CN201613452U - Gantry type boring, milling and grinding combined numerical control machine - Google Patents
Gantry type boring, milling and grinding combined numerical control machine Download PDFInfo
- Publication number
- CN201613452U CN201613452U CN2009201356234U CN200920135623U CN201613452U CN 201613452 U CN201613452 U CN 201613452U CN 2009201356234 U CN2009201356234 U CN 2009201356234U CN 200920135623 U CN200920135623 U CN 200920135623U CN 201613452 U CN201613452 U CN 201613452U
- Authority
- CN
- China
- Prior art keywords
- milling
- slide
- milling head
- axle
- bistrique
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Machine Tool Units (AREA)
Abstract
The utility model relates to a metal cutting machine, in particular to a gantry type numerical control machine, which is mainly used for semi-finish-milling, finish-milling, boring and grinding (plane grinding) procedures for machine bodies, guide track surfaces and workbenches during machine manufacturing processes. The gantry type numerical control machine can respectively mill, grind and bore workpieces after one-step aligning and clamping through reasonable combination of a milling head, a boring head and peripheral grinding heads according to requirements of processing procedures when processing large-sized workpieces, not only resolves problems of deviation alignment of processing reference points of the workpieces after multiple steps of clamping, but also saves large quantities of auxiliary time, increases part processing quality and reduces manufacturing cost.
Description
Affiliated technical field
The utility model relates to a kind of Metal Cutting Machine Tool, particularly a kind of main planer type numerical control lathe as lathe manufacture process medial bed, guide pass, workbench half finish-milling, finish-milling, bore hole and grinding (plain grinding) manufacturing procedure.
Background technology
Present building-block machine both domestic and external all is single boring and milling machine or grinding machine, but in the production and processing of reality, when the machining large workpiece (gantry machine tool all is based on the machining large workpiece usually), often need to process a plurality of, hole or same and will pass through roughing, semifinishing and fine finishining just can be finished.Just must process if carry out so many procedure of processing with different types of lathe, this has not only brought the kind on the equipment to increase problem to the operator, most importantly after workpiece is through the secondary clamping, centering must consume a large amount of non-cutting times to the reference for installation and the machining benchmark of preceding operation, has increased the processing and manufacturing cost.
Summary of the invention
Behind the secondary clamping that solves existing process equipment existence, thus a large amount of saving processing and manufacturing non-cutting time cost, the raising part processing precisions of centering benchmark consumption.The purpose of this utility model be to provide a kind of have mill, the planer-type number of combinations controlled machine of mill, three kinds of machining functions of boring, this building-block machine is when the machining large workpiece, can be behind the centering clamping by the manufacturing procedure requirement, respectively workpiece is carried out milling, grinding and boring processing, not only solved the skew centering problem of workpiece through machining benchmark point after the multiple clamping, also save a large amount of non-cutting times, improved the part processing quality, reduced manufacturing cost.
The utility model lathe is made up of numerical control unit, the digital control system of the side boring and milling head outer of installing on the two cover vertical feed rams of installing on lathe bed, left and right pillar, workbench, crossbeam and the crossbeam, peripheral bistrique and end mill head, the right column, each the parts work of control lathe; It is characterized in that having peripheral bistrique (the no traverse feed of independent vertical feed ram, traverse feed execution by end mill head), end mill head with independent vertical feed ram, end mill head passes through shaft coupling, the direct-connected drive of ball screw by the X-axis motor, side boring structure is installed on the right column, finishes knee-action by the V spindle motor by shaft coupling, the direct-connected drive of ball screw.Except carrying out the Milling Process of general planer-type milling machine, grinding axle and milling axle can also be fixed together by a connecting plate, by the X driven by motor, carry out the flat surface grinding processing of workpiece surface and side; The processing parts side need process if run into, and can also utilize the side boring head on the building-block machine right column to carry out milling, bore hole processing; And the lathe of originally organizing a performance is digital control, increases the appropriate functional annex and can also realize five-axle linkage, finishes polyhedron processing, improved working (machining) efficiency greatly.
The beneficial effects of the utility model are, by a clamping, carry out the processing of a plurality of operations, thereby have guaranteed the part precision requirement, have saved non-cutting time, reduce manufacturing cost.
Description of drawings
Below in conjunction with accompanying drawing and example the utility model is further specified.
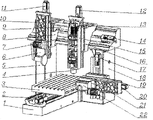
Fig. 1 is an isometric front view of the present utility model.
Fig. 2 is a front plan view of the present utility model.
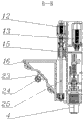
Fig. 3 is the utility model grinding axle cutaway view A-A
Fig. 4 is the utility model milling axle cutaway view B-B
Among Fig. 1: bed piece 1, Y-axis drives AC servo motor 2, platen 3, milling spindle 4, left column 5, lathe bistrique 6, lathe crossbeam 7, bistrique slide 8, grinding axle and milling axle connecting plate 9, bistrique lifting shaft ram 10, bistrique lifting shaft (U axle) drives AC servo motor 11, milling axle (Z axle) lifting drives AC servo motor 12, lathe milling spindle motor 13, X-axis drives AC servo motor 14, milling head lifting shaft ram 15, milling head slide 16, side boring axle (V axle) lifting drives AC servo motor 17, right column 18, side boring axle lift slide 19, the side boring axle feeding drives AC servo motor 20, side boring axle feeding ram 21, side boring axle main spindle box 22.
Among Fig. 2: A-A is the position of analysing and observe of grinding axle, and B-B analyses and observe the position for the milling axle, grinding axle and milling axle connecting plate 9.
Among Fig. 3: lathe bistrique 6, bistrique slide 8, bistrique lifting shaft ram 10, bistrique lifting shaft drive AC servo motor 11, X-axis ball wire bar pair 24, bistrique lifting shaft ball wire bar pair 26.
Among Fig. 4: milling spindle 4, the lifting of milling axle drive AC servo motor 12, lathe milling spindle motor 13, milling head lifting shaft ram 15, milling head slide 16, milling shaft ball screw nut Submount 23, X-axis ball wire bar pair 24, milling lifting shaft ball wire bar pair 25.
The specific embodiment
By seeing among Fig. 1, this lathe is by lathe bed 1, left and right pillar 5,18, workbench 3, bistrique slide of installing on crossbeam 7 and the crossbeam 8 and milling head slide 16, numerical control unit, the digital control system of the side boring and milling head outer of installing on vertical feed ram, peripheral bistrique and end mill head, the right column, each the parts work of control lathe are formed.Workbench 3 is to be supported by the line slideway that is installed on the bed piece 1, does seesawing by Y-axis driving AC servo motor 2 direct-connected shaft couplings and ball screw assembly, connection workbench; Vertical milling head is to support by being installed in line slideway on the crossbeam 7 that milling head slide 16 and X-axis drive the direct-connected shaft coupling of AC servo motor and ball screw assembly,, supporting base 23 connects milling head slides 16 and does side-to-side movement; Vertical milling head self is to drive AC servo motor 12 direct-connected shaft couplings and ball screw assembly, and drive lifting shaft ram 15 move up and down (Fig. 4) by being installed in Z milling axle lifting on the milling head slide 16; Vertical bistrique is to support bistrique slide 8 by the line slideway that is installed on the crossbeam 7, does side-to-side movement (Fig. 2) by driving bistrique with milling head connecting plate 9; Vertical bistrique self is to drive AC servo motor 11 direct-connected shaft couplings and ball screw assembly, and drive lifting shaft ram 10 move up and down (Fig. 3) by being installed in bistrique lifting shaft (U axle) on the bistrique slide 8; Side boring and milling head outer mechanism is installed on the right column 18, connects side boring axle lift slide 19 by V axle driving AC servo motor 17 direct-connected shaft couplings and ball screw assembly, and moves up and down; The side boring and milling head outer self is to do left and right sides feed motion by the side boring axle feeding driving AC servo motor 20 direct-connected shaft couplings and the ball screw assembly, drive side boring axle feeding ram 21 that are installed on the side boring axle lift slide 19.
Claims (1)
1. the planer-type boring and milling grinds the number of combinations controlled machine, it is characterized in that: this lathe is by lathe bed (1), left and right pillar (5), (18), workbench (3), bistrique slide of installing on crossbeam (7) and the crossbeam (8) and milling head slide (16), numerical control unit, the digital control system of the side boring and milling head outer of installing on vertical feed ram, peripheral bistrique and end mill head, the right column, each the parts work of control lathe are formed; Workbench (3) is to be supported by the line slideway that is installed on the bed piece (1), connects workbench by Y-axis driving direct-connected shaft coupling of AC servo motor (2) and ball screw assembly, and forms; Left and right pillar (5), (18) are that symmetry is installed in the lathe bed both sides, and crossbeam (7) is across left and right pillar, and level is installed in above the left and right pillar; Vertical milling head supports by being installed in line slideway on the crossbeam (7) that milling head slide (16) and X-axis drive the direct-connected shaft coupling of AC servo motor and ball screw assembly,, supporting base (23) connects milling head slide (16) and forms; Vertical milling head self drives direct-connected shaft coupling of AC servo motor (12) and ball screw assembly, and lifting shaft ram (15) and forms by being installed in Z milling axle lifting on the milling head slide (16); Vertical bistrique slide (8) is mounted on the line slideway back-up block on the crossbeam (7), and vertical bistrique self drives the direct-connected shaft coupling of AC servo motor (11) and ball screw assembly, and drives lifting shaft ram (10) and form by being installed in bistrique lifting shaft (U axle) on the bistrique slide (8); Side boring and milling head outer mechanism is installed on the right column (18), connects side boring axle lift slide (19) by V axle driving direct-connected shaft coupling of AC servo motor (17) and ball screw assembly, and forms; Side boring and milling head outer self is made up of the side boring axle feeding driving direct-connected shaft coupling of AC servo motor (20) and the ball screw assembly, drive side boring axle feeding ram (21) that are installed on the side boring axle lift slide (19).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009201356234U CN201613452U (en) | 2009-03-13 | 2009-03-13 | Gantry type boring, milling and grinding combined numerical control machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009201356234U CN201613452U (en) | 2009-03-13 | 2009-03-13 | Gantry type boring, milling and grinding combined numerical control machine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201613452U true CN201613452U (en) | 2010-10-27 |
Family
ID=42999824
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2009201356234U Expired - Fee Related CN201613452U (en) | 2009-03-13 | 2009-03-13 | Gantry type boring, milling and grinding combined numerical control machine |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201613452U (en) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102229046A (en) * | 2011-06-15 | 2011-11-02 | 李永飞 | Machine tool |
| CN102699685A (en) * | 2012-05-28 | 2012-10-03 | 南通京鼎机械科技有限公司 | Numerical control gantry milling machine of fixed beam |
| CN103042393A (en) * | 2013-01-25 | 2013-04-17 | 山东永华机械有限公司 | Combined milling and grinding machine tool |
| CN103433748A (en) * | 2013-08-20 | 2013-12-11 | 老河口双华数控组合机床有限责任公司 | Large vertical type numerical control boring and milling planomiller |
| CN104400434A (en) * | 2014-10-30 | 2015-03-11 | 桂林桂北机器有限责任公司 | Precise numerical control double housing surface milling and grinding complex machine tool of floor working table elevated horizontal beam movable type structure |
| CN104625735A (en) * | 2015-01-26 | 2015-05-20 | 盐城苏工高科机械有限公司 | Gantry milling, quenching and grinding combined machining center |
| CN105364492A (en) * | 2015-11-17 | 2016-03-02 | 盐城苏工高科机械有限公司 | Vertical type turning-milling-grinding flexible machining unit |
| CN106881475A (en) * | 2017-05-05 | 2017-06-23 | 马鞍山纽盟知识产权管理服务有限公司 | A kind of many efficiency boring machines |
| CN107159943A (en) * | 2017-07-05 | 2017-09-15 | 石家庄海鸿重工机械制造有限公司 | A kind of digital control type based on PLC is accurately positioned planer-type milling machine |
| CN107398740A (en) * | 2017-08-31 | 2017-11-28 | 深圳市创世纪机械有限公司 | A kind of small-sized gantry machine tool structure |
| CN107398733A (en) * | 2017-07-17 | 2017-11-28 | 北京泰格瑞祥科技有限公司 | A kind of milling bed |
| CN107538225A (en) * | 2016-06-24 | 2018-01-05 | 金元庆 | Brill grinding machine tool is attacked in turnning and milling boring |
| CN107598579A (en) * | 2017-11-07 | 2018-01-19 | 宁夏宏源长城机床有限公司 | End face milling center grinding composite processing machine tool |
| CN109277904A (en) * | 2018-11-25 | 2019-01-29 | 黄石佳鼎自动化科技有限公司 | A kind of clutch support ring grinding annealing machine |
| CN109759924A (en) * | 2019-01-14 | 2019-05-17 | 上海理工大学 | Double gantry single-beam movable type Combined machining lathes |
| CN111590328A (en) * | 2020-06-23 | 2020-08-28 | 张家港玉成精机股份有限公司 | Combined machining device |
| CN112548709A (en) * | 2020-12-11 | 2021-03-26 | 范芝贵 | Integrated processing mechanism of aluminum alloy cylinder cover of automobile engine |
| CN114770116A (en) * | 2022-05-20 | 2022-07-22 | 吉林圆方机械集团有限公司 | Five-axis conjoined numerical control drilling and milling machine tool |
-
2009
- 2009-03-13 CN CN2009201356234U patent/CN201613452U/en not_active Expired - Fee Related
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102229046B (en) * | 2011-06-15 | 2013-04-17 | 李永飞 | Machine tool |
| CN102229046A (en) * | 2011-06-15 | 2011-11-02 | 李永飞 | Machine tool |
| CN102699685A (en) * | 2012-05-28 | 2012-10-03 | 南通京鼎机械科技有限公司 | Numerical control gantry milling machine of fixed beam |
| CN103042393A (en) * | 2013-01-25 | 2013-04-17 | 山东永华机械有限公司 | Combined milling and grinding machine tool |
| CN103433748A (en) * | 2013-08-20 | 2013-12-11 | 老河口双华数控组合机床有限责任公司 | Large vertical type numerical control boring and milling planomiller |
| CN104400434A (en) * | 2014-10-30 | 2015-03-11 | 桂林桂北机器有限责任公司 | Precise numerical control double housing surface milling and grinding complex machine tool of floor working table elevated horizontal beam movable type structure |
| CN104625735A (en) * | 2015-01-26 | 2015-05-20 | 盐城苏工高科机械有限公司 | Gantry milling, quenching and grinding combined machining center |
| CN105364492A (en) * | 2015-11-17 | 2016-03-02 | 盐城苏工高科机械有限公司 | Vertical type turning-milling-grinding flexible machining unit |
| CN107538225A (en) * | 2016-06-24 | 2018-01-05 | 金元庆 | Brill grinding machine tool is attacked in turnning and milling boring |
| CN106881475A (en) * | 2017-05-05 | 2017-06-23 | 马鞍山纽盟知识产权管理服务有限公司 | A kind of many efficiency boring machines |
| CN107159943A (en) * | 2017-07-05 | 2017-09-15 | 石家庄海鸿重工机械制造有限公司 | A kind of digital control type based on PLC is accurately positioned planer-type milling machine |
| CN107398733A (en) * | 2017-07-17 | 2017-11-28 | 北京泰格瑞祥科技有限公司 | A kind of milling bed |
| CN107398740A (en) * | 2017-08-31 | 2017-11-28 | 深圳市创世纪机械有限公司 | A kind of small-sized gantry machine tool structure |
| CN107598579A (en) * | 2017-11-07 | 2018-01-19 | 宁夏宏源长城机床有限公司 | End face milling center grinding composite processing machine tool |
| CN109277904A (en) * | 2018-11-25 | 2019-01-29 | 黄石佳鼎自动化科技有限公司 | A kind of clutch support ring grinding annealing machine |
| CN109759924A (en) * | 2019-01-14 | 2019-05-17 | 上海理工大学 | Double gantry single-beam movable type Combined machining lathes |
| CN109759924B (en) * | 2019-01-14 | 2020-06-23 | 上海理工大学 | Double-gantry single-beam movable combined machining tool |
| CN111590328A (en) * | 2020-06-23 | 2020-08-28 | 张家港玉成精机股份有限公司 | Combined machining device |
| CN112548709A (en) * | 2020-12-11 | 2021-03-26 | 范芝贵 | Integrated processing mechanism of aluminum alloy cylinder cover of automobile engine |
| CN112548709B (en) * | 2020-12-11 | 2021-11-30 | 湖南石门宝川连杆制造有限责任公司 | Integrated processing mechanism of aluminum alloy cylinder cover of automobile engine |
| CN114770116A (en) * | 2022-05-20 | 2022-07-22 | 吉林圆方机械集团有限公司 | Five-axis conjoined numerical control drilling and milling machine tool |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201613452U (en) | Gantry type boring, milling and grinding combined numerical control machine | |
| CN201109027Y (en) | Three-cutting-head seven-axial linkage indeterminate beam gantry type numerically controlled boring-milling machine | |
| CN101817158B (en) | Gantry vertical and horizontal numerically controlled grinder | |
| CN102151883A (en) | Multihead synchronous or asynchronous carving (drilling) milling numerical control processing equipment | |
| CN202782416U (en) | Rotating head three-workstage carving machine | |
| CN201436580U (en) | Numerically-controlled machining center machine for plate tensile specimen | |
| CN203636358U (en) | Seven-axle turning-milling combined machining system | |
| CN102029525A (en) | Double-workbench gantry type tool | |
| CN111941250A (en) | Polishing pressure feedback compensation structure and polishing machine | |
| CN201552473U (en) | Long-axis part two-end hole processing numerical control machine tool | |
| CN202894431U (en) | Five-shaft numerical control double-end face milling machine | |
| CN109571035A (en) | A kind of multicutter both ends composite processing machine tool | |
| CN201913459U (en) | Intelligent multifunctional vertical numerical control machine tool | |
| KR102165419B1 (en) | X-axis transfering device of machine tool | |
| CN203380704U (en) | Vertical and horizontal type processing machine | |
| CN106271679A (en) | A kind of pentahedron composite processing machine tool | |
| CN204975397U (en) | Multistation plane drilling machine | |
| CN202317658U (en) | Multifunctional combined machine tool | |
| CN205816826U (en) | A kind of vertical rail numerically controlled lathe | |
| CN201573046U (en) | Numerical control boring and milling drill machine | |
| CN201089081Y (en) | Numerical controlled gantry type combined machine tool | |
| CN209407910U (en) | A kind of multicutter both ends composite processing machine tool | |
| CN201082503Y (en) | Gantry type double mobile transverse beam five-side numerically controlled milling, boring, lathing and drilling integrated heavy-duty machine tool | |
| CN201645152U (en) | Multi-functional gantry planing machine | |
| CN201693437U (en) | Gantry vertical and horizontal numerical control grinding machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| DD01 | Delivery of document by public notice |
Addressee: Shenzhen First Numerical Control Machine Co., Ltd. Zhou Jianping Document name: Notification to Pay the Fees |
|
| DD01 | Delivery of document by public notice |
Addressee: Shenzhen First Numerical Control Machine Co., Ltd. Document name: Notification of Termination of Patent Right |
|
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20101027 Termination date: 20120313 |