征在于:所述工件夹持装置上设有一个用于对安装在工具主轴C上的磨削工具进行成型修整的磨削工具修整装置。
5.根据权利要求4所述的一种多功能成型磨削加工机床,其特征在于:所述滑台通过设于床身上的第一伺服驱动装置驱动沿第一水平导轨作X方向直线运动;所述第一伺服驱动装置由第一伺服电机、第一滚珠丝杆副组成;所述第一伺服电机驱动第一滚珠丝杆副,通过固装在滑台上的第一丝杆螺母驱动所述滑台沿第一水平导轨作X方向直线运动。
6.根据权利要求5所述的一种多功能成型磨削加工机床,其特征在于:所述机座通过设于所述滑台上的第二伺服驱动装置驱动沿第二水平导轨作作Y方向直线运动;所述第二伺服驱动装置由第二伺服电机、第二滚珠丝杆副组成;所述第二伺服电机驱动第二滚珠丝杆副,进而通过固装在机座上的第二丝杆螺母驱动所述机座沿第二水平导轨作作Y方向直线运动。
7.根据权利要求6所述的一种多功能成型磨削加工机床,其特征在于:所述工具主轴箱通过设于枢轴B端面的第三伺服驱动装置驱动沿第三导轨作枢轴B直径方向的直线运动;所述第三伺服驱动装置由第三伺服电机、第三滚珠丝杆副组成;所述第三伺服电机驱动第三滚珠丝杆副,进而通过固装在工具主轴箱上的第三丝母驱动所述工具主轴箱沿第三导轨作枢轴B直径方向的直线运动。
8.根据权利要求7所述的一种多功能成型磨削加工机床,其特征在于:所述枢轴B采用至少三个由活塞和碟形弹簧组成的锁紧机构固定于机座上,枢轴B通过设于机座中的第四伺服驱动装置驱动绕其轴线作180度范围自由摆动;所述伺服驱动装置由第四伺服电机、齿轮变速装置组成;所述第四伺服电机驱动齿轮变速装置,进而驱动枢轴B绕其轴线作180度范围自由摆动。
9.根据权利要求8所述的一种多功能成型磨削加工机床,其特征在于:所述第四伺服驱动装置中上还设有第二角度编码器,所述第二角度编码器与所述第四伺服电机控制系统电连接,第二角度编码器输出的信号通过第四伺服电机控制系统控制第四伺服电机转动幅度,进而控制枢轴B绕其轴线摆动的角度。
10.根据权利要求1-9任意一项所述的一种多功能成型磨削加工机床,其特征在于:所述磨削工具为盘形陶瓷砂轮、盘形金刚石砂轮或盘形立方碳化硼砂轮。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220355708 CN202716139U (zh) | 2012-07-20 | 2012-07-20 | 一种多功能成型磨削机床 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220355708 CN202716139U (zh) | 2012-07-20 | 2012-07-20 | 一种多功能成型磨削机床 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202716139U true CN202716139U (zh) | 2013-02-06 |
Family
ID=47617977
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220355708 Expired - Fee Related CN202716139U (zh) | 2012-07-20 | 2012-07-20 | 一种多功能成型磨削机床 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202716139U (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102729126A (zh) * | 2012-07-20 | 2012-10-17 | 湖南金能达机电科技有限公司 | 多功能成型磨削机床 |
| CN104440426A (zh) * | 2014-12-19 | 2015-03-25 | 无锡大龙马数控机床制造有限责任公司 | 高速内圆磨床的头架装置 |
| CN104493701A (zh) * | 2014-12-19 | 2015-04-08 | 无锡大龙马数控机床制造有限责任公司 | 头架装置平面旋转工作台 |
| CN106312704A (zh) * | 2016-08-29 | 2017-01-11 | 广州市昊志机电股份有限公司 | 一种内孔加工装置 |
| CN106563986A (zh) * | 2016-10-18 | 2017-04-19 | 江南大学 | 一种多形变铸件修磨摆仰控制方法 |
| CN108746873A (zh) * | 2018-08-06 | 2018-11-06 | 合肥银泉铸造有限责任公司 | 一种齿轮磨削装置 |
| CN114619345A (zh) * | 2022-03-25 | 2022-06-14 | 湖南宇环精密制造有限公司 | 复合磨床 |
-
2012
- 2012-07-20 CN CN 201220355708 patent/CN202716139U/zh not_active Expired - Fee Related
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102729126A (zh) * | 2012-07-20 | 2012-10-17 | 湖南金能达机电科技有限公司 | 多功能成型磨削机床 |
| CN104440426A (zh) * | 2014-12-19 | 2015-03-25 | 无锡大龙马数控机床制造有限责任公司 | 高速内圆磨床的头架装置 |
| CN104493701A (zh) * | 2014-12-19 | 2015-04-08 | 无锡大龙马数控机床制造有限责任公司 | 头架装置平面旋转工作台 |
| CN106312704A (zh) * | 2016-08-29 | 2017-01-11 | 广州市昊志机电股份有限公司 | 一种内孔加工装置 |
| CN106563986A (zh) * | 2016-10-18 | 2017-04-19 | 江南大学 | 一种多形变铸件修磨摆仰控制方法 |
| CN106563986B (zh) * | 2016-10-18 | 2018-11-30 | 江南大学 | 一种多形变铸件修磨摆仰控制方法 |
| CN108746873A (zh) * | 2018-08-06 | 2018-11-06 | 合肥银泉铸造有限责任公司 | 一种齿轮磨削装置 |
| CN114619345A (zh) * | 2022-03-25 | 2022-06-14 | 湖南宇环精密制造有限公司 | 复合磨床 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202716139U (zh) | 一种多功能成型磨削机床 | |
| CN102198625B (zh) | 数控万能蜗杆磨床 | |
| CN110064799B (zh) | 一种线齿轮数控磨齿机及线齿轮磨削加工方法 | |
| CN203092346U (zh) | 超硬磨料砂轮数控精密修整磨床 | |
| CN202037476U (zh) | 大型数控齿轮加工机床 | |
| CN201685166U (zh) | 一种复合数控磨削中心 | |
| CN203109692U (zh) | 一种立式数控机床主轴摆动装置 | |
| CN202264128U (zh) | 一种六轴联动曲面磨削数控砂带磨床 | |
| CN102151909A (zh) | 大型数控齿轮加工机床 | |
| CN201711839U (zh) | 一种四轴联动数控工具磨床 | |
| CN103111646B (zh) | 复合数控车床及其动力刀塔 | |
| CN206748089U (zh) | 高光雕铣复合机床 | |
| CN102310347A (zh) | 双锥面二次包络环面蜗杆七轴数控磨削修形设备 | |
| CN102407389A (zh) | 一种面齿轮数控磨齿机床 | |
| CN201913522U (zh) | 一种双锥面包络环面蜗杆数控磨床 | |
| CN103203677A (zh) | 回转支承加工专用数控磨床 | |
| CN202224774U (zh) | 双锥面二次包络环面蜗杆七轴数控磨削修形设备 | |
| CN103418852A (zh) | 新型高效数控磨齿机 | |
| CN203228113U (zh) | 一种磨床砂轮轮廓修整装置 | |
| CN205147499U (zh) | 数控高效精密齿条磨床 | |
| CN202185813U (zh) | 双端磨轴五轴磨削中心 | |
| CN203449103U (zh) | 全自动数控外圆磨床 | |
| CN201592384U (zh) | 球轴承内圈滚道磨削装置 | |
| CN102729126A (zh) | 多功能成型磨削机床 | |
| CN203197714U (zh) | 回转支承加工专用数控磨床 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130206 Termination date: 20200720 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |