CN1318147C - 完全锥形液体喷嘴和金属铸造中引导冷却液的喷射系统 - Google Patents
完全锥形液体喷嘴和金属铸造中引导冷却液的喷射系统 Download PDFInfo
- Publication number
- CN1318147C CN1318147C CNB028268997A CN02826899A CN1318147C CN 1318147 C CN1318147 C CN 1318147C CN B028268997 A CNB028268997 A CN B028268997A CN 02826899 A CN02826899 A CN 02826899A CN 1318147 C CN1318147 C CN 1318147C
- Authority
- CN
- China
- Prior art keywords
- liquid
- discharge orifice
- blade
- nozzle
- flow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B1/00—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means
- B05B1/34—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to influence the nature of flow of the liquid or other fluent material, e.g. to produce swirl
- B05B1/3405—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to influence the nature of flow of the liquid or other fluent material, e.g. to produce swirl to produce swirl
- B05B1/341—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to influence the nature of flow of the liquid or other fluent material, e.g. to produce swirl to produce swirl before discharging the liquid or other fluent material, e.g. in a swirl chamber upstream the spray outlet
- B05B1/3478—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to influence the nature of flow of the liquid or other fluent material, e.g. to produce swirl to produce swirl before discharging the liquid or other fluent material, e.g. in a swirl chamber upstream the spray outlet the liquid flowing at least two different courses before reaching the swirl chamber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B1/00—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means
- B05B1/34—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to influence the nature of flow of the liquid or other fluent material, e.g. to produce swirl
- B05B1/3405—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to influence the nature of flow of the liquid or other fluent material, e.g. to produce swirl to produce swirl
- B05B1/341—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to influence the nature of flow of the liquid or other fluent material, e.g. to produce swirl to produce swirl before discharging the liquid or other fluent material, e.g. in a swirl chamber upstream the spray outlet
- B05B1/3421—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to influence the nature of flow of the liquid or other fluent material, e.g. to produce swirl to produce swirl before discharging the liquid or other fluent material, e.g. in a swirl chamber upstream the spray outlet with channels emerging substantially tangentially in the swirl chamber
