CN202622452U - 一种工件变位机 - Google Patents
一种工件变位机 Download PDFInfo
- Publication number
- CN202622452U CN202622452U CN 201220213482 CN201220213482U CN202622452U CN 202622452 U CN202622452 U CN 202622452U CN 201220213482 CN201220213482 CN 201220213482 CN 201220213482 U CN201220213482 U CN 201220213482U CN 202622452 U CN202622452 U CN 202622452U
- Authority
- CN
- China
- Prior art keywords
- workpiece
- lifting
- rotary bracket
- clamping
- displacement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
本实用新型属于工件加工技术领域,涉及一种用于对工件进行自动翻转的变位机,包括基座、升降机构、变位轴、旋转托架、夹持机构和变位传动机构,其中升降机构包括升降导轨、升降机架和升降液压缸,升降导轨和升降液压缸分别固定安装在所述基座上,升降机架的一端设置有滑动轴承,滑动轴承与升降导轨形成滑动副,升降机架的另一端设置有变位轴,变位传动机构设置在升降机架的内部,通过变位轴与旋转托架连接,升降机架下部与升降液压缸连接,夹持机构安装在旋转托架的装夹工作面上部。本实用新型的有益效果是工件的变位过程安全可靠、操作简便、生产效率高、设备的开敞性好,方便人工操作、能够实现工件在任意角度变位制动操作。
Description
技术领域
本实用新型属于工件加工技术领域,涉及一种用于对工件进行自动翻转的变位机,尤其是适用于生产效率较高的装备制造生产线上对工件进行的快速翻转变位工序。
背景技术
现有对加工工件,尤其是重量较大工件的翻转变位操作均采用行车将工件起吊、人工操作翻转的方式完成。这种变位操作无法实现工件在任意角度变位制动操作,不仅效率低下而且存在较大的安全隐患,时常发生因翻转变位而产生碰伤工件表面的现象。
实用新型内容
本实用新型所要解决的技术问题是针对上述现有技术存在的不足而提供一种实现工件在任意角度变位、制动操作的工件变位机。
为解决上述技术问题,本实用新型的技术方案为:
一种工件变位机,包括基座、升降机构、变位轴、旋转托架、夹持机构和变位传动机构,其中所述升降机构包括升降导轨、升降机架和升降液压缸,所述升降导轨和升降液压缸分别固定安装在所述基座上,所述升降机架的一端设置有滑动轴承,所述滑动轴承与所述升降导轨形成滑动副,升降机架的另一端设置有变位轴,所述变位传动机构设置在所述升降机架的内部,通过所述变位轴与所述旋转托架连接,所述升降机架下部与所述升降液压缸连接,所述的夹持机构安装在旋转托架的装夹工作面上部。
所述变位传动机构包括依次串联的齿轮副、减速器、液压制动器和蜗轮蜗杆减速电机,所述齿轮副中的齿轮固定安装在所述变位轴的一端。
所述旋转托架上设置凹槽,凹槽内固定电磁吸盘,所述电磁吸盘吸附面与旋转托架的装夹工作面齐平。
所述夹持机构包括固定夹持板、移动夹持板、液压夹持缸和两个下压式夹钳,所述固定夹持板固定安装在所述旋转托架外侧,所述移动夹持板安装在所述旋转托架内侧,所述移动夹持板的后端与所述液压夹持缸铰接,所述液压夹持缸固定安装在所述旋转托架上,所述下压式夹钳分别布置在固定夹持板和移动夹持板的顶部。
所述下压式夹钳为压式液压夹钳。
本实用新型的有益效果是工件的变位过程安全可靠、操作简便、生产效率高、设备的开敞性好,方便人工操作、能够实现工件在任意角度变位制动操作。
附图说明
下面结合附图和具体实施方式对本实用新型的技术方案作进一步具体说明。
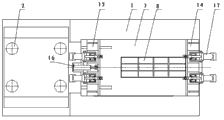
图1为本实用新型实施例提供的工件变位机的总体结构示意图。
图2为图1的俯视视图。
图3为图1中A-A剖视图。
具体实施方式
本实用新型实施例提供的一种工件变位机,如图1和图2所示,包括基座1、升降导轨2、升降液压缸3、升降机架4、变位轴5、变位传动装置6、旋转托架7、电磁吸盘8和工件限位夹持机构9。基座1为该工件变位机的安装基础。升降导轨2和升降液压缸3分别固定安装在基座1上,升降机架4的一端设置有滑动轴承。滑动轴承与升降导轨2形成滑动副。 升降机架4下部与升降液压缸3连接,升降机架2在升降液压缸3的作用下可以沿升降导轨2上下移动。升降机架4的一端设置有变位轴5,变位轴5与旋转托架7固定连接。变位传动装置6设置在升降机架4的内部。如图3所示,变位传动装置6包括齿轮副10、大型减速器11、液压制动器12和蜗轮蜗杆减速电机13,并呈串联传动布置。齿轮副10中的齿轮固定安装在变位轴5的一端。变位轴5由变位传动装置6的齿轮副10驱动。旋转托架7上设置凹槽,凹槽内固定电磁吸盘8,旋转托架7的上表面为工件的装夹工作面,电磁吸盘8与旋转托架7的装夹工作面齐平。工件限位夹持机构9安装在旋转托架7的装夹工作面上。工件限位夹持机构9包括固定夹持板14、移动夹持板15,夹持液压缸16和下压式液压夹钳17。固定夹持板14和移动夹持板15呈对称布置,移动夹持板15后端与夹持液压缸16铰接,下压式液压夹钳17分别布置在固定夹持板14和移动夹持板15的顶部。
本实施例的工件变位机工作过程是:工件被放置在旋转托架7的装夹工作面上,即放将工件放在工件限位夹持机构9的固定夹持板14和移动夹持板15之间,夹持液压缸16推动移动夹持板15将工件夹紧,此时电磁吸盘8开始工作,电磁吸盘8产生的吸附力将工件牢牢吸附在装夹工作面上,与此同时设置在固定夹持板14和移动夹持板15的顶部的下压式液压夹钳17开始摆动并下压至工件表面将其限位。工件装夹完毕后,升降液压缸3开始顶出,驱动升降机架4上升至翻转变位高度后停止,此时变位传动装置6的蜗轮蜗杆减速电机13开始工作,带动大型减速器11、齿轮副10和变位主轴5旋转,从而驱动旋转托架7和工件旋转至所需角度后通过液压制动器12制动并进行工艺操作,进行工艺操作期间可以通过操作升降液压缸3调整工件的高度,在完成工艺操作后,蜗轮蜗杆减速电机13继续工作,驱动工件翻转至180度工作位后停止。再由专用输送车辆顶托工件,此时下压式液压夹钳17摆动 收回,电磁吸盘8停止吸附,夹持液压缸16缩回以释放工件,工件由专用输送车辆运走后,蜗轮蜗杆减速电机13开始反转,驱动旋转托架7翻转并恢复水平,接着升降液压缸3开始缩回,升降机架4返回初始工作位,完成一个工作循环,该工作循环可逆。
该工件变位机对工件的变位过程安全可靠、操作简便、生产效率高、设备的开敞性好,方便人工操作、能够实现工件在任意角度变位制动操作。
最后所应说明的是,以上具体实施方式仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的精神和范围,其均应涵盖在本实用新型的权利要求范围当中。
Claims (5)
1.一种工件变位机,其特征在于,包括基座、升降机构、变位轴、旋转托架、夹持机构和变位传动机构;其中,所述升降机构包括升降导轨、升降机架和升降液压缸,所述升降导轨和升降液压缸分别固定安装在所述基座上,所述升降机架的一端设置有滑动轴承,所述滑动轴承与所述升降导轨形成滑动副,升降机架的另一端设置有变位轴;所述变位传动机构设置在所述升降机架的内部,并通过所述变位轴与所述旋转托架连接;所述升降机架下部与所述升降液压缸连接,所述的夹持机构安装在旋转托架的装夹工作面上部。
2.根据权利要求1所述的工件变位机,其特征在于,所述变位传动机构包括依次串联的齿轮副、减速器、液压制动器和蜗轮蜗杆减速电机,所述齿轮副中的齿轮固定安装在所述变位轴的一端。
3.根据权利要求1或2所述工件变位机,其特征在于,所述旋转托架上设置凹槽,凹槽内固定电磁吸盘,所述电磁吸盘吸附面与旋转托架的装夹工作面齐平。
4.根据权利要求1或2所述工件变位机,其特征在于,所述夹持机构包括固定夹持板、移动夹持板、液压夹持缸和两个下压式夹钳,所述固定夹持板固定安装在所述旋转托架外侧,所述移动夹持板安装在所述旋转托架内侧,所述移动夹持板的后端与所述液压夹持缸铰接,所述液压夹持缸固定安装在所述旋转托架上,所述下压式夹钳分别布置在固定夹持板和移动夹持板的顶部。
5.根据权利要求4所述工件变位机,其特征在于,所述下压式夹钳为压式液压夹钳。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220213482 CN202622452U (zh) | 2012-05-11 | 2012-05-11 | 一种工件变位机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220213482 CN202622452U (zh) | 2012-05-11 | 2012-05-11 | 一种工件变位机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202622452U true CN202622452U (zh) | 2012-12-26 |
