CN1243677C - 行列式玻璃制品成形系统中清卸机构运动分布图的产生 - Google Patents
行列式玻璃制品成形系统中清卸机构运动分布图的产生 Download PDFInfo
- Publication number
- CN1243677C CN1243677C CNB981150322A CN98115032A CN1243677C CN 1243677 C CN1243677 C CN 1243677C CN B981150322 A CNB981150322 A CN B981150322A CN 98115032 A CN98115032 A CN 98115032A CN 1243677 C CN1243677 C CN 1243677C
- Authority
- CN
- China
- Prior art keywords
- reference mark
- distribution
- time
- motion
- acceleration
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B9/00—Blowing glass; Production of hollow glass articles
- C03B9/30—Details of blowing glass; Use of materials for the moulds
- C03B9/40—Gearing or controlling mechanisms specially adapted for glass-blowing machines
- C03B9/41—Electric or electronic systems
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B9/00—Blowing glass; Production of hollow glass articles
- C03B9/30—Details of blowing glass; Use of materials for the moulds
- C03B9/44—Means for discharging combined with glass-blowing machines, e.g. take-outs
- C03B9/453—Means for pushing newly formed glass articles onto a conveyor, e.g. sweep-out mechanisms; Dead-plate mechanisms
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S65/00—Glass manufacturing
- Y10S65/13—Computer control
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Programmable Controllers (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Control Of Temperature (AREA)
Abstract
在包括许多执行周期运动的操作机构的行列式玻璃制品成形系统中,用于控制至少一个操作机构的周期运动的电子控制装置包括一个电子存储器,用于存储一种操作机构的许多运动分布图,每个分布图包括一组运动数据对时间数据。每个分布图都具有分段线性形状,其由若干控制点确定,各控制点具有相应的运动和时间数据值。操作者可以有选择地其中一个分布图作为控制点的时间值表,可取的是时间值以IS机工作角度为单位。
Description
技术领域
本发明涉及行列式(IS)机器玻璃制品成形系统,更具体地说,本发明涉及用于产生和改变这种系统中玻璃制品清卸机构运动分布图的一种方法和装置。
背景技术
玻璃容器制造领域目前主要采用所谓的行列式机或IS机。这种机器包括许多独立的或单独的制造部分,每一部分包括多个用于将一个或多个熔融玻璃物料或料滴转吹成空的玻璃容器,并将这些玻璃容器在该机器部分的连续模段之间转换的操作机构。一般来说,一台IS机系统包括一个玻璃料源及其用于控制热玻璃料流的引杆机构、一个用于将熔融玻璃切割成单个料滴的直切机构、和一个用于将各个玻璃料滴在各个机器部分之中进行分配的料滴分配器。每一机器部分包括一个或多个初型模,玻璃料滴在其中经过吹或压操作初步成形,一个或多个用于将初型模转换到吹制模的翻转臂,玻璃容器在其中经过吹制最终成形,若干用于将成形的玻璃容器卸到一个固定板上的钳子、和一个用于将成形的玻璃容器从该固定板转换到一个横向传送带的清卸机构。该传送带接收来自IS机所有部分的玻璃容器,并将这些玻璃容器传送到一个装载机以便转送到玻璃退火炉中。各个部分还包括用于关闭定模、移动挡板或吹嘴、控制冷风等等的操作机构。美国专利US-4362544中对于“吹—吹”法和“压—吹”法玻璃制品制造方法的背景技术都进行了讨论,并且还讨论了可适用于两种方法的一种电动气动行列式机。
IS机的各种操作机构借助于一根机轴、一组由机轴可旋转地带动的独立凸轮、和响应这些凸轮的转动有选择地将加压空气传送到各种操作机构的驱动阀起动和保持彼此同步。本领域现在倾向于利用响应由所谓的“电凸轮”控制的驱动器的多个电致动器代替机轴、机械凸轮和气动致动器。这些电凸轮将各种操作机构的运动分布信息存储在电子存储器中,并利用操纵这些电致动器的电子控制电路有选择地进行检索。因此,诸如玻璃料滴的成形和切割、初型模和玻璃容器的移动、吹制模的打开和关闭、漏斗、挡板和吹嘴的进出运动、和清卸及退火炉装载装置的运动这类运动都是根据以数字形式存储在电子存储器中的运动分布信息以电子方式实现的,同时利用公共时钟信号和重新设置信号使各种机器部分的运动彼此同步。例如参见美国专利US-4762544。
在采用安装在机轴上的机械致动凸轮的IS机玻璃制品成形系统中,对于各种操作机构的时序和运动分布的调整需要调整或更换各个凸轮。在应用电子凸轮的系统中,仍然需要经常使机器或机器部分停止运转,以电子方式改变运动分布,然后重新起动机器。例如,在美国专利US-4548637中公开的控制技术通常要求在一个电子只读存储器中生成和存储新的分布数据,常常在远离制造厂的地点,关闭制造系统以便将存储器安装在控制电路中。
发明内容
本发明的一个一般目的是提供有选择地改变玻璃制品成形系统中一个操作机构运动分布的一种系统和方法,这种系统和方法可以通过对操作者略加培训而在保持生产状态下很容易地实施。本发明的一个更具体的目的是提供用于产生运动控制分布、特别是用于控制机器清卸机构部分运动的一种方法和系统,利用这种系统和方法可以容易地改变分布数据,利用这种系统和方法可以在系统工作的同时脱机进行分布改变,这种系统和方法是对使用者友好的,并且易于用于创建和存储运动分布库,以便其后由操作者选择。本发明的另一个,并且更具体的目的是提供用于产生控制IS机系统清卸机构运动的运动控制分布的一种方法和系统,借助于这种方法和系统,工厂工作人员可以针对给定的玻璃瓶处理条件对每个清卸机构选择和/或改变运动分布以获得最佳性能,这种方法和系统可以使得这类分布选择和/或改变是即时进行的,按照这种方法和系统,可选择地存储有许多标准分布,而且其操作是基于视窗操作系统进行的。
根据本发明的一个方面,控制玻璃制品成形机中一个操作机构运动的一种方法,该方法包括以下步骤:
(a)在存储器中保存至少一个所说机构的运动对时间的分布图,该分布图为分段线性形状(图4C或图5C),其由形状线段互连的多个控制点(A至R5)限定,
(b)向一个操作者显示所说控制点的时间值,
(c)在操作者的控制下,有选择地改变至少一个所说控制点的时间值,
(d)根据预定的运动限制条件,自动改变所说运动分布图中所述至少一个控制点的运动值,
(e)根据在所说步骤(c)和(d)中改变的所说时间和运动值自动产生和保存所说操作机构运动对时间的新分布图,并且具有如步骤(a)所述的分段线性形状,和
(f)之后,根据在所说步骤(e)保存的所说新分布图控制所说操作机构的运动。
根据本发明的另一个方面,控制玻璃制品成形机的单一机段中清卸机构运动的一种方法,该方法包括以下步骤:
(a)在电子存储器中保存至少一个加速度对时间分布图(图4C或图5C),所说分布图具有分段线性形状,其由多条形状线段连接并且具有相应的加速度和时间值的许多分布控制点(A至R5)所限定,
(b)在操作者显示屏上有选择地显示所说至少一个运动分布图和所说控制点,
(c)在一个操作者的控制下,在所说显示屏上改变至少一个所说控制点的时间值,
(d)根据预定的对于所说清卸机构的限制条件,自动改变所说至少一个控制点的加速度值,以保持所说的分段线性形状,
(e)保存所说清卸机构的新的加速度对时间分布图,所说清卸机构在所说步骤(c)和(d)改变所说形状和控制点,
(f)根据所说的新的加速度对时间分布图,确定并保存至少一个速度和位置对时间分布图,和
(g)之后根据在所说步骤(e)和(f)存储的所说分布图之一控制所说清卸机构的运动。
根据本发明的再一个方面,在单一机段玻璃制品成形系统中,其包括许多执行周期运动的操作机构,用于控制至少一个所说操作机构的周期运动的电子控制装置,它包括:
用于保存所说机构之一的许多运动分布图(图4C和图5C)的装置,每个所说运动分布图包括运动数据对时间数据的一个数据组,其具有分段线性形状,由许多控制点(A至R5)限定,每个所说的控制点具有相应的运动和时间值,
用于有选择地显示所说分布图之一作为所说控制点的时间值表的装置,用于使操作者可以改变至少一个所说控制点的时间值的装置,
用于作为所说至少一个控制点的时间数据变化的函数,自动重新计算所说分布图的所说运动数据对时间数据的数据组,同时保持所说分布图的分段线性形状的装置,和
用于作为所说重新计算的运动数据对时间数据的数据组的函数,控制所说至少一个操作机构的操作的装置。
在包括许多实行循环运动的操作机构的行列式(IS)玻璃制品成形系统中,根据本发明构成的用于控制至少一个操作机构的循环运动的一个电子控制装置包括一个电子存储器,其用于存储适于一个操作机构的若干运动分布,每一分布包括一组基于时间数据的运动数据。每一分布都具有位置、速度和加速度之间的预定数学关系。一个运动一时间分布,可取的是一个加速度分布,是由一个分段线性曲线形成的,即由一系列线性线段组成的一条运动(可取的是加速度)一时间曲线。在连续的分段线性线段交点处限定了一组控制点。每个控制点具有相关的运动和时间值。操作者可以有选择地显示其中一个分布作为控制点的时间值表,可取的是时间值以IS机工序时段为时间单位。操作者可以改变与一个(或多个)控制点有关的时间值,控制器自动地重新计算作为由操作者所作的在控制点的时间数据改变的函数的关于整个分布的相对于时间数据—运动数据,同时保持整个分布的分段线性轮廓。之后作为重新计算的运动一时间分布数据的函数控制操作机构的运转。
在本发明的优选实施例中,运动数据-时间数据的分布以曲线形式向操作者显示,而控制点时间数据以表格形式显示。这些控制点都是独立识别的,以便于参照表格显示。在操作者对表格中的控制点时间数据每一次改变之后,曲线显示自动改变,以反映运动轨迹数据的重新计算结果,从而向操作者显示数据改变的效果。如果操作者对改变不满意,则操作者可以有选择地撤销某些改变和重新计算分布数据步骤,以便恢复在上一次改变之前的分布数据和曲线显示状态。在本发明的优选实施例中,曲线和/或表格显示以及操作者控制工具都是在视窗软件的图形用户界面中实现的,操作者很容易学会和操作这种软件。
本发明的方法和系统的优选方案是有选择地产生和改变IS机系统的电动清卸机构的运动分布。可取的是,在这种方案中的运动—时间分布数据包括一个或多个呈分段线性轮廓的加速度—时间分布。每个分布由一组分布线段构成,每一线段在一对连续的控制点之间延伸,并且每一段由一个独立的方程,可取的是一个多项式方程限定。在本发明优选实施例中的分段线性加速度曲线包括一段具有四级恒定加速度四级梯形曲线,和一段传送带速度匹配曲线,该曲线使在清卸工序中的玻璃制品的速度与横向传送带的速度匹配。(这些分段线性加速度曲线,和速度与位置的数学关系本身都是已知的。传送带速度匹配加速度分布具有一个短的非线性段以使玻璃容器的角速度与传送带线性速度匹配)。这些分段线性曲线每一个的多个分布可以通过有选择地变换相邻分布段之间的控制点而产生和存储。具体地说,由操作者有选择地改变控制点时间数据,则将根据规定的分布形状和预定的限制条件,诸如最大速度和行程,自动地重新计算相应的加速度数据。每个运动分布包括一段推进行程,在这个行程中清卸机构将玻璃制品从一个工段固定板上推进到横向传送带上,和一个返回行程,在这个行程中,清卸机构从传送带返回到固定板。在本发明的优选实施例中,随分布形状的不同,推进行程具有不同的形状,而返回行程具有相同的形状。
附图说明
通过以下的描述、所附权利要求书和附图可以非常清楚地理解本发明,及其其它的目的、特征和优点,在所说附图中:
图1为以最佳方式实施了本发明的行列式(IS)玻璃制品成形系统的功能方块示意图;
图2为用于将玻璃制品从一个工段固定板上传送到机器横向传送带的一个机段清卸机构的示意图;
图3为用于控制图1和图2所示的各个清卸机构的一个电子控制装置的功能方块示意图;
图4A-4C为根据本发明的一种优选实施方案产生的清卸运动分布的曲线表示;
图5A-5C为根据本发明的另一种优选实施方案产生的清卸运动分布的曲线表示;
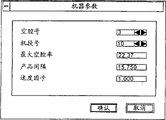
图6为根据本发明的优选实施例设定机器操作参数的视窗界面表格显示;
图7为根据本发明的优选实施例设定清卸基准坐标的视窗界面曲线/表格显示;
图8和图9为根据本发明的优选实施例针对两种不同的推进分布形状设定控制点时间值的视窗界面表格显示;
图10为根据本发明的优选实施例设定返回行程时间值的视窗界面表格显示;
图11为设定最大清卸速度的视窗界面表格显示;和
图12表示对图4C所示分布曲线所作的改变。
具体实施方式
图1表示一个IS机玻璃制品成形系统10,该系统包括一个储料罐或储料槽12,其中装有熔融玻璃(来自预热炉),熔融玻璃经由一个针阀机构14输送到一个剪切机构16。剪切机构16将熔态玻璃切割成玻璃料滴,所形成的玻璃料滴由一个料滴分配器18分配到IS机20。IS机20包括许多独立的机段,在各个机段中料滴成形为一个个玻璃制品。每个机段的末端为一个清卸站20a、20b…20n,玻璃制品从此处转移到一条共用横向传送带22上。传送带22,通常为一条循环传送带,将这些玻璃容器依序传送到退火炉装载机24,装载机24将这些玻璃容器分批装入一个退火炉26中。之后这些玻璃容器从退火炉26传送到所谓的制造工序的冷却端28,在此处检查其商业等级、分类、加标签、包装和/或存储以备进一步处理使用。
图1所示的系统10包括许多用于在系统中对玻璃进行各种处理、将玻璃工件移动通过各个连续工序、以及执行其它功能的操作机构。例如,这些操作机构包括针阀机构14、料滴剪切机构16、料滴分配器18、清卸机构20a-20n和退火炉装载机24。此外,在IS机20的每个机段中还有许多操作机构,例如用于打开和关闭模具的机构、用于控制漏斗、挡板和吹嘴进出运动的机构、和用于控制翻转臂和取出钳运动的机构。
到目前为止,所述的IS机玻璃制品成形系统10具有现有技术的结构,储料器12和针阀机构14的结构可以如美国专利US-3419373所述。在本发明的一个优选实施例中,针阀机构14的结构如美国专利申请No.08/597760中所述。料滴剪切机构16的结构可以如美国专利US-3758286或4499806所示,或者更具体地说如美国专利申请No.08/322121(1994年10月13日申请)所述。料滴分配器18的结构可以如美国专利US-4529431或5405424所述。美国专利US-4362544和4427431介绍了典型的IS机20,美国专利US-4199344、4222480、5160015介绍了典型的清卸站20a-20n。美国专利US-4193784、4290517、4793465和4923363介绍了适合的退火炉装载机24。美国专利US-4141711、4145204、4338116、4364764、4459146和4762544介绍了各种对IS机系统中玻璃制造进行电子控制的各种装置。例如,在上述的美国专利US-4548637中描述了控制IS机操作机构运动的一个系统。所有上述的美国专利和申请的公开内容都以引用方式作为背景技术结合在本申请中。
图2表示清卸机构20a,清卸机构20b-20n的结构(图1所示)与之相同。清卸机构20a包括一个可转动伺服致动器或电动机30,其可旋转地安装在一个固定支撑架32上。一个臂34可以从致动器30向外伸出(借助于图中未示出的装置)。臂34上具有一只机械手36,其上有许多指状件38,用于握住由取出钳(未示出)放置在一个机段固定板42上的玻璃制品40。图2所示的具体实施例包括三个指状件38,用于握住由所谓的三坯型机段成形和放置在固定板42上的三个刚刚成形的玻璃制品40。清卸臂34、机械手36和指状件38从图2所示位置横向向外伸出,使得指状件38位于相应的玻璃制品40工件后面,可旋转的致动器30逆时针旋转,将玻璃制品40移动到横向传送带22上,传送带沿方向44不断地移动。为此,致动器30是由一个清卸驱动机构46驱动的。在将玻璃制品40放置到传送带22上之后,指状件38、机械手36和清卸臂34缩回,致动器30由清卸驱动机构46驱动,沿顺时针方向旋转到图示位置,以开始下一次清卸循环操作。当然,应当理解,清卸机构20a的运动是在相应的IS机机段的每一工作周期的末尾重复进行的,各个清卸机构20a-20n(图1所示)的操作是根据相应的机段的交错工作及传送带22的整体运动交错进行的。
图3表示IS机操作系统的一部分(参见上述的美国专利US-4548637),特别是关于清卸机构20a-20n的操作。成形监控系统48通过以太网系统50与一个多轴伺服驱动器52相连。驱动器52还接收机器索引脉冲和角度脉冲,以使所有受控机构的操作与整个成形系统的操作同步。伺服驱动器52包含基于微处理器的控制电路和存储器,用于接收和存储来自以太网50的分布和其它控制信息,以及控制多种机构,包括伺服清卸机构20a-20n的操作。操作者控制台64包括一台计算机66,其具有内置存储器、操作屏68和控制装置如鼠标70,该计算机通过以太网50与计算机48和驱动器52相连。操作者控制台64可以由例如一台IBM兼容个人电脑构成。除了具有其它功能,操作者控制台64便于有选择地改变驱动器52的操作机构控制分布,如下所述。驱动器52还与一个操作者伺服控制板72相连,操作者利用这个控制板可以选择用于各个操作机构的控制分布、和各个机段的起始点和/或总行程。对于电子清卸机构20a-20n,所有机段采用一种共用分布,各个机段可以设定不同的起始点,但是总行程仍是相同的。
电子伺服清卸机构(以及其它操作机构)的运动控制分布可取的是包括预先存储在控制台64内的存储器中的分布库。预存分布库可由操作者利用控制台64有选择地加以改变。控制台64经过预先编程(下面对此进行详述)以产生清卸机构的运动分布,和使操作者设计和改变这些分布,从而使清卸机构达到最佳工作状态,以提高将玻璃制品向传送带22的传送效率(图1和图2)。一旦设定所需的运动分布,并且下载到驱动器52中,则驱动器52将独立于计算机48或控制台64(当然,在没有干涉的情况下),例如,响应输入的机器索引脉冲和角度脉冲,控制清卸机构20的运动。下载并存储在驱动器52中的分布数据,例如对于位置控制操作模式,可以包括1024个位置—时间数据对构成的数据组或数据表,每个数据对以分数增量形式变化。因此,尽管加速度分布是由操作者控制的(如下文所述),但是速度和位置分布数据是自动计算出来的,任何一个或多个数据组可以用于以各种操作模式进行控制。
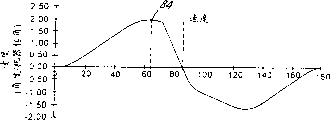
附图所示的本发明的优选实施方案是利用两种基本形状的清卸机构运动分布实现的。第一种分布曲线,称之为TRAP4并表示在图4A-4C中,是根据推进行程的四级梯形加速度分布(图4C)构成的。第二种分布,称之为CSM并表示在图5A-5C中,是根据使推进行程中玻璃制品速度与传送带速度精确匹配的要求构成的。两种方法都采用了一种梯形分段线性加速度分布,这意味着加速度、速度和位置分别由一系列多项式方程限定。这两种方法的区别在于加速度分布的一小部分,在这一部分,恒速匹配或CSM方法使传送带速度与预定的清卸角速度精确匹配。在这个传送带速度匹配部分中,CSM方法应用由三角方程限定的一个加速度分布段。图4A和图5A以角度对时间关系表示了清卸角位置。图4B和图5B以每单位时间角度对时间关系表示了清卸角速度。图4C和图5C以每单位时间平方角度对时间关系表示清卸角速度。在所有情况下,以操作角度为单位测量时间,即,所测量的操作机构运动角度与IS机系统的完全360度循环作比较。由于在每一机器工作周期里清卸机构完成一次工作循环,清卸机构的操作角度与机器角度相同,在附图中即是如此表示。这样,时间轴不随机器速度而变化。时间增量可以按照实际时间单位变化。
参照图4C,所示的加速度分布由许多控制点限定,即与推进或向外行程相关的点O、A、B、C、D、X、E、F、G和H,与返回行程相关的点R1、R2、R3、R4和R5。对于清卸机构的推进行程,TRAP4加速度分布(图4C)的特征在于位于连续的控制点对A-B、C-D、E-F和G-H之间的四个不同水平线段(72、74、76、78),在这些水平线段处加速度为恒定值。每一线段O-A、A-B、B-C、C-D、D-X、X-E、E-F、F-G、G-H、H-R1、R1-R2、R2-R3、R3-R4而R4-R5具有恒定斜率,也就是说这些控制点限定为加速度分布的分段线性线段之间的点。每一线段对应于限定加速度、速度和位置的一个独立的多项式方程。计算这些方程的系数,使得在每个成对连续线段之间的各个控制点或节点处加速度、速度和位置分别相等。通过改变这些控制点的时间值(机器角度)可以调整加速度分布(如下所述)。此外,清卸机构头部的最大速度和最大行程是预定的。实际的加速度值是不可能规定的。实际速度值和位置与最大值不同,是不能规定的。所有这些值都是由操作者控制台64(图3)中的分布产生程序自动确定的。
时间为零的第一控制点O(图4C)是不能改变的。在这一点,清卸机构机械手36(图2)静止于固定板之上。所以,在各个分布图中的加速度、速度和位置值均为零。第一线段O-A为当玻璃制品40开始移动穿过固定板42时清卸机构头部的加速度(在图2中沿逆时针方向)。这是分布图上多个关键部分之一。如果玻璃制品在运动中的这个点不稳定,则玻璃制品很有可能在传送带22上翻到。加速度图中线段O-A的斜率越陡,玻璃制品加速越快。在极端情况下,迅速变化的加速度将引起玻璃制品的颠簸运动。所以,加速度图的这一部分应当具有这样的斜率,使得能够将玻璃制品从停顿状态平缓地加速。下一个线段A-B为恒定加速度区段之一。这意味着清卸机构头部的角速度随时间线性增加。在图4C所示的分布图中,加速度在下一个线段B-C上呈下降趋势。但是,在这一线段即控制点B和C之间加速度可以降低、保持不变、或者增加。线段C-D是另一个恒定加速度区域,其后为在线段D-X中加速度的降低区域。直到控制点或节点X为止,速度一直以各种速率增加。可以调整两段恒定加速度区72、74(通过改变控制点的时间值),以控制直到最大速度点80的速度曲线的形状(图4B)。
控制点或节点X总是达到最大速度的点(图4B中的点80)。在控制点X的加速度值固定为零,不能改变。控制点X的出现时间、最大速度80的幅值、和清卸机构头部的位置81、82需要由操作者规定。(参见下文对图8和11的讨论)。线段X-E、E-F、F-G和G-H为两个恒定加速度段(E-F和G-H)和两个允许改变加速度直线段(X-E和F-G)。所有这些线段和控制点(除了X点)都在负加速度区域,这意味着清卸机构头部一直在减速。通常设定在开始急速减速之后立即缩回机械手36(图2)。根据分布图的不同,这一点可以是控制点X或控制点F。必须在机器运行过程中用眼睛估计来设定缩回控制点。控制点H对应于清卸机构头部的最大角度,在图4A中为点82。最大角度一般设定为95°。在全行程中,清卸机构头部停顿一瞬间,然后转换方向,所以在这一点速度为零。
图5A-5C表示了传送带速度匹配或CSM控制方法。这种方法可以使一件具体的玻璃制品的速度在规定的倾斜角度与传送带速度精确地匹配。这种方法使对玻璃制品与传送带之间摩擦特性的依赖性最小。这种所需效果是通过使与传送带速度精确匹配而将玻璃制品放置到传送带上,然后将清卸机构指状件从玻璃制品上撤回实现的。在多料滴型机器中,精确匹配只能相对于一件玻璃制品达到。关于图5C还应当指出,CSM分布方法在加速度图中具有较少的节点或控制点,使之较为容易改变控制分布图。图5A-5C表示了CSM方法中示例位置、速度和加速度分布。同样,该加速度分布图(图5C)也是由一组控制点O、A、B、C、D、E、F、R1、R2、R3、R4、R5限定的,在各个控制点处加速度分布图改变斜率。向外或推进行程的第一部分与上面讨论的TRAP4方法非常相似。线段O-A不应过分陡峭,否则当玻璃制品沿固定板表面从静止状态开始加速时会变得不稳定。下一个线段A-B为恒定加速度(速度线性增加),其后为线段B-C,在这一段加速度线性降低。
下一个线段C-D为传送带速度匹配段。这一线段由一个三角方程限定,而不是象图5C中其它线段和图4C中所有线段一样由多项式方程限定,因为清卸机构头部的角速度与横向传送带的线性速度成三角关系。这是图4C和图5C中唯一一条不是严格线性的线段。线段C-D的形状依赖于横向传送带的速度(该速度又依赖于机段数量和玻璃制品间隔)、与传送带速度匹配的玻璃制品单元或点、和传送带速度匹配应当开始和结束的清卸机构转动角度。已经发现,传送带速度匹配的持续时间应当在清卸机构头部转动角度5度至10度的范围内。在控制点或节点D,开始急剧减速。减速应当尽可能地迅速,使得在指状件和机械手缩回之前玻璃制品由传送带从指状件中载走。但是,如果需要的话,线段D-E可以具有一定斜率,使得减速速度不至于太急剧。线段E-F是推进行程的最后一个线段。在控制点F,清卸机构头部处于最大角度(可取的是95度),速度为零。点84、86和相关的虚线指示出最大速度点和最大行程。
返回行程形状对于TRAP4和CSM方法来说是相同的。它是分布图中精确度要求最低的部分,因为清卸机构铲斗(机械手36和指状件38)处于缩回位置,不与玻璃制品接触。返回行程分布图是梯形的,如图4C和图5C所示。尽管可以如上所述通过改变控制点R1、R2、R3和R4的时间值来改变返回行程,但是只要清卸机构头部在所需时间平滑返回到固定板,就不需要作这种改变。更可取的是,各个控制点之间的时间根据向外行程的最后一个控制点(图4C中的H点和图5C中的F点)与允许的最大时间值之间的时间成均匀比例。处于180度机器角度的控制点R5(图5C)具有零幅值,相当于零速度和零位置(图5B和图5A)。图4C和图5C中返回行程分布图的形状通常是相同的。
概括地说,图4C和图5C中的加速度分布图是由一组处于分段线性分布段之间的控制点构成的,所以,有关加速度、速度和位置的方程在各个控制点处改变。实际上用于控制清卸机构伺服致动器的分布图数据可以是任何或者所有位置、速度和加速度分布图,和以位置、速度或加速度操作控制模式、或者它们的任意组合。例如,存储在存储器中的位置分布(图4A或5A)可以是由多个位置—时间数据单元或点,例如位置—时间单元构成的一个数据组以构成存储器中的分布,每一数据单元相对于一度的机器角度增量。但是,为了编辑或改变分布图,应用了加速度分布图,它是由处于分段线性分布段之间的较少的控制点构成的。确定速度和位置数据点的相应为程为一阶、二阶或三阶多项式方程(除了图5C中的线段C-D)。因此,举例来说,限定对应于图5C中线段O-A的机器角度时间期间的速度的多项式方程为一个二阶多项式方程、对应的位置方程为一个三阶多项式方程。同样,确定对应于加速度线段A-B的机器角度期间的速度的多项式方程为一个一阶多项式方程,确定位置的方程为一个二阶多项式方程。计算出这些独立方程各自的系数,以使在连续分布线段之间的节点或控制点处加速度、速度和位置相等。
在应用上文结合附图6-10所讨论的方法产生分布图或将其改变之前,要借助于图7所示的图表式/表格式对话框输入基准坐标,以便于将角坐标变换为线性坐标。(这种变换是必要的,因为清卸机构铲斗是沿弧线运动的,而传送带是沿直线运动的)。对于CSM分布图,规定的基准点与传送带速度匹配。第二个玻璃制品件中点88的坐标已经成功地采用。在某些条件下,其它的玻璃制品件,或者两个玻璃制品件之间的一点,都可以产生较好的效果。对于TRAP4分布图,可以由控制台64中的软件(图3)利用基准点计算最大速度84(图5B)。如图7所示,输入相对于清卸机构头部旋转轴的坐标。当如图所示清卸机构头部相对于传送带处于直角时,正“y”轴方向为与传送带垂直的轴向,正“x”方向与传送带移动方向相同。
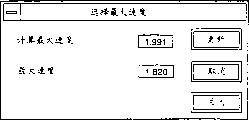
然后必须设定某些限制参数。例如,对于TRAP4分布图必须设定最大角速度(图4B中的点80),为此需调用图11所示的对话框。当参照图7选定基准点(例如图7中点88)的角速度时,控制台64中的程序计算并显示一个最大速度计算值,以与横向传送带22的线性速度匹配。这个值显示为,例如在图11中为1.991。然后操作者利用这个计算出的数值作为向导,输入一个希望的最大速度,例如在图11中为1.820。最大可选择速度为最大计算速度的110%。然后该控制程序利用这个数值计算方程系数。类似地,根据横向传送带的速度和参照图7选择的基准点设定图5B中的最大速度84。通过调用图6所示的对话框(操纵图3所示的鼠标或者敲击键盘68上的适合键)输入机器起动参数。将每个机段的空腔数目(在三滴型机器中为三个空腔)、机器总段数、最大空腔率、玻璃制品间隔和速度标定因子输入控制台64中(图3)。控制台64中的程序利用机器段数和玻璃制品间隔确定横向传送带22(图1和图2)的速度,依次又设定了最大速度84(图5B)。速度因子是一个标定因子,可以用其标定CSM分布图的最大速度。当正在编辑TRAP4分布图时,是无法输入速度因子的。TRAP4可以分别对时间和最大速度进行标定。
在这些初始步骤之后,可以编辑预存的分布图或产生新的分布图。为了编辑图4C所示的TRAP4加速度分布图,可以将例如图8所示的对话框调到屏幕上,可取的是,连同图4C所示的加速度分布图图表,或者图4A-4C所示位置、速度和加速度分布图一起显示。图8中对话框包含各个控制点或节点A、B、C、D、X、E、F、G、H的时间值表(以机器角度表示),它们可以由操作者改变以调整清卸机构推进行程。此外还有一些对话框用于显示清卸机构头部在最大速度点(图4A中的位置81)和最大行程(图4A中的位置82)点的位置或角度的可能变化值。图8中各个控制点或节点的时间值和倾斜角度对应于图4A和4C的图表表示。操作者利用鼠标70(图3)和光标(未示出)选定需要改变的方框,使得该方框突出显示,就可以有选择地改变这些时间和角度值中任何一个。当选择一个表框并使之突出显示时,图表显示(图4C)中相应的控制点也变为突出显示,例如用一个框围住选定的控制点。这有助于操作者将对话框(图8)与图表显示(图4C)联系起来。然后操作者可以输入一个新的时间值。控制台64中的程序,按照预定的多项式方程、从输入值和行程值(图8)计算出的最大速度值80(图4B),根据新输入的选定节点的时间值自动地改变加速度、速度和位置分布图,并且在屏幕66上显示加速度、速度和位置分布图的相应变化以供操作者观察。如果对分布图显示的观察效果不满意,操作者可以通过敲击图8中的“取消”框,或者按压键“n”恢复以前的分布图。如果需要的话,可以重复这个取消程序,以恢复最初从存储器中调用的分布图,并将其显示给操作者。
作为一个实例,图12表示对图4C的一种改变,这可以通过在图8中设定控制点A的时间值为零,控制点B和C在大约65度的时间值相同,控制点D、E、F和G大约92度的时间值相同,控制点H和R1在大约105度的时间值相同,控制点R2和R3在大约160度的时间值相同,控制点R4和R5在大约180度的时间值相同。(应当指出,图4C中的平直线段76已经消失)。图12所示的加速度分布图可能是不令人满意的,因为在线段O-A、D-X-G、H-R1、R2-R3和R4-R5上出现了过度的跳动。
图9表示用于有选择地改变CSM加速度分布图(图5C)中推进行程的对话框或表格。同样,也显示了各个可改变控制点或节点A、B、C、D和F的当前时间值(以机器角度表示),以及控制点D和E之间的所需减速度因子。这个减速度因子的值,其在零和一之间,确定了到节点E在线段EF上所处位置的距离。如果减速度因子为零,则如图所示线段D-E是垂直的,而当减速度因子氢1.0时,控制点E和F将重合。图8中还可以选择的量包括开始传送带速度匹配时清卸机构头部转动角度或位置(图9中为77.00度)、减速度开始时的清卸机构头部角度(图9中为82.00度)和最大行程时清卸机构头部的角度(在图5A和图9中为95.00度)。同样,通过“点击”图9中相应的方框可以取消、更新这些改变或关闭分布图。在图4中还可以选择“自动”和手动操作模式。如果选择了自动操作模式,则这种模式将自动计算出在所显示图表中的所有节点的时间值和变化值这通常可以提供一个良好的初始分布图,通过“点击”手动模式选择器和精细调节时间和/或角度值能够对该分布图进行修整。
返回行程对话框表示在图10中。通常可以如上所述应用“自动按钮”自动计算返回行程控制点的时间值。或者,可以改变返回行程控制点R1、R2、R3、R4和R5的时间值。
在已经根据需要设计分布图或者使之最佳化之后,可以将该分布图存储在控制台64和/或驱动器52的存储器中,同时存储的内容包括分布图名或其它适合的标示以备以后识别和调用。于是可以为以后的使用和/或改变建立一个分布图库。这个库一般包括不能改变的基本分布图,和其它可以改变的分布图。设计新的分布图通常是从调用操作者已知的、与要求基本相似的现存分布图开始的,之后再进行修改以获得所需的操作特性。然后将这个新分布图以新的名称保存在存储器中。
至此,已经提供了用于产生和/或修改行列式玻璃制品成形系统,特别是与电控玻璃制品清卸机构相关的运动分布图的一种系统和方法,该系统和方法完全满足前面提出的所有目的。特别是,本发明的系统和方法使得工厂工作人员可以即时地选择、修改或产生运动分布图以获得在给定玻璃制品处理条件下清卸机构的最佳性能。更可取的是,分布图产生/修改程序为基于视窗(Windows,微软公司的商标)的程序,这种程序易于学习和使用。可以采用口令供屏幕操作者进入系统使用。对于适合的各种功能,可以采用各种菜单和其它命令。可取的是,TRAP4和CSM分布图都存储并且可以调用,以便作为操作条件指令加以修改和使用。操作者可以便利地修整控制分布图,以调整各个机段的操作条件。
上文中已经结合操作者修改加速度分布图介绍了本发明,这是目前的一种优选实施例。但是,利用所公开的方法也可以编辑速度和/或位置分布图。同样,为了说明本发明的优选实施例,采用了TRAP4和CSM加速度分布图。本发明可以很容易地应用于其它加速度(或速度)分布图方法。
Claims (20)
1、控制玻璃制品成形机(20)中一个操作机构(20a)运动的一种方法,该方法包括以下步骤:
(a)在存储器(66)中保存至少一个所说机构的运动对时间的分布图,该分布图为分段线性形状(图4C或图5C),其由形状线段互连的多个控制点(A至R5)限定,
(b)向一个操作者显示所说控制点的时间值,
(c)在操作者的控制下,有选择地改变至少一个所说控制点的时间值,
(d)根据预定的运动限制条件,自动改变所说运动分布图中所述至少一个控制点的运动值,
(e)根据在所说步骤(c)和(d)中改变的所说时间和运动值自动产生和保存所说操作机构运动对时间的新分布图,并且具有如步骤(a)所述的分段线性形状,和
(f)之后,根据在所说步骤(e)保存的所说新分布图控制所说操作机构的运动。
2、如权利要求1所述的方法,其特征在于它还包括其它步骤:
(g)在所说步骤(b)中以图示形式显示所说至少一个分布图,和
(h)在所说步骤(c)、(d)和(e)之后,改变在所说步骤(g)显示的分布图,以显示在所说步骤(e)产生的所说的新分布图。
3、如权利要求2所述的方法,其特征在于它还包括其它步骤:
(i)在操作者控制下,撤销所说步骤(c),和
(j)在所说步骤(i)之后,自动撤销所说步骤(d)、(e)和(h),从而返回到在所说步骤(g)的显示内容。
4、如前述权利要求1所述的方法,其特征在于所说的至少一个运动对时间分布图包括所说操作机构的加速度对时间的分布图。
5、如权利要求4所述的方法,其特征在于在所说至少一个分布图中的时间以所说机构的操作角度为单位存贮。
6、如权利要求5所述的方法,其特征在于所说操作机构包括一个清卸机构(20a),所说操作角度以玻璃制品成形机工作角度为单位。
7、如前述权利要求中任何一项所述的方法,其特征在于每个所说的运动对时间分布图都包括许多分别在一对连续的控制点(A,B,B,C)之间延伸的分布线段,每一所说线段由一个独立的方程限定,所说方程具有这样的系数,使得所说机构的加速度、速度和位置在连续的分布线段之间的各个所说控制点是分别相等的。
8、控制玻璃制品成形机(20)的单一机段中清卸机构(20a)运动的一种方法,该方法包括以下步骤:
(a)在电子存储器(66)中保存至少一个加速度对时间分布图(图4C或图5C),所说分布图具有分段线性形状,其由多条形状线段互连并且各自具有相应的加速度和时间值的许多分布控制点(A至R5)所限定,
(b)在操作者显示屏上有选择地显示所说至少一个运动分布图和所说控制点(68),
(c)在一个操作者的控制下,在所说显示屏上改变至少一个所说控制点的时间值,
(d)根据预定的对于所说清卸机构的限制条件,自动改变所说至少一个控制点的加速度值,以保持所说的分段线性形状,
(e)保存所说清卸机构的新的加速度对时间分布图,所说清卸机构在所说步骤(c)和(d)改变所说形状和控制点,
(f)根据所说的新的加速度对时间分布图,确定并保存至少一个速度和位置对时间分布图,和
(g)之后根据在所说步骤(e)和(f)存储的所说分布图之一控制所说清卸机构(20a)的运动。
9、如权利要求8所述的方法,其特征在于步骤(d)中所说限制条件包括在最大行程时的清卸角度。
10、如权利要求9所述的方法,其特征在于在所说步骤(d)中所说限制条件还包括最大清卸速度。
11、如权利要求8所述方法,其特征在于所说分段线性分布图形状线由一条四级梯形运动曲线构成,该曲线具有四个恒定加速度区段。
12、如权利要求8所述方法,其特征在于所说分段线性分布图形状是这样的,以使得在所说清卸机构运动的预定位置获得预定的清卸速度。
13、如权利要求8所述方法,用于控制在一个推进行程和一个返回行程中的清卸机构运动,在推进行程中清卸机构将放置在一个机段固定板上的玻璃制品推进到一条横向传送带上,在返回行程中清卸机构从传送带返回固定板,其中所说步骤(a)包括以下步骤:将至少两个加速度对时间分布图(图4C和5C)保存在电子存储器中,所说的两个分布图具有不同的控制所说推进行程的分布线段和相同的用于控制所说返回行程的分布线段。
14、如权利要求8至13中任何一项所述的方法,其特征在于以玻璃制品成形机工作角度为单位存储在所说至少一个分布图中的时间值。
15、如权利要求14所述的方法,其特征在于每个所说的加速度对时间分布图包括许多分布线段,每条线段在一对连续的所说控制点(A,B,B,C)之间延伸,所说的每条线段都由一个独立的方程限定,所说方程具有这样的系数,使得所说机构的加速度、速度和位置在连续的分布线段之间的各个控制点分别相等。
16、在单一机段玻璃制品成形系统(10)中,其包括许多执行周期运动的操作机构(14、16、18、20、22、24),用于控制至少一个所说操作机构(20a)的周期运动的电子控制装置,它包括:
用于保存所说机构之一的许多运动分布图(图4C和图5C)的装置(66),每个所说运动分布图包括运动数据对时间数据的一个数据组,其具有分段线性形状,由许多控制点(A至R5)限定,每个所说的控制点具有相应的运动和时间值,
用于有选择地显示所说分布图之一作为所说控制点的时间值表的装置(68),
用于使操作者可以改变至少一个所说控制点的时间值的装置(66,70),
用于作为所说至少一个控制点的时间数据变化的函数,自动重新计算所说分布图的所说运动数据对时间数据的数据组,同时保持所说分布图的分段线性形状的装置(66),和
用于作为所说重新计算的运动数据对时间数据的数据组的函数,控制所说至少一个操作机构的操作的装置(52)。
17、如权利要求16所述的系统(10),其特征在于所说用于自动重新计算所说运动数据对时间数据的数据组的装置(66)包括用于在操作者每次改变所说控制点的时间数据之后,根据对于所说机构(20a)的预定限制条件,自动确定所有所说控制点(A至R5)的运动数据的装置。
18、如权利要求16或17所述的系统(10),其特征在于所说的一种机构(20a)包括用于将所说机构(20)的各个机段中的玻璃制品从一个固定板(42)清卸到一条横向传送带(22)上的一个清卸机构。
19、如权利要求18所述的系统(10),其特征在于所说时间数据以玻璃制品成形机工作角度为单位。
20、如权利要求19所述系统(10),其特征在于每个所说的运动数据对时间数据的分布图都由许多分布线段构成,每个线段在所说的一对连续所说控制点(A,B,B,C)之间延伸,所说的每个线段由一个独立方程限定,这些方程具有这样的系数,使得所说机构的加速度、速度和位置在连续分布线段之间的各个所说控制点分别相等。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/858,748 US5904745A (en) | 1997-05-19 | 1997-05-19 | Generation of sweepout motion profile in an individual section glassware forming system |
| US858748 | 1997-05-19 | ||
| US858,748 | 1997-05-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1205310A CN1205310A (zh) | 1999-01-20 |
| CN1243677C true CN1243677C (zh) | 2006-03-01 |
Family
ID=25329090
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB981150322A Expired - Fee Related CN1243677C (zh) | 1997-05-19 | 1998-05-18 | 行列式玻璃制品成形系统中清卸机构运动分布图的产生 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US5904745A (zh) |
| EP (1) | EP0879795A3 (zh) |
| JP (1) | JP2889234B2 (zh) |
| CN (1) | CN1243677C (zh) |
| AU (1) | AU727743B2 (zh) |
| BR (1) | BR9801546A (zh) |
| CA (1) | CA2237452C (zh) |
| CO (1) | CO4790120A1 (zh) |
| CZ (1) | CZ300527B6 (zh) |
| EE (1) | EE03865B1 (zh) |
| HU (1) | HU220826B1 (zh) |
| PE (1) | PE94599A1 (zh) |
| PL (1) | PL186127B1 (zh) |
| ZA (1) | ZA983993B (zh) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1303207B1 (it) * | 1998-12-02 | 2000-10-30 | Bottero Spa | Macchina per la formatura di articoli di vetro provvistadi un sistema di identificazione del livello di accesso |
| US6367287B1 (en) * | 1999-04-13 | 2002-04-09 | Owens-Brockway Glass Container Inc. | Two-axis motion of take-out tongs in an individual section glassware forming machine |
| US6300738B1 (en) * | 1999-09-30 | 2001-10-09 | Rockwell Automation Technologies, Inc. | Method and apparatus for generating reference values for a motion control loop in an industrial control system |
| DE10139808B4 (de) | 2001-08-14 | 2005-11-17 | Siemens Ag | Einrichtung und Verfahren zur Regelung und/oder Steuerung einer Glasformungsmaschine |
| US6854292B2 (en) * | 2001-12-05 | 2005-02-15 | Emhart Glass S.A. | Glass container forming machine |
| US7017373B2 (en) * | 2002-09-03 | 2006-03-28 | Owens-Brockway Glass Container Inc. | Glassware forming machine control system |
| US6702097B1 (en) | 2002-09-04 | 2004-03-09 | Owens-Brockway Glass Container Inc. | Method of and apparatus for transferring articles from a fixed position to a moving conveyor |
| US6722488B2 (en) | 2002-09-04 | 2004-04-20 | Owens-Brockway Glass Container Inc. | Method and apparatus for transferring articles in unison |
| CZ295688B6 (cs) * | 2004-06-18 | 2005-09-14 | Sklostroj Turnov Cz, S. R. O. | Mechanizmus odstávky sklářského tvarovacího stroje |
| US7117715B2 (en) * | 2004-07-09 | 2006-10-10 | Owens-Brockway Glass Container Inc. | Servo mechanism test stand |
| ITTO20040571A1 (it) | 2004-08-18 | 2004-11-18 | Bottero Spa | Gruppo di movimentazione per il trasporto di articoli di vetro |
| US7930902B2 (en) * | 2006-06-26 | 2011-04-26 | Emhart Glass S.A. | Mechanism for conveying an article |
| DE102009011362A1 (de) * | 2009-03-05 | 2010-09-09 | Waltec Maschinen Gmbh | Verfahren und Vorrichtung zur Steuerung einer Glasschmelzezufuhrvorrichtung |
| KR102128568B1 (ko) * | 2013-05-27 | 2020-07-01 | 한국과학기술원 | 잔류진동을 강인하게 저감하기 위한 최적 s-커브 모션 프로파일 설계 방법 |
| KR102128558B1 (ko) * | 2013-05-27 | 2020-07-01 | 한국과학기술원 | 이송 중 시스템의 특징이 변하는 상황에서 잔류진동을 강인하게 저감하기 위한 비대칭적인 사다리꼴 모션 프로파일 설계 방법 |
| EP2884361B1 (de) * | 2013-12-12 | 2022-08-10 | Siemens Aktiengesellschaft | Verfahren zum Betrieb eines Bewegungssteuerungssystems und nach dem Verfahren arbeitendes Bewegungssteuerungssystem sowie Computerprogramm zur Implementierung des Verfahrens |
| CN108227631B (zh) * | 2016-12-12 | 2020-12-15 | 发那科株式会社 | 数值控制装置以及数据结构 |
| CN110594476B (zh) * | 2019-08-27 | 2021-06-15 | 广东艾科技术股份有限公司 | 一种流量阀的控制电路、控制方法及控制器 |
| IT201900015950A1 (it) * | 2019-09-10 | 2021-03-10 | Gd Spa | Metodo per la messa a punto di un organo operatore mobile di una macchina automatica per la produzione o l’impacchettamento di articoli di consumo |
| JP7505877B2 (ja) * | 2019-12-02 | 2024-06-25 | ファナック株式会社 | 制御システム |
| IT202100005468A1 (it) | 2021-03-09 | 2022-09-09 | Gd Spa | Metodo per la messa a punto di un organo operatore mobile di una macchina automatica per la produzione o l’impacchettamento di articoli di consumo |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US29642A (en) * | 1860-08-14 | Steam-engine | ||
| US3419373A (en) * | 1967-10-25 | 1968-12-31 | Owens Illinois Inc | Pumping vane type glass feeder |
| US4364764A (en) * | 1977-12-30 | 1982-12-21 | Owens-Illinois, Inc. | Automatic stop routine for a glassware forming machine |
| US4199344A (en) * | 1978-09-15 | 1980-04-22 | Owens-Illinois, Inc. | 90° Sweepout cylinder with adjustable stroke |
| US4222480A (en) * | 1978-09-28 | 1980-09-16 | Owens-Illinois, Inc. | 90° Sweepout drive mechanism |
| US4313750A (en) * | 1980-09-12 | 1982-02-02 | Css International Corporation | Electronically controlled robot for handling glassware |
| MX148331A (es) * | 1980-10-27 | 1983-04-11 | Invest Fic Fideicomiso | Mejoras en control electronico para sacador de articulos en maquinas de fabricacion de articulos de vidrio u otros materiales |
| GB2094780B (en) * | 1981-02-27 | 1984-09-19 | Emhart Uk Ltd | Glassware forming machines and processes for operating such machines |
| US4427431A (en) * | 1981-03-30 | 1984-01-24 | Owens-Illinois, Inc. | Electronic control of a glass forming machine |
| US4362544A (en) * | 1981-07-24 | 1982-12-07 | Owens-Illinois, Inc. | Fluid control system for glassware forming machine |
| US4486843A (en) * | 1982-03-03 | 1984-12-04 | Nordson Corporation | Transitional command position modification for a controller |
| US4547211A (en) * | 1982-12-27 | 1985-10-15 | Ball Corporation | Control of a glassware forming machine |
| US4529429A (en) * | 1983-05-06 | 1985-07-16 | Ball Corporation | Digital glass forming machine |
| MX156950A (es) * | 1983-11-21 | 1988-10-17 | Vitro Tec Fideicomiso | Sistema mejorado de control de velocidad para maquinas formadoras de articulos de vidrio |
| US4551163A (en) * | 1984-06-04 | 1985-11-05 | Emhart Industries, Inc. | Electronic glass feeder plunger operating mechanism |
| US4548637A (en) * | 1984-08-30 | 1985-10-22 | Owens-Illinois, Inc. | Servo-control of machine motions in manufacture of glass containers |
| US4679148A (en) * | 1985-05-01 | 1987-07-07 | Ball Corporation | Glass machine controller |
| US4708727A (en) * | 1986-11-14 | 1987-11-24 | Vitro Tec Fideicomiso | Method and apparatus for synchronizing the velocity of a 90 degree push-out apparatus and of the carrier converyor in an I.S. glassware forming machine |
| US4762544A (en) * | 1987-01-02 | 1988-08-09 | Owens-Illinois Glass Container Inc. | Automated control of glass container manufacture |
| EP0425114B1 (en) * | 1989-10-27 | 1994-11-30 | Vhc Limited | Article transfer mechanism |
| US5125499A (en) * | 1989-10-27 | 1992-06-30 | Vhc, Ltd. | Article transfer mechanism |
| US5037466A (en) * | 1991-02-06 | 1991-08-06 | Emhart Industries, Inc. | Pushout for I.S. machine |
| US5160015A (en) * | 1991-09-09 | 1992-11-03 | Owens-Brockway Glass Container Inc. | Sweepout apparatus and method |
| US5345389A (en) * | 1992-04-21 | 1994-09-06 | Vhc, Ltd. | Electronic controller for a glassware forming machine |
| AU665468B2 (en) * | 1992-12-18 | 1996-01-04 | Emhart Glass S.A. | Glass container forming machine control |
| US5779749A (en) * | 1997-04-21 | 1998-07-14 | Owens-Brockway Glass Container Inc. | Generation of needle motion profile in an individual section glassware forming system |
-
1997
- 1997-05-19 US US08/858,748 patent/US5904745A/en not_active Expired - Lifetime
-
1998
- 1998-05-12 EP EP98108617A patent/EP0879795A3/en not_active Withdrawn
- 1998-05-12 ZA ZA983993A patent/ZA983993B/xx unknown
- 1998-05-12 CA CA002237452A patent/CA2237452C/en not_active Expired - Fee Related
- 1998-05-14 HU HU9801088A patent/HU220826B1/hu not_active IP Right Cessation
- 1998-05-14 AU AU65977/98A patent/AU727743B2/en not_active Ceased
- 1998-05-18 PE PE1998000382A patent/PE94599A1/es not_active Application Discontinuation
- 1998-05-18 CZ CZ0153698A patent/CZ300527B6/cs not_active IP Right Cessation
- 1998-05-18 BR BR9801546-0A patent/BR9801546A/pt not_active IP Right Cessation
- 1998-05-18 CN CNB981150322A patent/CN1243677C/zh not_active Expired - Fee Related
- 1998-05-18 CO CO98027809A patent/CO4790120A1/es unknown
- 1998-05-19 JP JP10175258A patent/JP2889234B2/ja not_active Expired - Fee Related
- 1998-05-19 EE EE9800128A patent/EE03865B1/xx unknown
- 1998-05-19 PL PL98326381A patent/PL186127B1/pl unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CZ153698A3 (cs) | 1998-12-16 |
| JPH1160250A (ja) | 1999-03-02 |
| AU727743B2 (en) | 2000-12-21 |
| PL186127B1 (pl) | 2003-10-31 |
| EP0879795A3 (en) | 1999-03-03 |
| AU6597798A (en) | 1998-11-19 |
| PE94599A1 (es) | 1999-10-06 |
| CA2237452C (en) | 2003-12-16 |
| BR9801546A (pt) | 2000-10-17 |
| EP0879795A2 (en) | 1998-11-25 |
| PL326381A1 (en) | 1998-11-23 |
| EE9800128A (et) | 1998-12-15 |
| JP2889234B2 (ja) | 1999-05-10 |
| ZA983993B (en) | 1998-11-20 |
| EE03865B1 (et) | 2002-10-15 |
| HU220826B1 (hu) | 2002-05-28 |
| US5904745A (en) | 1999-05-18 |
| CA2237452A1 (en) | 1998-11-19 |
| CO4790120A1 (es) | 1999-05-31 |
| HU9801088D0 (en) | 1998-07-28 |
| HUP9801088A2 (hu) | 1999-01-28 |
| HUP9801088A3 (en) | 1999-07-28 |
| CZ300527B6 (cs) | 2009-06-10 |
| CN1205310A (zh) | 1999-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1243677C (zh) | 行列式玻璃制品成形系统中清卸机构运动分布图的产生 | |
| CN1178871C (zh) | 独立装置的玻璃器皿成型体系中的退火炉加载机运动曲线的生成 | |
| US5092449A (en) | Article transfer apparatus | |
| CN1217870C (zh) | 行列式玻璃制品成型系统中顶针运动轨迹的生成 | |
| CN1214999C (zh) | 全伺服行列式制瓶机 | |
| AU2007202513B2 (en) | Mechanism for conveying an article | |
| CN110618640A (zh) | 一种速度规划的点胶机示教系统 | |
| RU196858U1 (ru) | Устройство для производства мозаики | |
| MXPA98003889A (en) | Generation of the scan movement profile in an individ section glass article forming system | |
| MXPA98003121A (en) | Method and apparatus for generating a movement profile in the form of needle in an individ section glass article forming system | |
| MXPA97010200A (en) | Generation of the movement profile of a recycled tunnel loading device in an individ section crystal articulation formation system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20060301 Termination date: 20170518 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |