CN113084223B - Clamping and punching equipment for processing circuit breaker and using method thereof - Google Patents
Clamping and punching equipment for processing circuit breaker and using method thereof Download PDFInfo
- Publication number
- CN113084223B CN113084223B CN202110422597.9A CN202110422597A CN113084223B CN 113084223 B CN113084223 B CN 113084223B CN 202110422597 A CN202110422597 A CN 202110422597A CN 113084223 B CN113084223 B CN 113084223B
- Authority
- CN
- China
- Prior art keywords
- motor
- clamping
- circuit breaker
- plate
- drives
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B41/00—Boring or drilling machines or devices specially adapted for particular work; Accessories specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/25—Movable or adjustable work or tool supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q2703/00—Work clamping
- B23Q2703/02—Work clamping means
- B23Q2703/04—Work clamping means using fluid means or a vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q2703/00—Work clamping
- B23Q2703/02—Work clamping means
- B23Q2703/10—Devices for clamping workpieces of a particular form or made from a particular material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Drilling And Boring (AREA)
Abstract
The invention discloses clamping and tapping equipment for processing a circuit breaker and a using method thereof. The invention has the beneficial effects that: the equipment has high automation degree of the circuit breaker opening processing work, is time-saving and labor-saving to use, can clamp and fix circuit breakers of different sizes for drilling processing, and improves the adaptation range of the work; the seat is rotatory down to the six drives of motor, and the working height and the inclination of adjustment drill bit, and the motor three drive lead screw two rotations on the trompil mechanism, and lead screw two drives nut two, slide and drill bit back-and-forth movement through the screw action and adjusts, on the one hand, makes the different positions to the circuit breaker that this equipment can be quick carry out the trompil processing, on the other hand, very big improvement the trompil precision of this equipment to the circuit breaker.
Description
Technical Field
The invention relates to clamping and tapping equipment, in particular to clamping and tapping equipment for processing a circuit breaker and a using method thereof, and belongs to the technical field of application of the clamping and tapping equipment for processing the circuit breaker.
Background
The circuit breaker is a switching device which can close, bear and break current under normal circuit conditions and can close, bear and break current under abnormal circuit conditions within a specified time.
The current centre gripping trompil equipment for circuit breaker processing still has very big defect when using, the degree of automation of the fixed same kind of dimensions size's of centre gripping trompil equipment to circuit breaker casing drilling processing work of current centre gripping trompil equipment for circuit breaker processing is low, it wastes time and energy to use, and current centre gripping trompil equipment can only the centre gripping circuit breaker casing, the suitability of not only using is poor, it is firm inadequately still to circuit breaker casing centre gripping, current the efficiency of posting the trompil equipment and handling circuit breaker trompil is slow, the precision is low, and handle the completion back to the circuit breaker trompil, can not fall the circuit breaker automatically and put unified position, be not convenient for the staff to accomplish the back circuit breaker material transportation of collecting in the trompil.
Disclosure of Invention
The invention aims to solve the problems that the automation degree of the existing clamping and punching equipment for processing the circuit breaker to drill the circuit breaker shell is low, and the use is time-consuming and labor-consuming; the existing clamping and punching equipment can only clamp and fix the circuit breaker shells with the same size and specification, so that the adaptability of the equipment in use is poor, and the circuit breaker shells are not firmly clamped and fixed enough; the existing delayed tapping equipment is slow in efficiency and low in precision for tapping processing of the circuit breaker, and cannot automatically drop the circuit breaker to a uniform position after tapping processing of the circuit breaker is completed, so that a worker is inconvenient to solve the problem of material receiving and transportation of the circuit breaker after tapping is completed, and the clamping tapping equipment for processing the circuit breaker and the using method thereof are provided.
The purpose of the invention can be realized by the following technical scheme: a clamping and punching device for processing a circuit breaker comprises a lower rotary table, a workbench, two clamp seats and a punching mechanism, wherein the workbench is positioned above the lower rotary table, two welding rods are vertically arranged at two ends of the workbench, a mounting plate is welded below one side of the two welding rods at two ends of the workbench, a first motor is arranged on one side of one mounting plate, one end of the first motor is rotatably connected with a first lead screw through an output shaft, the first lead screw is screwed with a first nut through threads, a falling box with a hollow structure is welded on the first nut, a buckling disc is horizontally arranged in the middle of the upper part of the workbench, three rolling clamp frames are arranged on the buckling disc, and the punching mechanism and the two clamp seats are respectively arranged below the three rolling clamp frames;
the buckling disc comprises two end welding plates, a first buckling rail and a toothed plate, the two end welding plates are arranged at two ends of the buckling disc respectively, the first buckling rail is arranged at one side between the two end welding plates, and the toothed plate is arranged at the other side between the two end welding plates;
the middle parts of two sides of the buckling rail are respectively provided with an inwards concave rail groove, and a plurality of engaging teeth are arranged above the toothed plate at equal intervals;
the rolling and clamping frame comprises two rail sleeves I and a motor II, the two rail sleeves I are welded above one end of the rolling and clamping frame, the motor II is horizontally arranged above the other end of the rolling and clamping frame, and one end of the motor II is rotatably connected with a gear matched with the meshing teeth through an output shaft;
the clamping piece seat comprises a first hydraulic cylinder, a supporting plate and a clamping plate which are vertically arranged, the first hydraulic cylinder is vertically arranged below the middle part of the clamping piece seat, a push plate which is horizontally arranged is movably connected below the first hydraulic cylinder through a hydraulic shaft, the supporting plate with an L-shaped structure in section is welded at each of two ends of the bottom of the push plate, a second hydraulic cylinder is mounted on each of the two supporting plates, one end of each of the two hydraulic cylinders is movably connected with the clamping plate through the hydraulic shaft, and a plurality of rubber strips are arranged on the outer wall of one side of the clamping plate at equal intervals;
the punching mechanism comprises a motor III, a sliding plate and a drill bit, a buckling rail II is welded at two ends above the punching mechanism, the sliding plate is arranged below the buckling rail II, a motor III is arranged at one end of the punching mechanism, one end of the motor III is connected with a screw rod II through an output shaft in a rotating mode, a motor IV is arranged at the bottom of the sliding plate, an upper rotary seat is connected below the motor IV through the output shaft in a rotating mode, a motor V is arranged below the upper rotary seat, a swing arm is connected to one end of the motor V through the output shaft in a rotating mode, a motor VI is arranged below the swing arm, one end of the motor VI is connected with a lower rotary seat through the output shaft in a rotating mode, a motor VII is arranged at one end of the lower rotary seat, and a drill bit is connected to one end of the motor VII through the output shaft in a rotating mode;
the lower rotary table comprises a cushion seat, an eight motor and a rotary table, wherein the cushion seat is horizontally arranged, the cushion seat is positioned at the bottom of the lower rotary table, the motor is eight located in the middle of the cushion seat, and the eight upper part of the motor is rotatably connected with the rotary table through an output shaft.
The invention has further technical improvements that: one end of the first lead screw, which is far away from the first motor, is connected to the mounting plate, and a first sleeve rod which is of a cylindrical structure is perpendicularly welded between the two welding rods at the two ends of the workbench.
The invention has further technical improvements that: two loop bar one run through the vanning both ends of falling respectively, and fall vanning bottom and carousel up end parallel, motor one drives lead screw one rotatory, lead screw one through screw thread effect drive nut activity around, will fall the vanning and remove to the below of folder seat, the folder seat falls the circuit breaker and puts into and fall the vanning and deposit, and fall the vanning and can be adjusted the removal around, cooperate eight drive carousel of motor and workstation rotation regulation, the circuit breaker after the trompil is accomplished is taken out from the vanning of very being convenient for.
The invention has further technical improvements that: gear below and the meshing of tooth, and the rail cover cup joints in detaining the rail groove of rail one go up both sides, and two motors that roll on the double-layered frame drive gear meshing tooth and roll, drive tapping mechanism and remove and be close to the circuit breaker, drive the drill bit rotation through seven motors and carry out the trompil processing of driling on the circuit breaker, this equipment is high to the degree of automation of circuit breaker trompil processing work, uses ten minutes labour saving and time saving, and this equipment can the fixed not circuit breaker of equidimension of centre gripping handle drilling, has improved the adaptation scope of work.
The invention has further technical improvements that: the middle of the upper portion of the sliding plate is welded with a second nut which is in threaded connection with a second lead screw, two rail sleeves are welded at two ends of the upper portion of the sliding plate and are respectively sleeved in the buckling rails, and therefore the sliding plate is guaranteed to be more stable and assembled when moving.
The invention has further technical improvements that: carousel bottom both sides all are provided with the universal wheel, and on the universal wheel bottom was connected to the base, the eight drive carousel of motor and workstation rotation regulation, the circuit breaker after the trompil was accomplished is taken out from falling the vanning to the staff of very being convenient for, through the very big improvement of universal wheel the stability of carousel when rotatory.
The invention has further technical improvements that: the motor III is movably connected with the nut II and the sliding plate through the screw rod II, the motor III on the hole opening mechanism drives the screw rod II to rotate, the screw rod II drives the nut II, the sliding plate and the drill bit to move back and forth to be adjusted through the screw action, hole opening processing can be carried out on different positions of the circuit breaker by the equipment, and hole opening precision of the equipment to the circuit breaker is greatly improved.
The invention has further technical improvements that: two end welding plates are respectively positioned above two welding rods at two ends of the workbench, a first buckling rail is parallel to the toothed plate, and the first buckling rail is parallel to the plane where the lower rotary table is positioned, so that the stability and the safety of the equipment in working are greatly improved.
The use method of the clamping and punching equipment for processing the circuit breaker specifically comprises the following steps:
the method comprises the following steps: the circuit breaker to be processed is placed between the two clamping plates below the clamping piece seat, the hydraulic cylinders on two sides below the clamping piece seat push the clamping plates to move through the hydraulic shafts, the circuit breaker is clamped and fixed through the two clamping plates, and the plurality of rubber strips on the inner wall of the clamping plates are tightly attached to the side portions of the circuit breaker;
step two: a motor II on the rolling and clamping frame drives a gear to be meshed with the grinding teeth to roll, a hole opening mechanism is driven to move close to the breaker, and a drill bit is driven to rotate by a motor VII to perform hole drilling and hole opening treatment on the breaker;
step three: a second motor on the rolling and clamping frame drives a gear to be meshed with a toothed wheel to roll so as to drive the clamping piece seat to move and adjust, the distance between the clamping piece seat and the hole opening mechanism is changed, a first hydraulic cylinder drives the push plate and the clamping plate to move up and down through a hydraulic shaft, a fifth motor drives the swing arm to swing and adjust, the working height and the inclination angle of the drill bit are changed, a sixth motor drives the lower rotary seat to rotate, the working height and the inclination angle of the drill bit are adjusted, a third motor on the hole opening mechanism drives a second screw rod to rotate, and the second screw rod drives a second nut, a sliding plate and the drill bit to move back and forth through the thread effect so as to change the working position of the drill bit;
step four: after the hole opening of the circuit breaker is completed by the equipment, the first motor drives the first screw rod to rotate, the first screw rod drives the first nut to move back and forth through the action of threads, the falling box is moved to the position below the clamping piece seat, and the clamping piece seat falls the circuit breaker into the falling box to be stored.
Compared with the prior art, the invention has the beneficial effects that:
1. when the device is used, a circuit breaker to be processed is placed between two clamping plates below a clamping piece seat, the two hydraulic cylinders on two sides below the clamping piece seat push the clamping plates to move through hydraulic shafts, the circuit breaker is clamped and fixed through the two clamping plates, a plurality of rubber strips on the inner wall of each clamping plate are tightly attached to the side portion of the circuit breaker, the device is guaranteed to clamp and fix the circuit breaker more firmly, then a second motor on a rolling clamping frame drives a gear meshing grinding tooth to roll to drive a hole opening mechanism to move close to the circuit breaker, and a seventh motor drives a drill bit to rotate to drill and open holes in the circuit breaker.
2. Roll two drive gear engagement rodents of motor on the clamp frame and roll, can drive the clamp seat and remove the regulation, change the interval between clamp seat and the trompil mechanism, and the pneumatic cylinder one drives push pedal and splint through the hydraulic shaft and adjusts the removal from top to bottom, and five drive swing arm swings of motor are adjusted, change the working height and the inclination of drill bit, the seat is rotatory down to motor six drives, the working height and the inclination of adjustment drill bit, and it is rotatory that motor three on the trompil mechanism drives two lead screw, two lead screw drive nut through the screw thread effect two, slide and drill bit back-and-forth movement are adjusted, on the one hand, make this equipment can be quick carry out the trompil processing to the different positions of circuit breaker, on the other hand, very big improvement this equipment to the trompil precision of circuit breaker.
3. The equipment is respectively connected with different circuit breakers in a clamping mode through two clamping piece seats, the motor on the hole opening mechanism drives the upper rotating seat and the drill bit to overturn and adjust the working position, the drill bit can rapidly open holes of the circuit breakers clamped on the different clamping piece seats, the hole opening treatment efficiency of the equipment for the circuit breakers is greatly improved, after the hole opening of the equipment for the circuit breakers is completed, the first motor drives the first lead screw to rotate, the first lead screw drives the first nut to move back and forth through the thread action, a falling container is moved to the position below the clamping piece seats, the clamping piece seats place the circuit breakers into a falling container for storage, the falling container can be adjusted and moved back and forth, the rotating disc and the working table are driven to rotate and adjust by matching with the motor, and workers can take out the circuit breakers after the hole opening from the falling container conveniently; the equipment has good social benefit and is suitable for popularization and use.
Drawings
In order to facilitate understanding for those skilled in the art, the present invention will be further described with reference to the accompanying drawings.
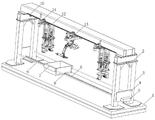
Fig. 1 is a schematic overall perspective structure of the present invention.
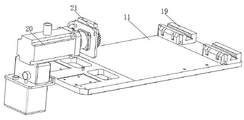
FIG. 2 is a schematic view of the fastening plate structure of the present invention.
FIG. 3 is an enlarged view of the area A in FIG. 2 according to the present invention.
FIG. 4 is a schematic view of the rolling frame structure of the present invention.
FIG. 5 is a schematic view of a clip seat according to the present invention.
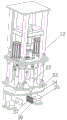
Fig. 6 is a schematic structural view of the hole opening mechanism of the present invention.
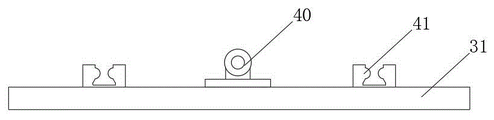
Fig. 7 is a front view of the skateboard of the present invention.
Fig. 8 is a front view of the lower turntable of the present invention.
In the figure: 1. a lower turntable; 2. a work table; 3. welding a rod; 4. mounting a plate; 5. a first motor; 6. a first lead screw; 7. dropping and packing the materials into boxes; 8. a first nut; 9. a loop bar I; 10. buckling a disc; 11. a roller clamping frame; 12. a clamp seat; 13. a hole opening mechanism; 14. end welding plates; 15. buckling a first rail; 16. a toothed plate; 17. a rail groove; 18. a rodent; 19. sleeving a first rail; 20. a second motor; 21. a gear; 22. a first hydraulic cylinder; 23. pushing the plate; 24. a support plate; 25. a second hydraulic cylinder; 26. a splint; 27. a rubber strip; 28. buckling a rail II; 29. a third motor; 30. a second screw rod; 31. a slide plate; 32. a fourth motor; 33. an upper screwing seat; 34. a fifth motor; 35. swinging arms; 36. a sixth motor; 37. a lower rotary seat; 38. a seventh motor; 39. a drill bit; 40. a second nut; 41. a second rail sleeve; 42. a pad seat; 43. a motor eight; 44. a turntable; 45. a universal wheel.
Detailed Description
The technical solutions of the present invention will be described clearly and completely with reference to the following embodiments, and it should be understood that the described embodiments are only a part of the embodiments of the present invention, and not all of the embodiments. All other embodiments, which can be derived by a person skilled in the art from the embodiments given herein without making any creative effort, shall fall within the protection scope of the present invention.
Referring to fig. 1-8, a clamping and punching device for processing a circuit breaker comprises a lower rotary table (1), a workbench (2), two clamp seats (12) and a punching mechanism (13), wherein the workbench (2) is positioned above the lower rotary table (1), two welding rods (3) are vertically arranged at two ends of the workbench (2), a mounting plate (4) is welded below one side of the two welding rods (3) at two ends of the workbench (2), a motor I (5) is arranged at one side of one mounting plate (4), one end of the motor I (5) is rotatably connected with a screw rod I (6) through an output shaft, the screw rod I (6) is screwed with a nut I (8) through threads, a dropping box (7) with a hollow structure is welded on the nut I (8), a buckling disc (10) is horizontally arranged at the middle part above the workbench (2), and three rolling and clamping frames (11) are mounted on the buckling disc (10), a hole opening mechanism (13) and two clamping piece seats (12) are respectively arranged below the three rolling clamping frames (11);
the buckling disc (10) comprises two end welding plates (14), a first buckling rail (15) and a toothed plate (16), the two end welding plates (14) are respectively arranged at two ends of the buckling disc (10), the first buckling rail (15) is arranged at one side between the two end welding plates (14), and the toothed plate (16) is arranged at the other side between the two end welding plates (14);
the middle parts of two sides of the buckling rail I (15) are respectively provided with a concave rail groove (17), and a plurality of meshed teeth (18) are arranged above the toothed plate (16) at equal intervals;
the rolling and clamping frame (11) comprises two rail sleeves I (19) and a motor II (20), the two rail sleeves I (19) are welded above one end of the rolling and clamping frame (11), the motor II (20) is horizontally arranged above the other end of the rolling and clamping frame (11), and one end of the motor II (20) is rotatably connected with a gear (21) matched with the meshing teeth (18) through an output shaft;
the clamping piece seat (12) comprises a first hydraulic cylinder (22), a supporting plate (24) and a clamping plate (26) which are vertically arranged, the first hydraulic cylinder (22) is vertically arranged below the middle part of the clamping piece seat (12), a horizontally arranged push plate (23) is movably connected below the first hydraulic cylinder (22) through a hydraulic shaft, the two ends of the bottom of the push plate (23) are respectively welded with the supporting plate (24) with an L-shaped structure in section, two hydraulic cylinders (25) are respectively arranged on the two supporting plates (24), one ends of the two hydraulic cylinders (25) are respectively movably connected with the clamping plate (26) through the hydraulic shaft, and a plurality of rubber strips (27) are arranged on the outer wall of one side of the clamping plate (26) at equal intervals;
the punching mechanism (13) comprises a motor III (29), a sliding plate (31) and a drill bit (39), two buckling rails (28) are welded at two ends of the upper portion of the punching mechanism (13), the sliding plate (31) is installed below the buckling rails (28), the motor III (29) is installed at one end of the punching mechanism (13), one end of the motor III (29) is connected with a lead screw II (30) through an output shaft in a rotating mode, a motor IV (32) is installed at the bottom of the sliding plate (31), an upper rotating seat (33) is connected below the motor IV (32) through an output shaft in a rotating mode, a motor V (34) is installed below the upper rotating seat (33), one end of the motor V (34) is connected with a swing arm (35) through an output shaft in a rotating mode, a motor VI (36) is installed below the swing arm (35), one end of the motor VI (36) is connected with a lower rotating seat (37) through an output shaft in a rotating mode, and a motor VII (38) is installed at one end of the lower rotating seat (37), one end of the motor seven (38) is rotatably connected with a drill bit (39) through an output shaft;
lower revolving stage (1) is including the base of a mattress (42), motor eight (43) and carousel (44) that are the level setting, and base of a mattress (42) is located revolving stage (1) bottom down, and motor eight (43) are located base of a mattress (42) middle part, and motor eight (43) top is passed through the output shaft and is rotated with carousel (44) and be connected.
One end of the first lead screw (6) far away from the first motor (5) is connected to the mounting plate (4), and a first sleeve rod (9) with a cylindrical structure is perpendicularly welded between the two welding rods (3) at the two ends of the workbench (2).
Two loop bar (9) run through respectively and fall vanning (7) both ends, and it is parallel with carousel (44) up end to fall vanning (7) bottom, motor (5) drive lead screw (6) rotatory, lead screw (6) drive nut (8) through the screw action activity from beginning to end, the below that vanning (7) will be fallen and remove to folder seat (12), folder seat (12) fall the circuit breaker and put into and fall in vanning (7) and deposit, and fall vanning (7) and can be adjusted around and remove, cooperation motor eight (43) drive carousel (44) and workstation (2) rotation regulation, the circuit breaker after the trompil was accomplished is taken out from vanning (7) to the staff of very being convenient for.
Gear (21) below and meshing tooth (18), and rail cover one (19) cup joint in detaining rail (15) go up rail groove (17) of both sides, motor two (20) on roll clamp frame (11) drive gear (21) meshing tooth (18) roll, it is close to the circuit breaker to drive trompil mechanism (13) removal, it handles to carry out drilling trompil on the circuit breaker to drive drill bit (39) rotation through seven (38) of motor, this equipment is high to the degree of automation of circuit breaker trompil processing work, use ten minutes labour saving and time saving, and this equipment can the fixed not circuit breaker of equidimension of centre gripping handle drilling, the adaptation scope of work has been improved.
Sliding plate (31) top middle part welding has nut two (40), and nut two (40) spiro union is on lead screw two (30), sliding plate (31) top both ends all weld have rail cover two (41), and two rail cover two (41) cup joint respectively in detaining rail two (28), guarantee that sliding plate 31 is more steady when removing, and the assembly.
Carousel (44) bottom both sides all are provided with universal wheel (45), and on universal wheel (45) bottom was connected to base (42), motor eight (43) drove carousel (44) and workstation (2) rotation regulation, the circuit breaker after the trompil was accomplished is taken out from falling vanning (7) to the staff of being convenient for very much, through the very big improvement of universal wheel 45 the stability of carousel 44 when rotatory.
Motor three (29) all are swing joint through lead screw two (30) and nut two (40), slide (31), and motor three (29) on trompil mechanism (13) drive lead screw two (30) rotatory, and lead screw two (30) drive nut two (40), slide (31) and drill bit (39) back-and-forth movement through the screw thread effect and adjust, make this equipment can be quick carry out the trompil to the different positions of circuit breaker and handle, very big improvement this equipment to the trompil precision of circuit breaker.
Two end welding plates (14) are respectively positioned above two welding rods (3) at two ends of the workbench (2), and the buckling rail I (15) is parallel to the toothed plate (16), the buckling rail I (15) is parallel to the plane where the lower rotary table (1) is positioned, and the stability and the safety of the equipment in working are greatly improved.
The use method of the clamping and punching equipment for processing the circuit breaker specifically comprises the following steps:
the method comprises the following steps: the circuit breaker to be processed is placed between two clamping plates (26) below a clamping piece seat (12), hydraulic cylinders II (25) on two sides below the clamping piece seat (12) push the clamping plates (26) to move through hydraulic shafts, the circuit breaker is clamped and fixed through the two clamping plates (26), and a plurality of rubber strips (27) on the inner wall of each clamping plate (26) are attached to the side portion of the circuit breaker;
step two: a second motor (20) on the rolling and clamping frame (11) drives a gear (21) to be meshed with the meshed teeth (18) to roll, a hole opening mechanism (13) is driven to move to be close to the breaker, and a seventh motor (38) drives a drill bit (39) to rotate to perform hole drilling and opening treatment on the breaker;
step three: a second motor (20) on the rolling and clamping frame (11) drives a gear (21) to be meshed with a toothed wheel (18) to roll to drive the clamping seat (12) to move and adjust, the distance between the clamping seat (12) and the hole opening mechanism (13) is changed, a first hydraulic cylinder (22) drives a push plate (23) and a clamping plate (26) to move up and down through a hydraulic shaft, a fifth motor (34) drives a swing arm (35) to swing and adjust, the working height and the inclination angle of the drill bit (39) are changed, a sixth motor (36) drives a lower rotary seat (37) to rotate, the working height and the inclination angle of the drill bit (39) are adjusted, a third motor (29) on the hole opening mechanism (13) drives a second screw rod (30) to rotate, the second screw rod (30) drives a second nut (40), a sliding plate (31) and the drill bit (39) to move back and forth through a screw thread effect, and the working position of the drill bit (39) is changed;
step four: after the hole opening of the circuit breaker is completed by the equipment, the first motor (5) drives the first screw rod (6) to rotate, the first screw rod (6) drives the first nut (8) to move back and forth through the action of threads, the falling container (7) is moved to the lower part of the clamping piece seat (12), and the clamping piece seat (12) falls the circuit breaker into the falling container (7) to be stored
When the circuit breaker drilling and tapping device is used, a circuit breaker to be machined is placed between two clamping plates (26) below a clamping piece seat (12), hydraulic cylinders (25) on two sides below the clamping piece seat (12) push the clamping plates (26) to move through hydraulic shafts, the circuit breaker is clamped and fixed through the two clamping plates (26), a plurality of rubber strips (27) on the inner wall of each clamping plate (26) are attached to the side portion of the circuit breaker, the circuit breaker is guaranteed to be clamped and fixed more firmly, then a motor II (20) on a rolling and clamping frame (11) drives a gear (21) to be meshed with a meshed tooth (18) to roll, a tapping mechanism (13) is driven to move close to the circuit breaker, and a drill bit (39) is driven to rotate through a motor seven (38) to perform drilling and tapping on the circuit breaker;
a second motor (20) on the rolling and clamping frame (11) drives a gear (21) to be meshed with a toothed wheel (18) to roll, the rolling and clamping frame can drive the clamping seat (12) to move and adjust, the distance between the clamping seat (12) and the hole opening mechanism (13) is changed, a first hydraulic cylinder (22) drives a push plate (23) and a clamping plate (26) to move up and down through a hydraulic shaft, a fifth motor drives a swing arm (35) to swing and adjust, the working height and the inclination angle of a drill bit (39) are changed, a sixth motor (36) drives a lower rotary seat (37) to rotate, the working height and the inclination angle of the drill bit (39) are adjusted, a third motor (29) on the hole opening mechanism (13) drives a second screw rod (30) to rotate, and the second screw rod (30) drives a second nut (40), a sliding plate (31) and the drill bit (39) to move back and forth through a thread effect;
the equipment is respectively connected with different circuit breakers in a clamping way through two clamp seats (12), the working position is adjusted by turning over a screwing seat (33) and a drill bit (39) through a motor four (32) on a punching mechanism (13), the drill bit (39) can rapidly process holes of the circuit breakers clamped on different clamp seats (12), the efficiency of the equipment for processing the holes of the circuit breakers is greatly improved, after the equipment completes the hole opening of the circuit breakers, a motor I (5) drives a screw rod I (6) to rotate, the screw rod I (6) drives a nut I (8) to move back and forth through the thread action, a falling box (7) is moved to the lower part of the clamp seats (12), the circuit breakers are fallen into the falling box (7) by the clamp seats (12) to be stored, the falling box (7) can be adjusted and moved back and forth, a rotary table (44) and a working table (2) are driven to rotate and adjust by matching with a motor eight (43), the circuit breaker after the tapping is finished is taken out from the falling container (7) by the staff conveniently.
The preferred embodiments of the invention disclosed above are intended to be illustrative only. The preferred embodiments are not intended to be exhaustive or to limit the invention to the precise forms disclosed. Obviously, many modifications and variations are possible in light of the above teaching. The embodiments were chosen and described in order to best explain the principles of the invention and the practical application, to thereby enable others skilled in the art to best utilize the invention. The invention is limited only by the claims and their full scope and equivalents.
Claims (8)
1. The utility model provides a centre gripping trompil equipment for circuit breaker processing, includes revolving stage (1), workstation (2), two clamp seats (12) and trompil mechanism (13) down, its characterized in that: the workbench (2) is positioned above the lower rotary table (1), two welding rods (3) are vertically arranged at two ends of the workbench (2), a mounting plate (4) is welded below one side of the two welding rods (3) at two ends of the workbench (2), a motor I (5) is arranged at one side of one mounting plate (4), one end of the motor I (5) is rotatably connected with a lead screw I (6) through an output shaft, the lead screw I (6) is connected with a nut I (8) through a thread in a threaded manner, a drop box (7) in a hollow structure is welded on the nut I (8), a buckling disc (10) is horizontally arranged in the middle of the upper part of the workbench (2), three rolling and clamping frames (11) are mounted on the buckling disc (10), and an opening mechanism (13) and two clamping seat bases (12) are respectively mounted below the three rolling and clamping frames (11);
the buckling disc (10) comprises two end welding plates (14), a first buckling rail (15) and a toothed plate (16), the two end welding plates (14) are respectively arranged at two ends of the buckling disc (10), the first buckling rail (15) is arranged at one side between the two end welding plates (14), and the toothed plate (16) is arranged at the other side between the two end welding plates (14);
the middle parts of two sides of the buckling rail I (15) are respectively provided with a concave rail groove (17), and a plurality of meshed teeth (18) are arranged above the toothed plate (16) at equal intervals;
the rolling and clamping frame (11) comprises two rail sleeves I (19) and a motor II (20), the two rail sleeves I (19) are welded above one end of the rolling and clamping frame (11), the motor II (20) is horizontally arranged above the other end of the rolling and clamping frame (11), and one end of the motor II (20) is rotatably connected with a gear (21) matched with the meshing teeth (18) through an output shaft;
the clamping piece seat (12) comprises a first hydraulic cylinder (22), a supporting plate (24) and a clamping plate (26) which are vertically arranged, the first hydraulic cylinder (22) is vertically arranged below the middle part of the clamping piece seat (12), a horizontally arranged push plate (23) is movably connected below the first hydraulic cylinder (22) through a hydraulic shaft, the two ends of the bottom of the push plate (23) are respectively welded with the supporting plate (24) with an L-shaped structure in section, two hydraulic cylinders (25) are respectively arranged on the two supporting plates (24), one ends of the two hydraulic cylinders (25) are respectively movably connected with the clamping plate (26) through the hydraulic shaft, and a plurality of rubber strips (27) are arranged on the outer wall of one side of the clamping plate (26) at equal intervals;
the punching mechanism (13) comprises a motor III (29), a sliding plate (31) and a drill bit (39), two buckling rails (28) are welded at two ends of the upper portion of the punching mechanism (13), the sliding plate (31) is installed below the buckling rails (28), the motor III (29) is installed at one end of the punching mechanism (13), one end of the motor III (29) is connected with a lead screw II (30) through an output shaft in a rotating mode, a motor IV (32) is installed at the bottom of the sliding plate (31), an upper rotating seat (33) is connected below the motor IV (32) through an output shaft in a rotating mode, a motor V (34) is installed below the upper rotating seat (33), one end of the motor V (34) is connected with a swing arm (35) through an output shaft in a rotating mode, a motor VI (36) is installed below the swing arm (35), one end of the motor VI (36) is connected with a lower rotating seat (37) through an output shaft in a rotating mode, and a motor VII (38) is installed at one end of the lower rotating seat (37), one end of the motor seven (38) is rotatably connected with a drill bit (39) through an output shaft; lower revolving stage (1) is including the base of a mattress (42), motor eight (43) and carousel (44) that are the level setting, and base of a mattress (42) is located revolving stage (1) bottom down, and motor eight (43) are located base of a mattress (42) middle part, and motor eight (43) top is passed through the output shaft and is rotated with carousel (44) and be connected.
2. The clamping and tapping device for the processing of the circuit breaker according to claim 1, wherein one end of the first lead screw (6) far away from the first motor (5) is connected into the mounting plate (4), and a first sleeve rod (9) in a cylindrical structure is vertically welded between the two welding rods (3) at the two ends of the workbench (2); the two loop bar I (9) respectively penetrate through two ends of the falling container (7), and the bottom of the falling container (7) is parallel to the upper end face of the turntable (44).
3. The apparatus of claim 1, wherein the gear (21) is engaged with the teeth (18) below, and the first rail sleeve (19) is sleeved in the rail groove (17) on both sides of the first snap rail (15).
4. The clamping and punching device for processing the circuit breaker according to claim 1, wherein a second nut (40) is welded to the middle of the upper portion of the sliding plate (31), the second nut (40) is screwed on the second lead screw (30), two rail sleeves (41) are welded to two ends of the upper portion of the sliding plate (31), and the two rail sleeves (41) are respectively sleeved in the buckling rails (28).
5. The clamping and tapping device for breaker processing as recited in claim 1, wherein said turntable (44) is provided with universal wheels (45) on both sides of the bottom thereof, and the bottom of the universal wheels (45) is connected to the pad (42).
6. The clamping and punching device for processing the circuit breaker according to claim 5, wherein the motor III (29) is movably connected with the nut II (40) and the sliding plate (31) through a screw rod II (30).
7. The clamping and tapping device for processing the circuit breaker according to claim 1, wherein two end welding plates (14) are respectively positioned above two welding rods (3) at two ends of the workbench (2), the buckling rail I (15) is parallel to the toothed plate (16), and the buckling rail I (15) is parallel to the plane of the lower rotary table (1).
8. The use method of the clamping and tapping device for processing the circuit breaker as claimed in claim 1, is characterized by comprising the following steps:
the method comprises the following steps: the circuit breaker to be processed is placed between two clamping plates (26) below a clamping piece seat (12), hydraulic cylinders II (25) on two sides below the clamping piece seat (12) push the clamping plates (26) to move through hydraulic shafts, the circuit breaker is clamped and fixed through the two clamping plates (26), and a plurality of rubber strips (27) on the inner wall of each clamping plate (26) are attached to the side portion of the circuit breaker;
step two: a second motor (20) on the rolling and clamping frame (11) drives a gear (21) to be meshed with the meshed teeth (18) to roll, a hole opening mechanism (13) is driven to move to be close to the breaker, and a seventh motor (38) drives a drill bit (39) to rotate to perform hole drilling and opening treatment on the breaker;
step three: a second motor (20) on the rolling and clamping frame (11) drives a gear (21) to be meshed with a toothed wheel (18) to roll to drive the clamping seat (12) to move and adjust, the distance between the clamping seat (12) and the hole opening mechanism (13) is changed, a first hydraulic cylinder (22) drives a push plate (23) and a clamping plate (26) to move up and down through a hydraulic shaft, a fifth motor (34) drives a swing arm (35) to swing and adjust, the working height and the inclination angle of the drill bit (39) are changed, a sixth motor (36) drives a lower rotary seat (37) to rotate, the working height and the inclination angle of the drill bit (39) are adjusted, a third motor (29) on the hole opening mechanism (13) drives a second screw rod (30) to rotate, the second screw rod (30) drives a second nut (40), a sliding plate (31) and the drill bit (39) to move back and forth through a screw thread effect, and the working position of the drill bit (39) is changed;
step four: after the hole opening of the breaker is completed by the equipment, the first motor (5) drives the first screw rod (6) to rotate, the first screw rod (6) drives the first nut (8) to move back and forth through the action of threads, the falling box (7) is moved to the lower part of the clamping piece seat (12), and the clamping piece seat (12) falls the breaker into the falling box (7) to be stored.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110422597.9A CN113084223B (en) | 2021-04-20 | 2021-04-20 | Clamping and punching equipment for processing circuit breaker and using method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110422597.9A CN113084223B (en) | 2021-04-20 | 2021-04-20 | Clamping and punching equipment for processing circuit breaker and using method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113084223A CN113084223A (en) | 2021-07-09 |
| CN113084223B true CN113084223B (en) | 2022-03-04 |
Family
ID=76678712
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110422597.9A Active CN113084223B (en) | 2021-04-20 | 2021-04-20 | Clamping and punching equipment for processing circuit breaker and using method thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113084223B (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113375002B (en) * | 2021-08-11 | 2021-10-15 | 南通市海鸥救生防护用品有限公司 | Fixed mounting device for water treatment equipment |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007175827A (en) * | 2005-12-28 | 2007-07-12 | Nachi Fujikoshi Corp | Drilling device for resin part, drilling robot system for resin part and drilling method for resin part |
| CN205764043U (en) * | 2016-05-14 | 2016-12-07 | 鹰潭瑞鑫铜业有限公司 | A kind of copper rod drilling equipment |
| CN107931651A (en) * | 2017-12-21 | 2018-04-20 | 广州市正坚包装材料科技有限公司南沙分公司 | Plate metallic channel cutting device |
| CN207343832U (en) * | 2017-05-17 | 2018-05-11 | 江苏江宇动力机械有限公司 | A kind of perforating device of diesel engine part |
| CN209006718U (en) * | 2018-08-28 | 2019-06-21 | 余红叶 | A kind of electric arc increasing material milling device |
| CN111633244A (en) * | 2020-06-16 | 2020-09-08 | 惠州市利盈五金制品有限公司 | Precise positioning drilling mechanism for precise device |
| CN211489741U (en) * | 2019-12-24 | 2020-09-15 | 济源市鑫华重工机械有限公司 | Roller drilling device |
| CN111702212A (en) * | 2020-06-16 | 2020-09-25 | 新昌县长城空调部件股份有限公司 | Multi-hole-position multi-row drilling machine for connecting pipe of stainless steel pipe silencer |
| CN211965990U (en) * | 2019-12-13 | 2020-11-20 | 甘春勇 | Drilling device for processing copper-clad plate |
| CN111958008A (en) * | 2020-08-12 | 2020-11-20 | 东莞市凯勒帝数控科技有限公司 | Drilling equipment of dysmorphism elbow flange |
| CN211991001U (en) * | 2020-03-23 | 2020-11-24 | 重庆精良工模具制造有限公司 | Drilling equipment for metalworking |
| CN112192271A (en) * | 2020-09-22 | 2021-01-08 | 盐城市新澳精密锻造有限公司 | Processing equipment for flange |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108637299A (en) * | 2018-08-14 | 2018-10-12 | 合肥岑遥新材料科技有限公司 | A kind of auto parts and components processing drilling equipment |
| CN210648615U (en) * | 2019-07-25 | 2020-06-02 | 温州欧腾精密模具有限公司 | Punching equipment for plastic mold production |
-
2021
- 2021-04-20 CN CN202110422597.9A patent/CN113084223B/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007175827A (en) * | 2005-12-28 | 2007-07-12 | Nachi Fujikoshi Corp | Drilling device for resin part, drilling robot system for resin part and drilling method for resin part |
| CN205764043U (en) * | 2016-05-14 | 2016-12-07 | 鹰潭瑞鑫铜业有限公司 | A kind of copper rod drilling equipment |
| CN207343832U (en) * | 2017-05-17 | 2018-05-11 | 江苏江宇动力机械有限公司 | A kind of perforating device of diesel engine part |
| CN107931651A (en) * | 2017-12-21 | 2018-04-20 | 广州市正坚包装材料科技有限公司南沙分公司 | Plate metallic channel cutting device |
| CN209006718U (en) * | 2018-08-28 | 2019-06-21 | 余红叶 | A kind of electric arc increasing material milling device |
| CN211965990U (en) * | 2019-12-13 | 2020-11-20 | 甘春勇 | Drilling device for processing copper-clad plate |
| CN211489741U (en) * | 2019-12-24 | 2020-09-15 | 济源市鑫华重工机械有限公司 | Roller drilling device |
| CN211991001U (en) * | 2020-03-23 | 2020-11-24 | 重庆精良工模具制造有限公司 | Drilling equipment for metalworking |
| CN111633244A (en) * | 2020-06-16 | 2020-09-08 | 惠州市利盈五金制品有限公司 | Precise positioning drilling mechanism for precise device |
| CN111702212A (en) * | 2020-06-16 | 2020-09-25 | 新昌县长城空调部件股份有限公司 | Multi-hole-position multi-row drilling machine for connecting pipe of stainless steel pipe silencer |
| CN111958008A (en) * | 2020-08-12 | 2020-11-20 | 东莞市凯勒帝数控科技有限公司 | Drilling equipment of dysmorphism elbow flange |
| CN112192271A (en) * | 2020-09-22 | 2021-01-08 | 盐城市新澳精密锻造有限公司 | Processing equipment for flange |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113084223A (en) | 2021-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109397563A (en) | A kind of silicon single crystal rod excavation machine | |
| CN109435027B (en) | Numerical control fettling device for electroceramic blanks | |
| CN113084223B (en) | Clamping and punching equipment for processing circuit breaker and using method thereof | |
| CN117921370B (en) | Turning equipment for boring cutter machining | |
| CN209381170U (en) | A kind of silicon single crystal rod excavation machine | |
| CN213829771U (en) | Squaring machine silicon crystal bar clamping device | |
| CN215035544U (en) | Fixed tool for machining stand column of machine tool equipment | |
| CN210849177U (en) | Conveniently adjust revolving stage for CNC board maintenance of anchor clamps size | |
| CN210452120U (en) | Bearing chamfering processing equipment capable of removing burrs | |
| CN111697107A (en) | Battery piece trimming and series welding equipment and method for solar panel processing | |
| CN219987262U (en) | Angle-adjustable part polishing clamp | |
| CN215510200U (en) | Cutting device for metal processing | |
| CN221819122U (en) | Clamping tool for graphite column length cutting | |
| CN217551818U (en) | Profiling positioning tool for end cover machining | |
| CN216939605U (en) | Hydraulic machining equipment | |
| CN220296025U (en) | Efficient numerical control gear milling machine for bimetallic band saw | |
| CN221695300U (en) | Radial drilling machine with material overturning structure | |
| CN219402969U (en) | Steel structure welding device | |
| CN212122381U (en) | Milling machine processing table rotating device | |
| CN215546827U (en) | Machining positioning device of gantry numerical control milling machine | |
| CN217832036U (en) | Cutting tool head adjusting device for milling machine | |
| CN220073596U (en) | Laser cutting machine convenient to adjust | |
| CN214133657U (en) | Automobile punching part clamping device convenient to adjust | |
| CN221791847U (en) | Flange processing tool | |
| CN211465515U (en) | Workstation for construction with safeguard function |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |