CN201572947U - 一种钻头 - Google Patents
一种钻头 Download PDFInfo
- Publication number
- CN201572947U CN201572947U CN2009202824759U CN200920282475U CN201572947U CN 201572947 U CN201572947 U CN 201572947U CN 2009202824759 U CN2009202824759 U CN 2009202824759U CN 200920282475 U CN200920282475 U CN 200920282475U CN 201572947 U CN201572947 U CN 201572947U
- Authority
- CN
- China
- Prior art keywords
- drill bit
- cutting
- cutting end
- taper seat
- matrix
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Drilling Tools (AREA)
Abstract
本实用新型公开了一种钻头,包括具有一中心轴线的柱形基体,基体的一端为夹持端,基体另一端为切削端,以及至少一个从切削端往夹持端延伸的排屑槽,其特征在于:所述切削端具有从切削顶端开始的沿轴向排列的第一圆锥面和第二圆锥面,所述第一圆锥面的锥角大于所述第二圆锥面的锥角。本实用新型提供一种长度短,但能大大减小钻头在钻孔出口处对被加工工件的破坏作用的钻头。通过设置不同锥角的第一圆锥面和第二圆锥面,缩短了切削端的长度,同时使得钻头沿垂直钻头轴向分力减小,从而减小了对钻头在钻孔出口处对工件的破坏作用,使得钻头钻出的工件孔,光滑美观。
Description
技术领域
本实用新型涉及一种钻头。
背景技术
钻头一般具有一中心轴线的柱形基体,基体的一端为夹持端,基体另一端为切削端,切削端具有从切削顶端开始的圆锥面,以及从切削端往夹持端延伸的排屑槽,用于把钻孔时形成的切屑排出工件以外,排屑槽与圆锥面的至少一条相交棱设置为切刃边。在现有钻头钻孔工作中,由于钻头切刃边与钻头轴线成一个夹角,钻头在钻孔工具作用下,有力作用于钻头,钻头将力分解为沿着钻头轴向和垂直于钻头轴向的分力作用于被加工的工件。沿着钻头轴向的分力使钻头钻穿工件,但是钻头垂直作用于工件的分力使钻头钻穿工件时,容易破坏了钻孔表面,使钻孔的四周变为毛边,如图1所示。尤其是在加工硬质金属时,钻头垂直作用于工件的分力容易在出口处把工件边缘钻出缺口。为了解决这个问题,人们很容易想到,把钻头做得更尖,以减小钻头垂直作用于工件的分力,但是这样虽然解决了上述问题,但是使得钻头太长,钻通同样的孔,加工行程更长,增加了成本,而且钻头太尖容易折断,减少了钻头的使用寿命。
实用新型内容
本实用新型克服了现有技术的缺陷,提供一种钻头长度既短,对被加工工件的破坏作用又小的钻头。
本实用新型的技术方案是:一种钻头,包括具有一中心轴线的柱形基体,基体的一端为夹持端,基体另一端为切削端,以及至少一个从切削端往夹持端延伸的排屑槽,其特征在于:所述切削端具有从切削顶端开始的沿轴向排列的第一圆锥面和第二圆锥面,所述第一圆锥面的锥角大于所述第二圆锥面的锥角。
优选的,所述基体包括两个从切削端往夹持端螺旋延伸的排屑槽,所述两个排屑槽的任意横截面关于所述基体的圆心中心对称设置。
优选的,所述两个排屑槽面在所述第一圆锥面的锥顶处设置有V形切面,所述V形切面与第一圆锥面相交的至少一条棱边设置为切刃。
优选的,所述切削端为硬质合金,焊接在所述基体上。
本实用新型提供一种长度短,但能大大减小钻头在钻孔出口处对被加工工件的破坏作用的钻头。通过设置不同锥角的第一圆锥面和第二圆锥面,缩短了切削端的长度,同时使得钻头沿垂直钻头轴向分力减小,从而减小了对钻头在钻孔出口处对工件的破坏作用,使得钻头钻出的工件孔,光滑美观。另外,本实用新型的钻头在第一圆锥面的锥顶处设置有V形切面,并将V形切面与第一圆锥面相交棱边加工为切刃,增加了切刃的长度,降低了钻头钻孔时所受的阻力,提高了钻孔的效率。
附图说明
图1是传统钻头加工工件的示意图。
图2是本实用新型较佳实施例钻头的结构示意图。
图3是图1所示钻头切削端的正视图。
图4是图1所示钻头切削端的的局部放大图。
图5是图1所示钻头切削端偏转后的局部放大图。
具体实施方式
下面结合附图对本实用新型具体实施方式作进一步详细的描述。
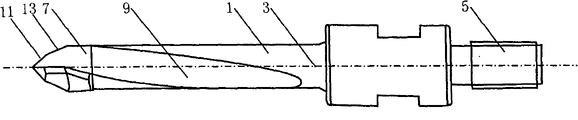
如图2至图5所示,本实用新型较佳实施例中的钻头包括一个具有纵轴线3的整体形状为柱形的基体1,基体的一端为夹持端5,另一端为切削端7,切削端7具有从切削顶端开始的沿轴向排列的第一圆锥面11和第二圆锥面13,第一圆锥面11的锥角θ大于第二圆锥面13的锥角α,使得钻头切削端的长度大大减小,使用寿命更长。本实用新型较佳实施例中的切削端7是硬质合金,通过焊接连在钻头基体1上。在夹持端5与切削端7间之钻头基体1上设置有两个从切削端往夹持端螺旋延伸的排屑槽9,两个排屑槽9的任意横截面关于基体的圆心中心对称设置。两个排屑槽9的面在第一圆锥面11的锥顶处设置有V形切面15在并将V形切面15与第一圆锥面11相交棱边加工为切刃17,增加了切刃的长度,降低了钻头钻孔时所受的阻力。
以上实施例仅为本实用新型实施方式的一种,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
Claims (4)
1.一种钻头,包括具有一中心轴线的柱形基体,基体的一端为夹持端,基体另一端为切削端,以及至少一个从切削端往夹持端延伸的排屑槽,其特征在于:所述切削端具有从切削顶端开始的沿轴向排列的第一圆锥面和第二圆锥面,所述第一圆锥面的锥角大于所述第二圆锥面的锥角。
2.根据权利要求1所述的钻头,其特征在于:所述基体包括两个从切削端往夹持端螺旋延伸的排屑槽,所述两个排屑槽的任意横截面关于所述基体的圆心中心对称设置。
3.根据权利要求2所述的钻头,其特征在于:所述两个排屑槽面在所述第一圆锥面的锥顶处设置有V形切面,所述V形切面与第一圆锥面相交的至少一条棱边设置为切刃。
4.根据权利要求1所述的钻头,其特征在于:所述切削端为硬质合金,焊接在所述基体上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009202824759U CN201572947U (zh) | 2009-12-18 | 2009-12-18 | 一种钻头 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009202824759U CN201572947U (zh) | 2009-12-18 | 2009-12-18 | 一种钻头 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201572947U true CN201572947U (zh) | 2010-09-08 |
Family
ID=42692828
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2009202824759U Expired - Fee Related CN201572947U (zh) | 2009-12-18 | 2009-12-18 | 一种钻头 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201572947U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102847990A (zh) * | 2011-07-01 | 2013-01-02 | 华伟纳精密工具(昆山)有限公司 | 前端外径大锥度微盲孔钻 |
| CN103987482A (zh) * | 2012-11-09 | 2014-08-13 | 株式会社宫城田野井 | 钻头及穿孔的形成方法 |
-
2009
- 2009-12-18 CN CN2009202824759U patent/CN201572947U/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102847990A (zh) * | 2011-07-01 | 2013-01-02 | 华伟纳精密工具(昆山)有限公司 | 前端外径大锥度微盲孔钻 |
| CN103987482A (zh) * | 2012-11-09 | 2014-08-13 | 株式会社宫城田野井 | 钻头及穿孔的形成方法 |
| US9475128B2 (en) | 2012-11-09 | 2016-10-25 | Miyagitanoi Co., Ltd. | Drill and method for forming hole |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201030448Y (zh) | 一种空心钻头 | |
| CN107008952B (zh) | 一种带锥钻和锪窝断屑结构的叠层薄板制孔刀具 | |
| CN201572947U (zh) | 一种钻头 | |
| CN202125250U (zh) | 一种插接式金刚石复合片锚杆钻头及其连接套 | |
| CN202137424U (zh) | 复合定位切削的螺旋刀具 | |
| CN201416393Y (zh) | 石油钻井用高强度胎体金刚石钻头 | |
| CN200995296Y (zh) | 碳化钨钻头 | |
| CN217095852U (zh) | 一种具有排屑功能的钻铣一体复合刀具 | |
| KR20130007089U (ko) | 가공커터 | |
| CN102220844A (zh) | 插接式金刚石复合片锚杆钻头及其连接套 | |
| CN215392665U (zh) | 碳纤维复合材料专用多尖强断屑钻头 | |
| CN201799665U (zh) | 加工刀具及用以加工成加工刀具的棒材 | |
| CN205858187U (zh) | 一种煤矿用快速排渣螺旋钻头 | |
| CN204984276U (zh) | 一种自带切削角的复合切削刃速钻齿 | |
| CN209902318U (zh) | 一种铝合金轮毂螺栓孔加工钻头 | |
| CN207386650U (zh) | 一种快速不等边钻 | |
| CN209887702U (zh) | 一种线路板钻嘴的高速钻头结构 | |
| CN201687825U (zh) | 一种钻尾螺丝 | |
| CN201720500U (zh) | 一种用于钻制小直径平底盲孔的加工刀具 | |
| CN215444047U (zh) | 一种双头钎杆 | |
| CN219632670U (zh) | 一种减少钻孔毛刺的工具 | |
| CN216938580U (zh) | 一种空心的钻铰刀具 | |
| CN212042817U (zh) | 一种刀头不易崩裂的打孔钻头 | |
| CN203030984U (zh) | 硬质合金钻刀 | |
| CN215292355U (zh) | 一种潜孔钻钻头 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20100908 Termination date: 20161218 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |