CN1154129C - 用于树脂模制变压器的树脂模制线圈 - Google Patents
用于树脂模制变压器的树脂模制线圈 Download PDFInfo
- Publication number
- CN1154129C CN1154129C CNB96123315XA CN96123315A CN1154129C CN 1154129 C CN1154129 C CN 1154129C CN B96123315X A CNB96123315X A CN B96123315XA CN 96123315 A CN96123315 A CN 96123315A CN 1154129 C CN1154129 C CN 1154129C
- Authority
- CN
- China
- Prior art keywords
- coil
- coiling
- winding
- electric insulation
- insulation layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images









Landscapes
- Insulating Of Coils (AREA)
Abstract
在绕成线圈前的绕线中,在彼此相对的至少第一和第二体表面部分之一上的那部分电绝缘层厚于在彼此相对的至少第三和第四体表面部分之一上的那部分电绝缘层。用热固型硅酮橡胶密封线圈的轴端。
Description
本发明涉及变压器、电磁线圈、用于电磁线圈的绕线或在被绕成电磁线圈之前的绕线,及其制造方法。
JP-U-60-121620公开了一种电磁线圈,其中电绝缘片置于由有电绝缘涂层的绕线形成的轴向延伸的绕组间。
JP-A-59-43514公开了另一种电磁线圈,其中由有电绝缘涂层的绕线形成的管形绕组的轴端为环氧树脂覆盖。
本发明的目的是提供变压器、电磁线圈、用于电磁线圈的绕线或在被绕成电磁线圈之前的绕线,及其制造方法。用该方法可以从相对径向内端绕组到相对径向外端绕组不间断地连续地绕线,绕线有足够的绝缘强度,且制造效率高,而且无需在相对径向内端绕组和相对径向外端绕组间插入电绝缘片。
本发明的另一目的是提供一种电磁线圈及其制造方法,相对于已有技术而言,用该方法可以更容易地高效地密封由有电绝缘涂层的绕线形成的管形绕组的轴端。
按照本发明,用于线圈的绕线包括:
导线主体,它具有基本彼此相对的第一和第二体表面部分及基本彼此相对的第三和第四体表面部分;及
电绝缘层,它具有基本彼此相对的内外层表面,内层表面至少部分覆盖第一、第二、第三和第四体表面部分,外层表面暴露于绕线的外部;
其中,在缠绕成线圈之前,至少在第一和第二体表面部分之一上的那部分电绝缘层的厚度大于至少在第三和第四体表面部分之一上的那部分电绝缘层的厚度。
由于在缠绕成线圈之前,至少在第一和第二体表面部分之一上的那部分电绝缘层的厚度大于至少在第三和第四体表面部分之一上的那部分电绝缘层的厚度,所以,可以不间断地形成一种线圈,且不用在基本为管形的相对径向内端绕组和基本为管形的相对径向外端绕组间插入管形电绝缘片。由于该线圈存在电绝缘层厚度较大的方向和绝缘层厚度较小的方向,使得其中在某一方向的绝缘强度大于另一方向的绝缘强度。导线绕组的基本为管形的形状受预先形成且其上另外缠绕和叠置了导线的导线绕组的外形的影响。
在缠绕成线圈之前,在第一体表面部分上的那部分电绝缘层的厚度和在第二体表面部分上的那部分电绝缘层厚度的总量可以大于在第三体表面部分上的那部分电绝缘层的厚度和在第四体表面部分上的那部分电绝缘层厚度的总量。最好是,在绕线并轴向叠置绕线以形成第一假想基本为管形绕组的相对径向内部的第二基本为管形的绕组后,在围绕线圈的轴绕线并轴向叠置绕线以形成第一基本为管形的绕组时,第一和第二体表面部分在线圈的径向基本彼此相对,第三和第四体表面部分在线圈的轴向基本彼此相对。绕组的基本为管形的形状受预先形成且其上另外缠绕和叠置了绕线的绕组的外形的影响。
第一和第二层表面之一可以粘结到第三和第四体表面部分上。电绝缘层可以包括:主电绝缘层,和在至少第一和第二体表面部分之一与主电绝缘层间的副电绝缘层。导线主体可以基本为矩形,其第一、第二、第三和第四体表面部分基本为平面形状。导线主体也可以基本是圆形或椭圆形,其第一、第二、第三和第四体表面为曲线形状。
当导线主体在至少第一和第二体表面部分之一与至少第三和第四体表面部分之一间至少有一个主体顶角部分时,最好是使延伸过至少一个主体角部分的那部分电绝缘层的厚度大于在至少第三和第四体部分之一上的那部分电绝缘层的厚度,和/或最好是延伸过在基本垂直于轴向的假想径向平面上的至少一个主体顶角部分中心位置(基本等于尖顶)的那部分电绝缘层比在至少第三和第四体表面部分之一上的那部分电绝缘层厚,以便防止或抑制在至少一个主体顶角部分或其尖顶处介电击穿。
电绝缘层包括在至少第一和第二体表面部分之一与至少第三和第四体表面部分之一间连续延伸的内电绝缘膜、覆盖至少第一和第二体表面部分之一上的那部分内绝缘膜的外绝缘膜,导线主体在至少第一和第二体表面部分之一与至少第三和第四体表面部分之一间内至少有一个主体顶角部分,此时,最好是外绝缘膜延伸过在至少一个主体顶角上的那部分内绝缘膜,和/或延伸过在至少第三和第四体表面部分之一上的那部分内绝缘膜,以防止或抑制在至少一个主体顶角部分或其尖顶处介电击穿。
电绝缘层包括在至少第一和第二体表面部分之一与至少第三和第四体表面部分之一间连续延伸的内电绝缘膜、覆盖至少第一和第二体表面部分之一上的那部分内绝缘膜的外绝缘膜,在至少第一和第二体表面部分之一与至少第三和第四体表面部分之一间,导线主体至少有一个主体顶角部分,此时,最好是外绝缘膜延伸过在基本垂直于轴向的假想径向平面上的至少一个主体顶角部分中心位置处的那部分内电绝缘膜,以防止或抑制在至少一个主体顶角部分或其尖顶处介电击穿。
电绝缘层包括覆盖至少第一和第二体表面部分之一的内绝缘膜、连续覆盖至少第三和第四体表面部分之一及在至少第一和第二体表面部分之一上的那部分内绝缘膜的外绝缘膜,在至少第一和第二体表面部分之一与至少第三和第四体表面部分之一间,导线主体至少有一个主体顶角部分,此时,最好是内绝缘膜在至少一个主体顶角部分上延伸,和/或内绝缘膜在基本垂直于轴向的假想径向平面上的至少一个主体顶角部分中心位置上延伸,以以防止或抑制在至少一个主体顶角部分或其尖顶处介电击穿。
电绝缘层可以包括覆盖第一和第二体表面部分及第三和第四体表面部分之一的第一绝缘膜、和覆盖第三和第四体表面部分的另一个及在第一和第二体表面部分上的那部分第一绝缘膜的第二绝缘膜。
可以防止外绝缘膜与至少一个主体顶角部分之上的那部分内绝缘膜接触,防止其与至少一个主体顶角部分中心位置之上的那部分内绝缘膜接触,和/或防止其与至少第一和第二体表面部分之一上的那部分内绝缘膜接触。
外绝缘膜可以到达或接触至少一个主体顶角部分之上的那部分内绝缘膜、至少一个主体顶角部分中心位置之上的那部分内绝缘膜、和/或至少第一和第二体表面部分之一上的那部分内绝缘膜接触。
副电绝缘层可以附着于至少第一和第二体表面部分之一上,主电绝缘层可以附着于副电绝缘层上。电绝缘层可以是预浸渍部件。
按照本发明的制造用于线圈的绕线或制造线圈的方法包括下列步骤:
馈送有基本彼此相对的第一和第二体表面部分及基本彼此相对的第三和第四体表面部分的导线主体;
用内电绝缘层至少覆盖第一和第二体表面部分之一及第三和第四体表面部分之一;以及
用外电绝缘层覆盖至少第一和第二体表面部分之一上及第三和第四体表面部分的另一个上的内电绝缘层。
用该方法,可以容易而连续地形成这样一种绕线,即具有电绝缘层较厚的方向和电绝缘层较薄的方向以便使某一方向的绝缘强度大于另一方向的绕线。
第一和第二体表面部分皆可由内电绝缘层覆盖,且至少第一和第二体表面部分之一上的那部分内电绝缘层可以由外电绝缘层覆盖。也可以由内电绝缘层覆盖第一和第二体表面部分之一,可以由外电绝缘层覆盖第一和第二体表面部分之一上的那部分内电绝缘层,同时可以由外电绝缘层覆盖第一和第二体表面部分的另一个。第一和第二体表面部分皆可由内电绝缘层覆盖,第一和第二体表面部分上的那部分内电绝缘层可以由外电绝缘层覆盖。
按照本发明的制造线圈的方法包括下列步骤:
制备绕线,所述绕线包括:有基本彼此相对的第一和第二体表面部分及基本彼此相对和第三和第四体表面部分的导线主体,覆盖导线主体的电绝缘层,在至少第一和第二体表面部分之一上的那部分电绝缘层厚于在至少第三和第四体表面部分上的那部分电绝缘层;
此后,沿围绕线圈轴的基本为管形的假想面缠绕并在轴向叠置绕线;以及
再沿基本为管形的假想面的相对径向外部的另一基本为管形的假想面缠绕并在轴向叠置绕线,同时使第一和第二体表面部分在线圈的径向基本彼此相对,使第三和第四体表面部分在线圈的轴向基本彼此相对。
由于在缠绕和叠置绕线以制成线圈之前,制备包括有基本彼此相对的第一和第二体表面部分及基本彼此相对和第三和第四体表面部分的导线主体、覆盖导线主体的电绝缘层的绕线,且使在至少第一和第二体表面部分之一上的那部分电绝缘层厚于在至少第三和第四体表面部分上的那部分电绝缘层,所以可容易而不间断地形成一种线圈,它具有两个方向,在其中一个方向上电绝缘层较厚或绝缘强度较大,而在另一方向上电绝缘层较薄或绝缘强度较小,而且不用在缠绕和叠置的绕线块或阵列间插入绝缘片。
按照本发明,变成线圈前的绕线包括:有基本彼此相对的第一和第二体表面部分及基本彼此相对和第三和第四体表面部分的导线主体,覆盖导线主体的电绝缘层,其中在第一和第二体表面部分上的那部分电绝缘层的总厚度大于在第三和第四体表面部分上的那部分电绝缘层的总厚度,这特别适于容易而且不间断地形成线圈,且不用在缠绕和叠置的绕线团或组间插入绝缘片。
按照本发明,一种线圈包括:在线圈的轴向和径向缠绕并叠置以形成管形绕组的绕线,及至少覆盖管形绕组的一个轴端的硅酮橡胶层。
由于与环氧树脂比,硅酮橡胶层柔韧性好,所以可以减小由线圈径向内外间温度波动或变化引起的线圈轴端的绕组盖中的热应力,从而确保防止绕组盖的破裂。因此,与已有技术相比,可以容易地密封由具有电绝缘涂层的绕线形成的管形绕组之轴端。
硅酮橡胶层可以包括电绝缘的固体颗粒,以减小绕线主体盖中硅酮的含量,并由此增加其硬度。电绝缘固体颗粒可以包括石英。
按照本发明,制造线圈的方法包括下列步骤:
在内管上沿线圈的轴向和径向缠绕和叠置绕线,以形成管形绕组,内管包括固化之前的热固性树脂、例如环氧树脂;
用包括固化之前的热固性树脂、例如环氧树脂的外管覆盖管型绕组的外围;
用在固化前是热固型的硅酮橡胶层至少覆盖形管绕组的一个轴端;
此后,同时加热内外管及要固化的硅酮橡胶层。
由于由固化前的硅酮橡胶层覆盖管形绕组的至少一个轴端,所以当加热固化前的硅酮橡胶层端盖时,它不会变形或极大地流动。因此,与已有技术相比,可以容易地密封由具有电绝缘涂层的绕线形成的管形的缠绕和叠层绕线团。
内外管皆可以是包括如环氧树脂之类的热固性树脂的预浸渍部件。
图1是表示本发明的绕线的局部剖面图;
图2表示本发明的线圈的局部剖面图;
图3表示本发明的另一种绕线的局部剖面图;
图4表示本发明的另一种绕线的局部剖面图;
图5表示本发明的另一种绕线的局部剖面图;
图6表示本发明的另一种绕线的局部剖面图;
图7是表示按照本发明的制造绕线的方法和设备的斜视投影图;
图8是表示按照本发明的制造线圈的方法和设备的斜视投影图;
图9是表示有本发明的线圈或绕线的变压器的斜视投影图;
图10表示本发明的另一种线圈的局部剖面图;
图11是表示按照本发明的制造线圈方法和设备的局部剖面图;
图12是表示按照本发明的制造线圈的方法和设备的斜视投影图;
图13是表示按照本发明的制造线圈的方法和设备的斜视投影图;
图14表示本发明的另一种线圈的局部剖面图和斜视投影图;
图15表示本发明的另一种绕线的局部剖面图和斜视投影图;
图16-23表示本发明的另一种绕线的局部剖面图。
图1是按照本发明的用于干式变压器线圈的绕线的剖面图。如图所示,用连续绝缘纸片作第一绝缘纸2a,它按U形把矩形导体1的三面包围起来,在其上用作第二绝缘纸2b的连续纸片按相反的U形把相反的三面包围起来。
这样,由于导体被第一和第二绝缘纸缠绕和包围,所以绝缘纸的涂层厚度随导体1的方向不同而不同。
当假定图中所示的导体的纵向为X方向,而横向为Y方向,那么在X和Y方向覆层的厚度不同。X和Y方向涂层厚度之比为α1∶α2=1∶2。
当用绕线机把这种绕线绕成线圈时,绕组从最低层的一端开始,终止于另一端,辐射式地按层上升,并按同样的方式重叠形成下一层。重复该过程,直到最上层为止。这样,定义一端到另一端为线圈的宽度方向,而上升和重叠的方向为叠层方向。
假定线圈宽度方向为X方向,而线圈叠层方向为Y方向,那么Y向的绝缘涂层厚于X向绝缘覆层,且α1∶α2=1∶2,从而需要复杂操作的中间层纸的插入变得不必要,两层间只要有导体涂层便可实现绝缘。
图2是通过缠绕图1的绕线面形成的线圈的主要部分的剖面图。
图2中,涂敷绕体的绝缘纸材料可以是任何包括酰胺(PA)、聚乙烯萘[polyethylene naphthaltne(PEN)、聚酰亚胺(PI)、聚酰亚胺酯(PEI)、聚亚苯基硫醚(PPS)、聚对苯二甲酸乙二醇酯和预浸渍绝缘材料等低介电常数的绝缘材料。
如图2所示,该实施例的线圈是管形的。除管形的内部有内绝缘层外,管形的外部也有外绝缘层。缠绕绕线,以在内绝缘层和外绝缘层之间形成多层导体层。
绕线有在线圈的径向面向内的第一表面、在线圈的径向面向外部的第二表面及面向线圈轴向的第三和第四表面。面向线圈径向部分的表面绝缘层厚于面向线圈轴向部分的表面绝缘层。由于绕线是这样形成的,且多层导体层在线圈径向集成,所以所说线圈径向表面绝缘层的总数大于线圈轴向表面绝缘层的总数。
该实施例中,最内层导体层的第一表面构成内绝缘层,最外层导体层的第二表面构成外绝缘层。
通常,相邻层中的相邻绕线间的电压大于同一层中相邻绕线间的电压。还是图2中,相邻层中相邻绕线间的电压ΔV1大于同一层中相邻绕线间的电压ΔV2。 所以,在线圈的径向需要比在线圈的轴向高的绝缘能力。本发明可满足这种需要,且在层间不用片状绝缘材料。
另外,图2中,如果在变压器中指定部分的电势差为ΔV1和ΔV2, 那么令人满意的是线圈宽度方向和叠层方向的绝缘层厚度之比相当于各方向所分配的电势之比。实施例1的图1中,α1∶α2=1∶2,所以绝缘纸的厚度可以厚于所需的厚度,特别是线圈宽度方向。
下面参照图3和4说明本发明的另一实施例。
图3是按照本发明的另一实施例的用于干式变压器线圈的绕线的剖面图。图4也是按照本发明的另一实施例的用于干式变压器线圈的绕线的剖面图。
图3示出了一绕线,其中在线圈叠层方向的导体1的一侧上包括绝缘纸2C(厚度(β)。图4也示出了一绕线,其中在线圈叠层方向的导体的两侧上包括绝缘纸2C(厚度β/2)。当用这种绕线时,可以根据有不同厚度的绝缘纸2A(厚度γ)、2B(厚度γ)和2C(厚度β或β/2)的组合来适应叠层方向和宽度方向分配的电势的比。用绕线机,缠绕如图3和4所示的这些绕线,可经构成干式变压器线圈。
下面参照图5说明本发明的再一实施例。
在如图2所示的实施例1的A部分,由于导体1a和1b之一的一角与另一导体相对,所以两导体间绝缘纸的厚度可以变薄。
图5是按照本发明的再一个实施例的用于干式变压器线圈的绕线的剖面图。图5中,当延伸绝缘纸2a和2b,并在导体1的角上折回以确保包围它时,可以保持导体间对角线上的绝缘纸的厚度不变,这样,还可以提高绕线的绝缘性能。用绕线机,使用该绕线,并缠绕,便可构成线圈。
下面参照图6说明本发明的再另一实施例。
图6是按照本发明的再一个实施例的用于干式变压器线圈的绕线的剖面图。图6示出了在线圈的径向缠绕绕线的较宽侧的情况。
绕线1较短侧与连续绝缘纸2a和2b按双层重叠。这样, 还可提高绕线的绝缘性能,且可以制造用这种绕线的线圈。
下面参照图7说明本发明的再另一实施例。
图7是按照本发明的再一个实施例制造干式变压器线圈的方法的示意图。
如图所示,该方法包括:提供导体的步骤6,包覆涂层的步骤7,和缠绕线圈的步骤8。
在提供导体的步骤6中,导体1为铜或铝导线,用作裸导线。
在包覆涂层的步骤7中,在导体的每一侧设置涂层包覆夹具J1和J2,以按U-形沿所提供的导体1的每侧按顺序包覆绝缘纸2a和2b。将夹具J1和J2的每一个设计成要其一侧有一开口,按U形构成其余三边,并使它的截面沿从纸卷拉出绝缘纸2a和2b的馈送方向逐渐变窄,以沿导体1包覆绝缘纸2a和2b。
夹具J1按U形沿导体1的侧边包覆绝缘纸2a。然后,夹具J2在导体1上以相反的U形包覆绝缘纸2b,绝缘纸2a以U形从相对于U形的一侧包覆导体,构成绝缘包覆线圈。
然后,在缠绕线圈的步骤8中,导体被缠绕到卷轴8上。如果卷轴8是绕线机,那么便可象这样来绕线圈。
下面参照图8说明本发明的再另一实施例。
图8是按照本发明的再一个实施例的干式变压器的示意图。
图8是示出了具体用自熔预浸渍材料作导体的涂层固定干式变压器线圈的方法。
预浸渍材料是用树脂浸渍的非固化或半固化态纤维聚集体。所利用的正是这些特性。当加热非固化的树脂时,粘合树脂流出,填充各预浸渍材料间的空隙,并固化。然后,当施加外部压力时,预浸渍材料的空隙进一步减小,并被进一步牢固粘合。
通常,当绕矩形线圈时,由于在线圈的角或弯曲部分会产生径向力,从而产生外力,然而不能期望在直线部分用外力固定,所以预浸渍材料应在该处有良好的粘合性。
然后,如图8所示,在绕线圈后,缠绕在最外面部分的用液体填充的收缩管10,并围绕缠绕的线圈9加热,从而通过固化预浸渍材料和由管10中所填充的液体膨胀作用于缠绕的线圈9的压力来增强预浸渍材料的粘合性。
这样,便可以构成浸渍材料的粘合性提高了的干式变压器线圈。
下面参照图9说明本发明的再另一实施例。
图9是按照本发明的再一个实施例的干式变压器的示意图。
图9是一种用本发明的一个实施例的线圈的有分接头切换装置的变压器的外形图。
如图所示,有分接头切换装置的变压器T在支架12上有同相的缠绕线圈9(图中为三相)、安装于其上的分接头切换装置13、及夹紧支它们的夹紧支14。夹紧支架14有接头15。
缠绕线圈9的特征在于:在完成了缠绕后除去模制树脂,绕组通过自熔固定,从而在圆周方向形成条带11。于是可以制备无层间缺陷的干式变压器。
如图10-13所示,另一实施例的树脂模制线圈包括:基本形成为棱柱形的线圈111,覆盖线圈111的内外表面112和113的预浸渍片118,覆盖线圈111的两端面114的热固性硅树脂119。
如图11所示,在制造树脂模制线圈过程中,基本为棱柱状的绕线框122安装在绕线机121的旋转轴121a上。随后,围绕绕线框122的外表面缠绕绝缘预浸渍片118。绝缘预浸渍片118是用环氧树脂浸渍的玻璃纤维布。通过驱动绕线机121使绕线框122旋转,此时,在绕线轴S方向,围绕与绕线机121的旋转轴121a共轴假想绕线轴125缠绕绕线材料。当完成了第一层时,在其外表面上加一层间绝缘片(未示出),在其外表面上缠绕绕线材料,以构成第二层。再在其外表面上加层间绝缘片。就这样重复上述过程,在与绕线轴125分离的R层方向上缠绕数层绕线材料,构成线圈111。形成线圈111时,围绕线圈111的外表面113还缠绕预浸渍绝缘片118。此处,在其内外表面112和113上加了预浸渍绝缘片118的线圈111被称作树脂模制线圈半成品110。
在树脂模制线圈半成品110中,在绕线轴S方向的内外表面上的预浸渍绝缘片118的长度长于绕线轴S方向的线圈111的长度。线圈111的端面114和内外表面上的预浸渍绝缘片118构成一凹槽A。
然后,用如图12所示的树脂注入枪123将热固性硅树脂119填充进树脂模制线圈半成品110端的凹槽A中。这里,是在通过驱动绕线机121而使树脂模制线圈半成品110旋转时把热固性硅树脂119填入的。
然后,把完成了热固性树脂的填充的树脂模制线圈半成品110a与绕线框122一起从绕线机121上卸下,并铺设于其上铺展有Teflon分离片127的干燥板126上。因为热固性硅树脂在室温下有粘度,可以防止从树脂模制线圈半成品110a的凹槽A中落出,并且在随后的环氧树脂的热固化过程中粘度不会降低,所以可以铺设树脂模制线圈半成品110a。铺设了预定数量的树脂模制线圈半成品110a后,在其上铺展Teflon分离片127,并把树脂模制线圈半成品110a置于其上。如上所述,多个树脂模制线圈半成品110a被按多级叠置于干燥板126之上。然后,把它们置于干燥炉中,加热到约130-150℃,以把填充于线圈111端部的热固性硅树脂119与置于线圈111的内外表面上的预浸渍绝缘片118固化。这样,由于可以按多级叠置用热固性硅树脂填充的多外树脂模制线圈110a,并把它们同时固化,所以可经有效地利用干燥炉。
一旦预浸渍绝缘片118和热固性硅树脂119固化,便可除去绕线框122,以通过成型操作完成如图10所示的树脂模制线圈。在成型操作中,用切刀将线圈端部的各角倒角。
如上所述,在制造树脂模制线圈过程中,由于可以把树脂立即填充到线圈111的端面114中,且填充到线圈111端面114中的热固性硅树脂119可以与置于线圈111的内外表面112和113上的预浸渍绝缘片118一起固化,所以可以减少工艺步骤,并可缩短生产周期。另外,由于硅树脂甚至在固化和收缩时也能保持粘度,不产生内部残余应力,不会引起例如破裂等问题,所以可以在短时间周期内实现固化和退火。按该方案还可以缩短制造的时间周期。
此外,由于热固性硅树脂不会伤害人体,所以不必特别考虑防止树脂与皮肤的接触。另外,由于可以去掉磨床移动操作产生的毛刺,所以对集流管的测量变得不必要。所以,容易对每一过程进行安全测试,从而可减少制造成本。
此外,由于热固性硅树脂119有粘度,所以,甚至在铺设时,把它填充于在树脂模制线圈110的端部的凹槽A,它不会脱落,其粘度低于环氧树脂,所以可以用树脂注入枪123填充树脂,使填充树脂的操作更容易,还可使填充操作自动化。
而且,可以用如聚酯膜(聚对苯二甲酸乙二醇酯)或PEN等的化学合成膜作覆盖导体外表面的绕线绝缘材料,和使线圈111的各层彼此绝缘的层间绝缘材料。在这种情况下,在环氧树脂中所加的酸酐固化剂可以加速退化。然而,当用硅树脂时,便可不伤害该膜,有利于在很长时间周期的绝缘退化。
当用热固性硅树脂119作线圈111端表面114的填充剂而不用常规环氧树脂时,尽管如上所述有各种优点,但所存在的缺点是热固性硅树脂119较环氧树脂贵。另外,由于固化的硅树脂象橡胶一样,并且较软,所以其触觉令使用者感到不安。所以,最好减少较贵的热固性硅树脂119的用量,用不贵且较硅树脂硬而且耐火和绝缘性能好的材料作补允剂,加到热固性硅树脂119中,减少生产成本,改善其触觉。
具体说,最好用80wt%石英粉作补充剂加到热固性硅树脂119中。石英粉的价格一般是硅树脂的1/2,所以可以极大地减少生产成本。
用加80wt%的石英的硅树脂的实验表明,在粘度有一定程度地增加的同时,可令人满意地用树脂注入枪123进行填充操作。此外,在110-120℃固化3-5小时,可获得预定特性。而且,加了石英粉的固化树脂的硬度高于没加石英粉的固化树脂,且其Shore硬度为80°以上。而且,在JISK6911(1979“General Testing Methed for Thermosetting Plastios”说明了一般用作耐火指标的耐火法,根据该耐火法(方法A)进行试验时,为了80wt%的石英粉的材料其燃烧时间为0秒,燃烧距离是5mm,其耐火性令人满意。与此相比,对加了典型的酸酐固化剂和结晶石英粉的固化的环氧树脂进行同样的试验,结果其燃烧时间为12-14秒,燃烧距离为11-14mm。尽管这些耐火试验也满足耐火材料的要求,但还是加了80wt%的石英粉的硅树脂的耐火性能高于环氧树脂。
下面参照图14和15说明根据本发明实施例的树脂模制线圈。
在本实施例中,如图15所示,形成线圈111a的绕线材料115包括:作为金属材料115的主体的导体116;沿导体116的纵向与导体116的外表面邻接的层间绝缘层的绝缘材料117a;及围绕导体116的外表面缠绕的绝缘树脂片117b,所说导体116上施加了作层间绝缘层的绝缘材料117a。
围绕在绕线轴125延伸的绕线轴方向S上的假想绕线轴125,重复缠绕导体116时,绝缘树脂片117b确保在绕线方向S上导体116间的绝缘。此外,在与绕线轴125分离的叠层方向R上,围绕假想绕线轴125,按多层缠绕导体116时,作层间绝缘层的绝缘材料117a确保在叠层方向上的邻近导体116间的绝缘。在线圈111A中,由于叠层方向R上导体间的电势差高于绕线方向S上导体间的电势差,所以作层是绝缘层的绝缘材料117a比绝缘树脂片117b的更高的绝缘性能。在该实施例中,绝缘树脂片117b和作层间绝缘层的绝缘材料117a皆由预浸渍片构成。
在本实施例中,用上述的绕线材料115,在绕线方向S,围绕绕线框(未示出),按使施加作层间绝缘层的绝缘材料117a侧指向径向R的方式,重复缠绕绕线材料115,并在径向R按多层缠绕绕线材料115,从而形成线圈111a。这样,采用预先施加了作层间绝缘层的绝缘材料117a的绕线材料115,在形成线圈工艺中,便可以去掉在每层形成后在它们之间提供层间绝缘片的操作。
如图16所示,可以用电绝缘层或膜2覆盖彼此相对的第一和第二体表面部分上及彼此相对的第三和第四体表面之一上的导线主体1。如图17所示,可以用电绝缘层或膜2覆盖导线主体1,所说电绝缘层或膜2包括:覆盖第一和第二体表面部分及第三和第四体表面部分的第一绝缘膜;和覆盖第一体表面部分和第三体表面部分上的那部分第一电绝缘膜。如图18所示,可以由电绝缘层或膜2覆盖导线主体1,所说电绝缘层或膜2覆盖第一和第二体表面部分、第三和第四体表面部分、及第一体表面部分上的那部分电绝缘层或膜2。
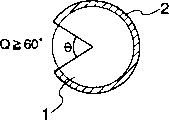
如图19所示,可以由电绝缘层或膜2覆盖圆形导线主体1,所说电绝缘层或膜2包括:覆盖第一和第二体表面部分及第三体表面部分的内电绝缘膜;在第一和第二体表面部分上的内绝缘膜;及覆盖第四体表面部分的外部电绝缘膜;内外电绝缘膜的重叠程度最好为60度以上。如图20所示,可以用电绝缘层或膜2覆盖彼此相对的第一和第二体表面部分上及彼此相对的第三和第四体表面之一上的圆形导线主体1。未被电绝缘层或膜2覆盖的那部分导线主体1的范围最好为60度以下。
如图21所示,可以用电绝缘层或膜2覆盖彼此相对的第一和第二体表面部分上及彼此相对的第三和第四体表面之一上的椭圆形导线主体1。如图22所示,可以用电绝缘层或膜2覆盖椭圆形导线主体1,所说电绝缘层或膜2覆盖第一和第二体表面部分、第三和第四体表面部分、及第一体表面部分上的那部分电绝缘层或膜2。如图23所示,可以用电绝缘层或膜2覆盖椭圆形导线主体1,所说电绝缘层或膜2包括:覆盖第一和第二体表面部分及第三和第四体表面部分的内电绝缘膜;覆盖第一和第二体表面部分及第三体表面部分上的那部分内电绝缘膜的外电绝缘膜。
Claims (4)
1.一种树脂模制线圈,特征在于包括:
一个线圈(111);
分别覆盖上述线圈(111)的内表面(112)和上述线圈(111)的外表面(113)的多个预浸渍绝缘树脂片(118);
热固性硅树脂(119),覆盖上述线圈(111)的两个端面(114),其中含有石英粉作为耐火和绝缘特性的填料。
2.根据权利要求1所述的树脂模制线圈,特征在于所述线圈(111)包括一个截面为长方形的导电线(1),所述导电线具有第一表面、与第一表面相对的第二表面、第三表面和与第三表面相对的第四表面,所述导电线的上述四个表面被绝缘材料(2a、2b)覆盖,覆盖在所述第一和第二表面上的绝缘材料(2b)的厚度比覆盖在第三表面和第四表面上的绝缘材料(2a)的厚度厚,上述导电线以使第一和第二表面面对上述线圈的径向方向的方式缠绕。
3.根据权利要求2所述的树脂模制线圈,特征在于在所述第一和第二表面的至少一个表面上布置的一个辅助绝缘材料(2c)。
4.根据权利要求2所述的树脂模制线圈,特征在于在所述第一和第二表面的绝缘材料延伸超过所述导电线(1)的角部与所述第三和第四表面连接。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP288702/95 | 1995-11-07 | ||
| JP28870295A JP3683953B2 (ja) | 1995-11-07 | 1995-11-07 | 樹脂モールドコイルの製造方法 |
| JP288702/1995 | 1995-11-07 | ||
| JP044723/1996 | 1996-03-01 | ||
| JP044723/96 | 1996-03-01 | ||
| JP04472396A JP3331113B2 (ja) | 1996-03-01 | 1996-03-01 | 乾式変圧器巻線およびその製造方法並びに乾式変圧器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1163467A CN1163467A (zh) | 1997-10-29 |
| CN1154129C true CN1154129C (zh) | 2004-06-16 |
Family
ID=26384686
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB96123315XA Expired - Lifetime CN1154129C (zh) | 1995-11-07 | 1996-11-07 | 用于树脂模制变压器的树脂模制线圈 |
Country Status (4)
| Country | Link |
|---|---|
| CN (1) | CN1154129C (zh) |
| IN (1) | IN191055B (zh) |
| SG (2) | SG94321A1 (zh) |
| TW (1) | TW307878B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018195666A (ja) * | 2017-05-16 | 2018-12-06 | 東芝産業機器システム株式会社 | コイル、コイルの製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE342531B (zh) * | 1970-06-05 | 1972-02-07 | Asea Ab | |
| US4818909A (en) * | 1988-01-15 | 1989-04-04 | General Electric Company | Insulated coil assembly |
-
1996
- 1996-10-28 TW TW85113113A patent/TW307878B/zh not_active IP Right Cessation
- 1996-10-30 IN IN1873CA1996 patent/IN191055B/en unknown
- 1996-11-06 SG SG9900927A patent/SG94321A1/en unknown
- 1996-11-06 SG SG1996011036A patent/SG43437A1/en unknown
- 1996-11-07 CN CNB96123315XA patent/CN1154129C/zh not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| CN1163467A (zh) | 1997-10-29 |
| SG94321A1 (en) | 2003-02-18 |
| TW307878B (en) | 1997-06-11 |
| IN191055B (zh) | 2003-09-13 |
| SG43437A1 (en) | 1997-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1255924C (zh) | 通过流化烧结来制造旋转电机的导线或导体束的绝缘的方法 | |
| US8154374B2 (en) | Transformer winding and a method of reinforcing a transformer winding | |
| JP2010251615A (ja) | 絶縁被膜付き導体コイルの製造方法及び絶縁被膜付き導体コイル | |
| CA2527768C (en) | Low voltage composite mold | |
| CN1154129C (zh) | 用于树脂模制变压器的树脂模制线圈 | |
| CN108140453B (zh) | 电导体组件及生产被电绝缘的电导体的方法 | |
| JP2007282410A (ja) | 回転電機の固定子コイル、回転電機の固定子コイルの製造方法、半導電性シート、半導電性テープ、および回転電機 | |
| JP2000021669A (ja) | 電磁コイルの製造方法及びその装置 | |
| JP2015073412A (ja) | 電気機器のコイル及び電気機器のコイル製造方法 | |
| CN1201243A (zh) | 树脂模线圈 | |
| JP2908431B1 (ja) | 電気絶縁コイルの製造方法 | |
| JPH01619A (ja) | 絶縁体の支持構造およびその製造方法 | |
| US20190019619A1 (en) | Winding Arrangement With Fixed Winding Sections | |
| JP7484621B2 (ja) | 固定子の製造方法 | |
| JP4757466B2 (ja) | コイル装置、及び、コイル装置の製造方法 | |
| JPH0645137A (ja) | 電磁石用コイルおよびその製造方法 | |
| JP2656381B2 (ja) | 電磁石用コイルの製造方法 | |
| CN116171479A (zh) | 绝缘电线、线束、绝缘电线的制造方法 | |
| CN114038612A (zh) | 高pdiv绝缘电磁线及其制备方法和应用 | |
| JPS6372106A (ja) | 樹脂モ−ルドコイル | |
| JPS62196052A (ja) | 電気絶縁線輪の製造方法 | |
| JPH02256211A (ja) | 樹脂モールドコイルの製造方法 | |
| SE439857B (sv) | Distanshallare mellan ledarlager for en lagerlindning for en transformator eller reaktor samt sett att framstella en sadan distanshallare | |
| JPS59153447A (ja) | 回転電機コイルの製造法 | |
| JPS59113747A (ja) | 回転電機のコイル絶縁方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20040616 |
|
| EXPY | Termination of patent right or utility model |