Summary of the invention
The objective of the invention is to, the deficiency to existing archaized wood floor provides a kind of novel archaized wood floor, promptly synchronous line embossment wood flooring.It is base material that synchronous line embossment wood flooring among the present invention adopts low-grade fast growing wood; As but be not limited to poplar, birch; And on base material the directly texture and the mold pressing synchronous relief decorative pattern of the famous and precious timber of printing natural; Make it obtain the sheet material that existing natural timber texture has magnificent anaglyph again, promote product specification.
For realizing the foregoing invention purpose; Synchronous line embossment wood flooring among the present invention comprises wood substrate and is directly printed onto the patterned layer on the wood substrate, and the figuratum wood substrate of described printing is through having the mold pressing steel plate thermocompression forming with the synchronous impression of said pattern.
In a kind of specific embodiment of the present invention, described wood substrate is natural wood such as poplar, birch lumber, or multi-plywood.
In the another kind of specific embodiment of the present invention, described wood substrate is that poplar or the shaving board of birch, middle density beaver board, high density beaver board are pasted in the surface.
In another specific embodiment of the present invention, described wood substrate directly adopts shaving board, middle density beaver board or high density beaver board.
Pattern among the present invention can be the texture of any natural timber, also can be the arbitrary graphic that designs according to hobby.
Pattern can adopt modes such as serigraphy, intaglio printing, hot transfer printing to obtain among the present invention.
The present invention also comprises the synchronous line embossment furniture-plates and synchronous line decoration plate with relief sculpture of a kind of and aforementioned synchronous line embossment wood flooring structural similarity.
Synchronous line embossment wood flooring, furniture-plates or decorative panel among the present invention kept the texture of natural timber, and texture and anaglyph are similar through wire drawing, the texture that polishes away the soft wooden production between the annual rings of timber and anaglyph with natural timber.In addition, the present invention can efficiently utilize low-grade fast growing woods such as poplar, birch, reduces the natural forest felling, the protection environment.Also have, the present invention can promote the value of low-grade timber such as shaving board, middle density beaver board, high density beaver board or multi-plywood or poplar, birch.
The specific embodiment
Below in conjunction with accompanying drawing the present invention is further specified.Should be clear, the specific embodiment of the present invention described in the accompanying drawing is merely explanation usefulness of the present invention, is not construed as limiting the invention.Protection scope of the present invention is limited appending claims.
Fig. 1 is the perspective view of a kind of synchronous line embossment wood flooring of the present invention.As shown in Figure 1, synchronously line embossment wood flooring 10 comprise wood substrate 1 and be directly printed onto the patterned layer 2 on the wood substrate 1, and the figuratum wood substrate 1 of described printing is through having the mold pressing steel plate thermocompression forming with the synchronous impression of said pattern.Described wood substrate 1 is selected the birch plate for use, and its thickness can be 2-20mm, preferred 10-18mm.Can certainly select for use other low-grade speed to give birth to sheet material, as but be not limited to have the poplar plate etc. of above-mentioned thickness, or multi-plywood.
The high-grade wood pattern that described patterned layer 2 adopts four-color press to select is directly printed onto on the surface of wood substrate 1 with having certain permeability printing ink.Described high-grade wood pattern includes but not limited to the Yellow River and Huai He River wood pattern, walnut pattern, teak pattern, saunders red pattern and the wooden pattern of acid branch.Certainly, also can be the arbitrary graphic that designs according to hobby.
In order to obtain antique effect true to nature; After above-mentioned wood substrate 1 is completed for printing, again with the 2 pressurization 1-25MPa of synchronous relief decorative pattern register patterned layer on the mold pressing steel plate, preferred 10-20Mpa; Simultaneously lower steel plate on the wood substrate 1 is heated to 50-280 ℃; Preferred 180-260 ℃, keep 15-60 second, the pressure release cooling.
In order to obtain bright and clean surface, can adopt polishing machine to polish away trickle corner angle and burr that the embossment mold pressing causes gently, by painting technology plate surface is handled at last.
If above-mentioned synchronous line embossment wood flooring 10 has the thickness on floor commonly used, just can directly adopt this area method commonly used to carry out ground and mat formation as house decorative material.If can be used as surface layer, its thinner thickness (thick like 2-5mm), then this synchronous line embossment wood flooring 10 adopt other layer on this area method commonly used and floor compound, to obtain to have the wood flooring that needs thickness.
Fig. 2 is the stereochemical structure decomposing schematic representation of another synchronous line embossment wood flooring of the present invention.As shown in Figure 2; Line embossment wood flooring 20 comprises wood substrate synchronously; Described wood substrate comprises shaving board, middle density beaver board, high density beaver board 4 and the natural wooden skin 1,3 (veneer) that sticks on said shaving board, middle density beaver board, high density beaver board 4 two sides; Like poplar thin plate or birch thin plate, said poplar thin plate or birch gauge of sheet can be 1mm-2mm.Said compound good wood substrate can carry out high-grade wood pattern printing and employing according to the aforementioned process using four-color press of describing to the synchronous line embossment wood flooring among Fig. 1 and have the mold pressing steel plate thermocompression forming with the synchronous impression of said pattern.
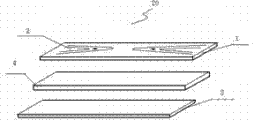
Fig. 3 is the stereochemical structure decomposing schematic representation of another synchronous line embossment wood flooring of the present invention.As shown in Figure 3, synchronously line embossment wood flooring 30 comprise except have shown in Fig. 2 structure, also have one deck balance paper 5 in the bottom of said synchronous line embossment wood flooring 30, also have one deck abrasion-proof paper 6 topmost.During synchronous line embossment wood flooring in construction drawing 3, at first adopt four-color press to carry out high-grade wood pattern printing compound good wood substrate.If desired, can carry out dried.On the moulding press lower steel plate, place a balance paper 5 then; Be placed on the wood substrate plate that is printed on pattern on the balance paper 5 and make the seal patterned surface upwards; On the seal patterned surface, place an abrasion-proof paper 6 again; Synchronous relief decorative pattern register pattern 2 on the mold pressing steel plate is forced into 1-25MPa, simultaneously lower steel plate is heated to 50-280 ℃, relief mould compressed steel plate is heated to 50-280 ℃; Keep 10-60 second, the pressure release cooling obtains one and has balance layer and the synchronous synchronous line embossment wood flooring 30 of wearing layer, high-grade grain pattern and embossment.
Embodiment 1
With the thick full poplar multi-plywood of 15mm after sanding, polishing; With four-color press selected teak pattern is directly printed onto on the surface with having certain permeability printing ink; With synchronous relief decorative pattern register pattern pressurization 18MPa on the mold pressing steel plate, simultaneously full poplar plywood lower steel plate is heated to 245 ℃, embossment steel of smithing quality plate is heated to 230 ℃ on the full poplar plywood again; Kept for 25 seconds; A week is cooled off in pressure release, polishes away trickle corner angle and the burr that the embossment mold pressing causes gently with polishing machine, handles to such an extent that full poplar has the archaized wood floor of synchronous line anaglyph by painting technology to plate surface.
Embodiment 2
The thick shaving board of 12mm that the two sides is pasted with the thick poplar thin plate of 1.5mm is after sanding, polishing; With four-color press selected the Yellow River and Huai He River wood pattern is directly printed onto on the surface with having certain permeability printing ink; With synchronous relief decorative pattern register pattern pressurization 18MPa on the mold pressing steel plate, simultaneously the shaving board lower steel plate is heated to 245 ℃, embossment steel of smithing quality plate is heated to 230 ℃ on the shaving board again; Kept for 25 seconds; A week is cooled off in pressure release, polishes away trickle corner angle and the burr that the embossment mold pressing causes gently with polishing machine, and processing promptly obtains the archaized wood floor that shaving board-poplar has synchronous line anaglyph to plate surface by painting technology.
Embodiment 3
The two sides is pasted with the thick medium density fibreboard of the thick poplar skin of 1.5mm 12mm after sanding, polishing; With four-color press selected walnut pattern is directly printed onto on the surface with having certain permeability printing ink; Again with synchronous relief decorative pattern register pattern pressurization 25MPa on the mold pressing steel plate; Simultaneously the medium density fibreboard lower steel plate is heated to 180 ℃; Embossment steel of smithing quality plate is heated to 190 ℃ on the medium density fiber, keeps for 45 seconds, and a week is cooled off in pressure release; Polish away trickle corner angle and the burr that the embossment mold pressing causes gently with polishing machine, and processing promptly obtains the archaized wood floor that high density fiberboard-poplar has synchronous line anaglyph to plate surface by painting technology.
Embodiment 4
After the thick birch plate of the 18mm sanding of moisture content 12%, polishing; With four-color press selected saunders red pattern is directly printed onto on the surface with having certain permeability printing ink; With synchronous relief decorative pattern register pattern pressurization 14MPa on the mold pressing steel plate, simultaneously birch plate lower steel plate is heated to 275 ℃, embossment steel of smithing quality plate is heated to 265 ℃ on the birch plate again; Kept for 20 seconds; A week is cooled off in pressure release, polishes away trickle corner angle and the burr that the embossment mold pressing causes gently with polishing machine, and processing promptly obtains the archaized wood floor that full birch has synchronous line anaglyph to plate surface by painting technology.
Embodiment 5
To pass through boiling handle with smooth typing, after the back side posts layer of non-woven fabric, moisture content 12%, the positive sanding of thick 2.5mm rotary-cut poplar thin plate, polishing; The wooden pattern of acid branch that to select with four-color press is directly printed onto on the surface with having certain permeability printing ink; Again with synchronous relief decorative pattern register pattern pressurization 10MPa on the mold pressing steel plate; Simultaneously lower steel plate is heated to 205 ℃, relief mould compressed steel plate is heated to 205 ℃, keeps for 10 seconds; A week is cooled off in pressure release, polishes away trickle corner angle and the burr that the embossment mold pressing causes gently with polishing machine and gets poplar thin plate modelled after an antique.Described poplar thin plate modelled after an antique can adopt methods known in the art to be compound in the surface of other sheet material, makes the archaized wood floor with synchronous line anaglyph.
Embodiment 6
After the two sides being pasted with the thick high density fiberboard sanding of 12mm, polishing of the thick poplar thin plate of 1.5mm; With four-color press selected walnut pattern is directly printed onto on the surface with having certain permeability printing ink, sheet material gets into drying shed and is dried to moisture content 5% taking-up, on the press lower steel plate, places the commercial intensified wooden floor balance paper of a 25g/m2; Be placed on the above-mentioned dried plate that is printed on pattern on the balance paper and make the seal patterned surface upwards; Place the commercial laminated flooring abrasion-proof paper of a 25g/m2 more onboard,, simultaneously the plate lower steel plate is heated to 205 ℃ synchronous relief decorative pattern register pattern pressurization 18MPa on the mold pressing steel plate; Relief mould compressed steel plate is heated to 195 ℃; Kept for 20 seconds, a week is cooled off in pressure release, obtains one and has balance layer and the synchronous high-density plate of wearing layer, wood grain and embossment.The high-density plate of gained can be used for production floor, furniture or other ornament materials.
The heating-up temperature of the steel plate of the moulding press that is used among the present invention finalizing the design can be adjusted in 50-280 ℃ scope according to the material and the degree of drying of employing timber.Applied pressure also can be adjusted in the scope of 1-25MPa according to the material and the degree of drying of employing timber on the mold pressing steel plate.
Based on description to the preferred embodiment for the present invention; Should be clear; Be not limited only to the specific detail set forth in the top manual the present invention that appending claims limited, what do not break away from aim of the present invention or scope possibly reach the object of the invention equally to many conspicuous changes of the present invention.