CN115872002B - 一种立式食品包装机 - Google Patents
一种立式食品包装机 Download PDFInfo
- Publication number
- CN115872002B CN115872002B CN202310057042.8A CN202310057042A CN115872002B CN 115872002 B CN115872002 B CN 115872002B CN 202310057042 A CN202310057042 A CN 202310057042A CN 115872002 B CN115872002 B CN 115872002B
- Authority
- CN
- China
- Prior art keywords
- vertical
- film
- matched
- assembly
- shaping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 44
- 235000013305 food Nutrition 0.000 title claims abstract description 32
- 238000007789 sealing Methods 0.000 claims abstract description 60
- 238000007493 shaping process Methods 0.000 claims abstract description 47
- 230000007246 mechanism Effects 0.000 claims abstract description 32
- 239000012528 membrane Substances 0.000 claims abstract description 22
- 239000003381 stabilizer Substances 0.000 claims abstract description 15
- 238000004140 cleaning Methods 0.000 claims description 39
- 239000000725 suspension Substances 0.000 claims description 35
- 238000003825 pressing Methods 0.000 claims description 22
- 230000005540 biological transmission Effects 0.000 claims description 16
- 229920000742 Cotton Polymers 0.000 claims description 9
- 239000000428 dust Substances 0.000 claims description 9
- 238000005520 cutting process Methods 0.000 claims description 7
- 239000000463 material Substances 0.000 claims description 7
- 230000007704 transition Effects 0.000 claims description 7
- 238000011068 loading method Methods 0.000 claims description 5
- 238000004519 manufacturing process Methods 0.000 abstract description 10
- 230000000694 effects Effects 0.000 abstract description 8
- 230000009471 action Effects 0.000 abstract description 5
- 230000002950 deficient Effects 0.000 abstract description 4
- 238000012856 packing Methods 0.000 abstract description 4
- 210000002808 connective tissue Anatomy 0.000 description 16
- 230000033001 locomotion Effects 0.000 description 7
- 238000000034 method Methods 0.000 description 7
- 230000001360 synchronised effect Effects 0.000 description 7
- 230000008569 process Effects 0.000 description 6
- 238000000465 moulding Methods 0.000 description 5
- 238000012545 processing Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 230000003749 cleanliness Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000009920 food preservation Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 210000001503 joint Anatomy 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 238000009757 thermoplastic moulding Methods 0.000 description 1
- 230000007306 turnover Effects 0.000 description 1
Images











Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W90/00—Enabling technologies or technologies with a potential or indirect contribution to greenhouse gas [GHG] emissions mitigation
- Y02W90/10—Bio-packaging, e.g. packing containers made from renewable resources or bio-plastics
Landscapes
- Containers And Plastic Fillers For Packaging (AREA)
Abstract
本发明属于包装设备技术领域,具体涉及一种立式食品包装机,通过放膜机构、上料管和包装机构的配合,能够实现外膜的自动输送、分切和装料以及包装,达到多工位自动化生产的效果,同时配合稳定器的设置,能够在对外膜进行封边时,起到对位准确、避免错位的效果,降低次品率;通过塑形块的设置,能够方便有效的对分切后的外膜带进行塑形,使其能够形成便于封边包装的形状结构,无需额外的电控部件进行辅助,结构简单成本低;清膜组件的设置能够进一步配合食品的包装动作,对外膜能够进行有效的擦拭清洁确保食品内不会出现异物。
Description
技术领域
本发明属于包装设备技术领域,具体涉及一种立式食品包装机。
背景技术
随着工业化的发展以及人们对于食物保鲜技术的伸入研究,将食物进行规模化生产而后进行包装,配合物流的运输即可实现食物的长途旅行,一方面将食物包装后能够更加便于销售食用,另一方面则能够对食物进行有效的保护,目前对于独立包装的食物为了节约生产成本,往往采用将食物装入预制的U形包装袋内,然后再将包装袋的开口热封形成独立包装的方式。
采用上述传统的包装方式,在面对高效生产的需要时,就容易出现包装与食物上料的连贯性不高,且由于此类包装方式还需外部额外的人力或机械进行辅助上袋,因此此种方式目前也逐渐替换为了连续性更高的立式包装机,但传统的立式包装机在牵引包装袋进行竖向封边时,引导过程缺少相应的边线限位措施,虽然通过引导部件能够将包装袋塑形为圆筒结构,但边线处容易因部件的移动、拉扯或外部影响而产生错位,导致后续封边时使得包装袋的边线产生缺陷,不利于食品包装的稳定需要。
发明内容
本发明的目的是:旨在提供一种立式食品包装机,用于解决背景技术中提到的问题。
为实现上述技术目的,本发明采用的技术方案如下:
一种立式食品包装机,包括立架、控制面板、放膜机构和若干上料管,所述放膜机构设于所述立架下侧后端,若干所述上料管共同连接有一个平板并通过升降气缸设于所述立架上端,所述立架设有与若干所述上料管相匹配的包装机构;
所述包装机构包括由上至下设置于立架的分膜组件、塑形组件、热封组件和裁切组件,所述塑形组件与所述热封组件之间设有稳定器,所述热封组件包括竖向热封器和横向热封器;
所述稳定器包括L形支架、导轨和若干个压力板,若干所述压力板沿着L形支架的长度方向均匀分布,所述导轨设于所述L形支架另一端与横向热封器之间,若干所述压力板与所述竖向热封器相匹配;
所述压力板包括T形压板和第一弹片,所述T形压板与所述L形支架侧面滑动连接,所述第一弹片与所述L形支架朝向所述竖向热封器一端连接并与所述T形压板抵接,所述第一弹片与所述竖向热封器相匹配。
所述分膜组件包括若干个导向辊和一个分切辊,若干所述导向辊设于所述立架上侧,所述分切辊设有若干个与所述塑形组件相匹配的切刀并与所述导向辊相匹配。
所述塑形组件包括塑形块和并膜环,所述塑形块整体呈矩形,所述塑形块上侧开有由上至下向远离立架侧的圆弧面,所述塑形块前端一侧开有与所述上料管相匹配的导向圆槽,所述塑形块前端由上至下开有与所述导向圆槽相匹配的螺旋线状过渡弧面,所述塑形块开设的圆弧面与所述螺旋线状过渡弧面一体成型,所述塑形块前端下侧设有与所述螺旋线状过渡弧面衔接的弧板,所述弧板与所述导向圆槽之间设有间隔且与所述导向圆槽的内壁配合形成一个圆柱槽,所述塑形块下侧设有与所述立架连接的并膜环。
所述并膜环平面投影呈C形结构并通过连接耳与所述立架连接,所述上料管滑动穿过所述导向圆槽和所述并膜环;这样能够方便有效的对外膜进行塑形,结构简单紧凑。
所述竖向热封器的数量与所述上料管的数量相匹配,所述竖向热封器包括定块、预压器和前热封条,所述定块固定设于所述立架且开有与所述上料管相匹配的匹配槽,所述定块侧面开有与所述匹配槽连通的缺槽,所述缺槽端面设有后热封条,所述立架通过气缸连接有第一悬架,所述预压器和所述前热封条均设于所述第一悬架,所述前热封条与所述后热封条的位置相对应,所述预压器位于所述第一悬架上并位于所述前热封条的旁侧。
所述塑形组件与所述定块的缺槽之间设有与所述压力板相匹配的引导板,所述导轨包括横向导轨和竖向导轨,所述横向导轨设于所述第一悬架上端,所述竖向导轨与所述横向导轨连接并与所述L形支架连接;这样能够起到缓冲稳定器的效果。
所述预压器包括两个第二弹片和一个预压块,所述第一悬架开有台阶腔,所述预压块垂直剖面呈T形并滑动设于所述台阶腔内,两个所述第二弹片呈八字形分布并设于所述预压块与所述台阶腔底壁之间;这样能够起到对外膜的预压稳定,避免稳定器脱离后发生错位的现象。
所述横向热封器包括第二悬架和横向热封条,所述第二悬架通过移动导轨与所述立架连接,气缸设于所述第二悬架,所述横向热封条与所述气缸的输出轴连接并与所述第二悬架上的底板相匹配。
所述立架还设有与所述放膜机构相匹配的清膜组件,所述清膜组件包括传动器和清膜辊,所述传动器包括两个从动轮、一个链条、一个传动齿轮和一个齿条,所述齿条与所述平板连接,所述传动齿轮转动设于所述立架并与所述齿条啮合匹配,其中一个所述从动轮与所述传动齿轮连接,另一所述从动轮设于所述立架侧下部,所述链条设于两个所述从动轮之间,所述清膜辊转动设于所述立架后侧并与所述从动轮传动连接;这样可同步于上料管的上料动作以及外膜的输送,起到对外膜的有效清洁。
所述清膜辊为空心并通过另一端与外部抽吸机构连通,所述清膜辊表面均匀开有若干吸尘口并沿着所述清膜辊长度方向设有若干棉条,若干所述吸尘口和若干所述棉条间隔分布。
本发明相较于现有技术至少具有以下优点:
通过放膜机构、上料管和包装机构的配合,能够实现外膜的自动输送、分切和装料以及包装,达到多工位自动化生产的效果,同时配合稳定器的设置,能够在对外膜进行封边时,起到对位准确、避免错位的效果,降低次品率;通过塑形块的设置,能够方便有效的对分切后的外膜带进行塑形,使其能够形成便于封边包装的形状结构,无需额外的电控部件进行辅助,结构简单成本低;通过竖向热封器和横向热封器的配合,能够在对外膜进行封边处理的同时,起到外膜的拉动输送,同时减少封边工序提高生产效率和流畅连续性;清膜组件的设置能够进一步配合食品的包装动作,对外膜能够进行有效的擦拭清洁确保食品内不会出现异物。
附图说明
本发明可以通过附图给出的非限定性实施例进一步说明。
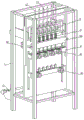
图1为本发明一种立式食品包装机的结构示意图。
图2为本发明的另一角度结构示意图。
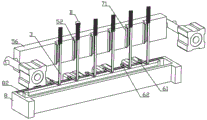
图3为本发明去除热封组件后的结构示意图。
图4为图3中A处的放大示意图。
图5为本发明热封组件的结构示意图。
图6为图5中B处的放大示意图。
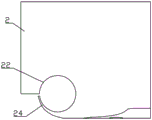
图7为本发明塑形块的结构示意图。
图8为本发明塑形块的结构正视图。
图9为本发明塑形块的结构俯视图。
图10为本发明预压器的结构示意图。
图11为本发明另一实施例的结构示意图。
图12为图11中C处的放大示意图。
图13为图11中D处的放大示意图。
图14为图3中a处的放大示意图。
立架1、放膜机构11、上料管12、平板13、塑形块2、圆弧面21、导向圆槽22、过渡弧面23、弧板24、L形支架3、T形压板32、第一弹片33、导向辊4、分切辊41、切刀42、并膜环5、定块51、前热封条52、匹配槽53、缺槽54、后热封条55、第一悬架56、引导板6、横向导轨61、竖向导轨62、第二弹片7、预压块71、台阶腔72、第二悬架8、气缸81、横向热封条82、清膜辊9、吸尘口901、棉条902、从动轮91、链条92、传动齿轮93、齿条94。
实施方式
为了使本领域的技术人员可以更好地理解本发明,下面结合附图和实施例对本发明技术方案进一步说明。
实施例1:如图1-14所示,一种立式食品包装机,包括立架1、控制面板、放膜机构11和若干上料管12,放膜机构11设于立架1下侧后端,若干上料管12共同连接有一个平板13并通过升降气缸81设于立架1上端,立架1设有与若干上料管12相匹配的包装机构;
包装机构包括由上至下设置于立架1的分膜组件、塑形组件、热封组件和裁切组件,塑形组件与热封组件之间设有稳定器,热封组件包括竖向热封器和横向热封器;
稳定器包括L形支架3、导轨和若干个压力板,若干压力板沿着L形支架3的长度方向均匀分布,导轨设于L形支架3另一端与横向热封器之间,若干压力板与竖向热封器相匹配;
压力板包括T形压板32和第一弹片33,T形压板32与L形支架3侧面滑动连接,第一弹片33与L形支架3朝向竖向热封器一端连接并与T形压板32抵接,第一弹片33与竖向热封器相匹配。
在进行食品包装加工时,上料管12与外部供料机构连接用于输送食品物料,放膜机构11用于输送用于包装食品的外膜,在进行生产时先将外膜通过放膜机构11穿过分膜组件进行分切,然后通过塑形组件对分切后带状的外膜进行塑形,使其成为形似于C形的结构,最后通过热封组件进行封边并同步配合上料管12进行装料,装料封袋完成后通过裁切组件进行分切完成生产,而在热封组件对外膜进行热封的同时,还会对其进行同步拉动使得外膜能够随着热封组件的运动自动供料,达到自动化生产的效果,其中为了确保对外膜达到平整的封边加工,在热封组件对外膜进行拉动封边的同时,稳定器能够对外膜进行进一步的对位固定直至进行封边加工;
当外膜通过塑形组件使其包装的形状得到塑造后,此时需要先对外膜进行竖向封边,再即将外膜的两侧边热塑为一体后再进行一次横向封边形成一个U形塑料斗,其中竖向热封器位置恒定于立架1,而横向热封器则通过移动导轨与立架1连接可以通过控制面板控制其上下移动,横向热封器移动过程中会夹持外膜进行横向封边并拉动外膜,实现封边和上料的同步进行,提高效率及同步性,当横向热封器拉动外膜到指定的最低水平高度时,竖向热封器则启动对外膜的两边线处进行压紧热封,相应的横向热封器松开对外膜的夹持上移复位,同时上料管12同步上移并将食品物料送入已经形成形似U形塑料斗的外膜内,进一步的为了减少设备的电控件使用,平板13还可延伸一个连接柱与横向热封器连接,从而使得上料管12的移动与横向热封器同步、同距,达到简化设备的效果;
当外膜被横向热封器拉出塑形组件后,为了避免外膜受到外界影响或横向热封器的按压而产生错位,稳定器的若干个压力板会对外膜的边线处进行限位按压,由于稳定器同步于横向热封器的移动,即当横向热封器拉动外膜下移时,T形压板32会受到第一弹片33的作用而主动向外膜侧靠近直至压紧,这样能够在外膜下移输送过程中,对外膜的两边线处位置进行限制,避免错位,以便于竖向热封器能够有效进行封边,当进行封边时导轨会使得L形支架3先向远离外膜侧移动脱离压紧力,然后向侧边移动以避免阻挡竖向热封器,从而达到脱离连接的效果,直至封边完成后随着横向热封器复位,此时导轨也控制L形支架3复位以准备对下一段外膜进行封边处理,这样能够有效提高生产的质量,避免包装边缘错位后封边产生层叠影响产品外观以及包装的稳定性;
热封组件的同距移动和封边,在物料装袋完成后的下一次拉动外膜时,能够使得物料装袋完成的部分经过第二次横向封边后形成一个封闭空间,而此部分第二次横向封边,对应下一个准备装料的外膜部分,从而使得生产工序减少,提高效率和连续性;
最后装袋封边完成的食品,将经过立架1下侧的裁切组件分切为大小一致的独立包装,其中裁切组件通过气缸81控制第三悬架的伸缩移动,使得设置于第三悬架上的裁刀对通过立架1上导向筒的食品包装袋进行分切。
分膜组件包括若干个导向辊4和一个分切辊41,若干导向辊4设于立架1上侧,分切辊41设有若干个与塑形组件相匹配的切刀42并与导向辊4相匹配;导向辊4配合外膜起到进一步的导向,而在完整外膜被拉动经过导向辊4时受到切刀42的切割后,将分为多条独立的带状外膜,以对应后续每一条包装线路,这样能够有效提高生产效率。
竖向热封器的数量与上料管12的数量相匹配,竖向热封器包括定块51、预压器和前热封条52,定块51固定设于立架1且开有与上料管12相匹配的匹配槽53,定块51侧面开有与匹配槽53连通的缺槽54,缺槽54端面设有后热封条55,立架1通过气缸81连接有第一悬架56,预压器和前热封条均设于第一悬架56,前热封条52与后热封条55的位置相对应,预压器位于第一悬架56上并位于前热封条52的旁侧;为了配合稳定器起到对外膜的位置有效固定,定块51一方面能够起到对上料管12的导向,另一方面配合竖向热封器达到稳定对外膜的竖向封边,在进行竖向封边时预压器会随着第一悬架56的移动而优先靠近并压紧外膜,此时外膜的位置被限制避免其产生左右或倾斜的错位,同时配合稳定器的固定,即可将外膜的位置有效固定,直至后热封条55与前热封条52贴合进行加热封边,从而有效提高生产的质量,降低次品率。
塑形组件与定块51的缺槽54之间设有与压力板相匹配的引导板6,导轨包括横向导轨61和竖向导轨62,横向导轨61设于第一悬架56上端,竖向导轨62与横向导轨61连接并与L形支架3连接;引导板6的设置能够使得压力板能够以缓和的运动状态对外膜进行压紧,同时利于压力板的后续复位引导,避免部件抵接。
预压器包括两个第二弹片7和一个预压块71,第一悬架56开有台阶腔72,预压块71垂直剖面呈T形并滑动设于台阶腔72内,两个第二弹片7呈八字形分布并设于预压块71与台阶腔72底壁之间;当预压块71首先抵压外膜并与定块51贴合后,此时预压块71受到阻挡收回台阶腔72内,相应的第二弹片7在静止状态下会推动预压块71向外滑动,此时则受到加压翻转,直至封边完成后第一悬架56复位从而使得第二弹片7推动预压块71复位。
横向热封器包括第二悬架8和横向热封条82,第二悬架8通过移动导轨与立架1连接,气缸81设于第二悬架8,横向热封条82与气缸81的输出轴连接并与第二悬架8上的底板相匹配;第二悬架8起到支撑和连接部件的作用,横向热封条82配合底板,在气缸81的驱动下能够对外膜进行夹持进行横向热封,同时配合第二悬架8的移动达到对外膜的拉动上料,相应的竖向热封器和横向热封器的配合,在竖向封边和横向封边的过程中始终能够保持对外膜的夹持,进而避免外膜回卷或松动。
实施例2:如图1-10所示,在实施例一中结构的具体体现,塑形组件包括塑形块2和并膜环5,塑形块2整体呈矩形,塑形块2上侧开有由上至下向远离立架1侧的圆弧面21,塑形块2前端一侧开有与上料管12相匹配的导向圆槽22,塑形块2前端由上至下开有与导向圆槽22相匹配的螺旋线状过渡弧面23,塑形块2开设的圆弧面21与螺旋线状过渡弧面23一体成型,塑形块2前端下侧设有与螺旋线状过渡弧面23衔接的弧板24,弧板24与导向圆槽22之间设有间隔且与导向圆槽22的内壁配合形成一个圆柱槽,塑形块2下侧设有与立架1连接的并膜环5。
并膜环5平面投影呈C形结构并通过连接耳与立架1连接,上料管12滑动穿过导向圆槽22和并膜环5。
当外膜通过分膜组件分切后,此时外膜一边直接穿入塑形块2的导向圆槽22内,另一边贴合塑形块2上侧的圆弧面21卡入导向圆槽22内,直至通过弧板24的限位和引导后后,翻折外膜使得外膜的另一边平行于卡入导向圆槽22的边,从而使得外膜形成C形结构,其中圆弧面21、过渡弧面23和弧板24可起到辅助外膜,确保其移动稳定的效果并起到辅助引导外膜翻折,直至外膜卡入并膜环5后,从而使得外膜的形状被完全限定,以便于后续封边装料,这样的设置能够方便、稳定的对外膜进行塑形,且塑形块2可通过模具一体成型,结构简单。
实施例3:如图11-13所示,在实施例一的基础上的进一步改进,立架1还设有与放膜机构11相匹配的清膜组件,清膜组件包括传动器和清膜辊9,传动器包括两个从动轮91、一个链条92、一个传动齿轮93和一个齿条94,齿条94与平板13连接,传动齿轮93转动设于立架1并与齿条94啮合匹配,其中一个从动轮91与传动齿轮93连接,另一从动轮91设于立架1侧下部,链条92设于两个从动轮91之间,清膜辊9转动设于立架1后侧并与从动轮91传动连接。
清膜辊9为空心并通过另一端与外部抽吸机构连通,清膜辊9表面均匀开有若干吸尘口901并沿着清膜辊9长度方向设有若干棉条902,若干吸尘口901和若干棉条902间隔分布。
为了确保外膜用于包装的洁净度,在外膜通过放膜机构11和横向热封器的拉动时,外膜会经过清洁辊,同时由于外膜的拉动同步于横向热封器,横向热封器的移动又同步于平板13,因此在外膜移动时,平板13也会移动进而通过齿条94驱动传动齿轮93,此时传动齿轮93则对对应的从动轮91进行驱动,并将转动力通过链条92传动另一传动轮,从而使得清膜辊9也同步转动,这样在外膜移动过程中,清膜辊9会在外膜的表面滚动,通过棉条902对其进行擦拭同时通过自身的吸尘口901和外部抽吸机构进行除杂,确保外膜的洁净度避免包装时产生异物,而清膜辊9同步于外膜的动作使得装置的配合同步度更高;
当然清膜辊9也可采用如三角形、多边形的结构,并在此结构的边线处开设吸尘口901,这样在清膜辊9转动过程中会主动对外膜进行施压,从而达到更佳的清洁效果。
上述实施例仅示例性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
Claims (7)
1.一种立式食品包装机,包括立架、控制面板、放膜机构和若干上料管,其特征在于:所述放膜机构设于所述立架下侧后端,若干所述上料管共同连接有一个平板并通过升降气缸设于所述立架上端,所述立架设有与若干所述上料管相匹配的包装机构;
所述包装机构包括由上至下设置于立架的分膜组件、塑形组件、热封组件和裁切组件,所述塑形组件与所述热封组件之间设有稳定器,所述热封组件包括竖向热封器和横向热封器;
所述稳定器包括L形支架、导轨和若干个压力板,若干所述压力板沿着L形支架的长度方向均匀分布,所述导轨设于所述L形支架另一端与横向热封器之间,若干所述压力板与所述竖向热封器相匹配;
所述压力板包括T形压板和第一弹片,所述T形压板与所述L形支架侧面滑动连接,所述第一弹片与所述L形支架朝向所述竖向热封器一端连接并与所述T形压板抵接,所述第一弹片与所述竖向热封器相匹配;
所述分膜组件包括若干个导向辊和一个分切辊,若干所述导向辊设于所述立架上侧,所述分切辊设有若干个与所述塑形组件相匹配的切刀并与所述导向辊相匹配;
所述塑形组件包括塑形块和并膜环,所述塑形块整体呈矩形,所述塑形块上侧开有由上至下向远离立架侧的圆弧面,所述塑形块前端一侧开有与所述上料管相匹配的导向圆槽,所述塑形块前端由上至下开有与所述导向圆槽相匹配的螺旋线状过渡弧面,所述塑形块开设的圆弧面与所述螺旋线状过渡弧面一体成型,所述塑形块前端下侧设有与所述螺旋线状过渡弧面衔接的弧板,所述弧板与所述导向圆槽之间设有间隔且与所述导向圆槽的内壁配合形成一个圆柱槽,所述塑形块下侧设有与所述立架连接的并膜环;
所述并膜环平面投影呈C形结构并通过连接耳与所述立架连接,所述上料管滑动穿过所述导向圆槽和所述并膜环。
2.根据权利要求1所述的一种立式食品包装机,其特征在于:所述竖向热封器的数量与所述上料管的数量相匹配,所述竖向热封器包括定块、预压器和前热封条,所述定块固定设于所述立架且开有与所述上料管相匹配的匹配槽,所述定块侧面开有与所述匹配槽连通的缺槽,所述缺槽端面设有后热封条,所述立架通过气缸连接有第一悬架,所述预压器和所述前热封条均设于所述第一悬架,所述前热封条与所述后热封条的位置相对应,所述预压器位于所述第一悬架上并位于所述前热封条的旁侧。
3.根据权利要求2所述的一种立式食品包装机,其特征在于:所述塑形组件与所述定块的缺槽之间设有与所述压力板相匹配的引导板,所述导轨包括横向导轨和竖向导轨,所述横向导轨设于所述第一悬架上端,所述竖向导轨与所述横向导轨连接并与所述L形支架连接。
4.根据权利要求3所述的一种立式食品包装机,其特征在于:所述预压器包括两个第二弹片和一个预压块,所述第一悬架开有台阶腔,所述预压块垂直剖面呈T形并滑动设于所述台阶腔内,两个所述第二弹片呈八字形分布并设于所述预压块与所述台阶腔底壁之间。
5.根据权利要求4所述的一种立式食品包装机,其特征在于:所述横向热封器包括第二悬架和横向热封条,所述第二悬架通过移动导轨与所述立架连接,气缸设于所述第二悬架,所述横向热封条与所述气缸的输出轴连接并与所述第二悬架上的底板相匹配。
6.根据权利要求5所述的一种立式食品包装机,其特征在于:所述立架还设有与所述放膜机构相匹配的清膜组件,所述清膜组件包括传动器和清膜辊,所述传动器包括两个从动轮、一个链条、一个传动齿轮和一个齿条,所述齿条与所述平板连接,所述传动齿轮转动设于所述立架并与所述齿条啮合匹配,其中一个所述从动轮与所述传动齿轮连接,另一所述从动轮设于所述立架侧下部,所述链条设于两个所述从动轮之间,所述清膜辊转动设于所述立架后侧并与所述从动轮传动连接。
7.根据权利要求6所述的一种立式食品包装机,其特征在于:所述清膜辊为空心,所述清膜辊表面均匀开有若干吸尘口并沿着所述清膜辊长度方向设有若干棉条,若干所述吸尘口和若干所述棉条间隔分布。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310057042.8A CN115872002B (zh) | 2023-01-19 | 2023-01-19 | 一种立式食品包装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310057042.8A CN115872002B (zh) | 2023-01-19 | 2023-01-19 | 一种立式食品包装机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115872002A CN115872002A (zh) | 2023-03-31 |
| CN115872002B true CN115872002B (zh) | 2023-04-25 |
Family
ID=85758677
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310057042.8A Active CN115872002B (zh) | 2023-01-19 | 2023-01-19 | 一种立式食品包装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115872002B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116443313B (zh) * | 2023-06-19 | 2023-08-29 | 广东亿点机械科技有限公司 | 一种自动灌装机 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20320160U1 (de) * | 2003-12-29 | 2004-07-15 | Toss Gmbh & Co. Kg | Formschulter, insbesondere für Schlauchbeutelmaschinen |
| EP2489596A2 (en) * | 2011-02-16 | 2012-08-22 | Ishida Co., Ltd. | Article transfer device and packaging system provided with same |
| CN103101635A (zh) * | 2011-11-15 | 2013-05-15 | 株式会社石田 | 包装装置 |
| CN104210702A (zh) * | 2014-09-03 | 2014-12-17 | 成都松川雷博机械设备有限公司 | 一种适用于手帕纸包装机的半成品成型结构 |
| CN109203485A (zh) * | 2018-09-25 | 2019-01-15 | 梁格 | 一种塑料薄膜热合机 |
| CN213677514U (zh) * | 2020-11-02 | 2021-07-13 | 广东盛威机械科技有限公司 | 一种条形袋的新型多列背封装置 |
-
2023
- 2023-01-19 CN CN202310057042.8A patent/CN115872002B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20320160U1 (de) * | 2003-12-29 | 2004-07-15 | Toss Gmbh & Co. Kg | Formschulter, insbesondere für Schlauchbeutelmaschinen |
| EP2489596A2 (en) * | 2011-02-16 | 2012-08-22 | Ishida Co., Ltd. | Article transfer device and packaging system provided with same |
| CN202557819U (zh) * | 2011-02-16 | 2012-11-28 | 株式会社石田 | 物品输送装置和具有它的包装系统 |
| CN103101635A (zh) * | 2011-11-15 | 2013-05-15 | 株式会社石田 | 包装装置 |
| CN104210702A (zh) * | 2014-09-03 | 2014-12-17 | 成都松川雷博机械设备有限公司 | 一种适用于手帕纸包装机的半成品成型结构 |
| CN109203485A (zh) * | 2018-09-25 | 2019-01-15 | 梁格 | 一种塑料薄膜热合机 |
| CN213677514U (zh) * | 2020-11-02 | 2021-07-13 | 广东盛威机械科技有限公司 | 一种条形袋的新型多列背封装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115872002A (zh) | 2023-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115872002B (zh) | 一种立式食品包装机 | |
| CN209971690U (zh) | 一种填充袋制袋机 | |
| CN110844149B (zh) | 一种快递基站货物包装系统及其包装工艺 | |
| CN214608432U (zh) | 一种方盒包装用底封热缩包膜包装机 | |
| CN111591524B (zh) | 一种用于家具板件包装的摇盖式纸箱封箱机及其封箱方法 | |
| CN112810912A (zh) | 一种底封热缩包膜包装机 | |
| CN211225754U (zh) | 用于裁切薄膜的裁切机 | |
| CN209921763U (zh) | 一种自动角边拆箱机 | |
| CN211138310U (zh) | 内胆编织袋全自动绕口焊接机组 | |
| CN111775499A (zh) | 一种披萨袋成型机 | |
| CN206968070U (zh) | 一种八边封五面袋的全自动生产设备 | |
| CN213355005U (zh) | 一种轮胎覆膜机的套袋装置 | |
| CN212708274U (zh) | 一种披萨袋成型机 | |
| CN212266038U (zh) | 一种针对板材表面卷膜的裁切装置 | |
| CN211002116U (zh) | 包装封切机 | |
| CN215969276U (zh) | 一种板材封边机 | |
| CN118683786B (zh) | 一种兽用药品真空密封包装设备及方法 | |
| CN213735718U (zh) | 一种快速立牌装袋机 | |
| CN111409889A (zh) | 一种自动打包机 | |
| CN220483742U (zh) | 一种水产加工用封箱机 | |
| CN220904264U (zh) | 一种食品包装制袋装置 | |
| CN221316982U (zh) | 一种快递自动打包装置 | |
| CN113928626B (zh) | 一种包装盒及其制造工艺 | |
| CN218084123U (zh) | 一种吸塑机的下料装置 | |
| CN213647718U (zh) | 一种太阳能边框密封胶带用成型辊 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |