CN201109037Y - 一种发动机气缸体精加工用夹具 - Google Patents
一种发动机气缸体精加工用夹具 Download PDFInfo
- Publication number
- CN201109037Y CN201109037Y CNU2007203102977U CN200720310297U CN201109037Y CN 201109037 Y CN201109037 Y CN 201109037Y CN U2007203102977 U CNU2007203102977 U CN U2007203102977U CN 200720310297 U CN200720310297 U CN 200720310297U CN 201109037 Y CN201109037 Y CN 201109037Y
- Authority
- CN
- China
- Prior art keywords
- hole
- mandrel
- main bearing
- fixture
- cylinder block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Abstract
本实用新型公开了一种发动机气缸体精加工用夹具,用于卧式加工中心的夹具基座上设置通孔,通孔中固定安装具有中心通孔的芯轴,芯轴一端固定安装止推面定位销,芯轴另一端中心通孔内固定安装螺纹套。采用主轴承孔、主轴承座止推面定位,并且定位面直接在主轴承孔定位销上给出,通过压杆、压块和螺纹套将气缸体与夹具连为一体,可有效解决工件定位基准和产品设计基准不统一带来的加工累积误差问题和定位过程中夹具变形问题,提高气缸孔、上平面、前后端面的加工精度。本实用新型具有结构简单,制造容易,安装使用方便,可靠性高等优点。
Description
技术领域
本实用新型涉及一种发动机气缸体精加工用夹具,尤其是一种在卧式加工中心上使用的,精加工发动机气缸体的气缸孔、上平面、前后端面所采用的夹具。
背景技术
发动机气缸体的气缸孔、主轴承孔、上平面、前后端面之间有着较高的相互关联精度要求,这些关键部位的加工精度与发动机的使用寿命密切相关。目前,国内外发动机气缸体在采用卧式加工中心进行一次装夹来精加工气缸孔、上平面、前后端面时,采用最多的是以气缸体下平面为主定位基准的“一面两销”定位方式。另外有的定位方式虽然使用了主轴承孔定位,但在限制主轴承孔的轴向自由度时却使用了下平面上的销孔定位。由于产品设计基准是主轴承孔和主轴承座上的止推面,所以上述两种定位方式的不足之处是定位基准与设计基准不统一,加工累积误差影响了最终的加工精度。
发明内容
针对现有技术的不足,本实用新型提供一种有效减小发动机加工累积误差影响最终加工精度的精加工用夹具。
本实用新型发动机气缸体精加工用夹具结构为:用于卧式加工中心的夹具基座1上设置通孔,通孔中固定安装具有中心通孔的芯轴8,芯轴8一端固定安装止推面定位销4,芯轴8另一端中心通孔内固定安装螺纹套9。止推面定位销4具有圆柱形凸台结构,圆柱形凸台的圆柱外表面为主轴承孔定位面,圆柱形凸台下部圆环平面为主轴承座止推面定位面。
本实用新型发动机气缸体精加工用夹具中,与螺纹套9正对位置设置压块3和压杆2,压杆2可以通过压块3与螺纹套9连接,用于锁紧待加工发动机气缸体7。芯轴8与基座1之间、止推面定位销4与芯轴8之间、螺纹套9与芯轴8之间采用内六角螺钉固定。基座1上设置通孔的位置对应位于发动机气缸体7用来定位的主轴承孔所在档位的侧面。
本实用新型发动机气缸体精加工用夹具实现了工件定位基准和产品设计基准相统一,由于采用上述的技术方案,本实用新型具有以下的有益效果:
1、解决工件定位基准和产品设计基准不统一带来的加工累积误差问题和定位过程中夹具变形的问题,提高定位精度,从而提高加工精度。
2、结构简单,制造容易,安装使用方便,可靠性高。
附图说明
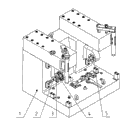
图1为本实用新型一种具体结构发动机气缸体精加工用夹具的侧视立体图。
图2为图1局部剖视图。
图3为图1正视图。
图4为图1侧视图。
附图标记为:1-基座、2-压杆、3-压块、4-止推面定位销、5-尾部定位销、6-内六角圆柱头螺钉、7-气缸体、8-芯轴、9-螺纹套。
具体实施方式
本实用新型发动机气缸体精加工用夹具采用了主轴承孔、主轴承座上的止推面定位,并且定位面直接在主轴承孔定位销上给出,通过压杆、压块和螺纹套将气缸体与夹具连为一体。如图2所示,在基座1上开孔并安装芯轴8,止推面定位销4和螺纹套9通过内六角圆柱头螺钉6组装在芯轴8上。用压杆2、压块3和螺纹套9用于将气缸体7锁紧。
本实用新型发动机气缸体精加工用夹具使用方式如下:如图所示,气缸体7的两档主轴承孔分别套入止推面定位销4和尾部定位销5中,并使气缸体7主轴承座上的止推面靠紧止推面定位销4上的定位面,然后用压杆2、压块3和螺纹套9将气缸体7锁紧,工件和夹具连为一体后可消除定位过程中夹具的弹性变形量,提高了定位精度。
其主轴承座止推面定位结构的连接安装过程为:基座1上开孔,然后装入芯轴8,再将止推面定位销4和螺纹套9通过内六角圆柱头螺钉6组装在芯轴8上即可。
最后应说明的是:以上实施例仅用以说明本实用新型而并非限制本实用新型所述的技术方案;因此,尽管本说明书参照上述的实施例对本实用新型已进行了详细的说明,但是,本领域的普通技术人员应当理解,仍然可以对本实用新型进行修改或等同替换;而一切不脱离本实用新型的精神和范围的技术方案及其改进,其均应涵盖在本实用新型的权利要求范围中。
Claims (4)
1、一种发动机气缸体精加工用夹具,其特征在于:用于卧式加工中心的夹具基座[1]上设置通孔,通孔中固定安装具有中心通孔的芯轴[8],芯轴[8]一端固定安装止推面定位销[4],芯轴[8]另一端中心通孔内固定安装螺纹套[9]。
2、按照权利要求1所述的夹具,其特征在于:止推面定位销[4]具有圆柱形凸台结构,圆柱形凸台的圆柱外表面为主轴承孔定位面,圆柱形凸台下部圆环平面为主轴承座止推面定位面。
3、按照权利要求1所述的夹具,其特征在于:螺纹套[9]正对位置设置压块[3]和压杆[2],压杆[2]通过压块[3]与螺纹套[9]连接,用于锁紧待加工发动机气缸体[1]。
4、按照权利要求1所述的夹具,其特征在于:芯轴[8]与基座[1]之间、止推面定位销[4]与芯轴[8]之间、螺纹套[9]与芯轴[8]之间采用内六角螺钉固定。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2007203102977U CN201109037Y (zh) | 2007-12-10 | 2007-12-10 | 一种发动机气缸体精加工用夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2007203102977U CN201109037Y (zh) | 2007-12-10 | 2007-12-10 | 一种发动机气缸体精加工用夹具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201109037Y true CN201109037Y (zh) | 2008-09-03 |
Family
ID=39893556
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNU2007203102977U Expired - Fee Related CN201109037Y (zh) | 2007-12-10 | 2007-12-10 | 一种发动机气缸体精加工用夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201109037Y (zh) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102672502A (zh) * | 2011-03-07 | 2012-09-19 | 瓦房店轴承砂轮制造有限公司 | 加工无定位同心孔的一种专用胎具 |
| CN103221178A (zh) * | 2010-11-22 | 2013-07-24 | 丰田自动车株式会社 | 气缸体的固定用夹具 |
| CN103567778A (zh) * | 2012-07-30 | 2014-02-12 | 广西玉柴机器股份有限公司 | 粗铣气缸体夹具 |
| CN103659361A (zh) * | 2013-11-29 | 2014-03-26 | 无锡市航鹄科技有限公司 | 高效钻孔用工装 |
| CN104802003A (zh) * | 2015-05-12 | 2015-07-29 | 广西玉柴机器股份有限公司 | 气缸体顶面的加工定位方法及其定位夹紧工装 |
| CN108772737A (zh) * | 2018-06-04 | 2018-11-09 | 成都久和建设设备有限责任公司 | 一种轴承座车削工艺及其工装夹具 |
-
2007
- 2007-12-10 CN CNU2007203102977U patent/CN201109037Y/zh not_active Expired - Fee Related
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103221178A (zh) * | 2010-11-22 | 2013-07-24 | 丰田自动车株式会社 | 气缸体的固定用夹具 |
| CN103221178B (zh) * | 2010-11-22 | 2015-10-21 | 丰田自动车株式会社 | 气缸体的固定用夹具 |
| CN102672502A (zh) * | 2011-03-07 | 2012-09-19 | 瓦房店轴承砂轮制造有限公司 | 加工无定位同心孔的一种专用胎具 |
| CN103567778A (zh) * | 2012-07-30 | 2014-02-12 | 广西玉柴机器股份有限公司 | 粗铣气缸体夹具 |
| CN103567778B (zh) * | 2012-07-30 | 2015-11-25 | 广西玉柴机器股份有限公司 | 粗铣气缸体夹具 |
| CN103659361A (zh) * | 2013-11-29 | 2014-03-26 | 无锡市航鹄科技有限公司 | 高效钻孔用工装 |
| CN103659361B (zh) * | 2013-11-29 | 2016-01-13 | 无锡市航鹄科技有限公司 | 高效钻孔用工装 |
| CN104802003A (zh) * | 2015-05-12 | 2015-07-29 | 广西玉柴机器股份有限公司 | 气缸体顶面的加工定位方法及其定位夹紧工装 |
| CN104802003B (zh) * | 2015-05-12 | 2017-07-07 | 广西玉柴机器股份有限公司 | 气缸体顶面的加工定位方法采用的定位夹紧工装 |
| CN108772737A (zh) * | 2018-06-04 | 2018-11-09 | 成都久和建设设备有限责任公司 | 一种轴承座车削工艺及其工装夹具 |
| CN108772737B (zh) * | 2018-06-04 | 2023-12-05 | 成都久和建设设备有限责任公司 | 一种轴承座车削工艺及其工装夹具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201109037Y (zh) | 一种发动机气缸体精加工用夹具 | |
| CN201979328U (zh) | 一种偏心套的夹具 | |
| CN204818825U (zh) | 一种盘类零件加工用夹具 | |
| CN113027653A (zh) | 一种500bar不锈钢汽油高压油轨及其机加工工艺 | |
| CN101745831A (zh) | 气动式异形工件加工夹具 | |
| CN205465264U (zh) | 一种薄壁零件加工辅助支撑的装置 | |
| CN201755764U (zh) | 薄壁轴套车削加工夹具 | |
| CN201427247Y (zh) | 活塞销偏心加工专用工装 | |
| CN203076963U (zh) | 一种镐臂锥孔车夹具 | |
| CN110802426A (zh) | 一种机匣加工减震夹具 | |
| CN204603482U (zh) | 内胀式外齿圈插齿夹具 | |
| CN201597014U (zh) | 一种气缸体凸轮轴衬套压装工具 | |
| CN213646666U (zh) | 圆柱钻孔夹具 | |
| CN201552446U (zh) | 一种用止推面定位的夹紧机构 | |
| CN203322001U (zh) | 一种定位螺栓 | |
| CN101920467B (zh) | 弹性管组件两支承孔精密加工专用安装系统及方法 | |
| CN212763105U (zh) | 粗扩加工用夹具 | |
| CN202045523U (zh) | 活塞裙销孔加工的装置 | |
| CN216235950U (zh) | 一种翻转夹具的锁紧装置 | |
| CN112455574B (zh) | 独立悬架卡板式鞍座以及骑行车 | |
| CN214162579U (zh) | 阀板内孔精磨装置 | |
| CN220094250U (zh) | 一种用于内圆磨床套筒内圆加工的工装夹具 | |
| CN205043219U (zh) | 一种轴承端盖的机械加工夹具 | |
| CN212665513U (zh) | 工程机械中领蹄的对夹式压紧组件 | |
| CN214980260U (zh) | 一种磨内孔用工装结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20080903 Termination date: 20131210 |