CN201772828U - 一种大型曲面板测量胎架 - Google Patents
一种大型曲面板测量胎架 Download PDFInfo
- Publication number
- CN201772828U CN201772828U CN2010205251376U CN201020525137U CN201772828U CN 201772828 U CN201772828 U CN 201772828U CN 2010205251376 U CN2010205251376 U CN 2010205251376U CN 201020525137 U CN201020525137 U CN 201020525137U CN 201772828 U CN201772828 U CN 201772828U
- Authority
- CN
- China
- Prior art keywords
- model
- curved plate
- measuring
- moulding bed
- measurement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Abstract
本实用新型涉及一种大型曲面板测量胎架。它结构简单,标定及使用方便,测量精度高,可以有效提高测量效率。其结构为:它有多个与被测曲面板弧度相匹配的测量样板,各测量样板上弧边均匀设有多个凸起测量点;所述测量胎架固定在地面或其他刚性承载装置上。
Description
技术领域
本实用新型涉及一种大型曲面板测量胎架,适用于核电、化工、机械等设备中容器壳体曲面板成形后的测量。
背景技术
目前在大型的容器壳体加工时,容器壳体曲面板成形后的测量通常使用条状或框式手持样板进行。对于大型曲面板的测量,需要使用大型样板,而大型样板容易发生变形,从而导致测量精度低,且制造和操作难度大。
发明内容
本实用新型的目的就是为了解决上述问题,提供一种大型曲面板测量胎架,它结构简单,标定及使用方便,测量精度高,可以有效提高测量效率。
为实现上述目的,本实用新型采用如下技术方案:
一种大型曲面板测量胎架,它有多个与被测曲面板弧度相匹配的测量样板,各测量样板上弧边均匀设有多个凸起测量点;所述测量胎架固定在地面或其他刚性承载装置上。
所述各测量样板沿其长度方向均匀设有多个筋板。
所述至少一个测量样板在其长度方向的至少一端设有L型端部限位板。
所述至少一个测量样板在其长度方向的两端之间还设有至少一个L型侧向限位板。
所述各测量样板通过底座安装在地面或其他刚性承载装置上,底座与地面或其他刚性承载装置间通过地脚螺栓固定。
本实用新型测量胎架由测量样板、筋板、底座、端部限位板、侧向限位板和地脚螺栓组成。测量样板根据曲面板设计外径进行加工,上部有均匀凸起点。测量胎架底座通过地脚螺栓固定于地面或其他刚性承载装置上,组装完成后使用测量仪器对样板的凸起测量点的高度进行计量标定,凸起测量点低于理论值则使用焊接的方法加高,凸起测量点高于理论值则使用打磨的方式降低。侧向限位板及端部限位板可以在曲面板放置时实现快速定位。测量时,将曲面板置于测量胎架上,使用塞尺测量曲面板与测量胎架样板凸起部位之间的间隙,便得出曲面板的形状尺寸偏差。
本实用新型的有益效果是:
1.在对测量样板凸起测量点的高度进行标定时采用焊接或打磨的方式改变其高度,由于焊接或打磨的是局部凸起部分,而不是整个弧边,所以能方便、快捷地调整测量样板的精度;
2.测量胎架固定于地面或其他刚性承载装置上,刚性好,能避免胎架变形对测量精度造成影响;
3.测量时将曲面板平放于测量胎架上,依靠限位板快速定位,使用塞尺测量曲面板与测量胎架的间隙便得到曲面板的形状偏差,操作简单,检测效率高。
附图说明
图1为本实用新型的结构示意图;
图2为图1的A的局部放大图;
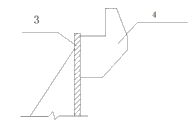
图3为端部限位板结构图;
图4为侧向限位板结构图。
其中,1.筋板;2.端部限位板;3.测量样板;4.侧向限位板;5.底座;6.地脚螺栓;7. 凸起测量点。
具体实施方式
下面结合附图与实施例对本实用新型做进一步说明。
图1、图2、图3和图4中,它包括底座5,底座5通过地脚螺栓6固定在地面或其他刚性承载装置上。三个(数量可根据被测件调整)测量样板3安装在底座5上,每个测量样板3在其长度方向设有多个筋板1与底座5固连,从而固定住测量样板3。测量样板3上弧边与被测曲面板弧度相匹配,在上弧边上均匀的设有多个凸起测量点7,组装完成后使用测量仪器对测量样板3的凸起测量点7的高度进行计量标定,如果凸起测量点7低于理论值则使用焊接的方法加高,如果凸起测量点7高于理论值则使用打磨的方式降低,能方便、快捷地消除由于焊接、安装等变形造成的影响,从而保证了测量样板的精度。使用时将被测曲面板放置在测量胎架上,通过观察哪些凸起测量点7与被测弧面不能良好接触,就可以确定曲面板哪个部位加工的不到位,从而可以及时调整。
至少一个测量样板3在其长度方向的至少一端设有L型端部限位板2。
至少一个测量样板3在其长度方向的两端之间还设有至少一个L型侧向限位板4。
通过端部限位板2和侧向限位板4,可以在曲面板放置时实现快速定位。
Claims (5)
1.一种大型曲面板测量胎架,其特征是,它有多个与被测曲面板弧度相匹配的测量样板,各测量样板上弧边均匀设有多个凸起测量点;所述测量胎架固定在地面或其他刚性承载装置上。
2.如权利要求1所述的大型曲面板测量胎架,其特征是,所述各测量样板沿其长度方向均匀设有多个筋板。
3.如权利要求1所述的大型曲面板测量胎架,其特征是,所述至少一个测量样板在其长度方向的至少一端设有L型端部限位板。