- B05B1/3431—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to influence the nature of flow of the liquid or other fluent material, e.g. to produce swirl to produce swirl before discharging the liquid or other fluent material, e.g. in a swirl chamber upstream the spray outlet with channels emerging substantially tangentially in the swirl chamber the channels being formed at the interface of cooperating elements, e.g. by means of grooves
- B05B1/3447—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to influence the nature of flow of the liquid or other fluent material, e.g. to produce swirl to produce swirl before discharging the liquid or other fluent material, e.g. in a swirl chamber upstream the spray outlet with channels emerging substantially tangentially in the swirl chamber the channels being formed at the interface of cooperating elements, e.g. by means of grooves the interface being a cylinder having the same axis as the outlet
Landscapes
- Nozzles (AREA)
- Continuous Casting (AREA)
Abstract
一种喷嘴(12),其特别适用于将液态冷却剂引导至连铸金属型材上。该喷嘴(12)包括喷嘴主体(18)和叶片(30),喷嘴主体(18)具有与排放孔(22)相通的液体流动通道(21),而叶片(30)设于通道(21)内并处于排放孔(22)的上游。叶片(30)具有用于产生轴流的中心孔(35),以及多条周向隔开的成角度的通道(36),其用于切向式引导多股液流,这些液流会产生液体湍流、分离并与轴流混合,使得从排放孔(22)中喷出的液体能够更均匀地冷却铸造金属,而与因金属浇铸的速度变化所引起的液压变化无关。
Description
技术领域
本发明大体上涉及喷嘴,更具体地涉及完全锥形(full cone)的液体喷嘴,其特别适用于在金属铸造操作中喷射液态冷却剂。
背景技术
在金属铸造操作中,尤其对于从铸模中挤出钢板、钢坯或其它金属型材的金属连铸系统而言,需要用水来喷射显露出来的金属以快速散热。希望这种喷射以精细地雾化并均匀地引导至金属上,以便实现均匀的冷却。液态冷却剂的不均匀分布导致了金属的不均匀冷却,这可能会导致裂纹、高应力以及降低的表面质量和边缘质量。
在金属连铸操作中已经使用了完全锥形的液体喷嘴,以便将冷却液即水引导至金属表面上,从而使冷却效果最大化且不会因增压空气而分解。现有的完全锥形喷嘴通常包括具有排放孔的喷嘴主体和上游叶片,其将涡流运动施加给穿过喷嘴的液体,以便使液流分离并将液体颗粒分布在整个排出的锥形喷流形状上。然而,现有的完全锥形喷嘴具有一些操作上的缺点。
现有的完全锥形液体喷嘴的一个问题是由于液体流量完全由液压控制的原因所引起的。为了获得适当的冷却,在连铸操作中喷出的液体体积必须与型钢的铸造速率相符。换句话说,当金属以较高的速率从铸模中显露出时,需要比低速率铸造期间更大量的冷却剂以实现适当的冷却。然而,在现有的完全锥形喷嘴中,为改变喷射体积所需的液压变化也改变了所排出的锥形射流的角度,这又改变了喷射的覆盖范围,即液体所冲击的金属表面的面积。喷射覆盖范围的变化又可能通过改变了相邻喷嘴的排出射流的重叠范围而改变了冷却的均匀性,在某些情况下会导致在相邻喷嘴的排出射流之间存在间隙。
在金属连铸操作中使用现有的完全锥形液体喷嘴的另一问题在于,无论喷射的压力如何,排出射流在本质上都是不均匀的。测试表明,在平行于喷嘴轴线的一个狭窄平面部分中的每单位面积上所聚集的液体体积(即液体密度)与喷嘴轴线上的垂直于第一平面部分的第二狭窄平面部分中的液体密度相比存在显著的变化。虽然考虑到这种不均匀性而将喷嘴以相互间预定的关系来安装,但通常只是通过螺纹将喷嘴拧紧在供应管上,使得一个喷嘴的不规则喷流形状与相邻喷嘴的不规则喷流形状没有任何关系,这对移动的铸造金属的冷却来说产生了进一步的不均匀。
发明内容
本发明的一个目的是提供一种铸造金属的液体喷射系统,其具有适于更均匀的液体喷射的完全锥形液体喷嘴,因而适于更均匀的金属冷却。
另一目的是提供一种完全锥形的液体喷嘴,其中可根据金属铸造操作的速度来容易地改变排出射流的液体喷射体积,而不会对冷却的均匀性造成负面影响。
又一目的是提供一种具有上述特征的完全锥形的喷嘴,其中所排出的锥形喷射角以及喷射的覆盖范围基本上不受液压变化的影响。
还有一目的是提供一种上述类型的完全锥形的液体喷嘴,其中排出射流中的液体密度在包括了通过喷嘴轴线且彼此垂直的平面部分在内的全部喷流形状上都基本上相似。
另外一目的是提供一种上述类型的完全锥形的液体喷嘴,其构造相对简单,并适于经济的制造和可靠的使用。
具体地,本发明提出一种完全锥形的液体喷嘴,包括:喷嘴主体,其具有位于下游端的排放孔和位于上游端以便与液体供给管相连的入口,穿过所述主体并与所述入口和所述排放孔相通的液体流动通道,设于所述通道内并处于所述排放孔的上游的叶片,所述液体流动通道在所述叶片和所述排放孔之间形成了涡流混合腔,所述叶片具有与所述排放孔同轴的中心孔和至少三条围绕所述中心孔周向设置的成角度的通道,所述中心孔用于产生轴流,而所述成角度的通道用于切向地引导多股液流,所述多股液流产生了液体湍流、分离并与所述轴流相混合,使得从所述排放孔中喷出的液体具有锥形的喷流形状,并且液体颗粒分布在整个喷流形状上,其中,所述成角度的通道均具有预定的宽度“w”和径向深度“d”,所述宽度“w”大于所述深度“d”。
本发明也提出一种完全锥形的液体喷嘴,包括:喷嘴主体,其具有位于下游端的排放孔和位于上游端以便与液体供给管相连的入口,穿过所述主体并与所述入口和所述排放孔相通的液体流动通道,设于所述通道内并处于所述排放孔的上游的叶片,所述液体流动通道在所述叶片和所述排放孔之间形成了涡流混合腔,所述叶片具有与所述排放孔同轴的中心孔和至少三条围绕所述中心孔周向设置的成角度的通道,所述中心孔用于产生轴流,而所述成角度的通道用于切向地引导多股液流,所述多股液流产生了液体湍流、分离并与所述轴流相混合,使得从所述排放孔中喷出的液体具有锥形的喷流形状,并且液体颗粒分布在整个喷流形状上,其中,所述成角度的通道均形成为所述叶片中心孔的通流面积的0.19到0.26倍之间的通流面积。
本发明还提出一种用于在金属铸造装置中引导冷却液的喷射系统,包括:多个相互间并排设置的喷嘴,可操作各所述喷嘴以将冷却液的锥形喷流形状引导至要被冷却的金属表面的覆盖区域上,并且相邻喷嘴的排出射流的覆盖区域相互间部分地重叠,所述喷嘴均包括喷嘴主体,其具有位于下游端处的圆形排放孔,穿过所述主体并与所述主体上游端处的液体入口和所述排放孔相通的液体流动通道,设于所述通道内并处于所述排放孔的上游的叶片,所述液体流动通道在所述叶片和所述排放孔之间形成了涡流混合腔,所述叶片具有多条液体流动通道,其包括至少三条围绕所述叶片周向设置的成角度的通道,所述成角度的通道用于切向地引导多股液流至所述涡流混合腔内,使得从所述排放孔中喷出的液体具有锥形的喷流形状,并且液体颗粒分布在整个喷流形状上,其中,所述成角度的通道均具有预定的宽度“w”和径向深度“d”,所述宽度“w”大于所述深度“d”;液体供应源,其用于根据特定冷却应用所需的所述喷嘴喷出的液体体积而在预定压力范围内的不同压力下将增压冷却液引导至所述喷嘴中;即使所述预定压力范围内的液压产生变化,所述喷嘴也可以有效地以恒定的锥形喷射角排出锥形喷流形状,以用于冲击在恒定覆盖范围上。
本发明也提出一种用于在金属铸造装置中引导冷却液的喷射系统,包括:多个相互间并排设置的喷嘴,可操作各所述喷嘴以将冷却液的锥形喷流形状引导至要被冷却的金属表面的覆盖区域上,并且相邻喷嘴的排出射流的覆盖区域相互间部分地重叠,所述喷嘴均包括喷嘴主体,其具有位于下游端处的圆形排放孔,穿过所述主体并与所述主体上游端处的液体入口和所述排放孔相通的液体流动通道,设于所述通道内并处于所述排放孔的上游的叶片,所述液体流动通道在所述叶片和所述排放孔之间形成了涡流混合腔,所述叶片具有与所述排放孔同轴的用于产生轴流的中心孔和多条围绕所述中心孔周向设置的成角度的通道,所述成角度的通道用于切向地引导多股液流,所述多股液流产生了液体湍流、分离并与所述轴流相混合,使得从所述排放孔中喷出的液体具有锥形的喷流形状,并且液体颗粒分布在整个喷流形状上,其中,所述成角度的通道均形成为所述叶片中心孔的通流面积的0.19到0.26倍之间的通流面积;液体供应源,其用于将增压冷却液引导至所述喷嘴中;即使所述预定压力范围内的液压产生变化,所述喷嘴也可以有效地排放出锥形的喷流形状,并且在通过所述喷嘴主体轴线的第一平面部分中的每单位面积的液体流量与通过所述喷嘴主体轴线且垂直于所述第一平面部分覆盖区域的第二平面部分中的每单位面积的液体流量基本上相似。
在阅读了下述详细描述并参考了附图之后,可以清楚本发明的其它目的和优点,其中:
附图简介
图1是一种连铸装置的侧视图,其包括具有根据本发明的喷嘴的喷射系统;
图2是沿图2中线2-2的平面的截面视图;
图3是所示喷射系统的一个喷嘴的放大的纵向截面;
图4是图3所示喷嘴的上游端的平面图;
图5是施加给图3所示喷嘴的叶片上的涡流的放大的侧视图;
图6是图5所示叶片的下游端的平面图;
图7是所示喷嘴的下游端的平面图,其显示了通过喷嘴轴线的直线部分,在该直线部分内采集排出射流以用于分析评估;
图8是用于比较所示喷嘴在不同液压下工作时的每单位面积的液流流量(喷射密度)和排出射流的覆盖范围的图;
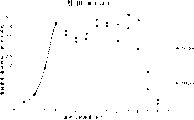
图9是用于比较现有技术的完全锥形液体喷嘴在不同液压下工作时的喷射密度和排出射流的覆盖范围的图表;和
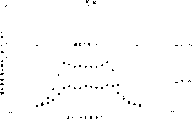
图10是现有技术的完全锥形液体喷嘴在通过喷嘴轴线且彼此垂直的不同平面部分上的喷射密度比较的图示。
虽然本发明具有多种修改形式和备选结构,然而在图中显示了其某一示例性实施例并将在下文中进行详细的介绍。然而应当理解,本发明并不局限于所公开的特定形式,恰恰相反,本发明覆盖了处于其精神和范围内的所有修改、备选结构以及等同物。
优选实施例的详细描述
现在具体地参见附图,其显示了一种示例性的金属连铸装置,其包括具有体现了本发明的完全锥形液体喷嘴12的喷射系统10。连铸装置可以是已知类型的装置,其包括连续式铸模(未示出),通过该铸模可挤压出金属型材,在本例中为板材14的形式。在本例中,板材14从连铸机中显露出来,并通过平行的导辊组15,16而从垂直方位转变到水平方位,这些导辊组15,16被旋转式支撑在显露出的金属型材的相对侧面上。多个喷嘴12被支撑为处于各对导辊15,16之间的相应行,用来将锥形的液体射流即水引导到金属型材14的相对表面上。如本领域中已知的那样,各行喷嘴12都由一根共用的液体供给集管17来支撑,并安装成使得相邻喷嘴组件的排出喷流形状稍稍重叠,从而使运动的金属型材表面被尽可能均匀地冷却。由于各喷嘴12的构造相似,因此只需要详细地介绍一个喷嘴。
如图3所示,各喷嘴12都包括细长的中空主体18,其具有用于与供给管线或管20相连的带有外螺纹的端部19,供给管线20又通常在上游处连接到用于那行喷嘴组件的供给集管上。在喷嘴主体18的下游端附近形成了六角头23,其便于通过扳手将供给管20的接头拧紧到喷嘴主体18上。喷嘴主体18具有与液体供给管20相通的轴向液体通道21,以及位于喷嘴主体下游端的圆形排放孔22。在本例中,排放孔22为圆柱形,其带有内向收敛的截头锥形的入口部分24以及位于出口端处的相对较小的向外延伸的截头锥形部分25。
为了将涡流运动施加到穿过喷嘴主体18的液体上,并将液体分成在从排放孔22中喷出的整个完全锥形液体喷流形状上分布的颗粒,在通道21中的喷嘴主体18的上游端和排放孔22之间设置了叶片30。在本例中叶片30是单独的零件,或者是压配合在液体通道21中的插入件。为了保证叶片30定位在排放孔22上游的预定纵向位置上以使通道21在叶片30和排放孔22之间形成了基本上圆柱形的涡流混合腔31,通道21可形成有微小的沉孔,该沉孔形成了叶片30可定位于其上的定位座32。为了防止叶片在松动时从喷嘴主体18中意外地移动出来,喷嘴主体18围绕着入口通道21的上游端形成有向内指向的径向定位槽34。
根据本发明,喷嘴叶片具有独特的结构,其可促进液体分离以及液体在整个排出的完全锥形喷流形状上的基本上均匀的分布,从而增强了运动的金属型材在连铸操作中的冷却均匀性。为此,叶片30具有中央轴向通道35以及至少三个成一定角度的通道36,通道35用于允许液体流量的中央部分通过,而通道36用于产生多条切线方向上的流体以便与中央流体混合。所示的叶片30具有形式为穿过叶片而轴向延伸的圆柱开口的中央通道35,以及围绕着叶片周边而周向间隔开120°的三条成角度的通道36。在本例中,该成角度的通道36由形成于叶片30的外周上的向外敞开的矩形槽或U形槽来限定。为了将切线方向施加到穿过该成角度的流体通道36的液体上,该成角度的通道36均具有相对于喷嘴的纵向轴线为约25°的出口角φ。为了便于制造,形成了该成角度的通道36的槽以直线方式相对于纵向轴线为恒定的角度φ而延伸穿过叶片。
在所示的叶片30中,成角度的通道36具有比其深度“d”稍微大一些的宽度“w”。该成角度的叶片通道的宽度“w”最好是深度“d”的约1.2倍。该成角度的叶片通道36均优选形成了为叶片中央通道35的面积的约0.19到0.26倍之间的通流面积,并且最好具有为叶片中央通道35的通流面积的约0.2到0.25倍之间的通流面积。喷嘴主体18的排放孔22最好具有为叶片中央通道35的通流面积的约2.0到2.3倍之间的通流面积。虽然所示的叶片具有三条成角度的通道36,然而根据喷嘴主体18的尺寸和冷却液中的任何可引起潜在阻塞的固体颗粒的大小,叶片也可具有四条或更多条成比例的更小一些的成角度的通道。
在本发明中,为了促进液体的分离以及在涡流混合腔31内的混合,叶片30具有呈向内锥形的截头锥形的下游端40,使得各个成角度的通道36将液体部分地排放到锥形腔41内,该腔41在下游方向上扩展开,并且由叶片30的向内锥形的端部40以及涡流混合腔31的环形柱壁来限定。在本例中,叶片的截头锥形端部40具有45°的角α,以及大约为叶片长度“L”的一半的轴向长度“l”。由于某些尚未完全理解的原因,从多个成角度的通道36排放到锥形环状腔41中的液流在其被引导到排放孔22中且穿过排放孔22之前,会导致增强的液体颗粒分离以及与由叶片中央通道35排出的液流的相互混合。
在喷射系统11的操作中,引导至喷嘴主体18的入口通道21中的加压液体将穿过叶片30,一部分流体轴向地穿过中央通道35,而多股液流切向地穿过成角度的通道36。该多股液流分离并在混合腔31中混合,之后从排放口22中以完全锥形的液体喷流形状44的形式排放出来,并且液体喷射的颗粒分布在整个喷流形状上。在所示实施例中,液体以具有锥形喷射角β如65°到75°之间的角度的锥形喷流形状44而排出,其冲击在区域“c”上,该区域即为如图2所示的显露出来的铸造金属型材的覆盖区域。如上所示,喷嘴12布置成使得相邻喷嘴的喷射覆盖区域“c”部分地彼此重叠。
在本发明中,可通过在一个很大的压力范围内改变液体入口压力来容易地调节从喷嘴中引出的液体体积,不会影响所排出的锥形射流的喷射角β,从而不会显著地改变排出射流的覆盖区域“c”,即排出射流冲击在金属表面上的区域。即使入口液压产生显著的变化,所排出的锥形射流的锥形喷射角β以及喷射的覆盖范围“c”都将保持基本上不变。例如,图8显示了体现了本发明的喷嘴在20磅/平方英寸(psi)和80psi下操作时的每单位面积的流动体积,即喷射密度。在本例中,液体是在通过喷嘴轴线的平面部分45a中采集的(参见图7)。可以看到,当在增大的液压下操作时,产生了比在较低入口液压下操作时更大的喷射密度,但是在这两种压力下所排出的锥形射流的覆盖区域“c”基本上相同。
相比而言,图9显示了迄今为止由申请人销售的现有技术的1/4HHX-8 Full Jet型完全锥形喷嘴的性能。虽然喷射密度随着液压的增大而增大,然而喷嘴在10psi下操作时的喷射覆盖范围“c-1”明显小于喷嘴在60psi下操作时的喷射覆盖范围“c-2”。结果,当喷嘴在如此低的液压下工作时,相邻喷嘴的喷射覆盖范围的重叠量明显小于在较高液压操作期间的重叠量,而且取决于喷嘴的间距,可能会导致在相邻喷嘴的喷射覆盖范围之间产生不必要的间隙。这两种情况下都会对冷却的均匀性产生负面影响。
在本发明中,本发明喷嘴12的排出锥形射流的液体分布在整个喷流形状上基本上类似。例如,图8显示了在通过喷嘴轴线的相对狭窄的平面部分45a(见图7)中的每单位面积的流量,即喷射密度。测试表明,锥形射流在通过喷嘴轴线且与平面部分45a垂直的平面部分45b中的液体分布是基本上相同的。换句话说,该分布在整个喷流形状上保持相似,而与平面部分的角方位无关。因此,可通过螺纹配合将喷嘴组件拧紧在液体供给管上,这样,相邻喷嘴的液体分布是基本上相似的,与喷嘴主体相对于供给管的螺纹拧紧式旋转位置无关。
相比而言,图10显示了申请人的现有技术的1/4HHX-8 Full Jet型喷嘴在60psi下工作时的每单位面积的流量。可以看到,通过喷嘴主体轴线的第一平面部分中的液体分布(以实线示出)相对于通过喷嘴主体轴线且与第一平面部分垂直的第二平面部分中的液体分布(以虚线示出)来说发生了显著的变化。当将相邻的喷嘴通过螺纹以相对于供给管为不同的旋转位置而拧紧在其各自的供给管上时,由这种喷嘴所引起的冷却不均匀是很明显的。
从上述内容中可以看到,本发明的喷射系统适于在连铸操作中更均匀且更有效地冷却金属型材,这就为铸造金属提供了更好的表面质量和边缘质量。此外,通过改变液体的入口压力就可以容易地改变通过液体喷嘴的喷射体积,不会对冷却的均匀性产生负面影响。喷嘴组件还可产生基本上相似的喷流形状,包括在通过喷嘴轴线的相互垂直设置的平面部分中具有基本上相似的液体密度或分布型式。本领域的技术人员可以理解,这种喷嘴的构造相对简单,并有助于经济的制造和可靠的使用。
Claims (21)
1.一种完全锥形的液体喷嘴,包括:
喷嘴主体,其具有位于下游端的排放孔和位于上游端以便与液体供给管相连的入口,穿过所述主体并与所述入口和所述排放孔相通的液体流动通道,设于所述通道内并处于所述排放孔的上游的叶片,所述液体流动通道在所述叶片和所述排放孔之间形成了涡流混合腔,所述叶片具有与所述排放孔同轴的中心孔和至少三条围绕所述中心孔周向设置的成角度的通道,所述中心孔用于产生轴流,而所述成角度的通道用于切向地引导多股液流,所述多股液流产生了液体湍流、分离并与所述轴流相混合,使得从所述排放孔中喷出的液体具有锥形的喷流形状,并且液体颗粒分布在整个喷流形状上,其中,所述成角度的通道均具有预定的宽度“w”和径向深度“d”,所述宽度“w”大于所述深度“d”。
2.根据权利要求1所述的喷嘴,其特征在于,所述喷嘴主体的排放孔具有圆形的结构。
3.根据权利要求1所述的喷嘴,其特征在于,所述叶片是固定在所述液体通道中的单独的插入件。
4.根据权利要求1所述的喷嘴,其特征在于,所述叶片具有截头锥形的下游端。
5.根据权利要求4所述的喷嘴,其特征在于,所述成角度的通道至少部分地与所述叶片的所述截头锥形下游端相通。
6.根据权利要求4所述的喷嘴,其特征在于,所述主体的通道和所述叶片的截头锥形下游端形成了一个向外展开且与所述涡流腔相通的环形腔,所述成角度的通道将液体排放到所述环形腔内。
7.根据权利要求6所述的喷嘴,其特征在于,所述叶片的截头锥形端延伸为叶片轴向长度的一半的轴向长度。
8.根据权利要求1所述的喷嘴,其特征在于,所述成角度的通道围绕所述叶片等间隔地分布在120°的周向位置上。
9.根据权利要求1所述的喷嘴,其特征在于,所述成角度的通道笔直地延伸穿过所述叶片。
10.根据权利要求8所述的喷嘴,其特征在于,所述成角度的通道均具有U形的截面。
11.根据权利要求1所述的喷嘴,其特征在于,所述喷嘴主体的排放孔具有与涡流腔相通的向内收敛的截头锥形的入口部分,以及位于下游端处的向外延伸的截头锥形部分。
12.根据权利要求1所述的喷嘴,其特征在于,所述成角度的通道均具有为所述深度“d”的1.2倍的宽度“w”。
13.一种完全锥形的液体喷嘴,包括:
喷嘴主体,其具有位于下游端的排放孔和位于上游端以便与液体供给管相连的入口,穿过所述主体并与所述入口和所述排放孔相通的液体流动通道,设于所述通道内并处于所述排放孔的上游的叶片,所述液体流动通道在所述叶片和所述排放孔之间形成了涡流混合腔,所述叶片具有与所述排放孔同轴的中心孔和至少三条围绕所述中心孔周向设置的成角度的通道,所述中心孔用于产生轴流,而所述成角度的通道用于切向地引导多股液流,所述多股液流产生了液体湍流、分离并与所述轴流相混合,使得从所述排放孔中喷出的液体具有锥形的喷流形状,并且液体颗粒分布在整个喷流形状上,其中,所述成角度的通道均形成为所述叶片中心孔的通流面积的0.19到0.26倍之间的通流面积。
14.根据权利要求13所述的喷嘴,其特征在于,所述排放孔形成为所述叶片中心孔的通流面积的2.0到2.3倍之间的通流面积。
15.一种用于在金属铸造装置中引导冷却液的喷射系统,包括:多个相互间并排设置的喷嘴,可操作各所述喷嘴以将冷却液的锥形喷流形状引导至要被冷却的金属表面的覆盖区域上,并且相邻喷嘴的排出射流的覆盖区域相互间部分地重叠,所述喷嘴均包括喷嘴主体,其具有位于下游端处的圆形排放孔,穿过所述主体并与所述主体上游端处的液体入口和所述排放孔相通的液体流动通道,设于所述通道内并处于所述排放孔的上游的叶片,所述液体流动通道在所述叶片和所述排放孔之间形成了涡流混合腔,所述叶片具有多条液体流动通道,其包括至少三条围绕所述叶片周向设置的成角度的通道,所述成角度的通道用于切向地引导多股液流至所述涡流混合腔内,使得从所述排放孔中喷出的液体具有锥形的喷流形状,并且液体颗粒分布在整个喷流形状上,其中,所述成角度的通道均具有预定的宽度“w”和径向深度“d”,所述宽度“w”大于所述深度“d”;液体供应源,其用于根据特定冷却应用所需的所述喷嘴喷出的液体体积而在预定压力范围内的不同压力下将增压冷却液引导至所述喷嘴中;即使所述预定压力范围内的液压产生变化,所述喷嘴也可以有效地以恒定的锥形喷射角排出锥形喷流形状,以用于冲击在恒定覆盖范围上。
16.根据权利要求15所述的喷射系统,其特征在于,所述叶片具有截头锥形的下游端,所述成角度的通道至少部分地与所述叶片的所述截头锥形的下游端相通。
17.根据权利要求15所述的喷射系统,其特征在于,所述成角度的通道笔直地延伸穿过所述叶片。
18.根据权利要求15所述的喷射系统,其特征在于,所述叶片的液体流动通道包括与所述排放孔同轴的用于产生轴流的中心孔,所述轴流可与由所述成角度的通道切向喷出的多股液流混合。
19.一种用于在金属铸造装置中引导冷却液的喷射系统,包括:多个相互间并排设置的喷嘴,可操作各所述喷嘴以将冷却液的锥形喷流形状引导至要被冷却的金属表面的覆盖区域上,并且相邻喷嘴的排出射流的覆盖区域相互间部分地重叠,所述喷嘴均包括喷嘴主体,其具有位于下游端处的圆形排放孔,穿过所述主体并与所述主体上游端处的液体入口和所述排放孔相通的液体流动通道,设于所述通道内并处于所述排放孔的上游的叶片,所述液体流动通道在所述叶片和所述排放孔之间形成了涡流混合腔,所述叶片具有与所述排放孔同轴的用于产生轴流的中心孔和多条围绕所述中心孔周向设置的成角度的通道,所述成角度的通道用于切向地引导多股液流,所述多股液流产生了液体湍流、分离并与所述轴流相混合,使得从所述排放孔中喷出的液体具有锥形的喷流形状,并且液体颗粒分布在整个喷流形状上,其中,所述成角度的通道均形成为所述叶片中心孔的通流面积的0.19到0.26倍之间的通流面积;液体供应源,其用于将增压冷却液引导至所述喷嘴中;即使所述预定压力范围内的液压产生变化,所述喷嘴也可以有效地排放出锥形的喷流形状,并且在通过所述喷嘴主体轴线的第一平面部分中的每单位面积的液体流量与通过所述喷嘴主体轴线且垂直于所述第一平面部分覆盖区域的第二平面部分中的每单位面积的液体流量基本上相似。
20.根据权利要求19所述的喷射系统,其特征在于,所述叶片具有截头锥形的下游端,所述成角度的通道至少部分地与所述叶片的所述截头锥形下游端相通。
21.根据权利要求19所述的喷射系统,其特征在于,所述叶片具有至少三条所述成角度的通道。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/992,729 US6561440B1 (en) | 2001-11-14 | 2001-11-14 | Full cone spray nozzle for metal casting cooling system |
| US09/992,729 | 2001-11-14 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2007100968915A Division CN101036907B (zh) | 2001-11-14 | 2002-07-16 | 完全锥形液体喷嘴和金属铸造中引导冷却液的喷射系统 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1612784A CN1612784A (zh) | 2005-05-04 |
| CN1318147C true CN1318147C (zh) | 2007-05-30 |
Family
ID=25538673
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB028268997A Expired - Lifetime CN1318147C (zh) | 2001-11-14 | 2002-07-16 | 完全锥形液体喷嘴和金属铸造中引导冷却液的喷射系统 |
| CN2007100968915A Expired - Lifetime CN101036907B (zh) | 2001-11-14 | 2002-07-16 | 完全锥形液体喷嘴和金属铸造中引导冷却液的喷射系统 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2007100968915A Expired - Lifetime CN101036907B (zh) | 2001-11-14 | 2002-07-16 | 完全锥形液体喷嘴和金属铸造中引导冷却液的喷射系统 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6561440B1 (zh) |
| EP (1) | EP1444047B1 (zh) |
| JP (1) | JP2005508741A (zh) |
| CN (2) | CN1318147C (zh) |
| WO (1) | WO2003041866A1 (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101972720A (zh) * | 2009-04-06 | 2011-02-16 | 上海九鹰电子科技有限公司 | 一种节水淋浴喷头 |
| TWI507248B (zh) * | 2012-12-28 | 2015-11-11 | Nippon Steel & Sumitomo Metal Corp | Filled cone nozzle |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6814307B2 (en) * | 2002-01-24 | 2004-11-09 | Combustion Components Associates, Inc. | Low NOx liquid fuel oil atomizer spray plate and fabrication method thereof |
| WO2004075839A2 (en) * | 2003-02-21 | 2004-09-10 | Irm Llc | Methods and compositions for modulating apoptosis |
| US7007739B2 (en) | 2004-02-28 | 2006-03-07 | Wagstaff, Inc. | Direct chilled metal casting system |
| JP4899335B2 (ja) * | 2005-04-26 | 2012-03-21 | 日油株式会社 | 融雪剤組成物 |
| US7793588B2 (en) * | 2005-08-22 | 2010-09-14 | Goss International Americas, Inc. | Spray pattern valve body |
| US20070045453A1 (en) * | 2005-08-23 | 2007-03-01 | Goss International Americas, Inc. | Central manifold supply for spray bar |
| US20070044670A1 (en) * | 2005-08-23 | 2007-03-01 | Goss International Americas, Inc. | Spray bar control for accomodating multiple widths |
| DE102005047195B3 (de) | 2005-09-23 | 2007-06-06 | Lechler Gmbh | Vollkegelsprühdüse |
| US7611080B2 (en) * | 2006-06-05 | 2009-11-03 | Spraying Systems Co. | Full cone air assisted spray nozzle for continuous metal casting cooling |
| US8104697B2 (en) * | 2008-03-19 | 2012-01-31 | Petrovic John E | Fluid spray control device |
| US20090288798A1 (en) * | 2008-05-23 | 2009-11-26 | Nucor Corporation | Method and apparatus for controlling temperature of thin cast strip |
| CN102159810B (zh) * | 2008-09-19 | 2013-11-13 | 雷诺卡车公司 | 排气管中的混合装置 |
| US10000370B2 (en) | 2010-02-05 | 2018-06-19 | Ecowell, Llc | Container-less custom beverage vending invention |
| US10017372B2 (en) | 2010-02-05 | 2018-07-10 | Ecowell, Llc | Container-less custom beverage vending invention |
| DE102010051227A1 (de) * | 2010-11-12 | 2012-05-16 | Dental Care Innovation Gmbh | Düse zur Abstrahlung von flüssigen Reinigungsmitteln mit darin dispergierten abrasiven Partikeln |
| CN102513232A (zh) * | 2012-01-06 | 2012-06-27 | 淮南同正科技有限公司 | 除尘喷雾头 |
| CN104010732B (zh) | 2012-12-25 | 2016-08-24 | 新日铁住金株式会社 | 全圆锥喷雾喷嘴 |
| CN103252296A (zh) * | 2013-05-28 | 2013-08-21 | 清华大学 | 喷雾喷嘴及喷雾装置 |
| CN105722603B (zh) * | 2013-09-20 | 2021-02-19 | 喷雾系统公司 | 适于流体化的催化裂化的喷雾喷嘴 |
| EP3068545A4 (en) * | 2013-11-12 | 2017-04-26 | Spraying Systems Co. | Catalytic cracking spray nozzle with internal liquid particle dispersion ring |
| JP6440160B2 (ja) * | 2015-01-05 | 2018-12-19 | スプレーイングシステムスジャパン合同会社 | 広角フルコーンスプレーノズル |
| KR101836661B1 (ko) * | 2016-07-04 | 2018-03-08 | 현대자동차주식회사 | 철계 분말 제조장치 |
| CN106391593B (zh) * | 2016-12-10 | 2019-04-12 | 无锡银联齿轮传动机械有限公司 | 柄管镀前清洗机的清洗座 |
| USD825741S1 (en) | 2016-12-15 | 2018-08-14 | Water Pik, Inc. | Oral irrigator handle |
| EP3595578B1 (en) | 2017-03-16 | 2023-12-20 | Water Pik, Inc. | Oral irrigator for use with oral agent |
| JP7152279B2 (ja) * | 2018-11-30 | 2022-10-12 | 株式会社荏原製作所 | 研磨装置 |
| CN110653077B (zh) * | 2019-10-09 | 2021-04-09 | 湖南大用环保科技有限公司 | 自清洁防堵喷嘴 |
| JP2021178319A (ja) * | 2020-05-15 | 2021-11-18 | スプレイング システムズ カンパニー | 改良型のデスケーリングノズルアセンブリ |
| DE102021122708A1 (de) * | 2021-09-02 | 2023-03-02 | Alfred Kärcher SE & Co. KG | Flächenreinigungskopf |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4669667A (en) * | 1985-10-29 | 1987-06-02 | Kerr-Mcgee Chemical Corporation | Nozzle for spraying a liquid into a vessel opening |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2428748A (en) * | 1944-06-22 | 1947-10-07 | Star Sprinkler Corp | Nozzle |
| DE7242476U (de) | 1972-11-18 | 1973-04-05 | Lechler Apparatebau Kg | Vollkegelduese zum verspruehen von fluessigkeiten |
| US4474331A (en) * | 1982-09-27 | 1984-10-02 | Wm. Steinen Mfg. Co. | Recessed center vane for full cone nozzle |
| US5143298A (en) | 1990-10-31 | 1992-09-01 | Man Roland Druckmaschinen Ag | Spray nozzle assembly with swivel mounted hollow cone spray tip |
| US6076744A (en) | 1998-12-23 | 2000-06-20 | Spraying Systems Co. | Full cone spray nozzle |
-
2001
- 2001-11-14 US US09/992,729 patent/US6561440B1/en not_active Expired - Lifetime
-
2002
- 2002-07-16 WO PCT/US2002/022582 patent/WO2003041866A1/en active Application Filing
- 2002-07-16 JP JP2003543743A patent/JP2005508741A/ja active Pending
- 2002-07-16 CN CNB028268997A patent/CN1318147C/zh not_active Expired - Lifetime
- 2002-07-16 CN CN2007100968915A patent/CN101036907B/zh not_active Expired - Lifetime
- 2002-07-16 EP EP02759154.4A patent/EP1444047B1/en not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4669667A (en) * | 1985-10-29 | 1987-06-02 | Kerr-Mcgee Chemical Corporation | Nozzle for spraying a liquid into a vessel opening |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101972720A (zh) * | 2009-04-06 | 2011-02-16 | 上海九鹰电子科技有限公司 | 一种节水淋浴喷头 |
| CN101972720B (zh) * | 2009-04-06 | 2012-08-29 | 上海九鹰电子科技有限公司 | 一种节水淋浴喷头 |
| TWI507248B (zh) * | 2012-12-28 | 2015-11-11 | Nippon Steel & Sumitomo Metal Corp | Filled cone nozzle |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101036907B (zh) | 2011-05-18 |
| US6561440B1 (en) | 2003-05-13 |
| EP1444047A4 (en) | 2009-03-11 |
| CN1612784A (zh) | 2005-05-04 |
| WO2003041866A1 (en) | 2003-05-22 |
| JP2005508741A (ja) | 2005-04-07 |
| CN101036907A (zh) | 2007-09-19 |
| EP1444047B1 (en) | 2015-08-26 |
| US20030089800A1 (en) | 2003-05-15 |
| EP1444047A1 (en) | 2004-08-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1318147C (zh) | 完全锥形液体喷嘴和金属铸造中引导冷却液的喷射系统 | |
| EP1071514B1 (en) | Spray nozzle assembly | |
| US6705538B2 (en) | Two-medium spraying nozzle and method of using same | |
| EP0161307B1 (en) | Nozzle for atomized fan-shaped spray | |
| US6726127B2 (en) | Air assisted liquid spray nozzle assembly | |
| CN1935386B (zh) | 全锥形喷嘴 | |
| AU2007258736B2 (en) | Full cone air assisted spray nozzle for continuous metal casting cooling | |
| JP2005508741A5 (zh) | ||
| SE452415B (sv) | Sprutmunstycke | |
| FI111054B (fi) | Suutin pintojen päällystämiseksi | |
| US5065945A (en) | Multiple head spray nozzle assembly with common supply manifold | |
| JP6440160B2 (ja) | 広角フルコーンスプレーノズル | |
| US4346724A (en) | Apparatus for spraying a coolant on a steel slab | |
| JP2588803Y2 (ja) | 液噴射ノズル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C56 | Change in the name or address of the patentee |
Owner name: SPRAYING SYSTEM CO., LTD. Free format text: FORMER NAME: SPRAY SYSTEMS INC. |
|
| CP01 | Change in the name or title of a patent holder |
Address after: Illinois State Patentee after: SPRAYING SYSTEMS Co. Address before: Illinois State Patentee before: SPRAYING SYSTEMS CO. |
|
| CX01 | Expiry of patent term |
Granted publication date: 20070530 |
|
| CX01 | Expiry of patent term |