CN202482525U - 一种化纤加弹空气包覆纱一体机 - Google Patents
一种化纤加弹空气包覆纱一体机 Download PDFInfo
- Publication number
- CN202482525U CN202482525U CN2012200927945U CN201220092794U CN202482525U CN 202482525 U CN202482525 U CN 202482525U CN 2012200927945 U CN2012200927945 U CN 2012200927945U CN 201220092794 U CN201220092794 U CN 201220092794U CN 202482525 U CN202482525 U CN 202482525U
- Authority
- CN
- China
- Prior art keywords
- spandex
- yarn
- roller
- unwinding
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
Images





Abstract
本实用新型涉及一种化纤加弹空气包覆纱一体机,包括原丝架装置(1)、穿丝装置(2)、热箱装置(3)、冷却装置(4)和假捻装置(5),其特征是在所述假捻装置(5)的下方设有氨纶退绕装置(6)、氨纶牵伸罗拉(7)、包纱喂入罗拉(8)和平行合股罗拉(9)。本实用新型加工速度快,机械效率高,能同时完成化纤丝和氨纶包纱线加工,克服现有的空包机加工速度慢,并且需要二种设备才能完成化纤丝和氨纶包纱线加工的技术不足,且全新结构化纤加弹空气包覆纱的结构,氨纶丝不需要过多的导丝器,可以直接与锦纶丝或涤纶丝合股避免氨纶丝与瓷件摩擦而产生断头,同时提高了机械产品的品质。
Description
技术领域
本实用新型涉及一种化纤纺织机械,具体地说是一种能对锦纶丝和氨纶丝、涤纶丝和氨纶丝、涤纶丝和锦纶丝等多种纤维在机器生产加弹丝的情况下同时完成包覆纱工序的化纤加弹机。
背景技术
目前要加工锦纶和氨纶、涤纶和氨纶的加弹包覆纱,须要将锦纶POY丝按锦纶假捻变形机的流程,其设备结构依次为:原丝架装置、穿丝装置、热箱装置、冷却装置、假捻装置及卷绕装置,加工成锦纶DTY丝,然后再将锦纶DTY丝和氨纶丝在空气包纱机上进行包覆,因此要完成锦纶、氨纶包纱丝需要经过二种设备。而且空气包覆纱机将锦纶DTY丝饼退绕和氨纶丝进行包覆合股,锦纶DTY丝饼和氨纶丝饼不会同时用完,小卷无法再使用,会产生很大消耗。另外现有空气包纱机在包覆合股过程中会有断头,速度越高,断头越多,会产生很大消耗,所以只能降低空气包纱机生产速度来减少断头,降低消耗,其正常加工速度在每分钟350米至450米。由于加弹包覆纱需二种设备加工完成,二次生产存在用工、包装、材料、电力和原丝的损耗会增加很多,因此造成很大的浪费,完全不符合节能环保的要求。
目前市场上加弹包覆纱一体机,在结构上氨纶退绕装置都是安装在加弹机的一罗拉两侧,由于氨纶丝路太长和拐角太多,工艺路线不合理,因此对氨纶的强度要求太高,必须要特殊纺制的氨纶,成本也较高,在高速生产时速度越高,断头越多,机器效率、成本得不到充分的发挥,因此各厂家的探索和研究,都没有能改善和推广。
个别装置采用氨纶罗拉在加弹机二罗拉上面,这样造成机器高度太高,操作困难,又不得不减少了一道氨牵伸罗拉,出来的氨纶和其它纤维合股抱合不是很好,生产的产品经后道工艺加工,存在面料不平稳,达不到高品质,也不能满足高档面料的使用。
发明内容
本实用新型的目的则是针对上述现有技术的不足,提供一种断头率低,机械效率高,产品品质好,能同时完成化纤丝和氨纶包纱线加工的化纤加弹空气包覆纱一体机。
本实用新型采用的技术方案如下:
一种化纤加弹空气包覆纱一体机,包括原丝架装置、穿丝装置、热箱装置、冷却装置和假捻装置,其特征是在所述假捻装置的下方设有氨纶退绕装置、氨纶牵伸罗拉、包纱喂入罗拉和平行合股罗拉。
所述氨纶退绕装置包括有氨纶退绕辊和退绕安装板,氨纶退绕辊通过悬挂式摇臂支架安装在退绕安装板上,退绕安装板上还设有用于安装单锭马达的电机安装孔和安装放丝罗拉的罗拉安装孔。
所述氨纶退绕辊表面镀硬铬,其外圆上设有长槽。
所述退绕安装板和悬挂式摇臂支架采用铝合金压铸材料制成。
本实用新型的有益效果有:
加工速度快,机械效率高,能同时完成化纤丝和氨纶包纱线加工,克服现有的空包机加工速度慢,并且需要二种设备才能完成化纤丝和氨纶包纱线加工的技术不足,且全新结构化纤加弹空气包覆纱的结构,氨纶丝不需要过多的导丝器,可以直接与锦纶丝或涤纶丝合股避免氨纶丝与瓷件摩擦而产生断头,同时提高了机械产品的品质。
附图说明
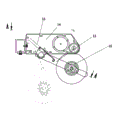
图1为本实用新型的结构示意图。
图2是图1的局部放大图。
图3是本实用新型氨纶退绕装置的结构示意图。
图4为本实用新型多个氨轮退绕装置排列的俯视结构示意图。
图5为本实用新型退绕安装板的三视图。
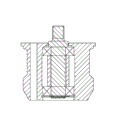
图6为本实用新型氨纶退绕辊的结构示意图。
图7为本实用新型氨纶退绕辊的剖视图。
具体实施方式
下面结合附图对本实用新型作进一步地说明:
如图1所示,本实用新型包括原丝架装置1、穿丝装置2、热箱装置3、冷却装置4和假捻装置5,假捻装置5的下方设有氨纶退绕装置6、氨纶牵伸罗拉7、包纱喂入罗拉8和平行合股罗拉9。
本实用新型在原有设备的基础上增加了氨纶牵伸罗拉7,包纱喂入罗拉8、平行合股罗拉9,氨纶送入后和化纤丝拥有一定的牵伸张力并可以控制,牵伸部位采用独特的凹型结构(如图2所示),具体为氨纶牵伸罗拉7、包纱喂入罗拉8在氨纶退绕装置6和平行合股罗拉9的内侧,在降低机器的高度的同时,使氨纶和其他化纤丝均有一定的工艺张力控制,凹型结构尺寸为:1.氨纶退绕装置与氨纶牵伸罗拉7的横向距离L1= 466-490mm、高度距离L2=240-260mm;2. 氨纶牵伸罗拉7与包纱喂入罗拉8的高度距离L3=340-350mm;3. 包纱喂入罗拉8与平行合股罗拉9的高度距离L4=100-110mm、高度距离L5=398-418mm。
如图3-5所示,本实用新型氨纶退绕装置6包括有氨纶退绕辊10和退绕安装板14,分左、右二种,结构简单、紧凑。退绕安装板14和悬挂式摇臂支架13采用铝合金压铸材料制成,重量轻,减少了机器的振动。氨纶退绕辊10通过悬挂式摇臂支架13安装在退绕安装板14上。悬挂式摇臂支架13一端铰接在退绕安装板14上,另一端安装氨纶退绕辊10,在悬挂式摇臂支架13的上侧设有将悬挂式摇臂支架13向上牵拉的弹簧15。退绕安装板14上还设有用于安装单锭马达的电机安装孔12和安装放丝罗拉的罗拉安装孔11,电机安装孔12与罗拉安装孔11横向距离及高度距离分别为:L8=78.5mm,L9=25mm, 氨纶退绕辊10与罗拉安装孔11的横向距离及高度距离分别为:L7=196mm,L6=40-50mm。
由于本实用新型氨纶退绕装置采用独特的单锭马达驱动,保证定位之间的空间,便于操作。其每一对氨纶退绕装置(分左、右二种)的摆布距离为:L10=220±5mm经过同步带和同步带轮带动放丝罗拉,使用电脑程序和变频控制,带有张力控制的单锭马达驱动和根据其它丝的张力,来控制氨纶丝喂入的张力,马达带动放丝罗拉按照一定的速度旋转,氨纶丝饼放置到镀硬铬的氨纶退绕辊10上。如图6所示,氨纶退绕辊10外圆上设有长槽13,能减少氨纶丝安装时与氨纶丝饼的接触面从而降低安装时的阻力,便于安装,也减轻了氨纶退绕辊10的重量。如图7所示,氨纶退绕辊10的外径为φ72.5±0.1mm。经过拉簧15的拉力,氨纶丝与放丝罗拉接触后一同旋转,由于氨纶退绕装置安装在假捻器下端,并采用垂直线路设计,短距离喂入,氨纶丝不经过导丝器,可以直接与化纤丝合股,避免氨纶丝与瓷件摩擦而对氨纶丝产生损伤、断头,提高了机器的运行效率和产品的品质。
本实用新型的工作过程如下:
锦纶POY丝饼放置在原丝架装置1然后将纱线依次经过穿丝装置2将锦纶丝送入热箱装置3进行加热将丝变得蓬松有韧性,再经过冷却装置4将丝进行冷却后,通过假捻装置5对锦纶丝假捻后变的有弹性。将氨纶丝饼放置在氨纶退绕装置6上,通过氨纶牵伸罗拉7的牵伸后,氨纶、锦纶纱线经过包纱喂入罗拉8到达平行合股罗拉9合股定型。
本实用新型中涉及的未说明部份与现有技术相同。
Claims (4)
1.一种化纤加弹空气包覆纱一体机,包括原丝架装置(1)、穿丝装置(2)、热箱装置(3)、冷却装置(4)和假捻装置(5),其特征是在所述假捻装置(5)的下方设有氨纶退绕装置(6)、氨纶牵伸罗拉(7)、包纱喂入罗拉(8)和平行合股罗拉(9)。
2.根据权利要求1所述的一种化纤加弹空气包覆纱一体机,其特征是所述氨纶退绕装置(6)包括有氨纶退绕辊(10)和退绕安装板(14),氨纶退绕辊(10)通过悬挂式摇臂支架(13)安装在退绕安装板(14)上,退绕安装板(14)上还设有用于安装单锭马达的电机安装孔(12)和安装放丝罗拉的罗拉安装孔(11)。
3.根据权利要求2所述的一种化纤加弹空气包覆纱一体机,其特征是所述氨纶退绕辊(10),其外圆上设有长槽。
4.根据权利要求2所述的一种化纤加弹空气包覆纱一体机,其特征是所述退绕安装板(14)和悬挂式摇臂支架(13)采用铝合金压铸材料制成。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012200927945U CN202482525U (zh) | 2012-03-13 | 2012-03-13 | 一种化纤加弹空气包覆纱一体机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012200927945U CN202482525U (zh) | 2012-03-13 | 2012-03-13 | 一种化纤加弹空气包覆纱一体机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202482525U true CN202482525U (zh) | 2012-10-10 |
Family
ID=46956960
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012200927945U Withdrawn - After Issue CN202482525U (zh) | 2012-03-13 | 2012-03-13 | 一种化纤加弹空气包覆纱一体机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202482525U (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102560776A (zh) * | 2012-03-13 | 2012-07-11 | 江苏海源机械有限公司 | 一种化纤加弹空气包覆纱一体机 |
| CN103437018A (zh) * | 2013-09-02 | 2013-12-11 | 浙江亚星纤维有限公司 | 一种超仿真蚕丝型锦氨空气包覆丝的生产工艺 |
| CN104894715A (zh) * | 2015-06-24 | 2015-09-09 | 苏州大学 | 一种用于一步法制备锦纶6poy/氨纶拉伸假捻包覆丝的设备 |
| CN107299438A (zh) * | 2017-07-20 | 2017-10-27 | 广东坚达聚纤科技实业有限公司 | 一种复色锦纶包覆纱的生产方法 |
-
2012
- 2012-03-13 CN CN2012200927945U patent/CN202482525U/zh not_active Withdrawn - After Issue
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102560776A (zh) * | 2012-03-13 | 2012-07-11 | 江苏海源机械有限公司 | 一种化纤加弹空气包覆纱一体机 |
| CN102560776B (zh) * | 2012-03-13 | 2014-12-10 | 江苏海源机械有限公司 | 一种化纤加弹空气包覆纱一体机 |
| CN103437018A (zh) * | 2013-09-02 | 2013-12-11 | 浙江亚星纤维有限公司 | 一种超仿真蚕丝型锦氨空气包覆丝的生产工艺 |
| CN103437018B (zh) * | 2013-09-02 | 2015-12-09 | 浙江亚星纤维有限公司 | 一种超仿真蚕丝型锦氨空气包覆丝的生产工艺 |
| CN104894715A (zh) * | 2015-06-24 | 2015-09-09 | 苏州大学 | 一种用于一步法制备锦纶6poy/氨纶拉伸假捻包覆丝的设备 |
| CN107299438A (zh) * | 2017-07-20 | 2017-10-27 | 广东坚达聚纤科技实业有限公司 | 一种复色锦纶包覆纱的生产方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102560776B (zh) | 一种化纤加弹空气包覆纱一体机 | |
| CN101245510B (zh) | 直捻式捻线工艺 | |
| CN202482525U (zh) | 一种化纤加弹空气包覆纱一体机 | |
| CN100494529C (zh) | 细纱倍捻锭子及细纱倍捻卷绕方法 | |
| CN201835033U (zh) | 一种空气包覆纱机 | |
| CN104652004A (zh) | 一种锭速稳定的包覆纱加工设备 | |
| CN101994173A (zh) | 一种小型化直捻机 | |
| CN102797082B (zh) | 一种假捻变形机的导盘快速拆卸结构 | |
| CN201512625U (zh) | 阻捻聚束纺纱装置 | |
| CN204417710U (zh) | 一种多锭位化纤高速弹力丝机结构 | |
| CN107488911A (zh) | 一种纺纱段逐段增预加捻纺纱装置与纺纱方法 | |
| CN101660236A (zh) | 包覆倍捻机 | |
| CN208328222U (zh) | 一种防多股线混并的倍捻机 | |
| CN2887900Y (zh) | 细纱倍捻锭子 | |
| CN202913136U (zh) | 一种假捻加弹机 | |
| CN201981312U (zh) | 直捻机 | |
| CN203462213U (zh) | 加弹机导丝器的改进结构 | |
| CN204873190U (zh) | 加弹机的卷绕起落架 | |
| CN201485576U (zh) | 包覆倍捻机 | |
| CN112746363B (zh) | 一种提高poy丝过尾率的方法 | |
| CN202729455U (zh) | 一种铜线材料缠绕收集的装置 | |
| CN201049975Y (zh) | 每锭位多层加捻作业的捻线机 | |
| CN208618018U (zh) | 一种新型自动加捻纺纱装置 | |
| CN211497915U (zh) | 一种单锭三轮带组合结构假捻集聚纺机构及其细纱机 | |
| CN203960458U (zh) | 一种花线绕成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20121010 Effective date of abandoning: 20141210 |
|
| RGAV | Abandon patent right to avoid regrant |