4.如权利要求1所述的大型曲面板测量胎架,其特征是,所述至少一个测量样板在其长度方向的两端之间还设有至少一个L型侧向限位板。
5.如权利要求1所述的大型曲面板测量胎架,其特征是,所述各测量样板通过底座安装在地面或其他刚性承载装置上,底座与地面或其他刚性承载装置间通过地脚螺栓固定。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010205251376U CN201772828U (zh) | 2010-09-11 | 2010-09-11 | 一种大型曲面板测量胎架 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010205251376U CN201772828U (zh) | 2010-09-11 | 2010-09-11 | 一种大型曲面板测量胎架 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201772828U true CN201772828U (zh) | 2011-03-23 |
Family
ID=43752676
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010205251376U Expired - Lifetime CN201772828U (zh) | 2010-09-11 | 2010-09-11 | 一种大型曲面板测量胎架 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201772828U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104890685A (zh) * | 2015-05-26 | 2015-09-09 | 南车二七车辆有限公司 | 一种铁路罐车牵引梁与枕梁组装及检测用样板 |
| CN106583519A (zh) * | 2016-12-30 | 2017-04-26 | 中国冶集团有限公司 | 一种扇形钢板曲面成型装置 |
-
2010
- 2010-09-11 CN CN2010205251376U patent/CN201772828U/zh not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104890685A (zh) * | 2015-05-26 | 2015-09-09 | 南车二七车辆有限公司 | 一种铁路罐车牵引梁与枕梁组装及检测用样板 |
| CN106583519A (zh) * | 2016-12-30 | 2017-04-26 | 中国冶集团有限公司 | 一种扇形钢板曲面成型装置 |
| CN106583519B (zh) * | 2016-12-30 | 2018-06-19 | 中国一冶集团有限公司 | 一种扇形钢板曲面成型装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202158818U (zh) | 一种简单方便的多用途检测台 | |
| CN201828221U (zh) | 气缸套长度及止口高检具 | |
| CN202216637U (zh) | 圆弧段半径快速测量工具 | |
| CN201772828U (zh) | 一种大型曲面板测量胎架 | |
| CN202734787U (zh) | 发动机皮带轮系共面度检具 | |
| CN201909593U (zh) | 圆弧型非渐开线齿廓样板 | |
| CN203572358U (zh) | 多功能综合检具 | |
| CN201795762U (zh) | 圆度测量仪 | |
| CN102288094A (zh) | 一种圆弧段半径快速测量方法 | |
| CN202770349U (zh) | 一种形位公差测量装置 | |
| CN102128579B (zh) | 测量外形有复合角度的长度检测装置 | |
| CN201535661U (zh) | 一种测量机体气缸孔垂直度的专用测具 | |
| CN201795769U (zh) | 一种带钢不平度的测量工具 | |
| CN204301764U (zh) | 针织横机中感应器感应范围及距离的检测装置 | |
| CN201867148U (zh) | 曲轴测长轴外径与端面跳动值及轴端距离专用检具 | |
| CN203837647U (zh) | 一种改进的工件表面检测装置 | |
| CN203405147U (zh) | 铁座台孔检测专用量具 | |
| CN202814308U (zh) | 轴承垫圈内圆弧面的测量装置 | |
| CN201945273U (zh) | 抬牙叉形曲柄检测量具 | |
| CN203337040U (zh) | 新型步距规 | |
| CN202195790U (zh) | 曲轴专用检测装置 | |
| CN204924138U (zh) | 主毂槽距检测仪器 | |
| CN201867165U (zh) | 曲轴测长轴与短轴偏心专用检具 | |
| CN102944161A (zh) | 一种薄壁回转类零件外圆凸台高度差检具 | |
| CN216012084U (zh) | 一种检测轴承外圈缺口对称度的检具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20110323 |