CN113815951A - 两面单工位自动包装机 - Google Patents
两面单工位自动包装机 Download PDFInfo
- Publication number
- CN113815951A CN113815951A CN202111151488.4A CN202111151488A CN113815951A CN 113815951 A CN113815951 A CN 113815951A CN 202111151488 A CN202111151488 A CN 202111151488A CN 113815951 A CN113815951 A CN 113815951A
- Authority
- CN
- China
- Prior art keywords
- bag
- vacuum
- conveying
- plate
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 82
- 230000007246 mechanism Effects 0.000 claims abstract description 152
- 238000007493 shaping process Methods 0.000 claims abstract description 49
- 239000000463 material Substances 0.000 claims abstract description 39
- 238000000034 method Methods 0.000 claims abstract description 5
- 230000007306 turnover Effects 0.000 claims description 21
- 238000007599 discharging Methods 0.000 claims description 13
- 238000004519 manufacturing process Methods 0.000 claims description 5
- 238000009461 vacuum packaging Methods 0.000 claims 1
- 238000012856 packing Methods 0.000 abstract description 5
- 230000000694 effects Effects 0.000 abstract description 2
- 238000009960 carding Methods 0.000 abstract 1
- 241000209094 Oryza Species 0.000 description 2
- 235000007164 Oryza sativa Nutrition 0.000 description 2
- 235000009566 rice Nutrition 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000002407 reforming Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/16—Feeding individual bags or carton blanks from piles or magazines by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/24—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for shaping or reshaping completed packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/22—Devices influencing the relative position or the attitude of articles during transit by conveyors
- B65G47/24—Devices influencing the relative position or the attitude of articles during transit by conveyors orientating the articles
Abstract
本发明公开两面单工位自动包装机,其沿流水线依序包括给袋部装、灌装部装、真空部装和二次整形部装。本发明通过设置理袋机构对包装袋进行梳理,使包装袋对中到合适的位置,然后再进行后续灌装、送包和抽真空整形等,有效提高了物料的包装质量和包装效率;在二次整形部装中设置对中机构,通过对中机构对包装物进行导正后再进入二次整形工位,保证包装物二次整形过程中位置准确,从而有效提高二次整形的效果。
Description
技术领域
本发明涉及包装机领域,尤其涉及两面单工位自动包装机。
背景技术
现有颗粒状物品(例如大米)的自动化包装均采用包装机械实现,通过包装袋的自动转移实现大米的灌装和抽真空整形,但是包装袋在转移的过程中由于位置不准确从而降低包装效率和包装质量。
发明内容
为克服现有技术中的不足,本发明的目的在于提供一种能够提高包装质量和效率的两面单工位自动包装机。
为实现上述目的,本发明采用以下技术方案:
两面单工位自动包装机,其沿流水线依序包括给袋部装、灌装部装、真空部装和二次整形部装;
所述给袋部装上具有至少一个给袋工位,堆叠的包装袋放置于给袋工位上;
所述灌装部装沿流水线依序包括移袋机构、理袋机构、送袋机构、撑袋灌装机构和送包机构,
所述移袋机构设于给袋部装的上方,移袋机构包括横移驱动模组和移袋升降气缸,所述移袋升降气缸连接于横移驱动模组上并由其驱动移动,所述移袋升降气缸朝下设置,移袋升降气缸的推杆端固定有移袋真空吸盘;所述移袋机构将给袋部装上的包装袋转移到理袋机构上;
所述理袋机构位于移袋机构的下方,所述理袋机构的前端设有理袋前限位板,理袋机构的两侧上分别设有理袋侧限位板,包装袋置于理袋前限位板和两理袋侧限位板之间实现位置的对中导正;
所述送袋机构位于移袋机构后侧的上方,用于将理袋机构上的包装袋送至撑袋灌装机构上;
所述撑袋灌装机构位于送袋机构后侧的上方,用于在包装袋里灌装物料;
所述送包机构包括送包翻转架和送包翻转气缸,所述送包翻转架的底部转动连接于灌装部装的机架上,所述送包翻转气缸驱动送包翻转架翻转,所述送包翻转架上设有由送包升降气缸驱动升降的送包托板,所述送包翻转架的顶部两侧分别设有手指气缸,两手指气缸上分别连接有由其驱动张合的两个夹板;
所述真空部装包括翻板机构、真空整形箱、托包机构和出包输送机,所述翻板机构位于真空整形箱的下方,所述翻板机构从送包机构上取走装有物料的包装袋,翻板机构配合真空整形箱对装有物料包装袋的上下两面进行整形;所述出包输送机位于翻板机构的下方,所述托包机构用于将翻板机构上装有物料的包装袋送入出包输送机上,出包输送机再将装有物料的包装袋送入二次整形部装;
所述二次整形部装包括机框和真空整形机构,所述机框上设有呈直线设置的等待位输送机和真空位输送机,所述等待位输送机的两侧分别对称设有对中机构,该对中机构包括支撑架、对中气缸和对中板,所述支撑架固定在机框上,所述对中气缸固定在支撑架上,且对中气缸的推杆端与对中板的背部固定连接,所述对中板的背部固定有与等待位输送机传送方向垂直设置的导向杆,导向杆与支撑架上的导向套滑动套接;所述真空整形机构设于真空位输送机的正上方。
进一步的,两理袋侧限位板之间的距离可调。
进一步的,所述送袋机构包括旋转马达和送袋气缸,所述送袋气缸的缸体连接于旋转马达上并由旋转马达驱动摆动,所述送袋气缸的推杆端固定有送袋真空吸盘。
进一步的,所述撑袋灌装机构包括下料斗和两个撑袋臂,所述下料斗顶部连接计量机构,两个撑袋臂对称设置在下料斗的两侧,两个撑袋臂由撑袋气缸驱动张开和闭合,两个撑袋臂的底部分别固定有撑袋真空吸盘。
进一步的,所述托包机构包括拖包摆臂、拖包翻转气缸和拖包板,所述拖包摆臂的中部转动连接于真空部装的机架上并由拖包翻转气缸驱动翻转,所述拖包板设于拖包摆臂朝向翻板机构输出端的一端上,该拖包板由拖包升降气缸驱动升降。
进一步的,所述对中板的两端分别设有向外扩展的导向板。
进一步的,所述二次真空整形机构包括真空罩和上整形板,所述真空罩由第一升降气缸带动升降,真空罩顶部设有真空阀,真空阀用于真空罩内部抽真空的控制,所述上整形板沿竖直方向滑动连接于真空罩内部并由第二升降气缸带动升降;所述真空位输送皮带的上传送面下方固定有下整形板。
本发明采用以上技术方案,具有以下有益效果:
1、通过设置理袋机构对包装袋进行梳理,使包装袋对中到合适的位置,然后再进行后续灌装、送包和抽真空整形等,有效提高了物料的包装质量和包装效率;
2、在二次整形部装中设置对中机构,通过对中机构对包装物进行导正后再进入二次整形工位,保证包装物二次整形过程中位置准确,从而有效提高二次整形的效果。
附图说明
以下结合附图和具体实施方式对本发明做进一步详细说明;
图1为本发明的正视图;
图2为给袋部装的示意图;
图3为灌装部装的示意图;
图4为真空部装的示意图;
图5为移袋机构的示意图;
图6为理袋机构的示意图;
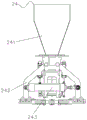
图7为撑袋灌装机构的示意图;
图8为送包翻转架的示意图;
图9为二次整形部装的正视图;
图10为二次整形部装的俯视图。
具体实施方式
如图1-10所示,本发明两面单工位自动包装机,其沿流水线依序包括给袋部装1、灌装部装2、真空部装3和二次整形部装5;
给袋部装1上具有至少一个给袋工位,堆叠的包装袋放置于给袋工位上;
灌装部装2沿流水线依序包括移袋机构21、理袋机构22、送袋机构23、撑袋灌装机构24和送包机构25,
移袋机构21设于给袋部装1的上方,移袋机构21包括横移驱动模组211和移袋升降气缸212,移袋升降气缸212连接于横移驱动模组211上并由其驱动移动,移袋升降气缸212朝下设置,移袋升降气缸212的推杆端固定有移袋真空吸盘;移袋机构21的工作原理:移袋升降气缸212伸出吸走给袋部装1上的包装袋,然后横移驱动模组211带动移袋升降气缸212移动至理袋机构22的正上方,移袋真空吸盘真空撤销,从而将包装袋转移到理袋机构22上;
理袋机构22位于移袋机构21的下方,理袋机构22的前端设有理袋前限位板221,理袋机构22的两侧上分别设有理袋侧限位板222,包装袋置于理袋前限位板221和两理袋侧限位板222之间实现位置的对中导正;
送袋机构23位于移袋机构21后侧的上方,用于将理袋机构22上的包装袋送至撑袋灌装机构24上;送袋机构23包括旋转马达231和送袋气缸232,送袋气缸232的缸体连接于旋转马达231上并由旋转马达231驱动摆动,送袋气缸232的推杆端固定有送袋真空吸盘;送袋机构23的工作原理:旋转马达231驱动送袋气缸232下摆至理袋机构22的正上方,送袋气缸232驱动送袋真空吸盘伸出,送袋真空吸盘将理袋机构22上的包装袋吸走,然后旋转马达231再驱动送袋气缸232上摆至撑袋灌装机构24位置;
撑袋灌装机构24位于送袋机构23后侧的上方,用于在包装袋里灌装物料;撑袋灌装机构24包括下料斗241和两个撑袋臂242,下料斗241顶部连接计量机构4,两个撑袋臂242对称设置在下料斗241的两侧,两个撑袋臂242由撑袋气缸驱243动张开和闭合,两个撑袋臂242的底部分别固定有撑袋真空吸盘;撑袋灌装机构24的工作原理:两个撑袋臂242底部的撑袋真空吸盘吸住包装袋的两侧,两个撑袋臂242相互打开以将包装袋撑开,计量机构4将定量的物料灌入包装袋中;
送包机构25包括送包翻转架251和送包翻转气缸252,送包翻转架251的底部转动连接于灌装部装2的机架上,送包翻转气缸252驱动送包翻转架251翻转,送包翻转架251上设有由送包升降气缸253驱动升降的送包托板254,送包翻转架251的顶部两侧分别设有手指气缸255,两手指气缸255上分别连接有由其驱动张合的两个夹板256;送包机构25的工作原理:当撑袋灌装机构24灌装完物料后,送包翻转架251翻转至撑袋灌装机构24正下方,送包托板254拖住装有物料的包装袋,两手指气缸255带动其上的夹板256夹紧包装袋,然后送包翻转架251向后翻转送至真空部装3;
真空部装3包括翻板机构31、真空整形箱32、托包机构33和出包输送机34,翻板机构31位于真空整形箱32的下方,翻板机构31从送包机构25上取走装有物料的包装袋,翻板机构31配合真空整形箱32对装有物料包装袋的上下两面进行整形;
出包输送机34位于翻板机构31的下方,托包机构33用于将翻板机构31上装有物料的包装袋送入出包输送机34上,出包输送机34再将装有物料的包装袋送入二次整形部装5;其中,托包机构33包括拖包摆臂331、拖包翻转气缸332和拖包板333,拖包摆臂331的中部转动连接于真空部装3的机架上并由拖包翻转气缸332驱动翻转,拖包板333设于拖包摆臂331朝向翻板机构31输出端的一端上,该拖包板333由拖包升降气缸334驱动升降。翻板机构31和真空整形箱32均为现有技术,其具体的结构和工作原理可以参考 CN201620975855.0-一种双面整形包装机。当装有物料的包装袋经一次整形后,翻板机构31向后翻转,托包机构33的拖包摆臂331带动拖包板333摆动至翻板机构31的正下方并接住装有物料的包装袋,然后拖包摆臂331再带动拖包板333下摆,把装有物料的包装袋送入出包输送机34上;
二次整形部装5包括机框51和真空整形机构52,机框51上设有呈直线设置的等待位输送机53和真空位输送机54,等待位输送机53的两侧分别对称设有对中机构55,该对中机构55包括支撑架551、伸缩驱动器552和对中板553,支撑架551固定在机框51上,伸缩驱动器552固定在支撑架551上,且伸缩驱动器552的推杆端与对中板553的背部固定连接,对中板553的背部固定有与等待位输送机53传送方向垂直设置的导向杆554,导向杆554与支撑架551上的导向套滑动套接;真空整形机构52设于真空位输送机54的正上方。
对中板553的两端分别设有向外扩展的导向板5531,这样设计能够促进包装物顺利地导入和导出对中机构55。
真空整形机构52包括真空罩和上整形板,真空罩由第一升降驱动器带动升降,真空罩顶部设有真空阀,真空阀用于真空罩内部抽真空的控制,上整形板沿竖直方向滑动连接于真空罩内部并由第二升降驱动器带动升降;真空位输送皮带的上传送面下方固定有下整形板。上述真空整形机构52是采用现有常规的结构(可参考 CN202021248609.8 一种空气弹簧气囊式二次整形装置),具体整形原理也不赘述。
从一次整形出来的装有物料的包装袋送入等待位输送机53,装有物料的包装袋到达对中机构55位置后,两侧的对中板553同步推出从而将装有物料的包装袋的位置调整至居中位置,导正后的装有物料的包装袋后续进入真空位输送机54然后进行二次整形。
优选的,理袋机构22上的两理袋侧限位板222之间的距离可调,以适应不同大小的包装袋。可调节的结构可以采用螺杆调节,螺杆的两端具有不同旋向的螺纹,两端的螺纹分别与对应侧的理袋侧限位板222传动连接,此外理袋侧限位板222限位于送袋机构23上对应位置的导向槽内,当转动螺杆时,即可同步调节两理袋侧限位板222之间的距离。
此外,本发明中涉及到的气缸均可以替换为油缸或电动推杆等其他驱动器。
本发明的工作流程:
1、由人工将包装袋整齐的堆放在给袋部装1的给袋工位上;
2、移袋机构21把包装袋送到理袋机构22;
3、理袋机构22把包装袋对中到合适的位置;
4、送袋机构23将包装袋拾取送往灌装位置;
5、撑袋灌装机构24打开包装袋,将袋子撑开;
6、计量机构4将称重过的物料放入包装袋;
7、送包机构25将装好物料的包装袋拉直并送到真空部装3位置;
8、真空部装3的翻板机构31将装有物料的包装袋夹住送去抽真空整形;
9、真空整形箱32下压对装有物料的包装袋整形-抽真空-封口;
10、托包机构33接住包装好的物料放带出包输送机34上送往二次整形部装5;
11、二次整形部装5对包装好的物料进行二次整形,使物料包装更加平整美观。
上面结合附图对本发明的实施加以描述,但是本发明不局限于上述的具体实施方式,上述的具体实施方式是示意性而不是加以局限本发明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
Claims (7)
1.两面单工位自动包装机,其特征在于:其沿流水线依序包括给袋部装、灌装部装、真空部装和二次整形部装;
所述给袋部装上具有至少一个给袋工位,堆叠的包装袋放置于给袋工位上;
所述灌装部装沿流水线依序包括移袋机构、理袋机构、送袋机构、撑袋灌装机构和送包机构,
所述移袋机构设于给袋部装的上方,移袋机构包括横移驱动模组和移袋升降气缸,所述移袋升降气缸连接于横移驱动模组上并由其驱动移动,所述移袋升降气缸朝下设置,移袋升降气缸的推杆端固定有移袋真空吸盘;所述移袋机构将给袋部装上的包装袋转移到理袋机构上;
所述理袋机构位于移袋机构的下方,所述理袋机构的前端设有理袋前限位板,理袋机构的两侧上分别设有理袋侧限位板,包装袋置于理袋前限位板和两理袋侧限位板之间实现位置的对中导正;
所述送袋机构位于移袋机构后侧的上方,用于将理袋机构上的包装袋送至撑袋灌装机构上;
所述撑袋灌装机构位于送袋机构后侧的上方,用于在包装袋里灌装物料;
所述送包机构包括送包翻转架和送包翻转气缸,所述送包翻转架的底部转动连接于灌装部装的机架上,所述送包翻转气缸驱动送包翻转架翻转,所述送包翻转架上设有由送包升降气缸驱动升降的送包托板,所述送包翻转架的顶部两侧分别设有手指气缸,两手指气缸上分别连接有由其驱动张合的两个夹板;
所述真空部装包括翻板机构、真空整形箱、托包机构和出包输送机,所述翻板机构位于真空整形箱的下方,所述翻板机构从送包机构上取走装有物料的包装袋,翻板机构配合真空整形箱对装有物料包装袋的上下两面进行整形;所述出包输送机位于翻板机构的下方,所述托包机构用于将翻板机构上装有物料的包装袋送入出包输送机上,出包输送机再将装有物料的包装袋送入二次整形部装;
所述二次整形部装包括机框和真空整形机构,所述机框上设有呈直线设置的等待位输送机和真空位输送机,所述等待位输送机的两侧分别对称设有对中机构,该对中机构包括支撑架、对中气缸和对中板,所述支撑架固定在机框上,所述对中气缸固定在支撑架上,且对中气缸的推杆端与对中板的背部固定连接,所述对中板的背部固定有与等待位输送机传送方向垂直设置的导向杆,导向杆与支撑架上的导向套滑动套接;所述真空整形机构设于真空位输送机的正上方。
2.根据权利要求1所述的两面单工位自动包装机,其特征在于:两理袋侧限位板之间的距离可调。
3.根据权利要求1所述的两面单工位自动包装机,其特征在于:所述送袋机构包括旋转马达和送袋气缸,所述送袋气缸的缸体连接于旋转马达上并由旋转马达驱动摆动,所述送袋气缸的推杆端固定有送袋真空吸盘。
4.根据权利要求1所述的两面单工位自动包装机,其特征在于:所述撑袋灌装机构包括下料斗和两个撑袋臂,所述下料斗顶部连接计量机构,两个撑袋臂对称设置在下料斗的两侧,两个撑袋臂由撑袋气缸驱动张开和闭合,两个撑袋臂的底部分别固定有撑袋真空吸盘。
5.根据权利要求1所述的两面单工位自动包装机,其特征在于:所述托包机构包括拖包摆臂、拖包翻转气缸和拖包板,所述拖包摆臂的中部转动连接于真空部装的机架上并由拖包翻转气缸驱动翻转,所述拖包板设于拖包摆臂朝向翻板机构输出端的一端上,该拖包板由拖包升降气缸驱动升降。
6.根据权利要求1所述的两面单工位自动包装机,其特征在于:所述对中板的两端分别设有向外扩展的导向板。
7.根据权利要求1所述的两面单工位自动包装机,其特征在于:所述二次真空整形机构包括真空罩和上整形板,所述真空罩由第一升降气缸带动升降,真空罩顶部设有真空阀,真空阀用于真空罩内部抽真空的控制,所述上整形板沿竖直方向滑动连接于真空罩内部并由第二升降气缸带动升降;所述真空位输送皮带的上传送面下方固定有下整形板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111151488.4A CN113815951A (zh) | 2021-09-29 | 2021-09-29 | 两面单工位自动包装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111151488.4A CN113815951A (zh) | 2021-09-29 | 2021-09-29 | 两面单工位自动包装机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113815951A true CN113815951A (zh) | 2021-12-21 |
Family
ID=78921511
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111151488.4A Pending CN113815951A (zh) | 2021-09-29 | 2021-09-29 | 两面单工位自动包装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113815951A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114802979A (zh) * | 2022-04-11 | 2022-07-29 | 安徽永成电子机械技术有限公司 | 一种真空包装智能装箱方法 |
| CN115158715A (zh) * | 2022-08-03 | 2022-10-11 | 黄河机械有限责任公司 | 一种泥沙装袋及封口处理方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BRPI0701277A2 (pt) * | 2007-04-20 | 2008-12-02 | Cecilia A A Garcia & Cia Ltda | sistema de acionamento para lanÇadeira a vÁcuo |
| CN106184913A (zh) * | 2016-08-29 | 2016-12-07 | 漳州科虹电子有限公司 | 一种双面整形包装机 |
| CN106240852A (zh) * | 2016-08-31 | 2016-12-21 | 漳州宇杰智能包装设备有限公司 | 一种旋转灌装六面真空整形包装机 |
| CN108839828A (zh) * | 2018-08-06 | 2018-11-20 | 上海松川远亿机械设备有限公司 | 一种物料装袋方法 |
| CN209582879U (zh) * | 2019-02-27 | 2019-11-05 | 扬州富铭新材料有限公司 | 一种阻燃地板生产用板材输送装置 |
| CN111645948A (zh) * | 2020-06-30 | 2020-09-11 | 福建宇杰自动化科技有限公司 | 一种高速多袋同步真空整形包装机 |
| CN212530345U (zh) * | 2020-06-30 | 2021-02-12 | 福建宇杰自动化科技有限公司 | 一种空气弹簧气囊式二次整形装置 |
-
2021
- 2021-09-29 CN CN202111151488.4A patent/CN113815951A/zh active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BRPI0701277A2 (pt) * | 2007-04-20 | 2008-12-02 | Cecilia A A Garcia & Cia Ltda | sistema de acionamento para lanÇadeira a vÁcuo |
| CN106184913A (zh) * | 2016-08-29 | 2016-12-07 | 漳州科虹电子有限公司 | 一种双面整形包装机 |
| CN106240852A (zh) * | 2016-08-31 | 2016-12-21 | 漳州宇杰智能包装设备有限公司 | 一种旋转灌装六面真空整形包装机 |
| CN108839828A (zh) * | 2018-08-06 | 2018-11-20 | 上海松川远亿机械设备有限公司 | 一种物料装袋方法 |
| CN209582879U (zh) * | 2019-02-27 | 2019-11-05 | 扬州富铭新材料有限公司 | 一种阻燃地板生产用板材输送装置 |
| CN111645948A (zh) * | 2020-06-30 | 2020-09-11 | 福建宇杰自动化科技有限公司 | 一种高速多袋同步真空整形包装机 |
| CN212530345U (zh) * | 2020-06-30 | 2021-02-12 | 福建宇杰自动化科技有限公司 | 一种空气弹簧气囊式二次整形装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114802979A (zh) * | 2022-04-11 | 2022-07-29 | 安徽永成电子机械技术有限公司 | 一种真空包装智能装箱方法 |
| CN114802979B (zh) * | 2022-04-11 | 2024-01-23 | 安徽永成电子机械技术有限公司 | 一种真空包装智能装箱方法 |
| CN115158715A (zh) * | 2022-08-03 | 2022-10-11 | 黄河机械有限责任公司 | 一种泥沙装袋及封口处理方法 |
| CN115158715B (zh) * | 2022-08-03 | 2023-12-01 | 黄河机械有限责任公司 | 一种泥沙装袋及封口处理方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113815951A (zh) | 两面单工位自动包装机 | |
| CN111204486B (zh) | 一种真空包装机及其使用方法 | |
| CN216270149U (zh) | 六面自动包装机 | |
| CN207698132U (zh) | 一种上下给袋式包装机 | |
| CN111846423A (zh) | 一种全自动抽真空整形包装机 | |
| CN211969889U (zh) | 一种链条给袋式充填包装机的取袋机构 | |
| CN208731331U (zh) | 一种装袋机用理袋装置 | |
| CN111645948A (zh) | 一种高速多袋同步真空整形包装机 | |
| CN216103050U (zh) | 两面自动包装机 | |
| CN115384866B (zh) | 一种大米全自动包装设备和包装方法 | |
| CN116946438A (zh) | 一种全自动重袋包装机 | |
| CN215205634U (zh) | 一种智能包装生产线的水平给袋填充机构 | |
| CN114955092B (zh) | 纱布片自动包装机中的包装袋上料装置及方法 | |
| CN212290579U (zh) | 一种全自动抽真空整形包装机 | |
| CN215205635U (zh) | 一种自动化装袋设备的水平送袋机构 | |
| CN214986238U (zh) | 一种摆臂供袋纵向移送式包装机 | |
| CN215205636U (zh) | 一种智能高效的内外袋自动化包装生产线 | |
| CN112373818A (zh) | 口罩入袋设备的结构 | |
| CN210761583U (zh) | 一种食品套袋机 | |
| CN215205787U (zh) | 一种多工位水平式自动包装智能装置 | |
| CN213800403U (zh) | 口罩入袋设备的结构 | |
| CN218288320U (zh) | 一种果冻外包装纸袋进袋机构 | |
| CN220130487U (zh) | 包装袋上料装置 | |
| CN215205637U (zh) | 一种智能装袋生产线的水平装袋机构 | |
| CN218967303U (zh) | 一种外袋包装机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20211221 |
|
| RJ01 | Rejection of invention patent application after publication |