CN201922336U - 数控立轴圆台复合磨床 - Google Patents
数控立轴圆台复合磨床 Download PDFInfo
- Publication number
- CN201922336U CN201922336U CN2010206249392U CN201020624939U CN201922336U CN 201922336 U CN201922336 U CN 201922336U CN 2010206249392 U CN2010206249392 U CN 2010206249392U CN 201020624939 U CN201020624939 U CN 201020624939U CN 201922336 U CN201922336 U CN 201922336U
- Authority
- CN
- China
- Prior art keywords
- vertical
- cross slide
- column
- bistrique
- numerical control
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Landscapes
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
本实用新型公开了一种数控立轴圆台复合磨床,具有床身、圆工作台、立柱、横梁、立式磨头、万能磨头、卧式磨头、数控伺服系统,所述床身的中央安装有圆工作台,床身后面安装有立柱,所述立柱上安装有横梁,横梁上安装有直线导轨副、滚珠丝杠传动副,其特征在于:所述横梁上安装有左横向拖板和右横向拖板;所述左横向拖板上安装有左回转机构,左回转机构上安装有左垂直拖板,左垂直拖板上安装有立式磨头;所述右横向拖板上安装有右垂直拖板,右垂直拖板上安装右回转机构,右回转机构上安装有万能磨头。本实用新型具有多种磨削形式和多种磨削功能,能在线自动测量,技术结构先进,操作方便效率高。
Description
技术领域
本实用新型涉及机械加工设备中的磨床,尤其涉及一种数控立轴圆台复合磨床。
背景技术
机械加工设备中的磨床设备,按磨头主轴布局分立轴与卧轴两类,按工作台分有圆台与矩台。现有技术中的立轴圆台磨床,有的只是磨削平面的,有的只是磨削内圆或外圆的,且多数立轴圆台磨床只有一只磨头,因此功能单一,不能适应装备制造业发展的需要。有一种立轴圆台磨床,虽然安装有二只立式磨头,增加了磨削功能。但是,这种机床只有立式磨头,没有卧式磨头,磨削形式单一;或者是立式磨头不能回转角度,即使可回转角度,磨削锥度时也只能作切向磨削,其精度低,粗糙度差。
发明内容
本实用新型的目的是提出一种数控立轴圆台复合形式的磨床,可以磨平面、内圆、外圆、端面、内外锥度多种磨削功能复合;有立式、卧式磨头;有砂轮周边磨削,还能作砂轮成形磨削,其磨削形式多样;采用垂直进给磨削锥度,其精度高,粗糙度好;采用数控技术和自动测量技术,结构先进效率高,以适应现代装备制造业技术发展的需要。
本实用新型的上述技术问题主要是通过下述技术方案得以解决的:
数控立轴圆台复合磨床的主要技术方案
具有床身、圆工作台、立柱、横梁、立式磨头、万能磨头、数控伺服系统,所述床身的中央安装有圆工作台,床身后面安装有立柱,所述立柱上安装有横梁,横梁上安装有直线导轨副、滚珠丝杠传动副,其特征在于:所述横梁上安装有左横向拖板和右横向拖板;所述左横向拖板上安装有左回转机构,左回转机构上安装有左垂直拖板,左垂直拖板上安装有立式磨头;所述右横向拖板上安装有右垂直拖板,右垂直拖板上安装右回转机构,右回转机构上安装有万能磨头。
本技术方案还可以进一步完善:
作为优选,所述左回转机构包括左回转蜗轮副,与左回转蜗轮副相连的回转伺服电机,安装在左横向拖板上的液压锁紧机构,所述左回转机构可作±30度的无级分度。
作为优选,所述右回转机构,包括右回转蜗轮副,右回转蜗轮副安装在端面结合齿组件上。所述右回转机构可作0-90度的回转。
作为优选,所述立柱为整体式立柱墙结构或双柱式立柱结构。
作为优选,所述床身一侧安装有金刚碟片砂轮修整器或其他型式砂轮修整器;所述右横向拖板上安装有可作自动测量的接触式测量装置。
本实用新型的另一种技术方案
具有床身、圆工作台、立柱、横梁、立式磨头、卧式磨头、数控伺服系统,所述床身的中央安装有圆工作台,床身后面安装有立柱,所述立柱上安装有横梁,横梁上安装有直线导轨副、滚珠丝杠传动副,其特征在于:所述横梁上安装有左横向拖板和右横向拖板,所述左横向拖板上直接安装有左垂直拖板,左垂直拖板上安装有立式磨头;所述右横向拖板上直接安装有右垂直拖板,右垂直拖板上安装有卧式磨头或砂瓦式立式磨头。
本技术方案还可以进一步完善:
作为优选,所述立柱为整体式立柱墙结构或双柱式立柱结构。
作为优选,所述床身一侧安装有金刚碟片砂轮修整器或其他型式砂轮修整器;所述右横向拖板上安装有可作自动测量的接触式测量装置。
本实用新型的第三种技术方案
包括有床身、圆工作台、立柱式横梁、大横向拖板、立式磨头A、立式磨头B、垂直拖板A、垂直拖板B、数控伺服系统,所述床身的中央安装有圆工作台,床身后部安装有立柱式横梁。其特征在于:所述立柱式横梁是立柱与横梁结合为一体式的立柱式横梁结构。上面安装直线导轨副、滚珠丝杠传动副并与大横向拖板相连接;所述大横向拖板上安装有垂直拖板A与垂直拖板B,所述垂直拖板A与垂直拖板B上,分别安装有立式磨头A与立式磨头B。
本技术方案还可以进一步完善:
作为优选,所述床身一侧安装有砂轮库,另一侧安装有其他型式砂轮修整器;所述大横向拖板上安装有可作自动测量的接触式测量装置。
本实用新型有益效果是:
一台数控立轴复合磨床,具有多种磨削形式和多种磨削功能。工件在一次装夹中不仅可以磨削平面、端面,还可以磨削内圆、外圆及内、外锥度,还能作砂轮成形磨削,具有磨削功能复合的特点。在锥度磨削方面,采用垂直进给法,具有精度高、粗糙度好的优点。这种数控磨床能在线自动测量,技术结构先进,操作方便效率高。
附图说明
图1是本实用新型的一种装有左右回转机构的结构示意图;
图2是图1不装左右回转机构的结构示意图;
图3是图1左回转机构示意图;
图4是图1右回转机构示意图;
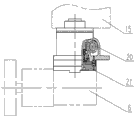
图5是图1右垂直拖板上砂瓦式立式磨头结构示意图;
图6是本实用新型的一种立柱式横梁及大横向拖板形式结构示意图。
附图标记说明:1床身、2圆工作台、3立柱、4横梁、5立式磨头、6万能磨头、7卧式磨头、8数控伺服系统、9直线导轨副、10滚珠丝杠传动副、11左横向拖板、12右横向拖板、13左回转机构、14左垂直拖板、15右垂直拖板、16右回转机构、17左回转蜗轮副、18液压锁紧机构、19回转伺服电机、20右回转蜗轮副、21端面结合齿组件、22砂瓦式立式磨头、23双柱式立柱、24金刚碟片砂轮修整器、25其他型式砂轮修整器、26接触式测量装置、27立柱式横梁、28大横向拖板、29立式磨头A、30立式磨头B、31垂直拖板A、32垂直拖板B、33砂轮库。
具体实施方式
下面通过实施例,并结合附图,对本实用新型的技术方案作进一步具体的说明。
实施例:
如图1、图6所示,床身1是凸字形箱式铸件,床身1的凸出部分中央位置固定安装有圆工作台2,圆工作台2回转轴的轴向、径向均采用全液压支承技术,或者是轴向为滚动轴承、径向为液压支承的复合式支承结构,而圆工作台2导轨采用静压导轨,旋转由变频电机驱动。立柱3安装在床身1的后部为刚性铸件,对于圆工作台2直径1600毫米以下的为整体墙,对直径1600毫米以上的采用双柱式立柱23结构;也可设计为立柱与横梁结合为一体式的立柱式横梁27结构。立柱上面安装有横梁4,横梁4为双层壁结构的箱式铸件,所述横梁上安装有THK或STAR公司的直线导轨副9和NSK或THK公司的滚珠丝杠传动副10构成横向进给机构,并与左横向拖板11、右横向拖板12相连接,使左、右横向拖板11、12沿直线导轨副9作X 向运动。在左横向拖板11上安装有左回转机构13,在左回转机构13上安装有左垂直拖板14,左垂直拖板14上面安装有立式磨头5;而在右横向拖板12上安装有右垂直拖板15,右垂直拖板15上安装有右回转机构16,再在右回转机构16上安装有万能磨头6。所有各运动轴、回转轴或旋转轴均由数控伺服系统8联接,是设备的动力源,这样使机床构成了数控立轴复合磨床的多种功能复合、多种磨削形式的基本型结构。
如图1、图3、图4所示,所述左回转机构13是设计在左横向拖板11内,介于左横向拖板11与左垂直拖板14之间。这样左垂直拖板14在左回转机构13上,使左垂直拖板14上面的立式磨头5可依靠左回转机构13上调整好的角度,沿左垂直拖板14作垂直进给磨削所需要的立轴式的锥度。因为采用了砂轮周边垂直进给的切削形式磨削锥度,避免了砂轮切向切入磨削的弊端,可以获得者较好的粗糙度和较高的加工精度。所述左回转机构13包括有左回转蜗轮副17、液压锁紧机构18、回转伺服电机19组成。由回转伺服电机19带动左回转蜗轮副17及其与之连接的左垂直拖板14,使安装在左垂直拖板14上的立式磨头5依靠左回转机构13可作±30度的无级分度,然后用液压锁紧机构18给予锁紧。所述右横向拖板12上的右回转机构16装在右垂直拖板15上,主要包括有右回转蜗轮副20、端面结合齿组件21组成,使右回转机构16上的万能磨头6可作0-90度的回转,这样卧式磨头7可以作立式或卧式的形式磨削工作。
如图2、图5所示为另一种技术方案
在左横向拖板11的左垂直拖板14上,不装左回转机构而直接安装立式磨头5,立式磨头5不作角度回转调整,不磨削锥度,用作其他内、外圆的磨削形式;所述右横向拖板12上的右垂直拖板15上,不装右回转机构而直接安装有卧式磨头7或直接安装有砂瓦式立式磨头22,不作回转安装,从而形成了多种磨削切削形式。
如图1、图2所示,上述二种实施例都是床身1一侧安装有金刚碟片砂轮修整器24或其他型式砂轮修整器25。金刚碟片砂轮修整器24通过数控伺服系统8 可实现二轴联动修整砂轮;或者按其他型式砂轮修整器25,作成形滚动修整砂轮。所述右横向拖板上安装有可作自动测量的接触式测量装置26,实施例都应用了意大利MARPOSS测量仪,它与数控伺服系统8连接可作自动测量,进一步完善了磨床的功能。
如图6所示,是本实用新型的再一种技术方案
床身1是箱式铸件,中央位置固定安装有圆工作台2,圆工作台2回转轴的轴向、径向采用轴向为滚动轴承、径向为液压支承的复合式支承结构。圆工作台2导轨采用静压导轨,旋转由变频电机驱动。床身1上安装有立柱式横梁27,立柱式横梁27是立柱与横梁结合为一体式的立柱式横梁结构,是双层壁式的箱型的刚性铸件。这样使设计结构紧凑,增加了接触刚性。在立柱式横梁27上安装有THK R公司的直线导轨副9和NSK公司的滚珠丝杠传动副10构成横向进给机构,并与立柱式横梁27上的大横向拖板28相连接,使大横向拖板28沿直线导轨副9作X 向运动。在同一大横向拖板28上安装有垂直拖板A 31和垂直拖板B 32,而在垂直拖板A 31和垂直拖板B 32上,分别安装有立式磨头A 29、立式磨头B 30。床身1的右侧安装有砂轮库33,以利于在数控伺服系统8的控制下达到自动交换砂轮,提高机床工作效率。而在砂轮库33旁安装有其他型式砂轮修整器25;在大横向拖板28上还安装有可作自动测量的接触式测量装置26,本实施例也是采用了意大利MARPOSS测量仪,与数控伺服系统8连接可作自动测量,完善了磨床的功能。
本实用新型已在MGKF1600/1、MGK2000与 MGK600数控高精度立轴圆台复合磨床上实施使用。
本实用新型所述的具体实施例子是对本实用新型的技术结构作举例说明,本实用新型所属技术领域的技术人员可能会对上述描述的具体实施例,作一些修改补充或彩类似的方式代替,但不会偏离本实用新型技术创新方案的本质精神,或者超越权利要求书所定义的范围。
Claims (10)
1. 一种数控立轴圆台复合磨床,具有床身(1)、圆工作台(2)、立柱(3)、横梁(4)、立式磨头(5)、万能磨头(6)、数控伺服系统(8),所述床身(1)的中央安装有圆工作台(2),床身(1)后面安装有立柱(3),所述立柱(3)上安装有横梁(4),横梁(4)上安装有直线导轨副(9)、滚珠丝杠传动副(10),其特征在于:所述横梁(4)上安装有左横向拖板(11)和右横向拖板(12);所述左横向拖板(11)上安装有左回转机构(13),左回转机构(13)上安装有左垂直拖板(14),左垂直拖板(14)上安装有立式磨头(5);所述右横向拖板(12)上安装有右垂直拖板(15),右垂直拖板(15)上安装右回转机构(16),右回转机构(16)上安装有万能磨头(6)。
2.根据权利要求1所述的数控立轴圆台复合磨床,其特征在于:所述左回转机构(13)包括左回转蜗轮副(17),与左回转蜗轮副(17)相连的回转伺服电机(19),安装在左横向拖板(11)上的液压锁紧机构(18)。
3.根据权利要求1所述数控立轴圆台复合磨床,其特征在于:所述右回转机构(16),包括右回转蜗轮副(20),右回转蜗轮副(20)安装在端面结合齿组件(21)上。
4.根据权利要求1或2所述数控立轴圆台复合磨床,其特征在于:所述立柱(3)为整体式立柱墙结构或双柱式立柱(23)结构。
5.根据权利要求1或2所述数控立轴圆台复合磨床,其特征在于:所述床身(1)一侧安装有金刚碟片砂轮修整器(24)或其他型式砂轮修整器(25);所述右横向拖板(12)上安装有可作自动测量的接触式测量装置(26)。
6.一种数控立轴圆台复合磨床,具有床身(1)、圆工作台(2)、立柱(3)、横梁(4)、立式磨头(5)、卧式磨头、(7)、数控伺服系统(8),所述床身(1)的中央安装有圆工作台(2),床身(1)后面安装有立柱(3),所述立柱(3)上安装有横梁(4),横梁(4)上安装有直线导轨副(9)、滚珠丝杠传动副(10),其特征在于:所述横梁(4)上安装有左横向拖板(11)和右横向拖板(12),所述左横向拖板(11)上直接安装有左垂直拖板(14),左垂直拖板(14)上安装有立式磨头(5);所述右横向拖板(12)上直接安装有右垂直拖板(15),右垂直拖板(15)上安装有卧式磨头(7)或砂瓦式立式磨头(22)。
7.根据权利要求6所述数控立轴圆台复合磨床,其特征在于:所述立柱(3)为整体式立柱墙结构或双柱式立柱(23)结构。
8.根据权利要求6或7所述数控立轴圆台复合磨床,其特征在于:所述床身(1)一侧安装有金刚碟片砂轮修整器(24)或其他型式砂轮修整器(25);所述右横向拖板(12)上安装有可作自动测量的接触式测量装置(26)。
9.一种数控立轴圆台复合磨床,包括有床身(1)、圆工作台(2)、立柱式横梁(27)、大横向拖板(28)、立式磨头A(29)、立式磨头B(30)、垂直拖板A(31)、垂直拖板B(32)、数控伺服系统(8),所述床身(1)的中央安装有圆工作台(2),床身(1)后部安装有立柱式横梁(27),其特征在于:所述立柱式横梁(27)是立柱与横梁结合为一体式的立柱式横梁结构;上面安装直线导轨副(9)、滚珠丝杠传动副(10)并与大横向拖板(28)相连接;所述大横向拖板(28)上安装有垂直拖板A(31)与垂直拖板B(32),所述垂直拖板A(31)与垂直拖板B(32)上,分别安装有立式磨头A(29)与立式磨头B(30)。
10.根据权利要求9所述数控立轴圆台复合磨床,其特征在于:所述床身(1)一侧安装有砂轮库(33),及砂轮修整器(25);所述大横向拖板(28)上安装有可作自动测量的接触式测量装置(26)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010206249392U CN201922336U (zh) | 2010-11-25 | 2010-11-25 | 数控立轴圆台复合磨床 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010206249392U CN201922336U (zh) | 2010-11-25 | 2010-11-25 | 数控立轴圆台复合磨床 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201922336U true CN201922336U (zh) | 2011-08-10 |
Family
ID=44426205
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010206249392U Expired - Lifetime CN201922336U (zh) | 2010-11-25 | 2010-11-25 | 数控立轴圆台复合磨床 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201922336U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102528620A (zh) * | 2011-11-10 | 2012-07-04 | 贵州英特利智能控制工程研究有限责任公司 | 五轴联动的数控工具磨床 |
| CN105058201A (zh) * | 2015-07-28 | 2015-11-18 | 上海莱必泰数控机床股份有限公司 | 数控直线导轨沟道磨削装置 |
-
2010
- 2010-11-25 CN CN2010206249392U patent/CN201922336U/zh not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102528620A (zh) * | 2011-11-10 | 2012-07-04 | 贵州英特利智能控制工程研究有限责任公司 | 五轴联动的数控工具磨床 |
| CN105058201A (zh) * | 2015-07-28 | 2015-11-18 | 上海莱必泰数控机床股份有限公司 | 数控直线导轨沟道磨削装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101513686B (zh) | 五轴多功能螺纹磨削加工中心 | |
| CN102303245B (zh) | 车磨复合加工机床的刀具台 | |
| CN203092346U (zh) | 超硬磨料砂轮数控精密修整磨床 | |
| CN102179745A (zh) | 数控立轴圆台复合磨床 | |
| CN102248226B (zh) | 加工大模数齿轮的数控复合铣齿滚齿机及其应用 | |
| CN101590623A (zh) | 横梁移动式数控磨床 | |
| CN201645272U (zh) | 数控导丝辊磨床 | |
| US9498833B2 (en) | Machine tool for the production of profiles | |
| US20070059116A1 (en) | Mobile milling head with torque motor drive | |
| CN105269321B (zh) | 叶片数控铣磨抛复合加工机床及其方法 | |
| CN202264128U (zh) | 一种六轴联动曲面磨削数控砂带磨床 | |
| CN101508039A (zh) | 六轴五联动螺旋锥齿轮加工机床 | |
| CN104369055B (zh) | 可重构齿轮复合加工中心 | |
| CN101342617A (zh) | 四轴四联动数控弧齿锥齿轮铣齿机布局 | |
| CN101811277A (zh) | 球轴承内圈滚道磨削装置及使用方法 | |
| CN104669091B (zh) | 六轴联动数控砂带磨床 | |
| CN103418852B (zh) | 新型高效数控磨齿机 | |
| CN205147499U (zh) | 数控高效精密齿条磨床 | |
| CN202716139U (zh) | 一种多功能成型磨削机床 | |
| CN112045539A (zh) | 一种多用途数控磨床 | |
| CN201415295Y (zh) | 五轴多功能螺纹磨削加工中心 | |
| CN202861548U (zh) | 超大规格齿圈数控成形铣齿机 | |
| CN107052488A (zh) | 一种环模线切割机床及其加工方法 | |
| CN201922336U (zh) | 数控立轴圆台复合磨床 | |
| CN206605246U (zh) | 一种立式车铣复合加工中心的工作台结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20190314 Address after: 311305 No. 68 Qingshan Avenue, Linan Economic Development Zone, Hangzhou City, Zhejiang Province Patentee after: Zhejiang Hangzhou Machinery Co., Ltd. Address before: 310003 No. 176 East Huancheng Road, Hangzhou City, Zhejiang Province Co-patentee before: Hangzhou Hangji Co., Ltd. Patentee before: Hangzhou Machine Tool Group Co., Ltd. |
|
| TR01 | Transfer of patent right | ||
| CX01 | Expiry of patent term |
Granted publication date: 20110810 |
|
| CX01 | Expiry of patent term |