CN1308540C - 轻质衬垫地毯及其制作方法 - Google Patents
轻质衬垫地毯及其制作方法 Download PDFInfo
- Publication number
- CN1308540C CN1308540C CNB018106927A CN01810692A CN1308540C CN 1308540 C CN1308540 C CN 1308540C CN B018106927 A CNB018106927 A CN B018106927A CN 01810692 A CN01810692 A CN 01810692A CN 1308540 C CN1308540 C CN 1308540C
- Authority
- CN
- China
- Prior art keywords
- carpet
- liner
- square
- lining
- composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
- D06N7/0063—Floor covering on textile basis comprising a fibrous top layer being coated at the back with at least one polymer layer, e.g. carpets, rugs, synthetic turf
- D06N7/0068—Floor covering on textile basis comprising a fibrous top layer being coated at the back with at least one polymer layer, e.g. carpets, rugs, synthetic turf characterised by the primary backing or the fibrous top layer
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
- D06N7/0063—Floor covering on textile basis comprising a fibrous top layer being coated at the back with at least one polymer layer, e.g. carpets, rugs, synthetic turf
- D06N7/0071—Floor covering on textile basis comprising a fibrous top layer being coated at the back with at least one polymer layer, e.g. carpets, rugs, synthetic turf characterised by their backing, e.g. pre-coat, back coating, secondary backing, cushion backing
- D06N7/0073—Floor covering on textile basis comprising a fibrous top layer being coated at the back with at least one polymer layer, e.g. carpets, rugs, synthetic turf characterised by their backing, e.g. pre-coat, back coating, secondary backing, cushion backing the back coating or pre-coat being applied as an aqueous dispersion or latex
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
- D06N7/0063—Floor covering on textile basis comprising a fibrous top layer being coated at the back with at least one polymer layer, e.g. carpets, rugs, synthetic turf
- D06N7/0071—Floor covering on textile basis comprising a fibrous top layer being coated at the back with at least one polymer layer, e.g. carpets, rugs, synthetic turf characterised by their backing, e.g. pre-coat, back coating, secondary backing, cushion backing
- D06N7/0078—Floor covering on textile basis comprising a fibrous top layer being coated at the back with at least one polymer layer, e.g. carpets, rugs, synthetic turf characterised by their backing, e.g. pre-coat, back coating, secondary backing, cushion backing the back coating or pre-coat being applied as a hot melt
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
- D06N7/0063—Floor covering on textile basis comprising a fibrous top layer being coated at the back with at least one polymer layer, e.g. carpets, rugs, synthetic turf
- D06N7/0071—Floor covering on textile basis comprising a fibrous top layer being coated at the back with at least one polymer layer, e.g. carpets, rugs, synthetic turf characterised by their backing, e.g. pre-coat, back coating, secondary backing, cushion backing
- D06N7/0086—Floor covering on textile basis comprising a fibrous top layer being coated at the back with at least one polymer layer, e.g. carpets, rugs, synthetic turf characterised by their backing, e.g. pre-coat, back coating, secondary backing, cushion backing characterised by the cushion backing, e.g. foamed polyurethane
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2201/00—Chemical constitution of the fibres, threads or yarns
- D06N2201/08—Inorganic fibres
- D06N2201/082—Glass fibres
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2203/00—Macromolecular materials of the coating layers
- D06N2203/04—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D06N2203/042—Polyolefin (co)polymers
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2203/00—Macromolecular materials of the coating layers
- D06N2203/06—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06N2203/061—Polyesters
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2203/00—Macromolecular materials of the coating layers
- D06N2203/06—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06N2203/068—Polyurethanes
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Carpets (AREA)
- Floor Finish (AREA)
- Synthetic Leather, Interior Materials Or Flexible Sheet Materials (AREA)
Abstract
本发明提供了一种改善的轻质衬垫式铺地材料、铺地织物、地毯、组合地毯及其制造方法。该轻质衬垫式地毯包括具有一个底布基和很多从一面向外突出的形成绒头纱线的轻质地毯底布。一层补强材料粘接在底布基上没有绒头纱线的一面。该增强层粘接并可嵌入聚合物(如聚氨酯)衬垫层。还提供了一种制造本发明轻质衬垫式地毯或组合地毯的设备和方法。
Description
相关申请的交叉参考
本申请是2000年6月5日提交的美国专利申请09/587,654的部分连续申请,并享有相同的优先权,在此引入作为参考。
发明领域
本发明涉及衬垫式、泡沫底衬或衬底表面覆盖物、墙布、地面覆盖物、铺地材料、地毯、组合地毯或其类似物,更具体地,涉及轻质衬垫式地毯、组合地毯及其制造方法。还提供了本发明用于制造衬垫式地面覆盖物、地毯或组合地毯的方法和设备。
发明背景
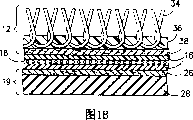
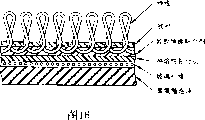
如美国专利4,522,857、5,540,968、5,545,276、5,948,500和6,203,881(在此全部引入作为参考)中所描述的,带衬底的地毯和组合地毯对本领域的技术人员来说是公知的。如专利5,948,500中描述并在此显示的,图1A显示了簇绒地毯的一个例子且图1B显示了粘合地毯的一个例子。
在图1A的簇绒地毯中,地毯底布12嵌入粘接层16,其中也嵌有一层玻璃纤维网或无纺材料。复合泡沫基19同样粘接在粘接层16上。在图1A显示的簇绒地毯中,地毯底布12包括一层毛圈绒头层20,该绒头层由常规簇绒方法在底布22上簇生并通过胶乳预涂层底布层24或其它合适的粘合剂包括热熔粘合剂等固定不动。其它特有粘合剂包括热融粘合剂或其它类似粘合剂。簇绒地毯产品的复合泡沫基19包括一个模塑于聚氨酯泡沫层28的中间层26,如图所示。
粘合地毯产品(图1B)使用同样类型的粘接在粘接层16上的复合泡沫基19。但是,粘合地毯底布12与簇绒地毯的底布组分有所不同,在于它具有植入PVC、胶乳或热熔粘合剂36的割绒纱线34,其具有由玻璃纤维、尼龙、聚丙烯或聚酯构成的纺织或无纺增强或基质层38。
用于形成在专利4,522,857中公开的产品和其它已知产品的实践包括通过如在Tillotson的美国专利4,171,395、4,132,817和4,512,831(在此全部引入作为参考)中公开的实践预成型和固化聚氨酯复合泡沫基19和其它底衬材料。如在这些专利中所述的,只有在形成复合泡沫基并在一定程度上固化成标准组件后才可层压成地毯基。
如在上述的专利5,948,500中所述,该标准成型和装配实践的成本可通过实施一个简化操作而降低,在所述操作中,地毯底布(含或不含一层稳定纤维网及其类似物)被直接置入形成聚氨酯组合物中,然后固化聚氨酯。如果形成聚氨酯组合物在与地毯基结合前不需预固化,则该方法更有效。
在专利5,948,500描述的发明前,将聚氨酯衬底应用于织物基的已知方法在于控制聚氨酯组合物及其相连的织物层在极相近的温度下,以在层压地毯底布以形成复合结构前,在聚氨酯的预固化中保持稳定。为生产可使地毯底衬应用其上的稳定泡沫结构,这种预固化被认为是必要的。在与加热过的底布结合前,加热聚氨酯组合物使得聚合物交联,这一过程被认为是使泡沫混合物稳定足以防止其崩溃所必需的。
专利5,948,500中描述的发明还提供一种可修改成原地形成以前未被使用的稳定的衬垫式复合地毯的非常简单的复合结构。特定的,以前从未公认,可使用单一方法通过在固化聚氨酯前将地毯底布(经或未经一定程度的预热)直接置入机械发泡的形成聚氨酯组合物而没有其它中间层材料的的情况下把衬垫式复合地毯的各层结合在一起。
如所指出的,现有技术制备地毯的方法典型地要求分别形成具有底衬层和一层聚氨酯泡沫的复合泡沫基。然后将该底衬层用作中间层,其上可粘接地毯底布和增强层。
如在专利5,948,500中所述,将地毯底布基粘接在一层无纺玻璃补强材料上以形成预组合物。同时将形成聚氨酯组合物的浆料沉积在纺织或无纺底衬材料上。随后几乎立刻将预组合物和形成聚氨酯材料混合在一起,使得预组合物置入并由形成聚氨酯浆料支撑。然后加热整个结构以固化形成聚氨酯材料。虽然该工艺不需预热,但预组合物可微热至大约120华氏度以改善加热效率。
市场上现有的高级衬垫组合地毯或标准衬垫组合地毯,例如,由佐治亚州拉格朗日的美利肯公司(美利肯& Company)以商标ComfortPlus销售的产品的地毯底布的正面重量为20~40盎司/平方码,热熔层为38~54盎司/平方码,衬垫厚为0.10~0.2英寸,重量为28~34盎司/平方码,密度为18磅/立方英尺,整个产品厚0.4~0.8英寸。这种高级衬垫组合地毯具有极好弹性、舒适的触感,显示出加速其用于大量商业应用的性能特征,并且由于具有优良的外观、手感、抗磨损性、舒适性、和衬垫特征、性能、性质等,在工业上已达到显著的状态。由于要求使用的原材料的质量和数量都很高,这种高级衬垫组合地毯的价格比较高。
虽然也尝试过使用较低质量的原料以降低铺地织物即地毯的成本,但是这种尝试没有取得很大成功。较低质量的产品在外观、手感、抗磨损性、舒适度等方面都不能令人满意。因此,这种产品在工业上是不可接受的,并且在商业上也是失败的。
发明目的及概述
根据上述内容,本发明的一般目的是提供一种轻质泡沫底衬或衬垫的表面覆盖物、墙布、铺地织物、铺地材料、地毯或组合地毯。
本发明的另一目的是提供一种低正面重量的地毯或组合地毯。
本发明的另一目的是提供一种包括正面重量小于或等于大约15盎司/平方码的地毯的组合地毯。
本发明的另一目的是提供一种弹性或热熔层小于或等于大约50盎司/平方码的组合地毯。
本发明还有一个目的是提供一种具有轻型衬垫的组合地毯。
本发明的另一目的是提供一种具有厚大约0.04~0.12英寸、优选厚大约0.04~0.09英寸的轻型衬垫的组合地毯。
本发明的另一目的是提供一种具有密度小于或等于大约20磅/立方英尺的轻型衬垫的组合地毯。
本发明还有一目的是提供一种具有密度为13~16磅/立方英尺的轻型衬垫的组合地毯。
本发明的另一目的是提供一种具有重量小于或等于大约26盎司/平方码的轻型衬垫的组合地毯。
本发明的另一目的是提供一种具有良好弹性和舒适触感的轻质标准组合地毯。
本发明仍有另一目的是提供一种显示出可加速其用于大量商业应用的性能特征的轻质标准组合地毯。
本发明的另一目的是提供一种制作轻质表面覆盖物、墙布、铺地织物、铺地材料、地毯、复合地毯、组合地毯及其类似物的方法。
本发明的另一目的是提供一种制作具有良好弹性、舒适触感且具有加速其用于大量商业应用的性能特征的轻质标准组合地毯的方法。
本发明的一个目的是提供一种至少部分地将增强层置于与地毯底布连接的聚合物中的轻质衬垫式复合地毯或组合地毯,其中该聚合物原地置入形成衬垫的聚合物浆料中。
本发明的一个相关目的是提供一种地毯底布置于增强层且被原地置入未经预固化处理的形成聚氨酯组合物中的轻质衬垫式复合地毯或组合地毯。
本发明的另一目的是提供一种制作轻质衬垫式复合地毯或组合地毯的方法,在此,增强层粘接于地毯底布基上,形成聚氨酯组合物应用于无纺底衬层上,且粘接着增强层的地毯底布连接在形成聚氨酯组合物上以形成复合地毯。
本发明的另一相关目的是提供一种用于原地形成衬垫式复合地毯的连续方法,在此,通过原地应用形成聚氨酯组合物将增强层粘接于地毯底布基和底衬层之间,而无需中间的粘合步骤。
本发明的又一相关目的是提供一种用于完成连续的原地形成衬垫式复合地毯的设备。
本发明的另一目的是可在本发明的轻质复合地毯和轻质组合地毯上定向印制独立的图案或能够不经切割与图案精确叠合的组合地毯而适当结合并使地毯像用传统的方块镶嵌或用琢石(砖块)一样整体安装。优选的安装方法是利用或不用地板粘合剂的整体法或琢石法。
根据本发明的实施方案,可分割成轻质标准组合地毯的轻质标准复合地毯包括一个轻质地毯底布即地毯坯,例如,它的正面重量小于或等于大约15盎司/平方码,热熔层小于或等于50盎司/平方码,轻型衬垫厚大约0.04~0.12英寸。该衬垫的密度可为13~16磅/立方英尺或更小。
已经出乎意料地发现这种轻质标准复合地毯和轻质标准组合地毯具有极好外观、抗磨衬垫、弹性、舒适触感、并显示出可加速其用于大量商业应用的性能特征。因此,这种轻质复合地毯和轻质组合地毯可取代标准重量衬垫或硬底衬组合地毯或阔幅地毯,以降低成本、降低原料需求、减轻重量、降低能源需求、减轻环境影响等。
根据本发明的具体实施例,轻质标准复合地毯可以切割成标准组合地毯或方块地毯,例如,18英寸×18英寸,36英寸×36英寸,50厘米×50厘米,1米×1米,48英寸×48英寸或其它类似尺寸。
另外,本发明的轻质复合地毯或轻质组合地毯可利用常规安装方法就地或在地板上安装,也可利用不含粘合剂安装、自粘等进行施工。
另外,可在本发明的轻质复合地毯和轻质组合地毯上定向印制独立的图案或能够不经切割与图案精确叠合的组合地毯而适当结合并使地毯像用传统的方块镶嵌或用琢石(砖块)一样整体安装。优选的安装方法是利用或不用地板粘合剂的整体法或琢石法。
根据本发明,已经出乎意料地发现具有极好外观、手感、抗磨损性、弹性、舒适触感、并显示出加速其用于大量商业应用的性能特征的复合地毯或组合地毯可通过将轻质地毯底布与热熔或弹性层和轻型衬垫结合进行制作。
根据本发明,轻质标准组合地毯的整体厚度根据组合地毯的构造(层或组分数量)可为大约0.20~0.5英寸,并且可被切割成常规的任意形状和尺寸。
本发明的轻质复合地毯尤其适合切割用作轻质标准组合地毯,但也发现其可用作其它地毯或铺地织物,如地毯、阔幅小地毯、走廊地毯、铺地小块地毯或其类似物。
本发明的一个特征是提供包括与增强层层压连接的地毯底布的轻质衬垫式复合地毯或组合地毯,其中该增强层至少部分嵌入与无纺底衬层连接的聚氨酯泡沫层中。该增强层可由聚氨酯泡沫或由单独的粘合剂粘接在地毯底布基上。
本发明的一个特征是提供包括与连接在无纺底衬层上的聚氨酯泡沫层层压连接的地毯底布的轻质衬垫式复合地毯或组合地毯。
本发明的一个特征是提供包括与增强层和聚氨酯泡沫层层压连接的地毯底布的轻质衬垫式复合地毯或组合地毯。该增强层可由聚氨酯泡沫或由单独的粘合剂粘接在地毯底布基上。
本发明另一特征是提供一种制造衬垫式复合地毯的方法,它包括如下同时进行的连续步骤:将纺织或无纺补强材料粘接到地毯底布基上;将形成聚氨酯组合物浆料沉积至底衬层或支撑结构中,和将地毯底布基和粘合补强材料置入沉积在底衬层上的形成聚氨酯组合物浆料中。
本发明另一特征是提供一种制造衬垫式复合地毯的方法,它包括如下步骤:将纺织或无纺补强材料粘接到地毯底布基上和将聚氨酯泡沫和底衬层粘接到补强材料上。
本发明另一特征是提供一种制造衬垫式复合地毯的方法,它包括如下同时进行的连续步骤:制造地毯底布;制造聚氨酯层,和将地毯底布粘接到聚氨酯层上。
本发明又一特征是提供一种制造衬垫式复合地毯的单步法,它包括将形成聚氨酯组合物连接至地毯底布和无纺底衬层,其中形成聚氨酯组合物至少部分支撑中间层补强材料。
本发明又一特征是提供一种制造衬垫式复合地毯的方法,它包括将形成聚氨酯组合物连接至地毯底布,其中形成聚氨酯组合物至少部分支撑中间层补强材料。
本发明又一特征是提供一种制造衬垫式复合地毯的方法,它包括将形成聚氨酯组合物连接至地毯底布和无纺底衬层上。
本发明还有一个特征是提供一个用于完成连续的原地形成衬垫式复合地毯的设备,其中该设备包括一个用于沉积形成聚氨酯组合物或其它合适聚合物的聚合物应用组件和一个用于把增强层粘接到地毯底布基上的粘合剂应用设备。聚合物应用组件和粘合剂应用组件以彼此可控方式同时工作,使得具有粘合增强层的地毯底布可直接置入聚合物中。
本发明还有一个特征是提供一个用于完成连续的原地形成衬垫式复合地毯的设备,其中该设备包括一个用于将形成聚氨酯组合物或其它合适聚合物沉积至地毯底布的聚合物应用组件。
本发明还有一个特征是提供一个用于完成连续的原地形成衬垫式复合地毯的设备,其中该设备包括一个用于把增强层粘接到地毯底布基上的粘合剂应用设备。
根据本发明的一个方面,提供了一种衬垫式复合或组合地毯。衬垫式地毯包括具有一个底布基和很多从一面向外突出的形成绒头纱线的地毯底布。一层补强材料被粘接在没有绒头纱线的一面底布基上。补强材料被粘接并至少部分嵌入聚合物(如聚氨酯)衬垫层。优选在衬垫层和补强材料层之间不含额外的粘合剂。可选底衬材料优选置于衬垫层的反面。底衬材料可包括位于非衬垫层面上的粘接底衬。
根据本发明的一个方面,提供了一种衬垫式复合或组合地毯。衬垫式地毯包括具有一个底布基和很多从一面向外突出的形成绒头纱线的地毯底布。一层补强材料被粘接在没有绒头纱线的一面底布基上。补强材料被粘接至聚合物(如聚氨酯)衬垫层。可选底衬材料优选置于衬垫层的反面。底衬材料可包括位于非衬垫层面上的粘接底衬。
根据本发明的一个方面,提供了一种衬垫式复合或组合地毯。衬垫式地毯包括具有一个底布基和很多从一面向外突出的形成绒头纱线的地毯底布。一衬垫层被粘接在没有绒头纱线的一面底布基上。一种补强材料可嵌入聚合物(如聚氨酯)衬垫层。该衬垫层可通过一热熔层连接至地毯底布。可选底衬材料优选置于衬垫层的反面。底衬材料可包括位于非衬垫层面上的粘接底衬。
根据本发明的另一方面,提供了一种制造衬垫式地毯的方法。该方法包括获得包括很多从底布基的一面向外伸出的形成绒头纱线的地毯底布。一层补强材料粘接在地毯底布的一面,该层没有伸出形成绒头纱线,从而形成预复合材料。将聚合物如形成聚氨酯组合物浆料应用于底衬材料的一面并优选将其平整至预期厚度以形成衬垫层。然后将预复合材料粘接至衬垫层。紧随该连接操作后,将该地毯切割成一定尺寸或组合块。
根据本发明的另一方面,提供了一种制造衬垫式地毯的方法。该方法包括获得包括很多从底布基的一面向外伸出的形成绒头纱线的地毯底布。将聚合物如形成聚氨酯组合物浆料应用于底衬材料的一面并优选将其平整至预期厚度。然后将地毯底布置入未经固化的聚合物浆料。紧随该连接操作后,优选将聚合物热固化并将该地毯切割成组合块。
根据本发明的另一方面,提供了一种制造衬垫式地毯的方法。该方法包括获得包括很多从底布基的一面向外伸出的形成绒头纱线的地毯底布。一层补强材料粘接在地毯底布的一面,该层没有伸出形成绒头纱线,从而形成预复合材料。将聚合物如形成聚氨酯组合物浆料应用于底衬材料的一面并优选将其平整至预期厚度。然后将预复合材料置入未经固化的聚合物浆料中。紧随该连接操作后,优选将该聚合物热固化并将该地毯切割成组合块。
根据本发明的又一方面,提供了一种用于制造衬垫式复合地毯的设备,它包括:一增强粘接组件,用来把一层补强材料粘接在地毯底布的下层形成预复合地毯;一聚合物应用组件,用来将形成聚氨酯组合物分散在载体织物的表面;一配套组件,用来把所述预复合地毯置入所述形成聚氨酯组合物上;和一些装置,用来在所述预复合材料置入所述聚氨酯组合物后热固化该形成聚氨酯组合物,其后,上述预复合地毯被放置于上述形成聚氨酯组合物上;其中,所述增强粘接组件、所述聚合物应用和所述配套组件以连续、同时进行的方式进行操作。
根据本发明的又一方面,提供了一种用于制造衬垫式复合地毯的设备,它包括:一增强粘接组件,用来把一层补强材料粘接在地毯底布的下层形成预复合地毯;一聚合物应用组件,用来将形成聚氨酯组合物分散在载体织物的表面;一些装置,用来热固化该形成聚氨酯组合物以形成衬垫层,和一配套组件,用来连接复合地毯和衬垫层。
根据本发明的又一方面,提供了一种用于制造衬垫式复合地毯的设备,它包括:一增强粘接组件,用来把一层补强材料粘接在地毯底布的反面和衬垫层的正面以形成复合地毯。
根据本发明的另一实施方案,标准组合地毯通过以下步骤进行制造:
簇生重量为15盎司/平方码或更小的阔幅地毯,
在阔幅地毯上印制图案,
应用衬底系统,并
切割成方形组合块。
本发明的轻质标准组合地毯具有满意美感并显示出加速用于大量商业应用的性能特征。轻质(<15盎司/平方码)簇绒地毯、热熔层和衬底的结合也具有弹性和舒适触感。
本发明的轻质复合和组合地毯特别适合用作阔幅地毯,这是由于:
a.簇绒构造
b.施加图案
c.连接的衬底
本发明的轻质复合和组合地毯很好地适用于标准应用,这是由于:
a.后施加图案
b.簇绒构造
c.衬底
附图简单说明
图1A是带有衬垫式复合结构的簇绒地毯的剖视图。
图1B是结合有衬垫式复合结构的粘合地毯的侧面剖视图。
图2是说明本发明设备和方法的实施方案的示意图。图2A是说明图2的设备和方法的修改的实施方案的示意图,修改的实施方案在方法中加入了胶乳底涂层。
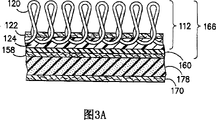
图3A是结合有如图2所示的本发明的设备和方法形成的结构的簇绒地毯的侧面剖视图。
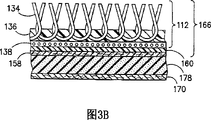
图3B是结合有如图2所示的本发明的设备和方法形成的结构的粘合地毯的侧面剖视图。
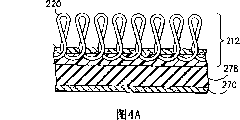
图4A是另一无增强层的簇绒地毯的实施方案的侧面剖视图。
图4B是另一无增强层的粘合地毯的实施方案的侧面剖视图。
图5是说明本发明用于制造在地毯底布和增强层之间无需单独粘接的衬垫式复合地毯的另一设备和方法的示意图。
图5A是描述图5的设备的修改实施方案的示意图,在该修改的实施方案中,没有添加补强层。
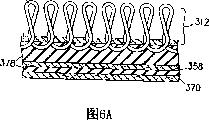
图6A是由如图5所示的设备和方法制造的簇绒地毯的另一结构的侧面剖视图。
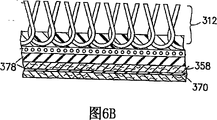
图6B是由如图5所示的设备和方法制造的粘合地毯的另一结构的侧面剖视图。
图7是说明本发明用于制造如图6A和6B所示的在地毯底布和增强层之间无需单独粘接的衬垫式复合地毯的另一设备和方法的示意图。
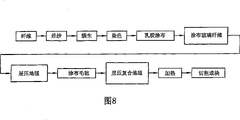
图8是根据本发明的一个实施方案生产低重量组合地毯的示意性流程框图。
图9是图8中方法使用的材料、尺寸、温度等的表格表示。
图10-18是本发明不同实施方案或方面的代表性簇绒和粘合的轻质复合地毯或组合地毯的侧面剖视图。
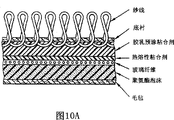
虽然图10A和11-18在地毯底布处显示出毛圈且图10B显示出粘合的地毯底布,可以理解,粘合或簇绒的毛圈和/或割绒都可使用且绒头可根据需要进行浮雕、印制、染色等。
图19和19A是本发明选择实施方案的另一设备和方法相应的示意图。
图19是代表本发明的另一个没有毛毡的可选设备的示意图。
图19A是说明本发明没有毛毡(第二底衬)或斯克林布(补强层)的设备和方法的又一个可选实施方案。
虽然本发明通过结合特定的优选实施方案和过程进行描述和公开,但它决非意欲将本发明局限于这些特定实施方案和过程。并且,它意欲涵盖所有这些可选实施方案、过程和修正,并落入本发明只有被所附权利要求规定和限制的真正精神和范围内。
发明描述
根据本发明,提供了轻质表面覆盖物、墙布、铺地材料、地毯、地面覆盖物、复合地毯或标准组合地毯及其制作方法,这些材料具有满意美感、显示出加速其用于大量商业应用的性能特征、具有弹性和舒适触感,且它们可同传统泡沫基或衬垫式复合或组合地毯一样进行染色、印制和安装。
图2是说明可用于制造本发明轻质衬垫式表面覆盖物、墙布、铺地材料、地面覆盖物、地毯以及组合地毯的范例设备和方法的示意图。通常以参考数100指定该设备。如图所示,可结合如上所述的簇绒或粘合构造(带有毛圈和/或割绒)的地毯底布112由地毯辊114抽出。如前文所示,地毯底布112优选包含从底衬或基质的一面向外突出的很多形成绒头纱线。如果本发明中使用的地毯底布112是簇绒地毯,它的结构将更符合图1A中所描述的地毯底布12的结构。但如果本发明中使用的地毯底布112是粘合地毯,它的结构即是在图1B中描述的基底12的结构。这就说明了地毯底布112可能包含一个或多个底衬或基质层。
可以理解,如现有技术产品,其中簇绒或粘合地毯底布12可有不同的实施方案,该地毯底布的组分结对本发明来说并非是关键的。并且,这表明任何具有形成绒头部分和底布基的轻质(低正面重量)地毯底布均可用作该地毯底布。“底布基”指单层或复合结构,尤其包括前述与簇绒产品(图1)相关的底衬22和胶乳预涂层24通常使用的层状复合材料,和具有前述与粘合产品(图2)相关的增强基底38的粘接层36。如可理解的,由于这种结构最后要经历热固化,期望在底布基结构中应用聚酯。当然,也可利用本领域技术人员可进行的其它实施方案。例如,在专利5,443,881(在此引入作为参考)中所述,在粘合产品中,形成绒头纱线可热粘接于基底38上以使地毯底布结构得以简化。
同样可使用包括专利4,576,665(在此引入作为参考)中所述的可选实施方案。例如,可认为,包括夹在聚酯层中的玻璃纤维的专业底衬(如无纺结构)可用于簇绒地毯底布以赋予满意的稳定特性,从而可降低或甚至消除当前使用二级底衬或胶乳预涂层的必要性。另外,这也说明如果使用预涂层,它可在进行任何粘接操作之前直接添加至操作步骤。
根据一个实施方案,在本发明的簇绒地毯(图3A)中,该地毯底布112优选包括形成绒头纱线的毛圈层120,公知该毛圈层簇生在底衬122中并被粘合剂124(如乳胶或热熔性粘合剂)预涂层固定。这意味着,如下面描述的,乳胶或热熔性粘合剂可在从地毯辊移出后在应用任何粘合剂前直接添加。如果需要降低压力,在添加预涂层后可用蒸汽作用地毯以促进随后的印制操作。两种基本的底衬构造是纺织聚丙烯和无纺聚酯。每种材料可具有多种构造特征以用于特定终端用途。优选的底衬材料是20纬/英寸的带有针刺尼龙纤维网的纺织聚丙烯材料。
根据本发明一个实施方案和附图中的图2A,地毯底布112是通过簇生形成的毛圈簇绒地毯,例如穿过底衬的非热定形纱线,然后清洗、蒸汽作用、烘干并注射或喷射染色,优选在其上形成整体或定向独立的图案、色彩或花样以形成,例如,具有毛圈120和底衬122的宽12英寸的地毯底布母体。通过使用非热定形纱线,并初次簇生纱线成很长的毛圈长度,清洗、蒸汽、干燥和染色步骤使纱收缩以形成更小、更紧的毛圈并使地毯底布母体具有稠密表面。接着,将该地毯底布分成两半并卷起形成两卷分离的宽6英寸、对开的地毯底布母体。接着,其中一卷对开地毯底布母体用作图2和图2A的设备中的地毯114,或图5或7的设备中的地毯314。将乳胶预涂层或热熔性粘合剂涂层124连接到地毯底布母体的背面以在图2A的设备的上操作、储存器150的下游和增强粘合组件155的上游中形成地毯底布112。例如,利用涂料辊117将一薄层乳胶预涂层119涂敷至地毯底布母体113的背面。
根据本发明的一个实施方案,将地毯底布母体(不含乳胶预涂层)卷或缠绕且底衬122外露(图19和19A)。
还表明,本发明的设备和可包括以下步骤的完整装备方法:在底衬上簇生纱线、将簇绒纱线染色、胶乳预涂布底衬背面、热熔性涂布玻璃纤维补强材料、涂膜毛毡二次底衬、加热或固化层压材料、和将复合地毯切割成组合地毯、走廊地毯、小地毯等。另外,还表明,根据本发明,虽然优选连续方法,但该方法可被分成单独的步骤并通过间歇操作而非连续方式完成。例如,地毯底布可以一步制成并被安装于辊上。衬底或泡沫层可在单独操作中制成并被置于辊上。两者可以利用粘合剂、热熔材料、带增强层的热熔材料等通过配套组件连接在一起。
在本发明的粘合地毯(图3B)中,地毯底布112优选包括很多割绒纱线134,该割绒纱线被植入层压至具纺织或无纺材料(包括玻璃纤维、尼龙、聚酯或聚丙烯)的增强或基质层138中的粘合剂136(如胶乳或热熔性粘合剂)中。这表明该基质层可由胶乳或其它热塑性聚合物预涂布以使得加热后熔融粘接至割绒纱线134,从而可降低或消除对胶乳或热熔性粘合剂136的需求。
纱线120、134可以是短纤纱或长丝纱,尽管如本领域技术人员公认的,也可使用其它合适的天然或人造纱,但优选使用可从特拉华州威尔明顿的杜邦纤维得到的聚酰胺聚合物如人造尼龙6短纤纱;尼龙6长丝,或尼龙6,6短纤纱、尼龙6,6长丝来制造。只用作例子而非限制,可使用的其它材料包括聚酯短纤纱或长丝如聚对苯二甲酸乙二醇酯(PET)和聚对苯二甲酸丁二酯(PBT);聚烯烃如聚乙烯和聚丙烯短纤纱或长丝;人造丝;聚乙烯聚合物如聚丙烯腈、羊毛、尼龙/木料混合物,Lyocell,人造丝,赛纶,醋酸酯,玻璃,芳族聚酰胺,碳氟化合物,磺胺材料,丙烯酸树脂,Pelco,烯烃,三聚氰胺,聚苯并咪唑及其组合。可使用多种旦尼尔数,合股数,捻级,气流喷射缠绕和热定形特性形成该纱线。优选的纱线是尼龙6,6,长丝纱,1360旦尼尔,1股,无捻度,无缠绕,且非热定形。另一纱线是尼龙6,6,长丝纱,1350旦尼尔,无合股,名义捻度(0~1捻度),非热定形。
在簇绒产品中,优选的预涂层粘合剂124是丁苯橡胶(SBR)胶乳,但也可以使用为本领域技术人员公知的其它合适的材料,如聚氯乙烯(PVC),醋酸乙酯(EVA),聚氨酯,丙烯酸和热熔性粘合剂。如果使用热熔性粘合剂,这表明可将补强材料如玻璃粗纱直接连接以形成层压复合材料而无需使用粘合剂。另外,如前所述,如果毛圈120与底衬122连接紧密,则粘性预涂层124可在簇绒生产中完全去除。常用热熔性材料为沥青、聚烯烃基热塑材料和聚氨酯。优选的热熔性材料是聚烯烃基热塑性材料。
再次看图2,在优选的实践中,在本领域公知的,可将地毯底布112通过穿过存储器150的许多卷传输至增强粘合组件155中。在将地毯底布112传输到增强粘合组件155的同时,一层补强材料158同样也被传输进增强粘合组件155中。尽管可选材料可包括纺织玻璃,纺织聚酯以及无纺聚酯,但补强材料158优选是玻璃纤维无纺材料如2.0盎司/平方码的玻璃纤维垫或含尿素甲醛粘合剂的织物。
在增强粘合组件155中,粘合剂160(图3A、3B)如热熔性粘合剂优选通过已知的涂膜器或其它这种组件涂敷于补强材料158。然后优选使补强材料158和地毯底布112在连接成分如辊163、165间进行连接,然后将补强材料158粘接在地毯底布112的反面。也就是说,补强材料158粘接在地毯底布112没有绒头纱线的一侧。补强材料158粘在地毯底布112的反面产生一种预复合材料166,然后将该材料置入聚合物或形成泡沫组合物如形成聚氨酯组合物的浆料中,如下所述。
尽管增强粘合组件155是在其优选实施方案中连接在涂膜器上的情况下进行说明的,但可以理解,也可采用其它可选等效方式,如涂料辊,喷洒集水管等。这只是举例而非限制,涂敷粘合剂160的可选方式在Machell的美国专利4,576,665中有公开。
在优选的实践中,当预复合材料166生成时,使底衬材料170如无纺底衬穿过折叠器172进入优选包括聚合物释放组件176和刮刀177聚合物涂敷组件175中。该底衬材料170被涂布聚合物178如形成聚氨酯组合物,下面将详细描述。
在优选实施方案中,底衬材料170是纺织或无纺的合成纤维材料,如10%~100%聚酯/聚丙烯,优选50%聚酯,50%聚丙烯无纺纤维材料,该材料可从斯巴坦堡S.C的斯巴坦·密尔斯公司得到。虽然这些可作为首先的底衬材料,但可以理解,在考虑到不同的收缩量与安装方面的要求时同样可采用任何数量的可选组合物。常用的二级底衬材料包括无纺聚酯,无纺聚酯和聚丙烯混合物或聚丙烯纺织材料。只用作例子,当要求收缩量较小或收缩量为零时,底衬材料可含100%的聚酯。而且,虽然优选无纺底衬材料,但也可使用其它不同于聚酯,聚丙烯和聚酯/聚丙烯材料,如尼龙,玻璃纤维等的纺织或无纺材料。底衬材料170的厚度优选在大约0.01英寸~0.19英寸的范围内变化,但其最优选的变化范围为0.05英寸~0.12英寸。
如上所示,在优选的实践中,聚合物涂敷装置175将聚合物178(图3A、3B)的沉淀物涂层于底衬材料170上,在此后将聚合物的高度平整至所需水平。
在优选的实践中,涂敷的聚合物是形成聚氨酯组合物,其基于MDI(二苯基甲烷二异氰酸酯)或MDI衍生物的所谓柔性链段预聚合物。形成聚氨酯组合物也优选与硅烷表面活性剂结合以改善在底衬材料170上散开的聚氨酯层即“浆料”的起泡度和稳定性。常用的泡沫密度为18磅/立方英尺,厚度大于0.10英寸。优选的泡沫密度为16磅/立方英尺,厚度为0.06英寸。
用以本发明的优选形成聚氨酯组合物在Jenkines的美国专利5,104,693(在此全部引入作为参考)中有公开。特别地,优选的用以涂敷在载体底衬170上的形成聚氨酯组合物包括:
A.至少一种平均当量为大约1000~大约5000的异氰酸酯活性物质;
B.有效量的发泡剂;和
C.一种其量足以提供异氰酸酯指数为大约90~大约130的聚异氰酸酯,其中,至少30重量%的该聚异氰酸酯是化学计量比超量的二苯基甲烷二异氰酸酯(MDI)或其衍生物的柔性链段预聚物反应产物和当量为大约500~大约5,000的异氰酸酯活性有机聚合物,其中预聚物的NCO含量为大约10重量%~大约30重量%。
形成聚氨酸组合物还优选包含以有机硅烷聚合物如在Prokai等人的美国专利4,022,941中所公开那些的形式存在的硅烷表面活性剂,用以改善材料的起泡度和稳定性(在此引入作为参考)。最好的特别地,优选的表面活性剂优选是线性硅氧烷-聚乙二醇(AB)嵌段共聚物,且特别是聚环氧烷烃甲基硅氧烷共聚物。一种特别有用的该硅氧烷表面活性剂可从OSI Specialties Inc。以商标名为L-5614得到,该公司的地址为6525 Corners Parkway,Suite 311,Norcross,Ga.30092。
使用有效水平的硅氧烷表面活性剂用来是泡沫反应混合物空隙保持稳定直到固化,此时,允许预复合材料166放置于未经固化的形成聚氨酯组合物浆料上,而不会破坏形成聚氨酯组合物铺至底衬材料170表面的稳定。总的来说,硅氧烷表面活性剂优选的用量为占每百份成分(A)的0.01~2重量份,更优选为大约为占每百份成分(A)的0.35~0.1重量份;最优选为占每百份成分(A)的0.4~0.75重量份。
如上所示,在聚合物铺展过底衬材料170后,该层即沉积的“浆料”优选通过位于聚合物涂敷组件175的刮刀平整至预定高度。虽然一个简单的机械刮刀是优选的,但也可使用可选的等效方式,如气刀。例如,该气刀在Tillotson的美国专利4,512,831(在此引入作为参考)中已经公开。
在本发明的一个实施方案中,优选嵌入补强材料158从而形成预复合材料166的地毯底布112,在平整到合适水平后可立刻直接置入形成聚氨酯组合物,而无需对预复合材料166或形成聚氨酯组合物进行明显加热。因此,预复合材料166和底衬材料170及涂敷的形成聚氨酯组合物可紧随形成聚氨酯组合物的涂敷和平整后在室温下立即同时送至连接辊180。如可理解的,该方法避免了在编织衬垫式复合地毯的成分时拖后时间,无论是手工操作或通过计算机控制的方式(未示出),这都易于高效加工,这是本领域技术人员公知的。在优选的方法中,预复合材料166也可轻微预热,从而在层压和固化中改善操作控制,但该预热对形成预定产品并非必不可少。
在该地毯有图解并优选的实施方案中,上述方法使得补强材料158连接至并至少部分嵌入聚氨酯层178。也就是说,优选使补强材料158与聚氨酯层178紧密接触,这样聚合物材料连接至补强材料并将补强材料固定原位。
一旦预复合材料166被置入形成聚氨酯组合物,形成的复合材料可在加热组件182中通过本领域公知的传导、辐射或对流加热器进行加热。优选接触传导加热器。这种加热步骤可在大约250~大约325华氏度范围内对物体持续加热大约2~大约8分钟。生成的固化泡沫或泡沫衬垫层(图3A、3B)的密度为大约12磅/立方英尺~大约20磅/立方英尺,优选为大约14磅/立方英尺~大约16磅/立方英尺,最优选为大约16磅/立方英尺。
紧随热固化操作后,所形成的衬垫式复合地毯可从上方经过单向热源185如400华氏度的板加热器或滚筒加热器来熔化底衬材料170上存在的突出纤维使之形成平滑表面。此后,将形成的复合地毯辊轧,切割,切片等。当制造组合地毯时,优选将其几乎立刻(不辊轧)切割成组合地毯以避免任何不希望有的挤压或卷曲。组合地毯从复合材料上切割下来后,将它们堆叠,包装并储存或运送至消费者或商店。
可以理解,许多可选实践可应用于本发明产生略有差异的产品。只作为例子,可在该方法中完全不用补强材料158,从而使得可以不用粘合应用组件155和粘合剂160。在这种情况中,地毯底布可直接置入形成聚氨酯组合物从而产生如图4A和4B所示的复合结构,且聚氨酯278立刻连接至地毯底布212,如在美国专利6,203,881中描述的那样,在此引入作为参考。
根据另一实施方案,当衬垫层不是原地形成时,可使用热熔层来连接地毯底布与衬垫层,可用或不用补强材料(图12)。美国专利4,522,857中描述的这种方法在此引入作为参考。
在另一可选方法中,底衬170,270可具有快速释放粘合剂的底衬,该底衬连接在不涂敷形成聚氨酯组合物的一面。可以理解,该快速释放底衬将使地毯易于安装和移开,而不会破坏聚氨酯衬垫178,278。此外,这表明,在一些情况下,底衬170,270可被完全去除,从而使得聚氨酯衬垫178,278可直接与铺地材料接触,如美国专利4,286,003中公开的,在此引入作为参考。另外,例如在2000年2月25日提交的名为“不含粘合剂的组合地毯和组合地毯安装方法”的未决美国专利申请(在此引入作为参考)中描述了不含粘合剂的地毯和制造方法。优选地,用于不含粘合剂的组合地毯具有大约3/16英寸或更小的套和1/16英寸或更小的卷曲。
尽管优选簇绒表面覆盖物,本发明的簇绒轻质标准地毯或标准轻质组合地毯具有如下的层:纱线,底衬,乳胶预涂粘合剂,热熔性粘合剂,玻璃纤维,聚氨酯泡沫和毛毡(图10A),这说明这些层中的一层或多层可被除去或被代替并仍可提供具有满意性质或特性的轻质地毯或组合地毯所需要的特性和属性。例如,乳胶预涂粘合剂可被沥青热熔层代替(图11),毛毡层可在自由层(不含地面粘合剂)安装产品时去除,玻璃层也可被消除等。
一些用于生产本发明衬垫式复合地毯的可选方法和设备简要显示于图5。如图所示,簇绒或粘合地毯底布312用与上述相同的方式从装配好的地毯辊314拉出,通过存储器350。在地毯底布312传送至连接辊380的同时,补强材料358如无纺玻璃材料被传送至一个聚合物接触辊360或相似装置如挤压涂胶器。优选聚合物接触辊360辊轧接触补强材料358的正面和聚合物储存器378如上述的形成聚氨酯组合物。聚合物接触辊360用于收集部分聚合物378并将聚合物送至并穿过补强材料358。
在聚合物通过补强材料358的同时,底衬材料370如上述的无纺聚酯/聚丙烯优选与位于聚合物接触辊360和底衬材料连接辊379之间的聚合物涂层补强材料紧密接触。刮刀377用于控制不经过补强材料与底衬材料370接触的聚合物的厚度。因此,可以理解,形成了聚合物夹层结构,其优选包括底衬材料层370,相对薄聚合物层378如经过补强材料层358的聚氨酯,和未经过补强材料358的聚氨酯平整层378。该聚合物夹层结构随后可被送至连接辊380以通过不经预固化直接将地毯底布312置入聚氨酯平整层378而与地毯底布312相连。此后,复合材料被加热、固化、辊轧或切割。
为形成簇绒复合地毯的潜在优选构造示于图6A中。如图所示,补强材料358至少部分环绕在或嵌入聚氨酯378中。如图所示,我们可以发现,由于簇绒可固定在聚氨酯378中,预涂层可在簇绒结构中除去。形成的粘合复合地毯的潜在优选构造示于图6B中。
根据附图的图5A和图18,补强材料和热融层可通过不在毛毡370和地毯底布312上添加补强材料358而被除去。
用于连接衬垫式复合地毯的所有各层的另一可选方法和设备示于图7中。如图所示,补强材料层358优选与聚合物接触辊360连接,该接触辊同时与补强材料358和聚合物沉积层378辊轧连接。聚合物接触辊360用于铺展部分聚合物378于补强材料358上以在其两侧都形成涂层。然后通过刮刀377和底衬材料连接辊379的挤压将补强材料358及其聚合物涂层378以层压结构连接在地毯底布312和底衬材料层370。此后,对该复合材料加热,固化并辊轧或切割。该操作将产生与图6A和6B所示非常相似的粘合复合地毯结构。
根据本发明的一个方面,轻质标准地毯或组合地毯上印制的图案优选具有独立定向或不需根据地毯单元切割即能合适缝合的。用于创造这些图案的方法可整体性安装标准地毯而非利用方块或琢石。通常所用的标准地毯安装方法,如方块安装(镶嵌)、整体安装(砖形物)等可以用来安装本发明的轻质地毯和组合地毯。优选的方法是整体安装或琢石安装。并且,地板粘合剂的需要与否取决于地毯是否为无粘合剂设计。并且,组合地毯也可自粘或含有粘合剂快速释放底衬,连接于与聚氨酯泡沫相应的底衬170,270。
从图17和19A可看出,毛毡与热熔层能通过,例如将地毯底布314送入与图5所示相似的设备得以消除。
从图17和19A中可看出,补强材料如玻璃可通过不在地毯和聚合物上添加补强材料得以除去。
根据本发明的一个实施例,利用如下所述的Hexapod测试对下面实施例I中的轻质标准组合地毯进行测试。
| 测试方法 |
| ASTM D-5252 Hexapod滚筒测试仪 |
| ISO/TR 10361 Hexapod轻型辊 |
| 基于CRI TM-101照相范围的评定 |
设备:维拉式设备Hexapod轻型辊地毯测试仪
程序:
用Hexapod轻型辊的所述循环作用该测试样品,每2,000个循环后移开样品以便样品在真空中恢复。
使用一个Electrolux竖式真空吸尘器(DiscoveryII),它沿样品长度方向向前和向后共做4次运动。
样品在与日光等效的竖直照明光(1500lux)下进行评估。从1.5米距离处,45度视角上观察样品,并从各方面进行评估。
在测试前和测试后测量样品的绒毛高度,以获得绒毛高度的保留值。
测试结果
| Hexapod循环次数 | 4000 | 12000 | 评估级别 |
| 色变 | 3-4 | 3 | 5=改变可忽略或无改变 |
| 绒毛高度保留 | 89.4% | 74.8% | 4=轻微改变 |
| 整体外观变化 | 4 | 3 | 3=适度改变 |
| 2=相当大改变 | |||
| 1=严重改变 | |||
参考以下实施例,对本发明可能有进一步的理解,以下实施例并不限制由所附权利要求规定并限制的本发明。
实施例I
簇绒地毯由图2所示和描述的设备及方法制造。制造的地毯具有如图3A所示的构造。生产参数如下所示:
纱线 15盎司/平方码,尼龙6,6毛圈连续长丝
底衬 4盎司/平方码,无纺聚酯
预涂层 16盎司/平方码,SBR乳胶与100份
CaCO2一起填充
热熔性粘合剂 42盎司/平方码,修正聚乙烯
层压补强材料 2盎司/平方码,无纺玻璃与丙烯酸混合物
氨基甲酸乙酯泡沫涂层 20盎司/平方码
氨基甲酸乙酯泡沫密度 16磅/立方英尺
底衬材料 4盎司/平方码,无纺(50%聚乙烯,
50%聚酯)
实施例II
构造 簇绒,变形毛圈绒头
正面纤维 100%美利肯鉴定的WearOn尼龙
防污剂 MilliGuard
抗菌剂 BioCare
染色方法 Millitron喷射染色法
隔距 1/10英寸(39.4/10厘米)
毛圈数 14.4/英寸(56.7/10厘米)
簇绒数 143.9/平方英寸(2230.3/100平方厘米)
标准底衬 不含PVC的UNDERSCORETM衬垫
名义总厚度 0.34英寸(8.6毫米)
总重量 99.9盎司/平方码(3,387.4克/平方米)
尺寸 36×36英寸(914.4×914.4毫米)
可燃性(辐射板ASTM-E-648) ≥0.45(一级)
烟密度 ≤450
(NFPA-258-T或ASTM-E-662)
六亚甲四胺起球实验 自动熄火
(CPSC FF-1-70或ASTM D 2859)
耐光性(AATCC 16E) ≥4.0,在80小时
摩擦脱色(AATCC 165) ≥4.0湿或干
静电(AATCC-134) ≤3.5千伏
相对湿度20%,70华氏度
尺寸稳定性Aachener测试 ≤0.2%
(DIN Standard 54318)
推荐途径 大量商业应用
推荐维持 Millicare
CRI室内空气质量 产品型号:12200793
实施例III
构造 簇绒,变形毛圈绒头
正面纤维 100%美利肯鉴定的WearOn尼龙
防污剂 MilliGuard
抗菌剂 BioCare
染色方法 Millitron
隔距 1/10英寸(39.4/10厘米)
毛圈数 14.4/英寸(56.7/10厘米)
簇绒数 143.9/平方英寸(2230.3/100平方厘米)
标准底衬 不含PVC的UNDERSCORETM衬垫
名义总厚度 0.34英寸(8.6毫米)
总重量 99.9盎司/平方码(3,387.4克/平方米)
尺寸 36×36英寸(914.4×914.4毫米)
可燃性 ≥0.45(一级)
(辐射板ASTM-E-648)
烟密度 ≤450
(NFPA-258-T或ASTM-E-662)
六亚甲四胺起球实验 自动熄火
(CPSC FF-1-770或ASTM D 2859)
耐光性(AATCC 16E) ≥4.0,在80小时
摩擦脱色(AATCC 165) ≥4.0湿或干
静电(AATCC-134) ≤3.5千伏
相对湿度20%,70华氏度
尺寸稳定性Aachener测试 ≤0.2%
(DIN Standard 54318)
推荐途径 大量商业应用
推荐维持 Millicare
CRI室内空气质量 产品型号:12200793
实施例IV
簇绒地毯由图2所示的设备及方法制造。该地毯构具有如图3A所示的构造。生产参数如下所示:
纱线 12盎司/平方码,尼龙6,6毛圈连续长丝,
白色,1350旦尼尔,无绒头,无捻度,
非热定形
底衬 4盎司/平方码,无纺聚酯
预涂层 16盎司/平方码,SBR乳胶与100份
CaCO2一起填充
热熔性粘合剂 36盎司/平方码,修正聚乙烯
层压补强材料 2盎司/平方码,无纺玻璃与丙烯酸混合物
氨基甲酸乙酯泡沫涂层 15盎司/平方码
氨基甲酸乙酯泡沫密度 16磅/立方英尺
底衬材料 4盎司/平方码,无纺材料(50%聚乙烯,
50%聚酯)
实施例V
簇绒地毯由图2所示的设备及方法制造。该地毯具有如图3A所示的构造。生产参数如下所示:
纱线 16盎司/平方码,尼龙6,6毛圈连续长丝
底衬 2盎司/平方码,无纺聚酯
预涂层 14盎司/平方码,SBR乳胶与100份
CaCO2一起填充
热熔性粘合剂 38盎司/平方码,修正聚乙烯
层压补强材料 3盎司/平方码,无纺玻璃与丙烯酸混合物
氨基甲酸乙酯泡沫涂层 12盎司/平方码
氨基甲酸乙酯泡沫密度 14磅/立方英尺
底衬材料 2盎司/平方码,无纺(50%聚乙烯,
50%聚酯)
实施例VI
簇绒地毯由图5所示的设备及方法制造。该地毯具有如图6A所示的构造。生产参数如下所示:
纱线 15盎司/平方码,尼龙6,6圈绒连续长丝,
白色,1350旦尼尔,无绒头,无捻度,
非热定形
底衬 4盎司/平方码,无纺聚酯
层压补强材料 2盎司/平方码,无纺玻璃与丙烯酸混合物
氨基甲酸乙酯泡沫涂层 36盎司/平方码
氨基甲酸乙酯泡沫密度 16磅/立方英尺
底衬材料 4盎司/平方码,无纺(50%聚乙烯,
50%聚酯)
实施例VII
簇绒地毯由图19所示的设备及方法制造。该地毯具有如图18所示的构造。生产参数如下所示:
纱线 15盎司/平方码,尼龙6,6圈绒连续长丝,
白色,1350旦尼尔,无绒头,无捻度,
非热定形
底衬 4盎司/平方码,无纺聚酯
预涂层 16盎司/平方码,SBR乳胶与100份
CaCO2一起填充
层压补强材料 2盎司/平方码,无纺玻璃与丙烯酸混合物
氨基甲酸乙酯泡沫涂层 20盎司/平方码
氨基甲酸乙酯泡沫密度 16磅/立方英尺
舒适度
1.Gmax-Gmax模仿人脚落在地毯表面。测量结果以多倍“g”(重力)或Gmax表示。数值越低,向上冲击力越小,产品舒适度越高。数值越高,向上冲击力越大,地毯舒适度越低。
Gmax测试结果
标准美利肯ComfortPlus衬垫式组合地毯-116
本发明的轻质衬垫式组合地毯-129
标准无衬垫商用阔幅地毯-185
标准硬底组合地毯,如Everwher的PVC硬底-227
弹性评定
衬垫弹性-衬垫弹性测量金属球从标准高度落下时的回弹百分比。这显示了衬垫的振荡吸收特性,这可以帮助减少地毯表面的可视磨损。该值越高,回弹百分比越大,衬垫弹回性能越好。
回弹性能测试结果
标准Milliken ComfortPlus@背衬垫组合地毯-30
本发明所述的低重量背衬垫组合地毯-27
标准无衬垫商业宽幅地毯-17
标准硬底组合地毯-13
外观稳定性
外观稳定率(ARR)-ARR值是根据利用具体说明的短期或长期循环次数的ASTM D-5252(Hexapod)或是ASTM D-5417(Vettermann)测试方法,通过分级地毯在日晒状态下的外观变化确定的。
ARR-轻(短期>/=3.0,长期>/=2.5
ARR-中等(短期>/=3.5,长期>/=3.0
ARR-重(短期>/=4.0,长期>/=3.5
本发明所述的标准低重量组合地毯的ARR值为短期4.0、长期3.5耐久性
本发明所述的低重量聚氨酯衬垫地毯耐久性很好,可以经得起25,000次或更多次的椅式小轮测试。
根据本发明的至少一个实例,低表面重量基底的表面重量应低于15盎司/平方码,最好是12盎司/平方码或更低。
本发明所述的低重量组合地毯出乎意料地具有很好的销路和商业生存能力,部分是由于其成本减少;外观,抗磨损性和衬垫特性;可缝合性;整体图案设计;组合地毯各部分外观上的一致性;恒定的色泽;耐久性;不易揉皱;短绒;致密的表层和其中的配合。
本发明所述的低表面重量组合地毯利用在1000~1400旦尼尔的范围之内的未经热定型的单根纱线,得到一个方法获得足够的纱线覆盖层的,得到在商业上有利的图案和弹性。通过使用未经热定型的纱线,在热定型时会有的收缩量(通常是11%)现在在湿印染的过程中就会产生。经过染色,地毯进入持续染色蒸汽机,在那里纱线整体(收缩~11%)形成地毯纤维,因此,显著的增加了地毯表面覆盖物,降低绒头高度,并且使表面致密。纤维收缩成型的直接结果是更好的地毯外观,低表面密度,并且有良好的美学特性。
根据本发明的一个实例,经过染色后(经过热定型)绒毛高度最好小于8/64英寸。
根据本发明的至少一个实例,对于泡沫底层或衬垫底层来说,最好使用开放性泡沫材料,如聚氨酯泡沫材料。
组合地毯的重量的减少和厚度的减少使得每个包装盒内可容纳的数量增加。并且,每一块也比较容易安装、切割、弯曲。
至少有四个泡沫衬垫的实例或选择证明获得低重量,商业认可的使用聚氨酯的泡沫产品。
1).使用标准填充聚氨酯系统。一个聚氨酯泡沫材料含有110份填充物,并且它的密度低至15#/立方英尺。如果厚度在0.046~0.12之间并且我们只要决定聚合物的重量,可用上述的密度和填充物标准,此聚合物的重量应在4.32盎司/平方码和12.96平方码之间。
2).第二个可用选择是增加填充物级别至190并且降低密度至13#/立方英尺(填充系统能支持的最小值)。在同样的厚度限制下,聚合物的重量应在2.72~8.24盎司/平方码之间。
3).第三个可用选择是未经填充的聚氨酯(原始聚氨酯)系统。但是原始状态下如上述的高密度是不可能的,如果它的密度为6#/立方英尺,根据以上的厚度限制,则重量应为2.88~8.64盎司/平方码。
4).第四个选择也是可行的。乳胶橡胶应用聚氨酯系统被称为“Kanggahide”,这仅有15份的填充物,并且如果聚合物厚度如上限制,重量4.3~13.02盎司/平方码,则密度为6~9磅/立方英尺。
虽然以上实例使用聚氨酯材料,水泡沫系统也可以应用。
虽然复合地毯最好是先染色后切割,但是复合地毯也可以先切割后分别染色。举例来说,切割好的组合部分或空白部分可以喷气染色或喷射染色。这增加了图案设计的方案并且允许对复杂设计地毯的整体安装。
在一个实例中,单根1350旦尼尔白纱线,以簇绒法植入底层。表面重量一般为12盎司/平方码。所得的表面织物稀松,有许多“洞”出现,通过此表面可看到底层。表层被热融弹力层粘于衬垫底层上。地毯通过宽幅Millitron喷气染色工序,由此,蒸汽与烘干一起属于定色工序,收缩簇绒纱线。收缩使簇绒变短,变致密的簇绒有良好的耐磨性和外观。此后,辊切割地毯成小块并运送走。
根据至少一个实例,本发明所提及的低重量衬垫地毯有一个或更多的下列特征:
优点
1.降低成本
2.优良的触感
3.良好的外观
降低成本
1.较少的原料-较低的绒毛高度
2.较低的工序成本-较少的纱线变化
a.不用热定型
b.无捻度
c.无并线
3.较少染色
a.数量减少
b.宽幅染色然后切割
c.10隔距
d.凝结化学-在浓度最高时染色
4.无边际修剪要求
5.底层
a.不同的底层-聚丙烯(纺织材料)
b.尼龙覆层(职能性功能)
6.较少泡沫材料成本
a.更薄层
b.更大的速度降低范围
7.36″块状地毯(更大的规格)
8.落卷之前可以生产出更长的地毯
9.运送/包装-每个运纱箱可容纳806~110块(低厚度/轻重量)
10.安装
a.砖样码放运纱箱(很多运纱箱时)
b.因为很薄,更容易切割和运送
外观优点
1.长久性
a.外观稳定性
b.泡沫材料弹性稳定性
c.不容易出现“折线”
2.高质量的图案
3.更容易真空处理
4.可以应用整体图案以便放置组合地毯-更少的可见的缝合线
5.外观
a.触感
b.弹性/耐久性在高磨损地区被加强
c.抗揉皱
d.符合人体要求
e.吸收噪音
f.有很好的遮蔽性
g.减少滚动
h.绒头联结
当然,值得欣赏的是虽然若干有潜力的优选方案已经在此列出,但是本发明并不局限于此,因为本领域技术人员可能会作出具有本发明的原则的其它方案或修改。因此,所附权利要求完全覆盖了在本发明的真正精神和范围内的特征的任何一种修改和其它实施方案。
Claims (9)
1.一种组合地毯,包括地毯底布和衬垫层,该衬垫层包括聚氨酯泡沫层,其中所述地毯底布的正面重量小于等于508.5克/平方米,并且其中所述聚氨酯泡沫层的重量为92.21~279.34克/平方米,密度小于320.4千克/立方米,其中所述聚氨酯泡沫层是填充聚氨酯泡沫和纯聚氨酯泡沫中的至少一种,并且所述组合地毯还包括至少部分嵌入所述聚氨酯泡沫层的补强材料。
2.如权利要求1所述的组合地毯,其中所述聚氨酯泡沫层的特征在于密度为96.18~144.27千克/立方米。
3.如权利要求1所述的组合地毯,其中所述聚氨酯泡沫层1.016-3.048毫米厚。
4.如权利要求1所述的组合地毯,其中所述地毯底布由纤度为1000~1700旦尼尔的纱线织成。
5.如权利要求1所述的组合地毯,其中所述地毯底布由非热定形单纱织成。
6.如权利要求5所述的组合地毯,其中所述单纱的纤度为1000~1400旦尼尔。
7.如权利要求6所述的组合地毯,其中所述地毯底布具有无纺底衬和胶乳涂层。
8.如权利要求1所述的组合地毯,其中所述地毯底布利用喷射染色。
9.如权利要求1所述的组合地毯,其中所述泡沫的密度为208.39~256.48千克/立方米。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US58765400A | 2000-06-05 | 2000-06-05 | |
| US09/587,654 | 2000-06-05 | ||
| US09/864,478 | 2001-05-23 | ||
| US09/864,478 US20020034606A1 (en) | 2000-06-05 | 2001-05-23 | Low weight cushioned carpet, carpet tile and method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1451061A CN1451061A (zh) | 2003-10-22 |
| CN1308540C true CN1308540C (zh) | 2007-04-04 |
Family
ID=27080095
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB018106927A Expired - Fee Related CN1308540C (zh) | 2000-06-05 | 2001-05-31 | 轻质衬垫地毯及其制作方法 |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP1287199A2 (zh) |
| JP (1) | JP2004500930A (zh) |
| CN (1) | CN1308540C (zh) |
| AU (2) | AU2001265249B2 (zh) |
| CA (1) | CA2410155A1 (zh) |
| MX (1) | MXPA02011990A (zh) |
| WO (1) | WO2001094689A2 (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103565234A (zh) * | 2012-07-27 | 2014-02-12 | 东理株式会社 | 方块地毯的制造方法及方块地毯 |
| CN106585055A (zh) * | 2016-12-07 | 2017-04-26 | 滨州东方地毯有限公司 | 一种地毯的制造设备和方法 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6908656B2 (en) | 2001-02-14 | 2005-06-21 | Interface, Inc. | Orthogonally ambiguous carpet tile |
| US9376766B2 (en) | 2008-09-02 | 2016-06-28 | Interface, Inc. | Low weight-hardback carpet tile |
| CA2735652C (en) * | 2008-09-02 | 2017-04-18 | Interface, Inc. | Low weight carpet and carpet tile and methods of manufacture, sizing and installation |
| JP2013512052A (ja) * | 2009-12-03 | 2013-04-11 | インターフェース・オーストラリア・ピーティーワイ・リミテッド | 積層された床敷物 |
| DE112011103555T8 (de) | 2010-10-21 | 2013-09-05 | Interface, Inc. | Verfahren zum Schneiden und Verlegen von Teppichfliesen auf einem Boden eines Massenverkehrsfahrzeugs |
| CN103501663B (zh) * | 2011-04-27 | 2015-04-01 | 井上株式会社 | 垫子和用于制造垫子的方法 |
| CN102602088A (zh) * | 2011-12-12 | 2012-07-25 | 新乡市金利达化纤有限公司 | 滚球场用的纤维针刺毯 |
| CN102783892B (zh) * | 2012-07-27 | 2013-12-11 | 南通纺织职业技术学院 | 一种具有吸湿导湿功能的手工簇绒地毯及织造方法 |
| CN102794972A (zh) * | 2012-08-16 | 2012-11-28 | 李毅 | 一种粘压型地毯的生产设备 |
| HUE050111T2 (hu) * | 2013-03-15 | 2020-11-30 | Shaw Ind Group Inc | Dekonstruált szõnyeg és gyártási eljárás |
| EP3442380A4 (en) * | 2016-04-14 | 2019-12-04 | Higgins Research & Development LLC | FLOORING WITH UNIVERSAL REINFORCEMENT AND METHOD OF MANUFACTURE AND REUSE |
| CN106048924B (zh) * | 2016-07-11 | 2024-07-23 | 马福顺 | 拼块地毯预涂覆底联合机 |
| CN107938383B (zh) * | 2017-10-25 | 2020-06-05 | 新疆大学 | 一种杂化膜结构防酸透湿织物及其制备方法 |
| GB2595665B (en) * | 2020-06-01 | 2022-12-14 | Altro Ltd | Improvements in or relating to surface coverings |
| US12102247B2 (en) | 2021-05-03 | 2024-10-01 | Interface, Inc. | Non-square rectangular flooring tiles and methods for cutting same |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0005050A2 (en) * | 1978-04-18 | 1979-10-31 | Tay Textiles Limited | Carpet backing materials, process for the manufacture thereof, and carpets incorporating same |
| EP0048986A1 (en) * | 1980-09-29 | 1982-04-07 | The Dow Chemical Company | A polyurethane foam composition suitable for backing a substrate and a substrate containing the polyurethane foam composition |
| US4522857A (en) * | 1984-09-24 | 1985-06-11 | Milliken Research Corporation | Carpet tile with stabilizing material embedded in adhesive layer |
| EP0309816A2 (en) * | 1987-09-29 | 1989-04-05 | The Dow Chemical Company | Polyurethane-forming compositions and process for preparing polyurethane-backed textiles |
| CN1041411A (zh) * | 1988-09-23 | 1990-04-18 | 阿莫科公司 | 聚酯/聚丙烯混合物扁丝及其地毯底布 |
| CN2105914U (zh) * | 1991-11-01 | 1992-06-03 | 青岛乳胶泡沫制品厂 | 聚氨酯泡沫复合地毯 |
| CN2116421U (zh) * | 1992-03-12 | 1992-09-23 | 周国屏 | 机织复合地毯 |
| CN1067459A (zh) * | 1991-04-09 | 1992-12-30 | 北德纤维工厂有限公司 | 簇绒地毯 |
| CN1098273A (zh) * | 1993-08-06 | 1995-02-08 | 塔克-法斯特系统有限公司 | 地毯结构 |
| US5545276A (en) * | 1994-03-03 | 1996-08-13 | Milliken Research Corporation | Process for forming cushion backed carpet |
| CN1250497A (zh) * | 1997-03-17 | 2000-04-12 | 陶氏化学公司 | 制备具有由聚氨酯胶乳制剂制得的聚氨酯背衬的地毯的方法 |
| CN1251146A (zh) * | 1997-02-28 | 2000-04-19 | 陶氏化学公司 | 地毯、地毯背衬和使用均相支化乙烯聚合物制备地毯、地毯背衬的方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5616200A (en) * | 1992-10-23 | 1997-04-01 | Interface, Inc. | I-bond method for making fusion-bonded carpet |
-
2001
- 2001-05-31 CA CA002410155A patent/CA2410155A1/en not_active Abandoned
- 2001-05-31 WO PCT/US2001/017609 patent/WO2001094689A2/en not_active Application Discontinuation
- 2001-05-31 JP JP2002502223A patent/JP2004500930A/ja active Pending
- 2001-05-31 EP EP01939766A patent/EP1287199A2/en not_active Withdrawn
- 2001-05-31 AU AU2001265249A patent/AU2001265249B2/en not_active Expired - Fee Related
- 2001-05-31 CN CNB018106927A patent/CN1308540C/zh not_active Expired - Fee Related
- 2001-05-31 AU AU6524901A patent/AU6524901A/xx active Pending
- 2001-05-31 MX MXPA02011990A patent/MXPA02011990A/es not_active Application Discontinuation
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0005050A2 (en) * | 1978-04-18 | 1979-10-31 | Tay Textiles Limited | Carpet backing materials, process for the manufacture thereof, and carpets incorporating same |
| EP0048986A1 (en) * | 1980-09-29 | 1982-04-07 | The Dow Chemical Company | A polyurethane foam composition suitable for backing a substrate and a substrate containing the polyurethane foam composition |
| US4522857A (en) * | 1984-09-24 | 1985-06-11 | Milliken Research Corporation | Carpet tile with stabilizing material embedded in adhesive layer |
| EP0309816A2 (en) * | 1987-09-29 | 1989-04-05 | The Dow Chemical Company | Polyurethane-forming compositions and process for preparing polyurethane-backed textiles |
| CN1041411A (zh) * | 1988-09-23 | 1990-04-18 | 阿莫科公司 | 聚酯/聚丙烯混合物扁丝及其地毯底布 |
| CN1067459A (zh) * | 1991-04-09 | 1992-12-30 | 北德纤维工厂有限公司 | 簇绒地毯 |
| CN2105914U (zh) * | 1991-11-01 | 1992-06-03 | 青岛乳胶泡沫制品厂 | 聚氨酯泡沫复合地毯 |
| CN2116421U (zh) * | 1992-03-12 | 1992-09-23 | 周国屏 | 机织复合地毯 |
| CN1098273A (zh) * | 1993-08-06 | 1995-02-08 | 塔克-法斯特系统有限公司 | 地毯结构 |
| US5545276A (en) * | 1994-03-03 | 1996-08-13 | Milliken Research Corporation | Process for forming cushion backed carpet |
| CN1251146A (zh) * | 1997-02-28 | 2000-04-19 | 陶氏化学公司 | 地毯、地毯背衬和使用均相支化乙烯聚合物制备地毯、地毯背衬的方法 |
| CN1250497A (zh) * | 1997-03-17 | 2000-04-12 | 陶氏化学公司 | 制备具有由聚氨酯胶乳制剂制得的聚氨酯背衬的地毯的方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103565234A (zh) * | 2012-07-27 | 2014-02-12 | 东理株式会社 | 方块地毯的制造方法及方块地毯 |
| CN103565234B (zh) * | 2012-07-27 | 2016-01-06 | 东理株式会社 | 方块地毯的制造方法及方块地毯 |
| CN106585055A (zh) * | 2016-12-07 | 2017-04-26 | 滨州东方地毯有限公司 | 一种地毯的制造设备和方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU6524901A (en) | 2001-12-17 |
| MXPA02011990A (es) | 2003-05-27 |
| EP1287199A2 (en) | 2003-03-05 |
| WO2001094689A2 (en) | 2001-12-13 |
| CA2410155A1 (en) | 2001-12-13 |
| WO2001094689A3 (en) | 2002-03-21 |
| AU2001265249B2 (en) | 2005-12-15 |
| CN1451061A (zh) | 2003-10-22 |
| JP2004500930A (ja) | 2004-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1308540C (zh) | 轻质衬垫地毯及其制作方法 | |
| CN1286639C (zh) | 纺织品及方法 | |
| CN1919116A (zh) | 纺织品及方法 | |
| CN1308541C (zh) | 地毯、地毯背衬和制备地毯、地毯背衬的方法 | |
| CN1744988A (zh) | 地面材料系统及方法 | |
| CN1798649A (zh) | 纺织面聚氯乙烯地面覆盖物 | |
| CN1197705C (zh) | 表面层中含有聚对苯二甲酸乙二醇酯膜层的装饰板覆盖物及其制造方法 | |
| CN100335712C (zh) | 用于涂布纺织或无纺纤维基材的硅酮水乳液 | |
| CN1070930A (zh) | 弹性地板覆盖物及其制备方法 | |
| CN1280344C (zh) | 稳定剂混合物 | |
| CN1211519C (zh) | 潮湿稳定的细长绒毛制品和起绒表面结构 | |
| CN1236125C (zh) | 非织造织物 | |
| CN100337813C (zh) | 无粘合剂拼块地毯以及无粘合剂拼块地毯的铺装方法 | |
| CN1026872C (zh) | 擦洗软垫 | |
| CN100338302C (zh) | 使用硅酮水乳液用至少一层硅酮弹性体涂布建筑物纺织品的方法以及具有这种涂层的建筑物纺织品 | |
| CN1278884A (zh) | 带加强棱边的水泥板材 | |
| CN1240716A (zh) | 广告用片材 | |
| CN1124205C (zh) | 多层结构 | |
| CN1942613A (zh) | 可染色的聚烯烃纤维和织物 | |
| CN1322266A (zh) | 具有机织物表面的地板覆盖物 | |
| CN1102189A (zh) | 由聚碳酸丁二醇酯衍生的热塑性聚氨酯 | |
| CN1723235A (zh) | 透湿防水薄膜、复合材料及其制造方法 | |
| CN101044280A (zh) | 约束装置用布帛及其制造方法 | |
| CN1926281A (zh) | 有机硅配制剂用于运动服装用纺织品的耐久功能化的用途 | |
| CN1260010A (zh) | 聚酯纤维及制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20070404 Termination date: 20100531 |