Family
ID=47375695
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220213482 Expired - Fee Related CN202622452U (zh) | 2012-05-11 | 2012-05-11 | 一种工件变位机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202622452U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108839340A (zh) * | 2018-07-10 | 2018-11-20 | 深圳市明远建筑科技有限公司 | 粉末打印成型与模具成型结合的3d打印机及其打印方法 |
| CN112428012A (zh) * | 2020-11-23 | 2021-03-02 | 灵璧久工精密钢管制造有限公司 | 一种缸套生产用翻转夹取装置及其使用方法 |
-
2012
- 2012-05-11 CN CN 201220213482 patent/CN202622452U/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108839340A (zh) * | 2018-07-10 | 2018-11-20 | 深圳市明远建筑科技有限公司 | 粉末打印成型与模具成型结合的3d打印机及其打印方法 |
| CN112428012A (zh) * | 2020-11-23 | 2021-03-02 | 灵璧久工精密钢管制造有限公司 | 一种缸套生产用翻转夹取装置及其使用方法 |
| CN112428012B (zh) * | 2020-11-23 | 2022-03-01 | 灵璧久工精密钢管制造有限公司 | 一种缸套生产用翻转夹取装置及其使用方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203475853U (zh) | 一种轻质墙板施工作业车 | |
| CN202934426U (zh) | 平板材料抛光机 | |
| CN208413695U (zh) | 一种钢化玻璃搬运起吊装置 | |
| CN206645515U (zh) | 一种智能机械手搬运装置 | |
| CN205653115U (zh) | 一种用于木板的点动上料机 | |
| CN201543997U (zh) | 一种升降式翻转变位机 | |
| CN109877918A (zh) | 具有自动翻转功能的加工中心 | |
| CN202640110U (zh) | 一种自动打磨抛光机 | |
| CN206241269U (zh) | 快速倒角装置 | |
| CN204724750U (zh) | 一种龙门式c型钢堆码系统 | |
| CN202622452U (zh) | 一种工件变位机 | |
| CN105857735A (zh) | 一种太阳能电池片的装箱设备 | |
| CN202291565U (zh) | 板材倒棱机 | |
| CN204400199U (zh) | 铝锭自动码垛装置 | |
| CN102122682B (zh) | 太阳能电池板清边机 | |
| CN203110034U (zh) | 排孔钻孔机 | |
| CN104889282A (zh) | 一种c型钢液压升降堆码系统 | |
| CN203965389U (zh) | 一种门架式不落轮车轮探伤机 | |
| CN102363224A (zh) | 板材倒棱机 | |
| CN202462729U (zh) | 轮胎后充气装置 | |
| CN205294156U (zh) | 蒸压砂加气板材分拣翻转装置 | |
| CN210884223U (zh) | 一种电梯门板生产线的自动送料装置 | |
| CN204872817U (zh) | 自动上下料升降机 | |
| CN103978242B (zh) | 大型三维钻床 | |
| CN107717013A (zh) | 一种直线导轨打孔机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20121226 Termination date: 20150511 |
|
| EXPY | Termination of patent right or utility model |