CN202490889U - 一种固定芯模式薄壁管精密旋压缩径装置 - Google Patents
一种固定芯模式薄壁管精密旋压缩径装置 Download PDFInfo
- Publication number
- CN202490889U CN202490889U CN2012200698683U CN201220069868U CN202490889U CN 202490889 U CN202490889 U CN 202490889U CN 2012200698683 U CN2012200698683 U CN 2012200698683U CN 201220069868 U CN201220069868 U CN 201220069868U CN 202490889 U CN202490889 U CN 202490889U
- Authority
- CN
- China
- Prior art keywords
- core
- model
- spinning
- fixed block
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
本实用新型公开了一种固定芯模式薄壁管精密旋压缩径装置,包括定位夹紧部分、管坯、旋压缩径成形及芯模整形部分;所述定位夹紧部分包括卡盘,所述卡盘连接有弹性套筒;所述管坯插入所述弹性套筒一起装夹在所述卡盘;所述旋压缩径成形及芯模整形部分包括固定块,所述固定块内连接有芯模,所述固定块一端连接有缩径凹模,所述缩径凹模内设有所述芯模,所述固定块另一端连接有尾架。本实用新型可装在普通车床或专用旋压机完成薄壁管精密旋压缩径成形,本实用新型主要适于中小批量生产的场合。
Description
技术领域
本实用新型涉及一种管材缩径成形工艺装置,具体涉及一种对薄壁管精密缩径的固定芯模式旋压缩径新装置。
背景技术
在汽车、航天领域受减轻重量、降低成本和提高质量的推动,越来越多的零部件采用管材制造,管材缩径零件具有高效、优质、经济、强度高、刚度大等优点。管材经过推缩成形、拉拔成形等成形方法可以得到不同口径的零部件。但管材用于制造汽车、航天零部件,其成形方式主要采用开式模具的推缩成形。随着缩径零件的形状和尺寸精度要求的越来越高,推缩成形由无芯推缩成形发展到有芯推缩成形。有芯推缩成形的固定芯轴式、浮动芯轴式两类,其芯轴在开始缩径前都已进入管件,管件缩径成形时芯轴同时将处于定径区的管壁进行挤压变形,这将造成管件受到较大的轴向推挤力,易发生管壁部屈曲失稳变形。推缩成形主要有冲压缩径法、旋压成形等。冲压缩径法一次缩口工序的变形程度是有限的,主要限制因素是传力区管壁轴向压力过大时纵向失稳而出现环状皱纹或局部凹陷,或变形区管壁因切线方向压缩应力的作用易发生切向失稳起皱。为强化冲压缩径工序可采用加热缩口,设计专门的加热缩口的装置,但设备成本提高。旋压缩径法通常都设计专门的旋压机,成本较高,不适于中小批量管件的生产场合。所以需设计一种造价较低、效率高、产品精度高的管材缩径新装置。
实用新型内容
本实用新型的目的在于克服现有技术存在的以上问题,提供一种固定芯模式旋压缩径新装置,该装置具有结构简单、产品精度高的优点。
为实现上述技术目的,达到上述技术效果,本实用新型通过以下技术方案实现:
一种固定芯模式薄壁管精密旋压缩径新装置,包括定位夹紧部分、管坯、旋压缩径成形及芯模整形部分;所述定位夹紧部分包括卡盘,所述卡盘连接有弹性套筒;所述管坯插入所述弹性套筒一起装夹在所述卡盘;所述旋压缩径成形及芯模整形部分包括固定块,所述固定块内连接有芯模,所述固定块一端连接有缩径凹模,所述缩径凹模内设有所述芯模,所述固定块另一端连接有尾架。
进一步的,所述固定块与所述芯模通过销钉连接。
进一步的,所述固定块与所述缩径凹模通过螺钉连接。
本实用新型的有益效果是:
提供一种固定芯模式薄壁管精密旋压缩径新装置,本装置在普通车床或专用旋压机上,将管坯插入弹性套筒一起夹在卡盘上旋转,装在尾架内的旋压缩径模作纵向送进运动,利用旋压缩径模完成薄壁管缩径成形,缩口完毕,模具退出时利用芯模对缩口内径整形,可以保证缩径后有配合要求的内径精度和内壁的光洁度。由于缩口成形是逐渐进行的,故大大减小了缩径力及传力区产生失稳的危险。同时,由于管坯随车床主轴高速旋转,旋压缩径模与管壁摩擦发热,减小管材的变形抗力,有利于变形区材料的塑性变形,而传力区的管壁温度则比变形区的温度低,传力效能不受影响,因而可提高单次缩口的变形程度。旋压过程中用润滑油润滑并冷却避免温度过高时,存在管材与模具粘结的危险。本实用新型设计合理、结构简单、操作方便,产品精度高且性能好,造价低。本实用新型可装在普通车床或专用旋压机完成薄壁管精密旋压缩径成形,本实用新型主要适于中小批量生产的场合。
上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。本实用新型的具体实施方式由以下实施例及其附图详细给出。
附图说明
此处所说明的附图用来提供对本实用新型的进一步理解,构成本申请的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
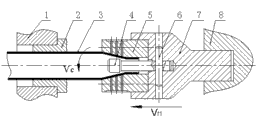
图1为本实用新型的旋压缩径模工作状态示意图;
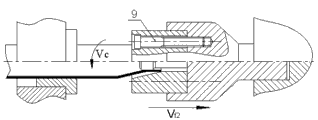
图2为本实用新型的芯模整形工作状态示意图。
图中标号说明:1、卡盘,2、弹性套筒,3、管坯,4、芯模,5、缩径凹模,6、销钉,7、固定块,8、尾架,9、螺钉。
具体实施方式
下面将参考附图并结合实施例,来详细说明本实用新型。
参照图1所示,一种固定芯模式薄壁管精密旋压缩径新装置,包括定位夹紧部分A、管坯3、旋压缩径成形及芯模整形部分B;所述定位夹紧部分A包括卡盘1,所述卡盘1连接有弹性套筒2;所述管坯3插入所述弹性套筒2一起装夹在所述卡盘1;所述旋压缩径成形及芯模整形部分B包括固定块7,所述固定块7内连接有芯模4,所述固定块7一端连接有缩径凹模5,所述缩径凹模5内设有所述芯模4,所述固定块7另一端连接有尾架8。
进一步的,所述固定块7与所述芯模4通过销钉6连接。
进一步的,所述固定块7与所述缩径凹模5通过螺钉9连接。
该装置工作时,首先,将管坯3插入弹性套筒2、并借助卡盘1夹紧;然后,机床工作,卡盘1和弹性套筒2夹持管坯3作旋转运动  ,且安装在固定块7上的缩径凹模5在尾架8带动下作纵向送进运动
,且安装在固定块7上的缩径凹模5在尾架8带动下作纵向送进运动 ,将管坯3端头挤压进缩径凹模5,完成管坯3的缩径成形;最后,缩径凹模5退出,尾架8带动芯模4作纵向进给运动
,将管坯3端头挤压进缩径凹模5,完成管坯3的缩径成形;最后,缩径凹模5退出,尾架8带动芯模4作纵向进给运动 ,由芯模4对已缩径成形的管端内孔整形,保证缩径后有配合要求的内径精度和内壁的光洁度。
,由芯模4对已缩径成形的管端内孔整形,保证缩径后有配合要求的内径精度和内壁的光洁度。
以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (3)
1.一种固定芯模式薄壁管精密旋压缩径装置,其特征在于:包括定位夹紧部分(A)、管坯(3)、旋压缩径成形及芯模整形部分(B);所述定位夹紧部分(A)包括卡盘(1),所述卡盘(1)连接有弹性套筒(2);所述管坯(3)插入所述弹性套筒(2)一起装夹在所述卡盘(1);所述旋压缩径成形及芯模整形部分(B)包括固定块(7),所述固定块(7)内连接有芯模(4),所述固定块(7)一端连接有缩径凹模(5),所述缩径凹模(5)内设有所述芯模(4),所述固定块(7)另一端连接有尾架(8)。
2.根据权利要求1所述的固定芯模式薄壁管精密旋压缩径装置,其特征在于:所述固定块(7)与所述芯模(4)通过销钉(6)连接。
3.根据权利要求1所述的固定芯模式薄壁管精密旋压缩径装置,其特征在于:所述固定块(7)与所述缩径凹模(5)通过螺钉(9)连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012200698683U CN202490889U (zh) | 2012-02-29 | 2012-02-29 | 一种固定芯模式薄壁管精密旋压缩径装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012200698683U CN202490889U (zh) | 2012-02-29 | 2012-02-29 | 一种固定芯模式薄壁管精密旋压缩径装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202490889U true CN202490889U (zh) | 2012-10-17 |
Family
ID=46997133
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012200698683U Expired - Fee Related CN202490889U (zh) | 2012-02-29 | 2012-02-29 | 一种固定芯模式薄壁管精密旋压缩径装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202490889U (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102601199A (zh) * | 2012-02-29 | 2012-07-25 | 苏州经贸职业技术学院 | 一种固定芯模式薄壁管精密旋压缩径装置 |
| CN104607550A (zh) * | 2015-02-15 | 2015-05-13 | 苏州鸿普精密模具有限公司 | 汽车转向油管连接头伺服冷冲模 |
| CN106825253A (zh) * | 2015-09-10 | 2017-06-13 | 张琴 | 一种管内定位的缩径模具的工作方法 |
| CN106955941A (zh) * | 2017-05-20 | 2017-07-18 | 郭远军 | 一种缩口加工方法及其所使用的缩口模具和应用 |
| CN107008816A (zh) * | 2017-05-20 | 2017-08-04 | 郭远军 | 一种缩口加工方法及其所使用的缩口模具和应用 |
| CN108856410A (zh) * | 2018-06-13 | 2018-11-23 | 开平市祺龙五金塑胶有限公司 | 一种管口加工装置及其加工方法 |
| WO2022092269A1 (ja) * | 2020-11-02 | 2022-05-05 | 中川特殊鋼株式会社 | 段付き中空シャフトの製造方法、及びモータシャフトの製造方法 |
-
2012
- 2012-02-29 CN CN2012200698683U patent/CN202490889U/zh not_active Expired - Fee Related
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102601199A (zh) * | 2012-02-29 | 2012-07-25 | 苏州经贸职业技术学院 | 一种固定芯模式薄壁管精密旋压缩径装置 |
| CN104607550A (zh) * | 2015-02-15 | 2015-05-13 | 苏州鸿普精密模具有限公司 | 汽车转向油管连接头伺服冷冲模 |
| CN106825253A (zh) * | 2015-09-10 | 2017-06-13 | 张琴 | 一种管内定位的缩径模具的工作方法 |
| CN106955941A (zh) * | 2017-05-20 | 2017-07-18 | 郭远军 | 一种缩口加工方法及其所使用的缩口模具和应用 |
| CN107008816A (zh) * | 2017-05-20 | 2017-08-04 | 郭远军 | 一种缩口加工方法及其所使用的缩口模具和应用 |
| CN108856410A (zh) * | 2018-06-13 | 2018-11-23 | 开平市祺龙五金塑胶有限公司 | 一种管口加工装置及其加工方法 |
| WO2022092269A1 (ja) * | 2020-11-02 | 2022-05-05 | 中川特殊鋼株式会社 | 段付き中空シャフトの製造方法、及びモータシャフトの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102601199A (zh) | 一种固定芯模式薄壁管精密旋压缩径装置 | |
| CN202490889U (zh) | 一种固定芯模式薄壁管精密旋压缩径装置 | |
| CN106270058B (zh) | S形连续弯导管成形方法及其装置 | |
| CN201127971Y (zh) | 用于热弯的数控弯管机模具 | |
| CN204974900U (zh) | 一种薄壁金属管材旋压装置 | |
| CN205950330U (zh) | 一种薄壁筒形类零件外圆车削工装 | |
| CN113399529A (zh) | 薄壁回转体零件对轮旋压和双辊夹持旋压的复合成形方法 | |
| CN101214609B (zh) | 一种机动车尼龙软管成型模具的制备方法 | |
| CN108941243B (zh) | 一种铁基/镍钛基形状记忆合金复合管制造方法 | |
| CN105689544A (zh) | 一种短管弯管机及其短管快速弯管工艺 | |
| CN205200367U (zh) | 一种用于软性钢管的扩缩口机 | |
| CN204843019U (zh) | 偏心零件加工用夹持装置 | |
| CN108620466B (zh) | 一种双层管数控弯曲用模具及其成型方法 | |
| CN222491652U (zh) | 一种分体式弯管芯棒装置 | |
| CN201880809U (zh) | 导管旋压通用收口装置 | |
| CN111151631A (zh) | 一种油箱变截面导管多道次旋压成形装夹结构及旋压方法 | |
| CN108723217A (zh) | 一种胀管机上管端夹紧装置及其夹紧方法 | |
| CN200951445Y (zh) | 双层滚珠旋压装置 | |
| CN208912976U (zh) | 一种空调铜管管端缩口装置 | |
| CN106238548A (zh) | 一种对轮旋压设备中外旋直径可调的进给装置 | |
| CN101579712A (zh) | 辅助扩张套 | |
| CN116984448A (zh) | 一种导管型槽滚波成型工装 | |
| CN105665513B (zh) | 一种加工复杂变截面小尺寸管的成型方法 | |
| CN209189725U (zh) | 立式螺纹滚丝机 | |
| CN207914456U (zh) | 一种弯管增厚工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20121017 Termination date: 20140229 |