CN1244253C - 感应炉 - Google Patents
感应炉 Download PDFInfo
- Publication number
- CN1244253C CN1244253C CNB018129676A CN01812967A CN1244253C CN 1244253 C CN1244253 C CN 1244253C CN B018129676 A CNB018129676 A CN B018129676A CN 01812967 A CN01812967 A CN 01812967A CN 1244253 C CN1244253 C CN 1244253C
- Authority
- CN
- China
- Prior art keywords
- induction heater
- throat
- passage
- molten metal
- stove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/16—Furnaces having endless cores
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/16—Furnaces having endless cores
- H05B6/20—Furnaces having endless cores having melting channel only
Landscapes
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Furnace Details (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
- General Induction Heating (AREA)
- Crucibles And Fluidized-Bed Furnaces (AREA)
- Tunnel Furnaces (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
Abstract
公开一种感应加热炉,具有一个衬以耐火材料内衬的壳体,以及具有炉壁和炉底。至少有一个感应加热器位于炉子的炉底内。感应加热器通过喉部与炉子的内部贯通。喉部长度是感应加热器的服务长度的实质上的一部分。本发明还公开感应加热器的喉部的结构,该结构有助于在炉子内熔融金属的分布。
Description
技术领域
本发明涉及金属的熔化或熔炼用的感应炉,以及尤其是炼钢用的感应炉。
背景技术
近年来,在炼钢工业中开展了新的炼钢方法的开发,这些方法与传统的高炉炼铁和平炉炼钢路线完全不同。
在传统的路线中,钢基本上是在两个阶段生产的。第一阶段发生在高炉内,这时氧化铁还原为生铁,第二阶段,发生在炼钢炉内,这时一些元素,比如碳和锰被控制在规定的水平,以及一些元素,比如硅、硫和磷大部分被清除。炼钢炉包括如碱性氧吹转炉和电弧炉之类的炉子。
与传统的炼钢方法相关的问题之一,是需要在过程的两个阶段之间转移液体铁。这种转移包含着下部结构昂贵的基本投资,以及存在着与转移液体铁有关的危险。传统的方法还有废气排放的问题,这是不利于环境保护的。
在此领域内重大的发展是通道型感应炉,炉内装入含铁炉料和生产粗钢。这种方法公开于美国专利5,411,570和专利申请PCT/EP97/01999和PCT/IB99/01281(200/7298)。
这种炉子是通道型感应炉,和由内衬耐火材料的壳体组成。装炉材料,含铁的矿石和碳还原剂通过炉子侧面的孔装入,以及随后被不同的气体的燃烧加热,这些气体是在一种碳还原剂与矿石混合物加热,以及在某些情况下由添加的燃料燃烧而产生的。
位于金属熔池的底部感应加热器,加热炉内的液体金属,依次又进一步加热和熔化炉料,以形成液体熔渣和金属。这些加热器以普通的方式连接至炉子。这就意味着炉子的壳体具有适当的开口,以及围绕开口的凸缘,用以把感应加热器的附加凸缘和壳体的凸缘通过螺栓连接起来。炉子和感应加热器两者都内衬耐火材料。
在炉子内围绕感应加热器开口的耐火材料的厚度限定了至感应加热器的入口或“喉部”的深度。
熔融的金属通过此喉部流入感应加热器,以及也是通过该喉部由感应加热器排出。最接近感应加热器的内表面的金属被加热。这就意味着较冷的金属在外侧流入感应加热器的通道,以及当它对着通道的内侧通过时被加热。熔融金属的流动是借助热的和冷的金属之间的密度差而产生的。电磁力可以帮助该作用,以改善熔融金属的流动图形。
这种已知的通道型感应加热器是由一个电线圈埋入一个耐火材料体内,以及在耐火材料内围绕此线圈形成一个通道而组成的。导电通道也称为感应加热器的第二环路,其实质是一个短路变压器。线圈借助耐火材料,水冷却板和一个空气间隙与通道隔热。炉子的炉底上的耐火材料,炉子壳体的厚度,炉子凸缘的厚度,以及炉子壳体和炉子凸缘之间的距离的组合深度,一般作为至感应加热器的喉部的深度。喉部成形为实质上垂直的以及它直接导入感应加热器的通道。
在通道型炉子内,几个感应加热器沿着炉子的长度排列成一行。
炉子的装料由熔融的金属池、在金属顶部上的一层熔渣和在顶部的固体的炉料组成。炉料基本上分为两个连续的堆层,延伸至炉子长度的大部分,如美国专利5,411,570公开的那样;或者炉子可以这样装料,使两个连续的堆层在炉子的中心会合,以封住两个炉料堆层之间的间隙,如专利申请PCT/EP97/01999公开的那样。
熔融金属通过喉部流动进入感应加热器,以及通过其喉部由感应加热器排出。由感应加热器排出的排出液流实质上是垂直的,因此与直接在开口上面的金属混合。被吸入感应加热器的较冷的金属,也实质上是由直接在感应加热器上面的熔融金属池产生的。上升的热金属与下降的冷金属在喉部内进行热交换。
这样就意味着在每个感应加热器开口上面的和在喉部内的金属熔池较大程度地循环通过感应加热器,以及反复地被加热。这样导致在感应加热器的上面的局部的热点,特别是当感应加热器上面的金属熔池的深度浅时。这样导致感应加热器内的金属被加热至不需要的程度,以及在某些时候加热至危险的高温。
局部的热点的存在对于此型的炉子是不理想的,这是由于一系列的原因,首先是热点引起位于热点附近的一些炉料优先地熔化,导致这些材料相对于未优先熔化的炉料部分对于燃烧气体的热量暴露不足。因此存在着对于燃烧气体的热量暴露过度和暴露不足的区域。这种暴露的差别导致过度的电能消耗,以及用于还原燃烧气体和加热炉顶的有效能量的利用不足。它还导致未还原的炉料加热太快,使气体包容在钢水中,和引起随后不希望的沸腾作用。这种作用是,通过感应加热器的功率输入必须降低,以及作为其结果,是生产率的降低。
在本说明书中,术语“喉部”是表示炉子和炉子炉底内的感应加热器之间的连系通道。喉部通道与感应加热器的不同在于喉部通道不导电。
在本说明书中,术语“喉部深度”是表示从喉部的最上边缘至通过炉子底部内一个感应加热器的线圈的长度所画中心线的操作上的和实质上垂直的距离。
在本说明书中,术语“服务长度”是表示在使用中要求每个感应器加热时的炉子的长度,它是由一个感应加热器和一个相邻的感应加热器之间的中点至此感应加热器和一个相对相邻的感应加热器之间的中点的距离,或者至炉子的端部的操作上的和实质上水平的距离。
在本说明书中,术语“喉部长度”是表示从一个感应加热器的喉部的一侧跨过通道和感应加热器的线圈至其另一侧的水平的距离;此距离是实质上平行于感应加热器的“服务长度”测量的。
在本说明书中,术语“喉部宽度”是表示喉部的两侧壁之间距离和与“喉部长度”横交测量的距离。
在本说明书中,术语“感应加热器通道宽度”是表示从感应加热器通道的一侧至相对一侧的大致的距离,它是在感应加热器的中心线测量的以及相对于感应加热器的长轴成直角测量的。
在本说明书中,术语“感应加热器深度”是表示在感应加热器的外缘之间最长的水平距离。
在本说明书中,术语“普通的喉部深度“表示对于使用与本发明类似方法的普通的感应炉,炉底耐火材料、支承炉底的炉子壳体、在炉子壳体和炉子凸缘之间的距离、炉子和感应加热器的凸缘的厚度、炉子和感应加热器之间的密封料的厚度、在感应加热器的凸缘和感应加热器的壳体之间的距离、感应加热器的壳体、以及由感应加热器壳体的上内表面至平行于通过感应加热器的线圈的中心线的水平线的感应加热器的耐火材料的厚度的组合的厚度。
发明目的
本发明的目的是提供一种通道型感应加热炉用的喉部,它至少部分地减轻了上述的某些问题。
发明内容
按照本发明,提供一种感应加热炉,它具有用耐火材料内衬的一个壳体,此炉子具有至少炉壁和炉底;
并且带有至少一个感应加热器,位于炉子的炉底内;
感应加热器通过喉部与炉子的内部贯通;
喉部长度大于至少感应加热器的服务长度的一半。
这里还提供一种感应加热炉,它具有一个用耐火材料内衬的壳体;
此炉子有至少炉壁和炉底;并且带有至少一个感应加热器,位于炉子的炉底内;
感应加热器通过喉部与炉子的内部贯通;以及
喉部宽度不大于感应加热器通道宽度的3倍,从而使喉部宽度实质上小于一个感应加热炉内的普通的喉部的宽度。
这里还提供一种感应加热炉,它具有一个用耐火材料内衬的壳体;
此炉子具有至少炉壁和炉底;并且带有至少一个感应加热器,位于炉子的炉底内;
感应加热器通过喉部与炉子的内部贯通;以及
喉部深度实质上大于使用于相同过程的普通的感应加热炉的喉部深度。
这里还提供一种感应加热炉,它具有一个用耐火材料内衬的壳体;
此炉子具有至少炉壁和炉底;并且带有至少一个感应热器,位于炉子的炉底内;
感应加热器通过喉部与炉子的内部贯通;
此内部至少部分地充填液体金属;以及
炉子内液体金属的水平面实质上小于使用于相同过程的普通的感应加热炉内的液体金属的水平面。
这里还提供一种炉子,它是通道型炉子;
对于这种炉子,准备使用于金属的熔化,或者金属的熔炼,
对于这种炉子,应具有至少一个炉料用的装料孔,至少一个排出孔,以及至少一个在炉子内部的燃烧器。
这里还提供一种炉子,它是通道型炉子,
对于这种炉子,准备用于炼钢;
对于这种炉子,应具有至少一个含铁炉料,或者含铁炉料和还原材料用的装料孔,至少一个排出孔,以及至少一个在炉子内部的燃烧器。
这里还提供炉料用的废金属,对于炉料应包括还原材料,以及对于炉料应包括其它原材料。
这里还提供喉部,它应具有在感应加热器的中心上面的至少一个挡板;
挡板应建筑在喉部的侧壁内;以及
挡板应引导熔融的金属流动通过喉部。
这里还提供喉部,它应具有贯穿喉部的有间距的一组挡板;
挡板应建筑在喉部的侧壁内;以及
挡板应引导熔融的金属流动通过喉部。
这里还提供一组挡板,它希望为楔形,并且楔形的顶端指向感应加热器的中心。
这里还提供中心挡板,它应在工作的上表面具有一个堤坝,以及堤坝延伸至炉子内熔融金属平面的上面。
这里还提供一个延伸通过挡板的管路,以及此管路是冷却管路。
本发明的其它特点是提供上述的一种感应加热炉,其中喉部具有至少两个熔融金属运输通道,第一通道与感应加热器上面的熔池的第一部分贯通,以及第二通道与远离熔池的第一部分的第二部分贯通。
这里还提供喉部,它具有3个熔融金属运输通道,其第二和第三熔融金属通道分别与远离熔池的第一部分的第二和第三部分贯通,而熔池的第一部分位于熔池的第二和第三部分之间。
本发明还提供第一通道的工作上的上端,它具有汇流管,汇流管与一组汇流通路连接,汇流通路与熔池的第一部分的工作上的上部区贯通。
这里还提供一组通路,延伸通过炉底的升高部分。
本发明的另一特点提供第一通道,它工作上传送熔融金属由感应加热器至熔池,以及第二和第三通道,它们工作上传送熔融金属由熔池至感应加热器。
附图的简要说明
下面借助实例和参见附图说明本发明的实施例,附图中:
图1示出按照本发明的炉子的顶视图。
图2示出图1中通过感应加热器和喉部的炉子的纵剖面图。
图3是通过图2内直线3-3的剖面图。
图4是通过图2内直线4-4的剖面图。
图5是通过图2内直线5-5的剖面图。
图6示出炉底喉部和通道的剖面的透视图。
图7示出按照本发明的另一炉子的纵剖面图。
图8示出图7内的炉子的交错的顶视图。
图9是图7内通过直线9-9的剖面图。
图10是图7内通过直线10-10的剖面图。
图11是图7内通过直线11-11的剖面图。
图12是通过按照现有的技术的炉子的剖面图。
图13是图12内的炉子的顶视图。
图14是图12内通过直线14-14的剖面图。
图15是图12内通过直线15-15的剖面图。
图16是图12内通过直线16-16的剖面图。
图17是本发明的第二实施例的喉部和炉底的顶视透视图
图18是本发明的第二实施例的喉部和炉底的底视透视图。
图19是本发明的第三实施例的底视透视图。
图20是本发明的第三实施例的顶视透视图。
参见附图的详细说明
按照现有技术的炉子100(示于图12)。炉子100的顶视图示于图13。炉子100具有钢壳体101,部分地示出衬有耐火材料102内衬,部分地示出用于隔热和包容在炉子100内的熔融的钢103。
在炉子100的中心具有一排感应加热器104,其中两个示于图12和13内。这些感应加热器104借助炉子100上的附加的凸缘105a,105b连接至炉子100的钢壳体101上,以及这些感应加热器104相互固定。通常,这些凸缘105a,105b栓接到一起以相互固定。
炉子100和每个感应加热器104是通过喉部106相互贯通的。喉部106的深度基本上取决于从炉子100的炉底上的耐火材料102的最上表面至炉子100和感应加热器104之间的接头109的距离。此深度更精确地取决于炉子100炉底上的耐火材料,炉子的钢壳体101,炉子壳体和炉子凸缘105a之间的间隙108,以及炉子凸缘105a的厚度的组合厚度。
在现有技术中,喉部深度随着上述的任何一个或多个因素的改变而改变。喉部的基本的目的是提供在炉子和感应加热器之间金属流动的通路。这种类型的感应炉公开于PCT申请PCT/1B99/01281。
图1和2示出按照本发明的感应加热通道炉1。此炉子使用于铁矿石炉料2的还原(如图3所示)。炉子1的装炉和操作公开于美国专利US 5,411,570和专利申请PCT/EP97/01999和PCT/1B99/01281。
按照本发明,炉子1也具有钢壳体3,它在内部用耐火材料4内衬,用于包容和隔热目的。炉子内的炉料2被燃烧气体产生的火焰的辐射以及来自炉子炉顶的辐射加热。金属熔池被连接至炉子1的炉底6的中部的两个感应加热器5加热。
感应加热器5各具有一个线圈(图中未示出),通过位于充填感应加热器壳体9的耐火材料8内的一个空腔。一个通道10设在感应加热器的耐火材料8内围绕空腔7。
感应加热器5借助螺栓(图中未示出)连接至炉子壳体3,它接合炉子的附加的凸缘11a和感应加热器的附加的凸缘11b。
加热器通道10通过喉部16与炉子内部15贯通。喉部16的深度22限定为从炉底6处的喉部16的上表面16A至炉子11A和感应加热器11B之间的接头的距离。此距离实质上大于在普通的炉子中同样限定的距离,如公开于美国专利US 5,411,570和专利申请PCT/EP97/01999和PCT/1B99/01281。每个喉部16的长度20示于图2。
每个喉部16还具有侧壁23。侧壁之间的平均距离(图中未示出)限定作为喉部的宽度。喉部的宽度小于感应加热器5的通道的宽度的3倍。
在每个感应加热器5的上面,在喉部16内的侧壁23之间延伸着一个挡板24。
这些挡板通常是楔形的,并且每个楔形带有顶端25向下指向感应加热器5。每个挡板24的顶端25延伸至接近炉子一感应加热器的接头14的上面。
在一个挡板24的顶面上有一个堤坝26建筑在挡板24的上表面2上。堤坝26足够高,以便延伸至炉子1内的熔池的水平面的上面,以及它也由炉子内的侧壁延伸至侧壁,从而防止或限制了钢水溢过挡板24。堤坝26不会限制炉渣从炉子的一个侧壁流至另一个侧壁,以及堤坝26可以具有一个缺口(图中未示出)以允许限制的金属流通过它溢过挡板24。
炉子还示于图1的顶视图,以及通过炉子的剖面图示于图3,4,和5,以进一步说明炉子的排列。图6的透视图进一步示出喉部16挡板24和感应加热器5的形状。
炉子1的工作方式与美国专利US 5,411,570和PCT申请PCT/EP97/01999和PCT/1B99/01281公开的相同。炉子装入含铁矿石或部分还原的矿石,它含有含碳的还原材料。炉料通过炉子1侧面的装料口12装入。装料口12沿炉子的长度间隔开。
当炉料装入炉子内时,在炉子的两侧面形成炉料堆层。当足够的材料装入炉子内时,每个侧面上的堆层合并到一起,在炉子的各侧形成两排炉料。
如PCT申请PCT/EP97/01999所公开,装料也可以这样进行,使两排炉料在炉子29的中心处合并,从而完全地覆盖钢水30上的熔渣层19。
在按照本发明的炉子的操作中,炉料被空气或其它所含的氧,和炉子内炉料上面以及来自钢水下面的气体的燃烧加热。钢水由感应加热器的加热保持在液态。
炉料在固体状态下还原。位于炉底的炉料部分,更精确地是与钢水熔池30接触的炉料部分将被熔化。在炉料的这一部分,还原反应已经完成,它意味实质上全部碳已消耗。因此,当颗粒熔化时实质上没有气体形成。熔化消耗非常小的能量,因为颗粒已经还原和预热。
每个感应加热器5具有必须服务的(对熔化提供热量的)炉子1的给定的长度。从感应加热器5排出的热金属循环和损失其一些热量,以及最终作为较冷的金属返回准备再次加热。在炉子内钢水熔池有一个最大长度,使感应加热器5能够保持其熔融的状态。它取决于喉部长度20,钢的类型,感应加热器的能量输出,热损失和消耗,以及熔池深度。
按照本发明,与现有的炉子的喉部长度和服务长度比较,本发明炉子的喉部长度20占更大的感应加热器5的服务长度的百分数。这样导致更有效的热分配。这种效应是热点的数量的增加和强度的降低,因为热量沿炉子的中心线均匀地分布,而不是集中于一点。
挡板24借助分配较热的金属至挡板24的两侧面来帮助减少热点的强度,以代替直接向上。因此较热的金属被迫沿着熔池的中心线移动,而不是直接向上。
这样就意味炉料是沿着其中心线熔化的。这种效应允许颗粒从每个侧面的较高处沿着炉料堆层的斜坡稳定地移动至炉子的中心。因此颗粒走捷径的问题减少,因为炉料2是在距离装料口12最远的位置稳定地熔化。
当在炉子1内形成适当数量的钢时,它可以通过排放口(图中未示出)从炉子1排放。钢可以连续地排放,其速率与颗粒在炉子中熔化的速率大致相同。熔渣19也可以由排放口(图中未示出)排出。
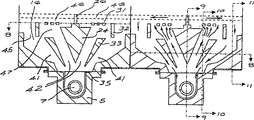
图7和8示出本发明的另一实施例。图7示出通过炉子1A的感应加热器5和喉部16的剖面图,以及图8示出图7的炉子1A沿直线8-8的交错的顶视图。
如图7所示,除具有图1至6实施例中所示的挡板24之外,喉部16还具有附加的挡板31,32和33。这些附加的挡板31,32,33的功能是引导喉部16内熔融金属的流动。至感应加热器5的通道10的入口35斜置在纵向方向上,以增加紧接通道上面的区域,以及增加上升的较热的金属液流和较冷的下降的金属液流之间的距离。加热的熔融金属排出通道10和进入喉部16,在这里它首先遭遇挡板24,33,在图7中,箭头示出金属的流动。下挡板24分离金属成为通过由挡板24,33形成的通路42向上流动的两个液流。而挡板24分散上升的较热的金属,挡板33用于隔离和减少在通道42内上升的较热金属液流,以及在通道41内下降的较冷的金属液流之间的热交换。
侧挡板32还用于隔离区域47内上升的较热的金属和区域45内下降的较冷的金属。
两个通过通道42流动的上升的中心液流流动至区域47,在这里它分散为较小的液流,供给至区域46,在这里还原材料熔化。这种效果是沿熔池水平面28分配加热的金属流动从而避免在熔池中形成热点。
挡板的作用是由感应加热器传送至熔融金属的热可以通过感应加热器的整个服务长度更有效地分配。这样减少了热点的形成,以及通过更好地利用炉子内的燃烧能量而优化了电能消耗。
图9,10和11示出图7的炉子1A沿上述的直线的剖面图。这些图用于说明图7和8的实施例。
本发明的第二实施例示于图17和18。在图17中喉部和炉底的标号为110。如图17和18所示,熔融的金属通过指定的通道传送,这些通道包括一个中心通道113和两个侧通道112。
熔融金属(图中未示出)在感应加热器通道114内被加热。由于加热的熔融金属的密度比未加热的熔融金属的密度低,加热的熔融金属将通过中心通道113上升。
两个侧通道112从喉部的服务长度的最远处运输熔融金属。由于熔融金属的温度在这里比紧接感应加热器上面熔融金属的温度低,温度低的熔融金属被吸入侧通道112。被吸入侧通道112的温度低的熔融金属传送至感应加热器通道114。温度低的熔融金属被吸入侧通道112是由中心通道113内温度高的熔融金属的上升引起的熔融金属的运动的结果。
如图18所示,中心通道113可以包括一个汇流管115,该汇流管包括多条汇流通路116,汇流管115延伸通过炉底111的上升部分117。通路116在炉底111的上升部分117的顶面处开口。这样使温度高的熔融金属能够在熔融金属池(图中未示出)的上部区(图中未示出)均匀地分布。
试验表明,图17所示的第二实施例能够达到比图1和2所示的第一实施例在炉中更好的热分配。
这主要是由于在第二实施例中改善了熔融金属的流动特点,这是使用熔融金属通道引导熔融金属至可以达到最佳的热分配的位置的结果。
本发明的第三实施例示于图19和20。本实施例与第二实施例类似。在第三实施例中,喉部和炉底的标号为120。
本实施例120使用双路感应加热器。这种感应加热器具有两个通道121,每个围绕一个线圈(图中未示出)。这两个通道121共用一个单独的中心通道122。通过此感应加热器的熔融金属流动的方向与第二实施例的相反。熔融的金属被吸入感应加热器的中心通道122和通过侧通道121的开口排出。
喉部具有熔融金属通道与感应加热器通道匹配。这就是意味着,在喉部内有两个熔融金属侧通道123和一个单独的熔融金属中间通道124。
中间通道124运送较冷的熔融金属至感应加热器,以及两个侧通道123从喉部运送加热的熔融金属至熔融金属的熔池。
中心通道124不象在第二实施例中那样具有一个汇流管,而是两个侧通道123每个具有其自己的汇流管125。每个汇流管125具有多个汇流通路126,与熔融金属的熔池的汇流管连接(图中未示出)。
第三实施例的汇流管125比第二实施例的单独的汇流管短。这样做的优点是,炉子具有两上较短的汇流管,以代替一个中心的汇流管,这改善了加热的熔融金属的分布。
应该理解,这些实施例仅以实例的方式说明,以及其它的实施例也应包括在本发明的范围内。例如,感应加热器的数目对于特殊的方法可以改变。也可以将本发明使用于其它金属的感应熔化,例如铜、黄铜、铝或废钢。
图7所示的挡板的形状和布置也有可能改变。例如,上挡板之间的距离可以改变,以及上挡板的形状可以改变为楔形,以改变对于特殊情况的熔融钢的流动图案。
Claims (24)
1.一种感应加热炉,具有一个衬以耐火材料内衬的壳体;感应加热炉具有至少炉壁和炉底,并且带有至少一个感应加热器,位于感应加热炉的炉底内;感应加热器通过一个喉部与感应加热炉的内部贯通;喉部的长度大于至少感应加热器的服务长度的一半。
2.按照权利要求1的感应加热炉,其特征在于,所述的感应加热炉是通道型的感应加热炉,所述的感应加热炉用于金属的熔化或熔炼,所述的感应加热炉具有至少一个炉料装料孔和至少一个排出孔,以及所述的感应加热炉具有至少一个气体燃烧器在其内部。
3.按照权利要求2的感应加热炉,其特征在于,所述的感应加热炉用于炼钢;以及所述的感应加热炉具有至少一个含铁炉料用的装料孔。
4.按照权利要求2的感应加热炉,其特征在于,所述的感应加热炉用于炼钢;以及所述的感应加热炉具有至少一个含铁炉料和还原材料用的装料孔。
5.按照权利要求3或4的感应加热炉,其特征在于,所述的炉料包括废金属,还原材料,以及其它原材料。
6.按照权利要求5的感应加热炉,其特征在于,所述的喉部具有至少一个挡板,挡板的至少一部分位于感应加热器的中心的上面,挡板设在喉部的侧壁内,以及使用中,挡板引导熔融的金属通过喉部流动。
7.按照权利要求6的感应加热炉,其特征在于,一组挡板位于喉部内,挡板是间隔开的。
8.按照权利要求7的感应加热炉,其特征在于,每个挡板是楔形的,以及楔形位于喉部内,并且楔形的顶端指向感应加热器的中心。
9.按照权利要求8的感应加热炉,其特征在于,至少一个所述的挡板的至少一部分可操作延伸至感应加热炉内熔融金属的水平面的上面。
10.按照权利要求9的感应加热炉,其特征在于,至少一个所述的挡板具有一个通过它的冷却管路。
11.按照权利要求1的感应加热炉,其特征在于,所述的喉部具有至少两个喉部通道,第一喉部通道与感应加热器上面的溶融金属熔池的第一部分贯通,以及第二喉部通道与远离熔融金属熔池的第一部分的第二部分贯通。
12.按照权利要求11的感应加热炉,其特征在于,所述的喉部具有至少3个喉部通道,第三喉部通道与远离熔融金属熔池第一部分的第三部分贯通,以及熔融金属熔池的第一部分位于熔融熔池的第二和第三部分之间。
13.按照权利要求11的感应加热炉,其特征在于,所述的第一喉部通道的工作上的上端具有一个汇流管,以及所述的汇流管连接至一组汇流通路,汇流通路与熔融金属熔池的第一部分的工作上的上部区贯通。
14.按照权利要求12的感应加热炉,其特征在于,所述的第一喉部通道的工作上的上端具有一个汇流管,以及所述的汇流管连接至一组汇流通路,汇流通路与熔融金属熔池的第一部分的工作上的上部区贯通。
15.按照权利要求13的感应加热炉,其特征在于,这些所述的汇流通路延伸通过炉底的一个上升部分。
16.按照权利要求14的感应加热炉,其特征在于,这些所述的汇流通路延伸通过炉底的一个上升部分。
17.按照权利要求11至16中任何一项的感应加热炉,其特征在于,第一喉部通道工作上从感应加热器把熔融金属传送至熔融金属熔池,以及第二喉部通道工作上从熔融金属熔池把熔融金属传送至感应加热器。
18.按照权利要求12至16中任何一项的感应加热炉,其特征在于,第一喉部通道工作上从感应加热器把熔融金属传送至熔融金属熔池,以及第二和第三喉部通道工作上把熔融金属从熔融金属熔池传送至感应加热器。
19.按照权利要求12至16中任何一项的感应加热炉,其特征在于,第一通道工作上把熔融金属从熔融金属熔池传送至感应加热器,以及第二和第三喉部通道工作上把熔融金属从感应加热器传送至熔融金属熔池。
20.按照权利要求11的感应加热炉,其特征在于,第二喉部通道工作上的上端具有一个汇流管,以及汇流管连接一组汇流通路,汇流通路与熔融金属熔池的第二部分上面的工作上的上部区贯通。
21.按照权利要求12的感应加热炉,其特征在于,第二喉部通道工作上的上端具有一个汇流管,以及第三喉部通道的工作上的上端具有一个汇流管,第二和第三喉部通道的汇流管与一组汇流通路连接,第二喉部的汇流通路与熔融金属熔池第二部分的工作上的上部区贯通,以及第三喉部的汇流通路与熔融金属熔池的第三部分的工作上的上部区贯通。
22.按照权利要求20的感应加热炉,其特征在于,第一喉部通道工作上把熔融金属从熔融金属熔池传送至感应加热器,以及第二喉部通道工作上把熔融金属从感应加热器传送至熔融金属熔池。
23.按照权利要求21的感应加热炉,其特征在于,第一喉部通道工作上把熔融金属从熔融金属熔池传送至感应加热器,以及第二和第三喉部通道工作上把熔融金属从感应加热器传送至熔融金属熔池。
24.按照权利要求20至23中任何一项的感应加热炉,其特征在于,所述的汇流通路延伸通过炉底的一个上升的部分。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ZA2000/3089 | 2000-06-20 | ||
| ZA200003089 | 2000-06-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1443434A CN1443434A (zh) | 2003-09-17 |
| CN1244253C true CN1244253C (zh) | 2006-03-01 |
Family
ID=25588800
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB018129676A Expired - Fee Related CN1244253C (zh) | 2000-06-20 | 2001-06-20 | 感应炉 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US6819705B2 (zh) |
| EP (1) | EP1295512B1 (zh) |
| JP (1) | JP2004510939A (zh) |
| KR (1) | KR100538701B1 (zh) |
| CN (1) | CN1244253C (zh) |
| AT (1) | ATE306183T1 (zh) |
| AU (2) | AU1549702A (zh) |
| BR (1) | BR0111824A (zh) |
| CA (1) | CA2413307A1 (zh) |
| DE (1) | DE60113840T2 (zh) |
| EA (1) | EA004258B1 (zh) |
| ES (1) | ES2250501T3 (zh) |
| MX (1) | MXPA02012815A (zh) |
| TR (1) | TR200202689T2 (zh) |
| WO (1) | WO2001099473A2 (zh) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR0111824A (pt) | 2000-06-20 | 2003-06-17 | Louis Johannes Fourie | Forno aquecido por indução |
| WO2009034544A2 (en) | 2007-09-12 | 2009-03-19 | Christopher James Price | Static slope reduction furnace |
| US8017471B2 (en) * | 2008-08-06 | 2011-09-13 | International Business Machines Corporation | Structure and method of latchup robustness with placement of through wafer via within CMOS circuitry |
| KR20180014251A (ko) * | 2010-03-29 | 2018-02-07 | 블루스코프 스틸 리미티드 | 세라믹 라이닝이 형성된 채널 인덕터 |
| EP2681503A4 (en) * | 2011-03-01 | 2014-08-20 | Louis Johannes Fourie | CHANNEL INDUCTION FURNACE |
| WO2015044878A1 (en) * | 2013-09-25 | 2015-04-02 | Louis Johannes Fourie | An induction furnace and a method of operating it |
| US10852064B2 (en) * | 2015-07-15 | 2020-12-01 | Envirosteel Inc | Channel type induction furnace |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH27812A (fr) | 1903-01-08 | 1904-02-29 | Aug Blanc | Dispositif permettant d'exposer et de développer une série de plaques photographiques sans le secours d'une chambre obscure |
| US2342617A (en) * | 1943-07-01 | 1944-02-22 | Ajax Engineering Corp | Submerged resistor-type induction furnace for melting metals |
| CH278123A (de) * | 1949-04-23 | 1951-09-30 | Aluminium Ind Ag | Induktionsofen zum Schmelzen von Metallen. |
| US3595979A (en) * | 1970-01-28 | 1971-07-27 | Ajax Magnethermic Corp | Induction furnaces |
| FR2303439A1 (fr) * | 1975-03-07 | 1976-10-01 | Cem Comp Electro Mec | Four a canal pour la fusion des metaux et alliages a bobine inductrice unique assurant le chauffage et la circulation forcee du metal fondu |
| CH639750A5 (de) * | 1977-04-07 | 1983-11-30 | Imant Eduardovich Butseniex | Induktionsrinnenofen. |
| US4174462A (en) * | 1978-03-30 | 1979-11-13 | Pearce Michael L | Induction furnaces for high temperature continuous melting applications |
| JPS55111099A (en) * | 1979-02-19 | 1980-08-27 | Fujikura Ltd | Method of preventing thunder |
| US4435820A (en) * | 1980-09-24 | 1984-03-06 | The Electricity Council | Channel induction furnaces |
| US5411570A (en) | 1993-06-16 | 1995-05-02 | Iscor Limited | Steelmaking process |
| JP3699586B2 (ja) * | 1998-02-18 | 2005-09-28 | 新日本製鐵株式会社 | 鉄系スクラップの溶解方法および装置 |
| JPH11248368A (ja) * | 1998-02-26 | 1999-09-14 | Nippon Steel Corp | 屑鉄乾燥・投入設備 |
| BR0111824A (pt) | 2000-06-20 | 2003-06-17 | Louis Johannes Fourie | Forno aquecido por indução |
-
2001
- 2001-06-20 BR BR0111824-2A patent/BR0111824A/pt not_active IP Right Cessation
- 2001-06-20 KR KR10-2002-7017195A patent/KR100538701B1/ko not_active IP Right Cessation
- 2001-06-20 EA EA200300034A patent/EA004258B1/ru not_active IP Right Cessation
- 2001-06-20 AU AU1549702A patent/AU1549702A/xx active Pending
- 2001-06-20 JP JP2002504186A patent/JP2004510939A/ja active Pending
- 2001-06-20 CN CNB018129676A patent/CN1244253C/zh not_active Expired - Fee Related
- 2001-06-20 ES ES01984049T patent/ES2250501T3/es not_active Expired - Lifetime
- 2001-06-20 TR TR2002/02689T patent/TR200202689T2/xx unknown
- 2001-06-20 DE DE60113840T patent/DE60113840T2/de not_active Expired - Lifetime
- 2001-06-20 CA CA002413307A patent/CA2413307A1/en not_active Abandoned
- 2001-06-20 AU AU2002215497A patent/AU2002215497C1/en not_active Ceased
- 2001-06-20 MX MXPA02012815A patent/MXPA02012815A/es active IP Right Grant
- 2001-06-20 US US10/312,057 patent/US6819705B2/en not_active Expired - Fee Related
- 2001-06-20 EP EP01984049A patent/EP1295512B1/en not_active Expired - Lifetime
- 2001-06-20 WO PCT/IB2001/001075 patent/WO2001099473A2/en active IP Right Grant
- 2001-06-20 AT AT01984049T patent/ATE306183T1/de not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| US20030103546A1 (en) | 2003-06-05 |
| WO2001099473A8 (en) | 2002-08-22 |
| CN1443434A (zh) | 2003-09-17 |
| EP1295512A2 (en) | 2003-03-26 |
| KR100538701B1 (ko) | 2005-12-23 |
| DE60113840D1 (de) | 2005-11-10 |
| TR200202689T2 (tr) | 2004-11-22 |
| BR0111824A (pt) | 2003-06-17 |
| EP1295512B1 (en) | 2005-10-05 |
| JP2004510939A (ja) | 2004-04-08 |
| AU1549702A (en) | 2002-01-02 |
| AU2002215497C1 (en) | 2006-12-21 |
| ES2250501T3 (es) | 2006-04-16 |
| WO2001099473A2 (en) | 2001-12-27 |
| ATE306183T1 (de) | 2005-10-15 |
| CA2413307A1 (en) | 2001-12-27 |
| DE60113840T2 (de) | 2006-07-13 |
| KR20030031003A (ko) | 2003-04-18 |
| US6819705B2 (en) | 2004-11-16 |
| EA200300034A1 (ru) | 2003-06-26 |
| MXPA02012815A (es) | 2004-07-30 |
| AU2002215497B2 (en) | 2006-06-01 |
| WO2001099473A3 (en) | 2002-04-18 |
| EA004258B1 (ru) | 2004-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1216156C (zh) | 用于生产熔融铁的方法和装置 | |
| CN1102662C (zh) | 废钢铁料的预热的设备和预热方法 | |
| CN1233850C (zh) | 直接熔炼转炉和直接熔炼方法 | |
| CN1070923C (zh) | 金属铁的生产方法 | |
| CN1233978C (zh) | 更换炉衬的方法和用于进行直接熔炼工艺的熔炉 | |
| CN1323357A (zh) | 制备金属及金属合金的方法与设备 | |
| CN101078515A (zh) | 改进的燃烧器屏板以及相关方法 | |
| CN1083889C (zh) | 生产液体生铁的装置 | |
| CN106566907A (zh) | 铁矿石直接冶炼铁的生产方法和熔融还原装置 | |
| CN1244253C (zh) | 感应炉 | |
| EP0784193A1 (en) | Metal fusion furnace and metal fusing method | |
| CN1251618A (zh) | 带绝缘电极的电炉和生产熔融金属的工艺方法 | |
| CN1100470A (zh) | 炼钢方法 | |
| BG63823B1 (bg) | Метод и съоръжение за суспензионно топене | |
| AU2002215497A1 (en) | Induction furnace | |
| JPH08506858A (ja) | 鉄を製造する方法と装置 | |
| CN1258606C (zh) | 用于金属还原和熔化过程的装置和使用了该装置的方法 | |
| CN1320128C (zh) | 直接熔炼容器 | |
| CN102954682A (zh) | 铝及铝合金高效等温熔炼炉 | |
| CN108027209A (zh) | 通道式感应炉 | |
| CN206430557U (zh) | 连续高温熔融岩/矿棉原料的感应电炉 | |
| RU2152436C2 (ru) | Способ плавки материалов в жидкой ванне и печь для его осуществления | |
| JP5426988B2 (ja) | 溶融金属製造装置 | |
| CN106705664A (zh) | 连续高温熔融岩/矿棉原料的感应电炉 | |
| CN1854315A (zh) | 铁的生产方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20060301 Termination date: 20110620 |