CN1188245C - 多工位加工系统无干涉精密定位机构 - Google Patents
多工位加工系统无干涉精密定位机构 Download PDFInfo
- Publication number
- CN1188245C CN1188245C CNB031161553A CN03116155A CN1188245C CN 1188245 C CN1188245 C CN 1188245C CN B031161553 A CNB031161553 A CN B031161553A CN 03116155 A CN03116155 A CN 03116155A CN 1188245 C CN1188245 C CN 1188245C
- Authority
- CN
- China
- Prior art keywords
- locating
- worktable
- platform
- retinue
- retinue platform
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Abstract
一种多工位加工系统无干涉精密定位机构,随行台放置在导轨上并可沿导轨移动,丝杆放置在两导轨中间并与导轨平行,丝杆与丝杆螺母构成螺旋运动副,随行台上的定位圆柱销与工作台底面的定位套筒相配合,由汽缸控制工作台相对于随行台的上下运动。工作台两端设置定位孔与工位定位台上的定位销相配合。本发明利用工作台与随行台之间的定位配合及工作台与各工位定位台之间的定位配合,避免各加工工位的定位误差,特别适于多工位定位系统中对具体工位有较高定位精度、而各定位系统却可允许较大相对定位误差的情况,减小了生产线系统的体积、重量及制造成本。
Description
技术领域:
本发明涉及一种多工位加工系统无干涉精密定位机构,是一种利用多组定位销在轴向不同位置的有效定位段的变化,实现多工位加工系统在每个工位精密定位、而各工位之间无干涉的定位机构,属于柔性制造技术领域。
背景技术:
随着生产能力要求的提高,自动生产线在工厂中的应用越来越广泛。自动生产线不仅要求产品在不同加工工位能实现自动化传输,而且要求其能在每个工位实现快速、精确定位。传统的生产线中,定位工作主要由人工完成;随着自动化水平的提高,越来越希望定位工作能够实现自动化。
自动导向小车和随行夹具是目前自动生产线所应用的主要技术。在于慎波等人所写的“自动导向小车系统及其技术组成”(沈阳工业大学学报,1998,04期)中,介绍的生产线上的自动导向小车,通常具有4个子系统,即:自动导向系统、动力系统、控制和通讯系统及安全系统。其定位精度是由主控计算机控制的,可达±3mm。但是,这样的定位精度远不能满足工件的精密加工要求。
随行夹具定位,是一种应用较多的多工位定位方式。工作中先将工件固定在随行夹具上,然后由随行夹具实现工件在不同加工位置的定位。陶建幸、陈玉渊写的“发动机气缸盖组合机床自动线”(汽车工艺与材料,2000,03期)中,随行夹具上下加工工位之间,采用气缸控制的摆杆输送。定位采用锥形孔和锥形销定位,可以避免上下工位之间运输误差的影响,但定位锥与定位平面的定位要求难以同时满足。
以伺服电机直接驱动滚珠丝杠进行位置控制是另一种常用的定位方式,其优点是减少了中间传动环节,改善了传动系统的动态特性,避免了多级传动带来的累积误差,从而能够大大提高其控制精度。其缺点是需要考虑由于热变形、力变形、磨损、配合间隙等引起的误差,所以要增加实时的测量装置、反馈装置以及补偿装置(王宏涛等,“滚珠丝杠螺距误差补偿法提高数控机床定位精度的研究”,航空精密制造技术,2001,37卷,第5期),从而使其成本升高。
发明内容:
本发明的目的在于针对现有技术的不足,提供一种多工位加工系统无干涉精密定位机构,使其能够快速地实现工位间移动、精确实现每个工位的定位要求、同时在各工位之间不出现定位干涉。
为实现这样的目的,本发明的技术方案为:将随行工作台设计为由上部的工作台和下部的随行台两部分组成的复合结构。两者通过一平面加两定位圆柱销的连接方式定位连接;工作台在气缸作用下,可以沿定位圆柱销轴线方向相对于随行台上下相对移动。随行台通过丝杆螺母和导轨系统,带动其上部的工作台沿水平方向在各工位之间移动。也就是说,工作台在各工位间移动时,其位置是靠随行台上的连接圆柱销定位的。
随行台的两端放置在导轨上并可以沿导轨移动,丝杆螺母固定在随行台底面中间,丝杆放置在两导轨中间并与导轨平行,丝杆的两端分别由轴承定位,由电动机带动旋转。丝杆与丝杆螺母构成螺旋运动副,当丝杆转动时,带动螺母使随行台在导轨上移动。特殊定位圆柱销固定在随行台两端,与特殊定位圆柱销相配合的定位套筒固定在工作台底面的两端。汽缸连接工作台和随行台,并控制工作台的相对于随行台的上下运动。工作台两端设置定位孔,工位定位台上设置加工定位销,工作台上的定位孔与定位台上的加工定位销相配合。
加工工件被定位装卡在工作台上。当工作台随着随行台到达加工工位附近时,工作台与随行台之间的气缸将工作台抬起,然后工作台从该工位定位台的上方,前进到具体定位位置处落下,工作台上的定位孔与该定位台上的定位销相配合,实现工作台在该工位的定位。
为了避免电机—丝杆—螺母系统的热膨胀误差和运动误差对随行夹具定位精度的影响,防止过定位现象的发生,提高各工位定位精度。工作台与随行台的定位圆柱销采用了阶梯圆柱结构设计。在移位过程中,工作台在较低位置,利用下端大圆柱段与随行台连接。工作台靠随行台上的丝杆螺母移动。到具体工位后,在气缸推动下,工作台相对随行台以较大幅度上抬,工作台与随行台定位连接的大圆柱连接段脱离,两者定位连接解除。工作台小幅回落时,工作台的准确位置由其两端的定位孔与定位台上的定位销在较小回落过程中实现定位。此时工作台上的大圆柱孔与随行台上阶梯圆柱的小圆柱段相对应,工作台与定位台的定位若与工作台和随行台的定位有径向误差,则可在水平方向自由移动补偿,而不会发生过定位。完成该工位加工工序后,工作台重新降回到随行台的大圆柱段定位;期间,小圆柱段则起到引导定位的作用。
本发明采用的丝杆螺母系统主要用作移动和粗基准定位,因丝杆热胀冷缩、螺距误差、电机旋转角度误差等对定位精度的影响被完全屏蔽,所以系统对丝杆螺母系统的精度要求低、经济性好,并且可以在加工回程中充分利用丝杆螺母系统实现快速返回。本发明特别适于多工位定位系统中对每一具体工位有较高定位精度、而各定位系统却可以允许较大相对定位误差的情况,对生产线的床身没有高的刚度要求,对各工位定位系统之间没有高的相对位置精度要求,大大减小了生产线系统的体积、重量及制造成本。
附图说明:
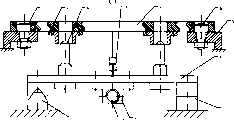
图1为本发明多工位加工系统无干涉精密定位机构的结构示意图。
图1中,1为导轨,2为丝杆,3为螺母,4为随行台,5为定位台,6为定位销,7为工作台,8为汽缸,9为特殊定位圆柱销,10为定位套筒,11为定位孔。
图2为本发明多工位系统机构的工作示意图。
图2中,1为导轨,2为丝杆,3为螺母,5为定位台,6为定位销,7为工作台,9为特殊定位圆柱销,12为电动机,13为双列向心推力轴承,14为深沟球轴承。
图1为图2中AA向剖面结构示意。
具体实施方式:
以下结合附图对本发明的技术方案作进一步描述。
本发明的结构如图1、2所示。随行台4的两端分别放置在两导轨1上,随行台4可以在导轨1上移动。螺母3位于随行台4底面的中间位置,并与随行台4固定连接。丝杆2放置在两导轨1的中间,并与导轨1平行。丝杆2的两端分别由双列向心推力轴承13和深沟球轴承14定位,由电动机12带动旋转。丝杆2与螺母3构成螺旋运动副,当丝杆2转动时,带动螺母3以便使随行台4在导轨1上移动。特殊定位圆柱销9固定在随行台4的两端,而与特殊定位圆柱销9相配合的定位套筒10固定在工作台7底面的两端。汽缸8连接工作台7和随行台4,并控制工作台7相对于随行台的上下运动。加工定位销6固定在工位定位台5上,与工作台7上的定位孔11相配合。
工作台7的多工位精密定位过程如图2所示。加工工件被定位装卡在工作台7上。当工作台7随着随行台4到达加工工位附近时,工作台与随行台之间的气缸8将工作台抬起,然后工作台7从该工位定位台5的上方,前进到具体定位位置处落下,工作台上的定位孔11与该定位台5上的定位销6相配合,实现工作台在该工位的定位。随后工作台7随着随行台4沿着图2中所示箭头到达下一个加工工位,重复上述步骤实现定位。
工作台7与随行台4的特殊定位圆柱销9采用了阶梯圆柱结构设计,下端为大圆柱段,上端为小圆柱段。在移位过程中,工作台7在较低位置,利用下端大圆柱段与随行台4连接。工作台7靠随行台4上的丝杆螺母3移动。到具体工位后,在气缸8推动下,工作台7相对随行台4以较大幅度上抬,工作台7与随行台4定位连接的大圆柱连接段脱离,两者定位连接解除。工作台小幅回落时,工作台的准确位置由其上的定位孔11与定位台5上的定位销6在较小回落过程中实现定位。此时工作台7上的大圆柱孔与随行台4上阶梯圆柱的小圆柱段相对应,工作台7与定位台5的定位若与工作台7和随行台4的定位有径向误差,则可在水平方向自由移动补偿,而不会发生过定位。完成该工位加工工序后,工作台7重新降回到随行台4的大圆柱段定位,小圆柱段则起到引导定位的作用。
Claims (2)
1、一种多工位加工系统无干涉精密定位机构,其特征在于由工作台(7)和随行台(4)组成复合结构,随行台(4)的两端分别放置在两导轨(1)上并可沿导轨(1)移动,丝杆螺母(3)固定于随行台(4)底面中间,丝杆(2)放置在两导轨(1)中间并与导轨(1)平行,丝杆(2)与螺母(3)构成螺旋运动副,定位圆柱销(9)固定在随行台(4)的两端,与定位销(9)相配合的定位套筒(10)固定在工作台(7)底面的两端,汽缸(8)连接工作台(7)和随行台(4)并控制工作台(7)相对于随行台(4)的上下运动,工作台(7)的两端设置定位孔(11),与定位台(5)上设置的加工定位销(6)相配合。
2、如权利要求1所说的多工位加工系统无干涉精密定位机构,其特征在于随行台(4)上的定位圆柱销(9)采用阶梯圆柱结构,下端为大圆柱段,上端为小圆柱段。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB031161553A CN1188245C (zh) | 2003-04-03 | 2003-04-03 | 多工位加工系统无干涉精密定位机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB031161553A CN1188245C (zh) | 2003-04-03 | 2003-04-03 | 多工位加工系统无干涉精密定位机构 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1439484A CN1439484A (zh) | 2003-09-03 |
| CN1188245C true CN1188245C (zh) | 2005-02-09 |
Family
ID=27797093
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB031161553A Expired - Fee Related CN1188245C (zh) | 2003-04-03 | 2003-04-03 | 多工位加工系统无干涉精密定位机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN1188245C (zh) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103433770B (zh) * | 2013-08-30 | 2015-09-16 | 福建工程学院 | 多工位专用机床耦合定位装置 |
| CN104209815B (zh) * | 2014-09-23 | 2018-02-13 | 淄博长迅环保设备有限公司 | 一种阀体阀板多工位连续加工机床 |
| CN105798694B (zh) * | 2016-05-20 | 2018-01-12 | 大连华恒技研工业有限公司 | 组合式随行夹具 |
| CN106737289A (zh) * | 2016-12-26 | 2017-05-31 | 天奇自动化工程股份有限公司 | 可变精度的定位装置 |
| CN108311726A (zh) * | 2018-04-13 | 2018-07-24 | 重庆安永德锐科技有限公司 | 方便工件存放和周转的双套夹具钻孔机 |
| CN111922803A (zh) * | 2020-07-10 | 2020-11-13 | 苏州广隆富机械设备有限公司 | 一种卧式圆柱加工中心及其加工方法 |
-
2003
- 2003-04-03 CN CNB031161553A patent/CN1188245C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1439484A (zh) | 2003-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112917142B (zh) | 矫形调姿一体化对接平台 | |
| CN201186387Y (zh) | 龙门式双转台数控铣床 | |
| CN101745905B (zh) | 一种用于飞机机翼对接的多自由度可调整装配平台 | |
| CN100534701C (zh) | 由伺服控制的柔性定位夹具 | |
| CN102320210B (zh) | 圆柱雕刻机 | |
| WO2021047142A1 (zh) | 一种复合激光切管机 | |
| CN105171534A (zh) | 九轴五联动立卧复合数控加工中心 | |
| CN101622096A (zh) | 机床 | |
| CN206732707U (zh) | 一种复合柔性制造单元 | |
| CN111085703A (zh) | 一种用于金属壳体结构的高精度快速制孔装备及制孔方法 | |
| CN1188245C (zh) | 多工位加工系统无干涉精密定位机构 | |
| CN113649741A (zh) | 一种波纹板自动焊接机及其控制系统 | |
| CN104625884B (zh) | 薄壁筒状零部件自动化制孔装置 | |
| CN201969908U (zh) | 多工位自动可调多轴钻床 | |
| CN207681913U (zh) | 一种新型多功能钻攻铣床 | |
| CN205218687U (zh) | 九轴五联动立卧复合数控加工中心 | |
| CN217617836U (zh) | 一种机器人制孔的末端执行器 | |
| CN110480421A (zh) | 一种卧式五轴加工机床 | |
| CN108907593A (zh) | 一种运载火箭贮箱环缝焊自动化装配调姿机构 | |
| CN213570583U (zh) | 一种用于齿圈的内外圈沟道加工的感应淬火机床 | |
| CN113305590A (zh) | 数控极坐标车铣床 | |
| CN203665375U (zh) | 一种自动插弯头机的工件定位同步装置 | |
| CN207119986U (zh) | 模块化端梁加工装置 | |
| CN200948540Y (zh) | 随工作台移动的铣削动力装置 | |
| CN110814773A (zh) | 一种组合式智能车磨一体刀具及使用方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |