CN112894211B - 对折桌对折梁焊接机 - Google Patents
对折桌对折梁焊接机 Download PDFInfo
- Publication number
- CN112894211B CN112894211B CN202110083925.7A CN202110083925A CN112894211B CN 112894211 B CN112894211 B CN 112894211B CN 202110083925 A CN202110083925 A CN 202110083925A CN 112894211 B CN112894211 B CN 112894211B
- Authority
- CN
- China
- Prior art keywords
- jig
- support
- lifting
- supporting
- sliding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/02—Carriages for supporting the welding or cutting element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
- B23K37/0443—Jigs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/0461—Welding tables
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
本发明公开了一种对折桌对折梁焊接机,包括治具提升装置、手工上料支撑机构、推送气缸、输送架、治具、治具输送拉线、治具回流拉线、第一焊接机械手、第二焊接机械手、成品料拾取装置、输送带、成品料放置架、治具回流推出气缸和治具下降装置,由推料气缸将装有对折梁焊接件的治具推到治具输送拉线上,依次经第一焊接机械手和第二焊接机械手进行焊接,成品料拾取装置将焊接后的对折梁拾取并转移到输送带上,焊接后的对折梁从输送带滑落到成品料放置架上,空的治具经治具下降装置、治具回流拉线,回送到治具提升装置上。本专利采用的是自动焊接、自动下料的流水线作业,具有自动化程度高、结构合理、操作方便的特点。
Description
技术领域
本发明涉及一种对折桌生产加工设备,具体是涉及一种对折桌对折梁焊接机。
背景技术
现有的对折桌生产装置主要以手工操作为主,具有自动化程度低、劳动强度大,生产效率低,生产成本高的缺陷。经过检索,公开(公告)号为CN209830708U的专利文献公开了以下内容: 本实用新型公开了一种折叠桌用的全自动打螺丝机,包括工作台,所述工作台的上表面设有对称的两组铁架,所述铁架与所述铁架之间设有不锈钢板和底座,所述不锈钢板上连接有第二连接柱,所述第二连接柱的侧面安装有位移传感器,所述底座的上表面安装有伺服电机,所述伺服电机的输出轴连接有万向轴,所述螺丝批头的上端贯穿第二通孔与万向轴的一端连接,所述连接板的上表面安装有气缸,所述气缸内的活塞杆的底端连接有桌脚夹具,所述工作台上设有凸起和桌脚夹具,所述桌面夹具的一侧安装有接近开关。通过检索,仅检索到了对折叠桌的全自动打螺丝机,没有检索到相关的自动焊接设备。
发明内容
为了克服上述之不足,本发明的目的在于提供一种流水线作业、自动化程度高的对折桌对折梁焊接机。
为解决上述技术问题,本发明所采用的技术方案是:
对折桌对折梁焊接机,包括治具提升装置、手工上料支撑机构、推送气缸、输送架、治具、治具输送拉线、治具回流拉线、第一焊接机械手、第二焊接机械手、成品料拾取装置、输送带、成品料放置架、治具回流推出气缸和治具下降装置,治具提升装置设在输送架的一端,治具下降装置设在输送架的另一端,治具输送拉线、治具回流拉线设在输送架上并以电机为动力,治具回流拉线设在治具输送拉线的下方,手工上料支撑机构设在治具提升装置的顶部,第一焊接机械手和第二焊接机械手沿着治具回流拉线布置,成品料拾取装置设在治具下降装置的一侧,治具提升装置将空的治具向上输送到手工上料支撑机构上,人工将对折梁焊接件放置到治具中,由推料气缸将装有对折梁焊接件的治具推到治具输送拉线上,治具输送拉线将装有对折梁焊接件的治具向前移动,依次经第一焊接机械手和第二焊接机械手,第一焊接机械手用以对治具上的对折梁焊接件的一侧进行焊接,第二焊接机械手用以对治具上的对折梁焊接件的另一侧进行焊接,治具输送拉线将治具继续向前运输到成品料拾取装置时,成品料拾取装置将焊接后的对折梁拾取并转移到输送带上,焊接后的对折梁从输送带滑落到成品料放置架上,空的治具经治具下降装置下移,由治具回流推出气缸将空的治具由治具下降装置推到治具回流拉线上,治具回流拉线将空的治具回送到治具提升装置上。
进一步地,所述治具提升装置的旁边设有操作站台,操作站台的一侧设有步梯。
进一步地,所述治具提升装置,包括左支架、右支架、电机、升降台,所述升降台的左右两端都设有辊轮组,所述辊轮组用以支撑治具;所述左支架和右支架上都设有竖立导轨,竖立导轨上设有升降滑块,升降台的两端固定在升降滑块上,电机通过传动机构带动升降台升降。
进一步地,所述传动机构包括传动带、传动轮、传动轴、两个支撑轴、两个主动链轮、两个被动链轮和两个链条,两个主动链轮分别设在左支架和右支架的下部且安装在传动轴的两端,两个支撑轴分别设在左支架和右支架的上部,两个被动链轮分别设在两个支撑轴上,两个链条安装在所述的左支架和右支架的被动链轮和主动链轮上,升降台的两端固定在两个链条上,电机通过传动带带动传动轮,传动轮带动传动轴,传动轴带动两个主动链轮,两个主动链轮带动两个链条,两个链条带动升降台升降。
进一步地,所述治具下降装置与治具提升装置的结构相同。
进一步地,所述手工上料支撑机构包括左支撑机构和右支撑机构,左支撑机构和右支撑机构分别设在左支架、右支架的顶部;所述右支撑机构包括右导轨、右滑块、右活动板、右横推气缸和右辊轮组,右辊轮组设在右活动板的一端,右活动板设在右滑块上,右滑块设在右导轨上,右导轨和右横推气缸设在右支架上,所述右横推气缸用以带动右活动板沿着右导轨移动;左支撑机构和右支撑机构结构相同,所述左支撑机构的左横推气缸和右支撑机构的右横推气缸分别将左活动板和右活动板相向推出,治具的两端分别支撑在左支撑机构的左辊轮组上和右支撑机构的右辊轮组上。
进一步地,所述治具,包括对折梁中部支撑组件,所述对折梁中部支撑组件包括支撑架、左夹持槽、中部夹持槽、右夹持槽、左支撑高度调节机构和右支撑高度调节机构,左夹持槽、中部夹持槽和右夹持槽排成一排设在支撑架上,所述左支撑高度调节机构和右支撑高度调节机构分别安装在左夹持槽、右夹持槽的一侧,用以调节对折梁的支撑高度;所述左支撑高度调节机构和右支撑高度调节机构的结构相同,所述左支撑高度调节机构包括螺杆、定位销、调节块、支撑杆A和支撑杆B,支撑杆A和支撑杆B固定在调节块上且位于一条直线上,调节块通过螺杆固定在左夹持槽的一侧,支撑杆A和支撑杆B的长度不同,定位销穿插在调节块和左夹持槽相对应的销孔中,当对折梁位于左夹持槽中时,且支撑在支撑杆A或支撑杆B上;还包括对折梁左支撑组件、对折梁右支撑组件、对折梁左夹持装置和对折梁右夹持装置,对折梁左支撑组件和对折梁右支撑组件位于所述对折梁中部支撑组件的两侧,对折梁左夹持装置用以将对折梁的左部分夹持固定,对折梁右夹持装置用以将对折梁的右部分夹持固定;对折梁左支撑组件和对折梁右支撑组件结构相同,都包括支架和限位槽,限位槽设在支架的顶部,限位槽与所述的对折梁中部支撑组件中的左夹持槽、中部夹持槽、右夹持槽在一条直线上。
进一步地,所述对折梁左支撑组件、对折梁右支撑组件、对折梁左夹持装置、对折梁右夹持装置和对折梁中部支撑组件构成一个对折梁夹持组,所述对折梁夹持组设有三个,三个对折梁夹持组设在底座上,所述底座的两侧都设有下支撑板和上支撑板;对折梁左夹持装置和对折梁右夹持装置的结构相同,都包括定位块、定位销、滑台和两个滑动气缸,定位销横向固定在定位块上,定位块设在滑台上,滑台固定在两个滑动气缸上,两个滑动气缸设在滑轨上,滑轨设在所述的支架上,支架设在底座上,滑动气缸沿着滑轨滑动,带动滑台以及滑台上的定位块移动,使定位销插入到对折梁上的定位孔中,并将对折梁顶紧。
进一步地,所述的成品料拾取装置,包括机架、导轨、滑块、滑板、滑动气缸、升降架、左夹具、右夹具和升降气缸,滑动气缸竖立固定在滑板上,滑动气缸的活塞杆向下穿过滑板与升降架固定连接,左夹具和右夹具固定在升降架上,用以夹装对折梁焊接件,滑板固定在滑块上,滑块设在导轨上,导轨固定在机架上,滑动气缸用以带动滑板上的滑块沿着导轨移动;所述的左夹具、右夹具和夹具都采用的是气缸驱动式夹具;所述滑板表面的两个通孔处设有导向套,两个导向杆的下端分别穿过导向套与升降架固定连接;所述的两个导向杆的上端连接设有连接横梁;所述机架上设有治具升降装置,对折梁焊接件中转装置将对折梁焊接件输送带上的对折梁焊接件转送到治具升降装置的治具上;所述治具升降装置,包括固定座、升降气缸、升降台、夹具和四个导向柱,所述固定座固定在机架上,四个导向柱竖立固定在固定座上,升降台的四个孔穿插在四个导向柱上,升降气缸用以驱动升降台沿着导向柱升降,夹具设在升降台上,用以将治具夹紧固定。
本发明的有益效果在于:
本专利采用的是自动焊接、自动下料的流水线作业,具有自动化程度高、结构合理、操作方便的特点。
本专利中的治具主要用于对折梁的承载与固定,由于增设了左支撑高度调节机构和右支撑高度调节机构,可以调节对折梁的支撑高度,以适应不同型号的对折梁;本治具具有结构合理、使用方便、适用性强的特点。
附图说明
利用附图对本发明作进一步说明,但附图中的实施例不构成对本发明的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图:
图1为本发明的结构示意图;
图2为本发明的立体图;
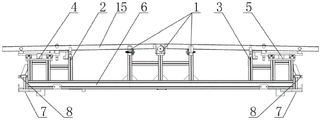
图3为图1所示治具的结构示意图;
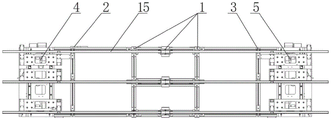
图4为图3所示的俯视图;
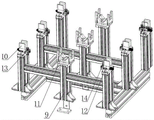
图5为图3所示的立体图;
图6为图3所示对折梁中部支撑组件的立体图;
图7为图6所示左支撑高度调节机构的结构示意图;
图8为图3所示的侧视图;
图9为图3所示对折梁左夹持装置或对折梁右夹持装置的结构示意图;
图10为图1所示治具提升装置的结构示意图;
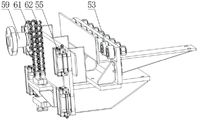
图11为图10所示传动机构的结构示意图;
图12为图11所示升降台的结构示意图;
图13为图12所示升降台端部的结构示意图;
图14为图10所示右支撑机构的结构示意图;
图15为图14所示右支撑机构的立体图;
图16为图1所示成品料拾取装置的结构示意图;
图17为图16所示的侧视图;
图18为图16所示对折梁焊接件中转装置的结构示意图;
图19为图20所示的侧视图;
图20为图18所示的立体图;
图21为图16所示治具升降装置的结构示意图。
图中:1、对折梁中部支撑组件;2、对折梁左支撑组件;3、对折梁右支撑组件;4、对折梁左夹持装置; 5、对折梁右夹持装置;6、底座;7、下支撑板;8、上支撑板;9、支撑架;10、左夹持槽;11、中部夹持槽;12、右夹持槽;13、左支撑高度调节机构;14、右支撑高度调节机构;15、对折梁焊接件;16、螺杆;17、定位销;18、调节块;19、支撑杆A;20、支撑杆B;21、销孔;22、支架;23、限位槽;24、定位块;25、定位销;26、滑台;27、滑动气缸;28、滑轨;29、定位孔;30、推送气缸;31、手工上料支撑机构;32、治具提升装置;33、输送架;34、治具;35、治具输送拉线;36、治具回流拉线;37、第一焊接机械手;38、第二焊接机械手;39、成品料拾取装置;40、输送带;41、成品料放置架;42、治具回流推出气缸;43、治具下降装置;44、操作站台;45、步梯;46、左支架;47、右支架;48、电机;49、升降台; 50、左支撑机构;51、右支撑机构;52、底面框架;53、辊轮组;54、竖立导轨;55、升降滑块;56、传动带;57、传动轮;58、传动轴;59、支撑轴;60、主动链轮;61、被动链轮;62、链条;63、右导轨;64、右滑块;65、右活动板;66、右横推气缸;67、右辊轮组;68、外壳;69、机架;70、治具升降装置; 71、导轨;72、滑块;73、滑板;74、滑动气缸;75、升降架;76、左夹具;77、右夹具;78、升降气缸;79、导向套;80、导向杆;81、连接横梁;82、固定座;83、升降气缸;84、升降台;85、夹具;86、导向柱。
具体实施方式
为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图和具体实施例对本发明作进一步详细的描述,需要说明的是,在不冲突的情况下,本申请的实施例及实施例中的特征可以相互组合。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上表面”、“下表面”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“正转”、“反转”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
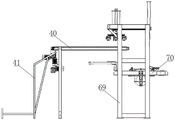
如图1、2所示,对折桌对折梁焊接机,包括治具提升装置32、手工上料支撑机构31、推送气缸30、输送架33、治具34、治具输送拉线35、治具回流拉线36、第一焊接机械手37、第二焊接机械手38、成品料拾取装置39、输送带40、成品料放置架41、治具回流推出气缸42和治具下降装置43。所述治具提升装置32的旁边设有操作站台44,操作站台44的一侧设有步梯45。治具提升装置32设在输送架33的一端,治具下降装置43设在输送架33的另一端,治具输送拉线35、治具回流拉线36设在输送架33上并以电机为动力,治具回流拉线36设在治具输送拉线35的下方,手工上料支撑机构31设在治具提升装置32的顶部,第一焊接机械手37和第二焊接机械手38沿着治具回流拉线36布置,成品料拾取装置39设在治具下降装置43的一侧,治具提升装置32将空的治具34向上输送到手工上料支撑机构31上,人工将对折梁焊接件放置到治具34中,由推料气缸30将装有对折梁焊接件15的治具34推到治具输送拉线35上,治具输送拉线35将装有对折梁焊接件15的治具34向前移动,依次经第一焊接机械手37和第二焊接机械手38,第一焊接机械手37用以对治具34上的对折梁焊接件15的一侧进行焊接,第二焊接机械手38用以对治具34上的对折梁焊接件15的另一侧进行焊接,治具输送拉线35将治具34继续向前运输到成品料拾取装置39时,成品料拾取装置39将焊接后的对折梁拾取并转移到输送带40上,焊接后的对折梁从输送带滑落到成品料放置架41上,空的治具34经治具下降装置43下移,由治具回流推出气缸42将空的治具34由治具下降装置43推到治具回流拉线36上,治具回流拉线36将空的治具34回送到治具提升装置32上。
治具输送拉线35和治具回流拉线36采用的是链条,分别设在输送架33的上部链轮组和下部链轮组上,并且上部链轮组和下部链轮组都是由独立的电机来带动。
如图3、4、5所示,治具34包括对折梁中部支撑组件1、对折梁左支撑组件2、对折梁右支撑组件3、对折梁左夹持装置4和对折梁右夹持装置5,对折梁左支撑组件2和对折梁右支撑组件3位于所述对折梁中部支撑组件1的两侧,对折梁左夹持装置4用以将对折梁的左部分夹持固定,对折梁右夹持装置5用以将对折梁的右部分夹持固定,对折梁左支撑组件2、对折梁右支撑组件3、对折梁左夹持装置4、对折梁右夹持装置5和对折梁中部支撑组件1构成一个对折梁夹持组,所述对折梁夹持组设有三个,三个对折梁夹持组设在底座6上。所述底座6的两侧都设有下支撑板7和上支撑板8。下支撑板7用以支撑在治具输送拉线35或治具回流拉线36上,上支撑板8用以支撑在支撑气缸上。
如图6所示,所述对折梁中部支撑组件1包括支撑架9、左夹持槽10、中部夹持槽11、右夹持槽12、左支撑高度调节机构13和右支撑高度调节机构14,左夹持槽10、中部夹持槽11和右夹持槽12排成一排设在支撑架9上,所述左支撑高度调节机构12和右支撑高度调节机构13分别安装在左夹持槽10、右夹持槽12的一侧,用以调节对折梁焊接件15的支撑高度。
如图7所示,所述左支撑高度调节机构13和右支撑高度调节机构14的结构相同,左支撑高度调节机构13包括螺杆16、定位销17、调节块18、支撑杆A19和支撑杆B20,支撑杆A19和支撑杆B20固定在调节块18上且位于一条直线上,调节块18通过螺杆16固定在左夹持槽10的一侧,支撑杆A19和支撑杆B20的长度不同,定位销17穿插在调节块18和左夹持槽10相对应的销孔21中,当对折梁焊接件15位于左夹持槽10中时,且支撑在支撑杆A19或支撑杆B20上。所述调节块18上设有两个所述的销孔21,两个销孔21位于螺杆16的两侧,两个定位销17位于两个销孔21中。
对折梁左支撑组件2和对折梁右支撑组件3结构相同,都包括支架22和限位槽23,限位槽23设在支架22的顶部,限位槽23与所述的对折梁中部支撑组件1中的左夹持槽10、中部夹持槽11、右夹持槽12在一条直线上。
如图8、9所示,对折梁左夹持装置和对折梁右夹持装置的结构相同,都包括定位块24、定位销25、滑台26和两个滑动气缸27,定位销25横向固定在定位块24上,定位块24设在滑台26上,滑台26固定在两个滑动气缸27上,两个滑动气缸27设在滑轨28上,滑轨28设在底座6上,滑动气缸27沿着滑轨28滑动,带动滑台26以及滑台26上的定位块24移动,使定位销25插入到对折梁焊接件15上的定位孔29中,并将对折梁焊接件15顶紧。使用时,将对折梁焊接件15放置到本治具34中,通过移动对折梁左夹持装置的滑动气缸和对折梁右夹持装置的滑动气缸,带动相应的滑台移动,从而将对折梁的左梁部分和右梁部分顶紧固定,为了防止对折梁脱出,滑台定位块24的定位销25穿插到对折梁焊接件15上的定位孔29中,夹装安装可靠;本专利可通过左支撑高度调节机构13和右支撑高度调节机构14,来调节对折梁焊接件15的支撑高度,以适应不同尺寸,不同型号的对折梁。
如图10、11、12、13所示,所述治具提升装置32,包括左支架46、右支架47、电机48、升降台49,左支架46和右支架47设在底面框架52上。升降台49的左右两端都设有辊轮组53,所述辊轮组53用以支撑治具。所述左支架46和右支架47上都设有竖立导轨54,竖立导轨54上设有升降滑块55,升降台49的两端固定在升降滑块55上。电机48通过传动机构带动升降台49升降。传动机构包括传动带56、传动轮57、传动轴58、两个支撑轴59、两个主动链轮60、两个被动链轮61和两个链条62,两个主动链轮60分别设在左支架46和右支架47的下部且安装在传动轴58的两端,两个支撑轴59分别设在左支架46和右支架47的上部,两个被动链轮61分别设在两个支撑轴59上,两个链条62安装在所述的左支架46和右支架47的被动链轮61和主动链轮60上,升降台49的两端固定在两个链条62上,电机48通过传动带56带动传动轮57,传动轮57带动传动轴58,传动轴58带动两个主动链轮60,两个主动链轮60带动两个链条62,两个链条62带动升降台49升降。
所述治具下降装置43与治具提升装置32的结构相同。
如图14、15所示,所述手工上料支撑机构31,包括左支撑机构50和右支撑机构51,左支撑机构50和右支撑机构51分别设在左支架46、右支架47的顶部,左支撑机构50和右支撑机构51用以将升降台49上的治具34的两端支撑住。本实施例中,左支撑机构50和右支撑机构51的结构相同,现以右支撑机构51为例展开描述,右支撑机构51包括右导轨63、右滑块64、右活动板65、右横推气缸66和右辊轮组67,还包括外壳68,右导轨63、右滑块64、右活动板65、右横推气缸66设在外壳68内。右辊轮组67设在右活动板65的一端,右活动板65设在右滑块64上,右滑块64设在右导轨63上,右导轨63和右横推气缸66设在右支架47上,右横推气缸66用以带动右活动板65沿着右导轨63移动。治具34送入升降台49上以后,升降台49承载着治具34上升,当上升到指定高度后,左支撑机构50的左横推气缸和右支撑机构51的右横推气缸分别将左活动板和右活动板65相向推出,治具34的两端分别支撑在左支撑机构50的左辊轮组上和右支撑机构51的右辊轮组67上,此时,升降台49开始下降,进行下一个治具34的输送。推料气缸30将人工夹装对折梁焊接件15后的治具34推到治具输送拉线35上。
如图16、17、18、19、20所示,成品料拾取装置39,包括机架69、导轨71、滑块72、滑板73、滑动气缸74、升降架75、左夹具76、右夹具77和升降气缸78,滑动气缸74竖立固定在滑板73上,滑动气缸74的活塞杆向下穿过滑板73与升降架75固定连接,左夹具76和右夹具77固定在升降架75上,用以夹装对折梁焊接件,滑板73固定在滑块72上,滑块72设在导轨71上,导轨71固定在机架69上,滑动气缸74,用以带动滑板73上的滑块沿着导轨71移动。本实施例中,所述滑动气缸74设有两个。
上面的左夹具76、右夹具77和夹具85都采用的是气缸驱动式夹具。1个左夹具和1个右夹具为一组,在升降架75上共设有三组。
滑板73表面的两个通孔处设有导向套79,两个导向杆80的下端分别穿过导向套79与升降架75固定连接,两个导向杆80的上端连接设有连接横梁81。所述两个导向套79、两个导向杆80和连接横梁81构成导向组件,导向组件共设有两个。
如图21所示,所述机架69上设有治具升降装置70,治具升降装置70用以将治具输送拉线上的治具向上顶起。治具升降装置70,包括固定座82、升降气缸83、升降台84、夹具85和四个导向柱86,所述固定座82固定在机架69上,四个导向柱86竖立固定在固定座82上,升降台84的四个孔穿插在四个导向柱86上,升降气缸83用以驱动升降台84沿着导向柱86升降,夹具85设在升降台84上,用以将治具夹紧固定。
工作原理:人工将对折梁焊接件放置到治具中,由推料气缸将装有对折梁焊接件的治具推到治具输送拉线上,治具输送拉线将装有对折梁焊接件的治具向前移动,依次经第一焊接机械手和第二焊接机械手,第一焊接机械手用以对治具上的对折梁焊接件的一侧进行焊接,第二焊接机械手用以对治具上的对折梁焊接件的另一侧进行焊接,治具输送拉线将治具继续向前运输到成品料拾取装置时,治具升降装置70将治具输送拉线35上的治具34向上托起,升降气缸78带动升降架75下降,左夹具和右夹具将治具升降装置70上的对折梁焊接件夹住后,升降架75升起,滑动气缸74带动滑板73移动,使对折梁焊接件到输送带40上的上方,升降气缸78带动升降架75下降,将对折梁焊接件放置到输送带40上,焊接后的对折梁从输送带滑落到成品料放置架上,实现自动下料的目的。空的治具经治具下降装置下移,由治具回流推出气缸将空的治具由治具下降装置推到治具回流拉线上,治具回流拉线将空的治具回送到治具提升装置上,本上料装置具有结构合理、使用方便、自动下料、工作效率高、省时省力的特点。
此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
Claims (2)
1.一种对折桌对折梁焊接机,其特征在于:包括治具提升装置、手工上料支撑机构、推送气缸、输送架、治具、治具输送拉线、治具回流拉线、第一焊接机械手、第二焊接机械手、成品料拾取装置、输送带、成品料放置架、治具回流推出气缸和治具下降装置,治具提升装置设在输送架的一端,治具下降装置设在输送架的另一端,治具输送拉线、治具回流拉线设在输送架上并以电机为动力,治具回流拉线设在治具输送拉线的下方,手工上料支撑机构设在治具提升装置的顶部,第一焊接机械手和第二焊接机械手沿着治具回流拉线布置,成品料拾取装置设在治具下降装置的一侧,治具提升装置将空的治具向上输送到手工上料支撑机构上,人工将对折梁焊接件放置到治具中,由推料气缸将装有对折梁焊接件的治具推到治具输送拉线上,治具输送拉线将装有对折梁焊接件的治具向前移动,依次经第一焊接机械手和第二焊接机械手,第一焊接机械手用以对治具上的对折梁焊接件的一侧进行焊接,第二焊接机械手用以对治具上的对折梁焊接件的另一侧进行焊接,治具输送拉线将治具继续向前运输到成品料拾取装置时,成品料拾取装置将焊接后的对折梁拾取并转移到输送带上,焊接后的对折梁从输送带滑落到成品料放置架上,空的治具经治具下降装置下移,由治具回流推出气缸将空的治具由治具下降装置推到治具回流拉线上,治具回流拉线将空的治具回送到治具提升装置上;所述治具提升装置的旁边设有操作站台,操作站台的一侧设有步梯;所述治具提升装置,包括左支架、右支架、电机、升降台,所述升降台的左右两端都设有辊轮组,所述辊轮组用以支撑治具;所述左支架和右支架上都设有竖立导轨,竖立导轨上设有升降滑块,升降台的两端固定在升降滑块上,电机通过传动机构带动升降台升降;所述传动机构包括传动带、传动轮、传动轴、两个支撑轴、两个主动链轮、两个被动链轮和两个链条,两个主动链轮分别设在左支架和右支架的下部且安装在传动轴的两端,两个支撑轴分别设在左支架和右支架的上部,两个被动链轮分别设在两个支撑轴上,两个链条安装在所述的左支架和右支架的被动链轮和主动链轮上,升降台的两端固定在两个链条上,电机通过传动带带动传动轮,传动轮带动传动轴,传动轴带动两个主动链轮,两个主动链轮带动两个链条,两个链条带动升降台升降;所述治具下降装置与治具提升装置的结构相同;所述手工上料支撑机构包括左支撑机构和右支撑机构,左支撑机构和右支撑机构分别设在左支架、右支架的顶部;所述右支撑机构包括右导轨、右滑块、右活动板、右横推气缸和右辊轮组,右辊轮组设在右活动板的一端,右活动板设在右滑块上,右滑块设在右导轨上,右导轨和右横推气缸设在右支架上,所述右横推气缸用以带动右活动板沿着右导轨移动;左支撑机构和右支撑机构结构相同,所述左支撑机构的左横推气缸和右支撑机构的右横推气缸分别将左活动板和右活动板相向推出,治具的两端分别支撑在左支撑机构的左辊轮组上和右支撑机构的右辊轮组上;所述治具,包括对折梁中部支撑组件,所述对折梁中部支撑组件包括支撑架、左夹持槽、中部夹持槽、右夹持槽、左支撑高度调节机构和右支撑高度调节机构,左夹持槽、中部夹持槽和右夹持槽排成一排设在支撑架上,所述左支撑高度调节机构和右支撑高度调节机构分别安装在左夹持槽、右夹持槽的一侧,用以调节对折梁的支撑高度;所述左支撑高度调节机构和右支撑高度调节机构的结构相同,所述左支撑高度调节机构包括螺杆、定位销、调节块、支撑杆A和支撑杆B,支撑杆A和支撑杆B固定在调节块上且位于一条直线上,调节块通过螺杆固定在左夹持槽的一侧,支撑杆A和支撑杆B的长度不同,定位销穿插在调节块和左夹持槽相对应的销孔中,当对折梁位于左夹持槽中时,且支撑在支撑杆A或支撑杆B上;还包括对折梁左支撑组件、对折梁右支撑组件、对折梁左夹持装置和对折梁右夹持装置,对折梁左支撑组件和对折梁右支撑组件位于所述对折梁中部支撑组件的两侧,对折梁左夹持装置用以将对折梁的左部分夹持固定,对折梁右夹持装置用以将对折梁的右部分夹持固定;对折梁左支撑组件和对折梁右支撑组件结构相同,都包括支架和限位槽,限位槽设在支架的顶部,限位槽与所述的对折梁中部支撑组件中的左夹持槽、中部夹持槽、右夹持槽在一条直线上;所述对折梁左支撑组件、对折梁右支撑组件、对折梁左夹持装置、对折梁右夹持装置和对折梁中部支撑组件构成一个对折梁夹持组,所述对折梁夹持组设有三个,三个对折梁夹持组设在底座上,所述底座的两侧都设有下支撑板和上支撑板;对折梁左夹持装置和对折梁右夹持装置的结构相同,都包括定位块、定位销、滑台和两个滑动气缸,定位销横向固定在定位块上,定位块设在滑台上,滑台固定在两个滑动气缸上,两个滑动气缸设在滑轨上,滑轨设在所述的支架上,支架设在底座上,滑动气缸沿着滑轨滑动,带动滑台以及滑台上的定位块移动,使定位销插入到对折梁上的定位孔中,并将对折梁顶紧。
2.根据权利要求1所述的对折桌对折梁焊接机,其特征在于:所述的成品料拾取装置,包括机架、导轨、滑块、滑板、滑动气缸、升降架、左夹具、右夹具和升降气缸,滑动气缸竖立固定在滑板上,滑动气缸的活塞杆向下穿过滑板与升降架固定连接,左夹具和右夹具固定在升降架上,用以夹装对折梁焊接件,滑板固定在滑块上,滑块设在导轨上,导轨固定在机架上,滑动气缸用以带动滑板上的滑块沿着导轨移动;所述的左夹具、右夹具和夹具都采用的是气缸驱动式夹具;所述滑板表面的两个通孔处设有导向套,两个导向杆的下端分别穿过导向套与升降架固定连接;所述的两个导向杆的上端连接设有连接横梁;所述机架上设有治具升降装置,对折梁焊接件中转装置将对折梁焊接件输送带上的对折梁焊接件转送到治具升降装置的治具上;所述治具升降装置,包括固定座、升降气缸、升降台、夹具和四个导向柱,所述固定座固定在机架上,四个导向柱竖立固定在固定座上,升降台的四个孔穿插在四个导向柱上,升降气缸用以驱动升降台沿着导向柱升降,夹具设在升降台上,用以将治具夹紧固定。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110083925.7A CN112894211B (zh) | 2021-01-21 | 2021-01-21 | 对折桌对折梁焊接机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110083925.7A CN112894211B (zh) | 2021-01-21 | 2021-01-21 | 对折桌对折梁焊接机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112894211A CN112894211A (zh) | 2021-06-04 |
| CN112894211B true CN112894211B (zh) | 2022-11-18 |
Family
ID=76118186
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110083925.7A Active CN112894211B (zh) | 2021-01-21 | 2021-01-21 | 对折桌对折梁焊接机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112894211B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113399870A (zh) * | 2021-05-26 | 2021-09-17 | 广东省林正峰智能数字科技有限公司 | 对折桌对折梁焊接机 |
| CN115229386B (zh) * | 2022-05-20 | 2024-04-26 | 天津津垦牧业集团有限公司 | 一种全自动栅栏焊接生产线 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102765590A (zh) * | 2012-07-13 | 2012-11-07 | 上海九纳环保科技有限公司 | 全自动清洗机立体工装输送轨道线 |
| CN103394904A (zh) * | 2013-07-15 | 2013-11-20 | 周俊雄 | 一种发热体、卡子组装设备 |
| CN103817108A (zh) * | 2014-03-04 | 2014-05-28 | 周俊雄 | 手机屏上料清洗系统 |
| CN108723654A (zh) * | 2018-07-04 | 2018-11-02 | 无锡奥特维科技股份有限公司 | 电池片串焊机 |
| CN109250467A (zh) * | 2018-08-29 | 2019-01-22 | 江苏众利达自动化设备有限公司 | 一种方管自动上料及伺服定位机构 |
| CN211192389U (zh) * | 2019-09-24 | 2020-08-07 | 博众精工科技股份有限公司 | 一种电池包上下极装配焊接设备 |
-
2021
- 2021-01-21 CN CN202110083925.7A patent/CN112894211B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102765590A (zh) * | 2012-07-13 | 2012-11-07 | 上海九纳环保科技有限公司 | 全自动清洗机立体工装输送轨道线 |
| CN103394904A (zh) * | 2013-07-15 | 2013-11-20 | 周俊雄 | 一种发热体、卡子组装设备 |
| CN103817108A (zh) * | 2014-03-04 | 2014-05-28 | 周俊雄 | 手机屏上料清洗系统 |
| CN108723654A (zh) * | 2018-07-04 | 2018-11-02 | 无锡奥特维科技股份有限公司 | 电池片串焊机 |
| CN109250467A (zh) * | 2018-08-29 | 2019-01-22 | 江苏众利达自动化设备有限公司 | 一种方管自动上料及伺服定位机构 |
| CN211192389U (zh) * | 2019-09-24 | 2020-08-07 | 博众精工科技股份有限公司 | 一种电池包上下极装配焊接设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112894211A (zh) | 2021-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112894211B (zh) | 对折桌对折梁焊接机 | |
| CN110844593B (zh) | 一种拉布机上料装置及方法 | |
| CN112958937B (zh) | 一种网框自动焊接生产线 | |
| CN109148142B (zh) | 自动叠装平台系统 | |
| CN113909721B (zh) | 一种用于建筑模板焊接封板的装置 | |
| CN117102790B (zh) | 一种十字支撑焊接装置 | |
| CN116944760B (zh) | 一种铁附件中的m型垫铁的自动焊接设备 | |
| CN114044310A (zh) | 一种金属软管制造工序自动流转装置 | |
| CN111924491B (zh) | 一种伞骨自动化步进送料装置 | |
| CN211697253U (zh) | 自动化材料拉伸实验装置储料仓 | |
| CN112008287A (zh) | 带式输送机槽形托辊横梁组件的自动装夹智能焊接设备 | |
| CN113399870A (zh) | 对折桌对折梁焊接机 | |
| CN112122838A (zh) | 箱式房用全自动焊接装置 | |
| CN218612374U (zh) | 一种钢管环形焊接机 | |
| CN106425418A (zh) | 汽车变速箱轴快速装配台 | |
| CN217641358U (zh) | 一种光伏组件摆框机及封装设备 | |
| CN112872662B (zh) | 对折桌框梁u型座焊接机 | |
| CN216510803U (zh) | 一种金属软管制造工序自动流转装置 | |
| CN211846321U (zh) | 一种拉布机上料装置 | |
| CN211439102U (zh) | 一种平台可升降的自动夹料加工装置 | |
| CN211697254U (zh) | 自动化材料拉伸实验装置 | |
| CN215919461U (zh) | 对折桌框梁u型座焊接机的u型座上料装置 | |
| CN111257108A (zh) | 自动化材料拉伸实验装置储料仓 | |
| CN215902956U (zh) | 对折桌对折梁焊接机的治具 | |
| CN219212432U (zh) | 一种管材或棒材转移装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |