CN112601848A - 覆膜的制造装置 - Google Patents
覆膜的制造装置 Download PDFInfo
- Publication number
- CN112601848A CN112601848A CN201980055334.XA CN201980055334A CN112601848A CN 112601848 A CN112601848 A CN 112601848A CN 201980055334 A CN201980055334 A CN 201980055334A CN 112601848 A CN112601848 A CN 112601848A
- Authority
- CN
- China
- Prior art keywords
- air flow
- liquid composition
- manufacturing apparatus
- cavity
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/0007—Electro-spinning
- D01D5/0061—Electro-spinning characterised by the electro-spinning apparatus
- D01D5/0069—Electro-spinning characterised by the electro-spinning apparatus characterised by the spinning section, e.g. capillary tube, protrusion or pin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
- B05B5/03—Discharge apparatus, e.g. electrostatic spray guns characterised by the use of gas, e.g. electrostatically assisted pneumatic spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
- B05D1/04—Processes for applying liquids or other fluent materials performed by spraying involving the use of an electrostatic field
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/0007—Electro-spinning
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/0007—Electro-spinning
- D01D5/0061—Electro-spinning characterised by the electro-spinning apparatus
- D01D5/0076—Electro-spinning characterised by the electro-spinning apparatus characterised by the collecting device, e.g. drum, wheel, endless belt, plate or grid
- D01D5/0084—Coating by electro-spinning, i.e. the electro-spun fibres are not removed from the collecting device but remain integral with it, e.g. coating of prostheses
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/728—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by electro-spinning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/16—Arrangements for supplying liquids or other fluent material
- B05B5/1608—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
- B05D1/04—Processes for applying liquids or other fluent materials performed by spraying involving the use of an electrostatic field
- B05D1/06—Applying particulate materials
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Electrostatic Spraying Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Nonwoven Fabrics (AREA)
Abstract
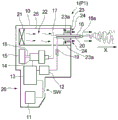
本发明的课题在于提供一种能够容易地形成由纤维的堆积物构成的覆膜的装置。覆膜的制造装置(1)具有设置有壳体(10)的静电喷射部(P1)。在壳体(10)内具有:喷嘴(16)、电极(20)、空气流产生部(21)、空腔部(22)和空气喷出口(24)。空腔部(22)位于喷嘴(16)与空气流产生部(21)之间,且与空气流产生部(21)邻接。空腔部(22)与空气喷出口(24)邻接。壳体(10)构成为人能够用手抓持。沿着液状组合物的排出方向观察静电喷射部(P1)时,喷嘴(16)的前端位于静电喷射部(P1)的最靠端部的位置。
Description
技术领域
本发明涉及由包含纤维的堆积物构成的覆膜的制造装置。
背景技术
作为利用静电喷射法对纤维进行纺丝而形成覆膜的现有技术,例如已知专利文献1中记载的技术。该文献中记载了在由液化聚合物制作覆盖体的电纺丝装置中,在空腔内设置射出液化聚合物的射出机和环状电极,使得由该液化聚合物形成的聚合物纤维在该空腔内移动。空腔的前后开放,在后方的开口部设置有鼓风机。通过由该鼓风机产生的空气流在该空腔内移动来输送聚合物纤维,由此使聚合物纤维穿过前方的开口部后向空腔外释放。
现有技术文献
专利文献
专利文献1:日本特开2004-525272号公报
发明内容
本发明提供一种制造装置,其将包含纤维形成性聚合物的液状组合物直接静电喷射于对象物的表面,用于在该表面形成由包含纤维的堆积物构成的覆膜。
所述制造装置优选包括具有壳体的静电喷射部。
在所述壳体内优选具有用于喷出所述液状组合物的喷嘴。
在所述壳体内优选设置有对通过所述喷嘴内的所述液状组合物施加电压的电极。
在所述壳体内优选设置有位于比所述喷嘴靠后方的位置的空气流产生部。
在所述壳体内优选具有空腔部,该空腔部位于所述喷嘴与所述空气流产生部之间,且与该空气流产生部邻接。
在所述壳体内优选具有空气喷出口,该空气喷出口位于所述喷嘴的周围,且使通过了所述空腔部的空气流喷出。
所述壳体构成为人能够用手抓持。
另外,本发明提供一种覆膜的制造方法,其使用所述覆膜的制造装置,一边从空气喷出口喷出空气流,一边将包含纤维形成性聚合物的液状组合物直接静电喷射于对象物的表面,在该表面形成由包含纤维的堆积物构成的覆膜。
附图说明
图1是表示本发明的覆膜的制造装置的一实施方式的概略图。
图2是表示本发明的覆膜的制造装置的其它实施方式的概略图。
具体实施方式
在上述专利文献1中记载的技术中,从射出机射出的液化聚合物形成的聚合物纤维在空腔内移动,通过设置于该空腔内的环状电极而释放到空腔外。聚合物纤维在空腔内移动,由此导致该聚合物纤维容易附着于空腔的内壁,在这样的情况下空腔内有可能被聚合物纤维堵塞。结果在该文献记载的技术中,不容易顺利地形成作为目标的覆膜。
本发明涉及利用静电喷射法形成覆膜的制造装置的改良。
以下,基于优选的实施方式,参照附图对本发明进行说明。本发明涉及将包含纤维形成性聚合物的液状组合物直接施加于对象物的表面,用于在表面形成由包含纤维的堆积物构成的覆膜的装置。作为覆膜的形成方法,在本发明中采用静电喷射法。静电喷射法是对液状组合物施加正或负的高电压而使该组合物带电,使带电的该组合物向对象物喷出的方法。喷出的液状组合物一边由于库伦斥力被反复微细化,一边在空间中扩展,在该过程中、或附着于对象物后,由于为挥发性物质的溶剂干燥,而在对象物的表面形成由包含纤维的堆积物构成的覆膜。因此,利用本发明的装置进行的、基于液状组合物喷出的静电喷射法也称为电纺丝法。
利用静电喷射法进行的覆膜形成的对象物没有特别限制。例如,能够与人的皮肤、或墙壁、餐具、树枝或树叶等植物表面等具有凹凸的对象物的表面紧贴地形成覆膜。此处,上述凹凸包含能够目视确认的凹凸以及如皮肤的皮沟那样不易辨识的凹凸。此外,从覆膜具有多孔性且接近人的角质层的适当的水分蒸散性的观点出发,优选将人的皮肤设为对象物,优选将身体设为对象物。
图1表示本发明的覆膜的制造装置的一实施方式。该图所示的装置1由具有壳体10的作为电纺丝装置的静电喷射部P1构成。在壳体10内具有低电压电源11。低电压电源11是能够产生数V~数十V的电压的电源。出于提高装置1的可移动性的目的,低电压电源11优选由1个或2个以上的电池构成。另外,通过使用电池作为低电压电源11,还具有能够容易地根据需要进行更换的优点。也能够使用AC适配器等作为低电压电源11,以代替电池。
在装置1的壳体10内还具有高电压电源12。高电压电源12与低电压电源11电连接,具有将由低电压电源11产生的电压升压至高电压的电路(未图示)。升压电路通常由变压器、电容器和半导体元件等构成。
在装置1的壳体10内还具有辅助电路13。辅助电路13介于上述的低电压电源11和高电压电源12之间,具有调节低电压电源11的电压而使高电压电源12稳定地动作的功能。辅助电路13还具有控制后述的微型齿轮泵14中具有的电机的转速的功能。通过控制电机的转速,能够控制从后述的液状组合物的收纳部15对微型齿轮泵14的液状组合物的供给量。在辅助电路13与低电压电源11之间安装有开关SW,通过开关SW的接通/断开,能够使装置1运转/停止。
在装置1的壳体10内还具有喷嘴16。喷嘴16由塑料、橡胶、陶瓷等非导电体构成,形成能够从其前端排出液状组合物的形状。在喷嘴16内沿着该喷嘴16的长度方向形成有供液状组合物流通的微小空间。该微小空间的横截面的大小以直径表示时优选为100μm以上且1000μm以下。喷嘴16经由管路17与微型齿轮泵14连通。管路17通常由非导电体的材料构成。管路17经由微型齿轮泵14使液状组合物的收纳部15和喷嘴16连通。
在设置于喷嘴16的液状组合物的流通空间内设置有电极20。电极20用于对通过喷嘴16内的液状组合物施加电压而使该液状组合物带电。电极20由沿着液状组合物的流通方向延伸的线状体构成。电极20能够具有线状或针状的形状。电极20的粗细是不会妨碍液状组合物在喷嘴16内流通的程度。在将设置于喷嘴16的液状组合物的流通空间的横截面积设为S1,将电极的横截面积设为S2时,S2优选为S1的0.05%以上且2%以下。电极20的长度在本发明中不是关键的,只要是能够对在喷嘴16内流通的液状组合物赋予充分的电荷的长度就足够。
电极20由金属等导电体构成。电极20与高电压电源12电连接。由此,能够对电极20施加高电压。此时,为了防止在人体与电极20直接接触时流动过大的电流,电极20和高电压电源12经由电流限制电阻19电连接。
经由管路17与喷嘴16连通的微型齿轮泵14作为将收纳于收纳部15中的液状组合物供给到喷嘴16的供给装置起作用。微型齿轮泵14从低电压电源11接收电源的供给而进行动作。另外,微型齿轮泵14构成为接受辅助电路13进行的控制,而将规定量的液状组合物供给到喷嘴16。
微型齿轮泵14经由管路18连接于收纳部15。收纳部15中收纳有液状组合物。收纳部15优选为盒式的可更换的形式。
在装置1的壳体10内还具有空气流产生部21。空气流产生部21在液状组合物的排出方向上(图1中是由符号X表示的方向),位于比喷嘴16靠后方的位置。空气流产生部21将外部空气取入壳体10内,产生沿着液状组合物的排出方向X的空气流。为了该目的,空气流产生部21例如由风扇或鼓风机构成。空气流产生部21从低电压电源11接受电力的供给而进行动作。
空腔部22位于喷嘴16与空气流产生部21之间。空腔部22与空气流产生部21邻接。另外,空腔部22还与喷嘴16邻接。即,优选在空腔部22与空气流产生部21之间没有设置在相对于空气流的方向正交的方向上延伸且分隔空腔部22的任何部件。同样,优选在空腔部22与喷嘴16之间也同样没有设置分隔空腔部22的任何部件。空腔部22优选为由两端开口的筒状体25构成的单个(单一)的空间。上述的空气流产生部21位于筒状体25的开口的一端。另一方面,空气喷出部23位于筒状体25的开口的另一端。空腔部22具有由空气流产生部21产生的空气流的暂时蓄积作用。为了该目的,期望空腔部22相对于由空气流产生部21产生的空气流的流量具有足够大的容积。筒状体25的内部完全成为空间,这对于提高空腔部22带来的空气流的暂时蓄积作用的方面是优选的,但在不损害该作用的范围内,也可以有某些部件存在于空腔部22。在图1所示的实施方式中,喷嘴16的一部分、管路17的一部分、和对电极20施加电压的电路的一部分存在于空腔部22。
在图1所示的实施方式中,装置1具有单一的空腔部22。也能够采用被分隔部件(未图示)分割的多个空间在液状组合物的排出方向X上并排配置而得的多个空腔部,以代替单一的空腔部22。当考虑空腔部22具有空气流的暂时蓄积作用这一功能时,空腔部22为单体的方式对于能够可靠地发挥该功能的方面是有利的。也能够采用被分隔部件(未图示)分割的多个空间沿着液状组合物的排出方向X串列地配置而得的多个空腔部。在设置上述分隔部件(未图示)的情况下,从通过对空气流进行整流化以降低压力损失的观点、以及增加风量的观点出发,该分隔部件优选与空气流平行地设置。
位于筒状体25的开口的端部的空气喷出部23是使通过空腔部22内后的空气流向液状组合物的排出方向X喷出的部位。空气喷出部23具有由沿着空气流的方向延伸的1个或2个以上的贯通孔所形成的短流路23a。空气流通过作为短流路23a的开口端的空气喷出口24而喷出。构成空气喷出部23的短流路23a的截面积为一定的值。空气喷出口24构成为从该空气喷出口24喷射的空气流的方向朝向从喷嘴16排出的液状组合物的排出方向。空气喷出口24位于喷嘴16的周围。在空气喷出部23设置有多个空气喷出口24的情况下,从喷出稳定的空气流这一点考虑,各贯通孔优选均等地配置于喷嘴16的周围。如图1所示,空气喷出部23(短流路23a)和空腔部22彼此邻接,在两者之间没有设置任何部件。例如,将空腔部22和空气喷出部23(短流路23a)连通的管路没有介于两者之间。
装置1具有利用孔口(orifice)的原理来增加在空腔部22内流通的空气流的流速的形状是有利的。为了该目的,位于界定空腔部22的筒状体25的端部的空气喷出口24的开口面积比空腔部22的横截面积小是有利的。该领域能够称为空气流的“节流部”。
构成装置1的壳体10构成为人能够用手抓持。详细而言,从操作性良好的观点考虑,壳体10优选具有人能够用一只手抓持的尺寸和/或形状。壳体10为了成为“一只手能够抓持的尺寸”,例如装置1的质量优选为2kg以下、沿着液状组合物的排出方向X的壳体10的最大长度优选为40cm以下、或壳体10的体积优选为3000cm3以下。壳体10为了成为“一只手能够抓持的形状”,例如,如图1所示,该壳体10优选具有人能够用一只手抓持的把手26。特别是当在把手26设置有用于使装置1动作的开关SW时,操作性进一步提高,因此是有利的。
在使装置1动作时,使用者用手抓持该装置1,使喷嘴16的前端16a朝向进行静电喷射的适用部位。在该状态下,将装置1的开关设为接通,进行静电喷射法的处理。通过对装置1接入电源,在电极20与适用部位之间产生电场。例如,在对电极施加正电压的情况下,适用部位成为负极。当在电极20与适用部位之间产生电场时,从喷嘴16的前端16a排出的液滴状的液状组合物沿着电场在空间中飞向适用部位。当从以带电的状态在空间中飞行的液状组合物蒸发出挥发性溶剂(后面对其进行叙述)时,液状组合物表面的电荷密度变得过剩,由于库伦斥力,纤维形成性聚合物一边反复微细化,一边在空间中扩展,而到达适用部位。此时,通过适当地调节液状组合物的粘度,能够以液滴的状态使喷出的该组合物到达适用部位。或者,也能够在向空间排出的期间,使作为溶剂的挥发性物质从液滴中挥发,使作为溶质的纤维形成性聚合物固化,并且利用电位差,一边伸长变形一边形成纤维,使其纤维堆积于适用部位。例如,当提高液状组合物的粘度时,容易使该组合物以纤维的形态堆积于适用部位。由此,由纤维的堆积物构成的多孔性覆膜能够形成于适用部位的表面。由纤维的堆积物构成的多孔性覆膜也可以通过调节喷嘴16与适用部位之间的距离、施加于喷嘴16的电压而形成。
在本实施方式的装置1中,在从喷嘴16排出液状组合物时,在空气流产生部21产生空气流,利用该空气流输送液状组合物。这样,在形成覆膜时,不易受到使用装置1的周围环境的影响,无论周围环境如何,都能够形成均匀的覆膜。特别是,无论湿度的变化如何,都能够形成均匀的覆膜。
在静电喷射法中,作为将排出物用空气流输送的现有技术,已知前面描述的专利文献1中记载的技术。但是,在该文献记载的技术中,在比喷嘴的前端靠前方的位置设置有空腔部和电极,因此,从喷嘴排出的排出物容易附着于界定空腔部的内壁和电极,由于该原因而不容易顺利地形成目标品质的覆膜。与此相对照,根据本实施方式的装置1,电极20和空腔部22位于比喷嘴16的前端16a靠后方的位置,因此,换言之,在沿着液状组合物的排出方向X观察静电喷射部P1时,喷嘴16的前端16a位于静电喷射部P1的最靠端部的位置(最前端),因此,完全不存在会妨碍从该前端16a排出的液状组合物的飞行的部件。结果根据本实施方式的装置1,即使在使空气流输送液状组合物而使其飞行时,也能够顺利地形成作为目标的覆膜。
从使上述的本实施方式的装置1的优点更显著的观点考虑,期望空腔部22的由空气流产生部21产生的空气流的暂时蓄积作用是充分的。从该观点考虑,关于空腔部22,其容积V(cm3)相对于由空气流产生部21产生的空气流的流量F(cm3/min)的比即V/F(min)的值优选为0.001min以上,更优选为0.002min以上,进一步优选为0.005min以上。另外,V/F(min)的值优选为0.5min以下,更优选为0.2min以下,进一步优选为0.1min以下。特别是,V/F(min)的值优选为0.001min以上且0.5min以下,更优选为0.002min以上且0.2min以下,进一步优选为0.005min以上且0.1min以下。
V/F(min)的值优选的范围如上所述,但空腔部22的容积V本身的值优选为10cm3以上且1000cm3以下,更优选为20cm3以上且500cm3以下,进一步优选为30cm3以上且100cm3以下。另一方面,空气流的流量F本身的值优选为100cm3/min以上且50000cm3/min以下,更优选为250cm3/min以上且30000cm3/min以下,进一步优选为500cm3/min以上且20000cm3/min以下。空腔部22的容积V在该空腔部22不存在其它部件的情况下,与界定该空腔部22的筒状体25的内部空间的容积相等,在空腔部22存在其它部件的情况下,是从筒状体25的内部空间的容积减去该部材的容积而得的值。
在本实施方式的装置1中,在喷嘴16内具有使液状组合物经由电极20到达喷嘴16的前端16a的液状组合物流路。形成装置1的一部分的壳体10具有包含该液状组合物流路的管路17。管路17如图1所示被配置于空腔部22。然而,为了充分利用空腔部22实现的空气流的暂时蓄积作用,期望在界定该空腔部22的筒状体25的内部空间中尽可能不存在其它部件。从该观点考虑,管路17的外周被空腔部22的空间包围,并且空腔部22位于比管路17靠后方的位置是有利的。通过将管路17像这样配置于空腔部22,空腔部22中的空气流的流通变得顺畅,来自空气喷出口24的空气流的喷出变得均匀。
从用于充分利用空腔部22的空气流的暂时蓄积作用的其它观点考虑,对于与由空气流产生部21产生的空气流的方向(该方向是与液状组合物的排出方向X相同的方向。)正交的方向上的空腔部22的外缘的横截面积、换言之、筒状体25的内壁的横截面积,在沿着排出方向X的任意的不同位置进行比较时,优选该横截面积的差较小。除了与空气流产生部21邻接的位置以外的位置处的横截面的面积的平均值(Q2)相对于与空气流产生部21邻接的位置处的空腔部22的外缘的横截面的面积(Q1)的比例即Q2/Q1的值优选为70%以上,更优选为80%以上,进一步优选为85%以上。另外,该比例优选为120%以下,更优选为110%以下,进一步优选为105%以下。空腔部22的外缘是指形成空腔部22的空间的外缘,外缘的横截面的面积例如在一部分设置有管或电源线等连接部的情况下,根据将它们除外的空腔部的外缘的横截面来计算。此外,空气流产生部21例如为设置有风扇的区域,与空气流产生部21邻接的位置处的空腔部22的位置是与设置有风扇的区域邻接的筒状部的风扇侧端部。
从在空腔部22暂时蓄积由空气流产生部21产生的空气流的观点考虑,与由空气流产生部21产生的空气流的方向(该方向是与液状组合物的排出方向X相同的方向。)正交的方向上的空气流产生部21的横截面积的平均值(Q3)因为在内部包含风扇等,所以优选为比与空气流产生部21邻接的位置处的空腔部22的外缘的横截面的面积(Q1)稍大的程度、或为相同程度,例如,横截面积的比例Q3/Q1的值优选为80%以上,进一步优选为90%以上,优选为170%以下,更优选为150%以下。
与上述的比例相关联,上述的Q1、Q2和Q3分别单独地优选为5cm2以上且30cm2以下,更优选为7cm2以上且25cm2以下,进一步优选为7cm2以上且20cm2以下。
如上所述,由筒状体25界定的空腔部22优选与空气喷出口24邻接。因此,通过了空腔部22的空气流从空气喷出口24顺利地被喷出。从使该优点更显著的观点考虑,沿着空气流的方向的空气喷出口24的长度优选为10mm以下,更优选为8mm以下,进一步优选为6mm以下。该长度的下限值没有特别限制,例如,优选为0.1mm以上,更优选为0.5mm以上。另外,如果短至2mm左右,则能够使空气流从空气喷出口24十分顺利地喷出。
从利用上述的节流孔口的原理,使空气流从空气喷出口24高速地喷出的观点考虑,空气喷出口24的面积的总和相对于上述的与空气流产生部21邻接的位置处的空腔部22的外缘的横截面的面积(Q1)的比率(以下,将该比例称为“喷出口面积率”。)优选为1.5%以上,更优选为3%以上,进一步优选为5%以上。另外,喷出口面积率优选为70%以下,更优选为50%以下,进一步优选为30%以下。具体而言,喷出口面积率优选为1.5%以上且70%以下,更优选为3%以上且50%以下,进一步优选为5%以上且30%以下。
装置1构成为,来自空气喷出口24的空气流的喷出量优选调节为100cm3/min以上,更优选调节为250cm3/min以上,进一步优选调节为500cm3/min以上。另外,装置1构成为,空气流的喷出量优选调节为50000cm3/min以下,更优选调节为30000cm3/min以下,进一步优选调节为20000cm3/min以下。特别是,装置1构成为,来自空气喷出口24的空气流的喷出量优选调节为100cm3/min以上且50000cm3/min以下,更优选调节为250cm3/min以上且30000cm3/min以下,进一步优选调节为500cm3/min以上且20000cm3/min以下。该值在仅设置1个空气喷出口24的情况下,是从该空气喷出口24喷出的空气流的喷出量,在设置有多个空气喷出口24的情况下,是从所有的空气喷出口24喷出的空气流的合计的喷出量。
在从空气喷出口24喷出的空气流的喷出量处于上述范围时,从顺利地形成作为目标的覆膜的观点考虑,装置1构成为,从喷嘴16排出的液状组合物的排出量优选调节为0.01g/min以上,更优选调节为0.05g/min以上,进一步优选调节为0.1g/min以上。另外,装置1构成为,液状组合物的排出量优选调节为2g/min以下,更优选调节为1.5g/min以下,进一步优选调节为1.0g/min以下,进而优选调节为0.8g/min以下。特别是,装置1构成为,液状组合物的排出量优选调节为0.01g/min以上且2g/min以下,更优选调节为0.05g/min以上且1.5g/min以下,进一步优选调节为0.1g/min以上且1.0g/min以下,更进一步优选调节为0.1g/min以上且0.8g/min以下。
从顺利地形成作为目标的覆膜的观点考虑,装置1构成为,在从喷嘴16排出液状组合物时,对该液状组合物施加的电压优选调节为1kV以上,更优选调节为5kV以上,进一步优选调节为10kV以上。另外,装置1构成为,电压优选调节为40kV以下,更优选调节为30kV以下,进一步优选调节为25kV以下,更进一步优选调节为20kV以下。特别是,装置1构成为对液状组合物施加的电压优选调节为1kV以上且40kV以下,更优选调节为5kV以上且30kV以下,进一步优选调节为10kV以上且25kV以下,更进一步优选调节为10kV以上且20kV以下。
图2中表示本发明的覆膜的制造装置的其它实施方式。对本实施方式没有特别说明的点能够适用之前叙述的图1所示的实施方式中详述的说明。另外,在图2中对与图1相同的部件标注相同的附图标记。图2所示的实施方式的装置1被大致分成静电喷射部P1和固定式收纳部P2。两者是分体的。在上述的图1所示的实施方式中,静电喷射部P1为装置1本身,但在本实施方式中,构成图1所示的实施方式的静电喷射部P1的部件中、对电极20施加电压的低电压电源11、能够收纳液状组合物的收纳部15、将液状组合物向喷嘴16供给的送液部即泵14被收纳于固定式收纳部P2内。而且,静电喷射部P1和固定式收纳部P2通过输送液状组合物的管路18、以及将电极20和低电压电源11电连接的电线27连结。静电喷射部P1具有人能够用一只手抓持的尺寸和/或形状。根据本实施方式,能够不损害静电喷射部P1的处理容易性地长时间排出液状组合物,能够容易地形成大面积的覆膜。
在图2所示的实施方式中,将静电喷射部P1和固定式收纳部P2连接的管路18和电线27分别独立,但考虑到静电喷射部P1的处理性,也可以将管路18和电线27捆成1根线缆。
通过使用上述的各实施方式的覆膜的制造装置,根据本发明,能够一边从空气喷出口喷出空气流,一边将包含纤维形成性聚合物的液状组合物直接静电喷射于对象物的表面,能够在该表面形成将由包含纤维的堆积物构成的覆膜。
用于上述的各实施方式的液状组合物包含具有纤维形成性的聚合物。另外,液状组合物优选包含选自水、醇和酮中的1种或2种以上的挥发性物质。
挥发性物质是在液体的状态下具有挥发性的物质。在液状组合物中,挥发性物质基于下述目的来调配:在使置于电场内的液状组合物充分带电后,从喷嘴16的前端16a向皮肤排出,当挥发性物质逐渐蒸发时,液状组合物的电荷密度过剩,由于库伦斥力,一边发生聚合物的微细化,一边挥发性物质进一步蒸发,从而最终形成纤维。为了实现该目的,挥发性物质的蒸气压在20℃优选为0.01kPa以上、106.66kPa以下,更优选为0.13kPa以上、66.66kPa以下,进一步优选为0.67kPa以上、40.00kPa以下,更进一步优选为1.33kPa以上、40.00kPa以下。
挥发性物质中,作为醇,例如优选使用一元的碳原子数1~6的链式脂肪族醇、一元的碳原子数3~6的环式脂肪族醇、一元的芳香族醇。作为它们的具体例,能够举出乙醇、异丙醇、丁醇、苯乙醇、丙醇、戊醇等。这些醇能够使用选自它们中的1种或2种以上。
挥发性物质中,作为酮,例如优选使用碳原子数3~6的链式脂肪族酮、碳原子数3~6的环式脂肪族酮、碳原子数8~10的芳香族酮。作为它们的具体例,能够举出丙酮、甲乙酮、甲基异丁基酮、环己酮、苯乙酮等。这些酮能够单独使用1种、或组合2种以上来使用。
挥发性物质中,作为水,优选使用离子交换水、精制水或蒸馏水。通过在液状组合物中含有水,能够因水的电离而提高液状组合物的导电率。通过使液状组合物的导电率高,在实施静电喷射时,能够在皮肤等适用部位的表面上稳定地形成纤维状的覆膜。另外,水有助于提高通过静电喷射形成的覆膜与皮肤等的紧贴性。
挥发性物质更优选为选自乙醇、异丙醇、丁醇和水中的1种或2种以上,更优选为选自水、乙醇和丁醇中的1种或2种以上,进一步优选为水和乙醇。
挥发性物质从与该挥发性物质一起使用的纤维形成性聚合物的分散性的观点以及赋予电荷的观点考虑,(a)优选选自乙醇、异丙醇和丁醇中的1种或2种以上,(b)优选为与水的混合液。作为(a)和(b)的质量比的(b)/(a)的值,从纤维的形成性和覆膜的紧贴性的观点考虑,优选为0.0025以上且1以下,更优选为0.0025以上且0.85以下。此外,在纤维形成性聚合物包含50质量%以上的水不溶性聚合物的情况下,作为成分(a)和成分(b)的质量比的(b)/(a)的值,从纤维的形成性和覆膜的紧贴性的观点考虑,优选为0.0025以上且0.3以下,更优选为0.0025以上且0.2以下。
液状组合物中的水的含量从进一步提高纤维形成性和覆膜的紧贴性的观点考虑,优选为0.2质量%以上且45质量%以下,更优选为0.3质量%以上且40质量%以下。此外,在纤维形成性聚合物包含水不溶性聚合物的情况下,液状组合物中的水的含量优选为0.2质量%以上且25质量%以下,更优选为0.3质量%以上且20质量%以下,进一步优选为0.35质量%以上且19质量%以下,更进一步优选为0.4质量%以上且18质量%以下。
与挥发性物质一起使用的纤维形成性聚合物通常是能够溶解于挥发性物质的物质。在此,溶解是指在20℃下处于分散状态,其分散状态在目测时为均匀的状态,优选在目测时为透明或半透明的状态。
作为纤维形成性聚合物,根据挥发性物质的性质来使用适当的聚合物。具体而言,纤维形成性聚合物被大致划分为水溶性聚合物和水不溶性聚合物。在本说明书中“水溶性聚合物”是指具有如下性质的物质:在1个大气压、23℃的环境下,秤量1g的聚合物后,将其浸渍于10g的离子交换水中,经过24小时后,浸渍的聚合物的0.5g以上溶解于水中。另一方面,在本说明书中“水不溶性聚合物”是指具有如下性质的物质:在1个大气压、23℃的环境下,秤量1g的聚合物后,将其浸渍于10g的离子交换水,在经过24小时后,超过0.5g的浸渍的聚合物不溶解。
作为水溶性的纤维形成性聚合物,例如能够举出普鲁兰多糖、透明质酸、硫酸软骨素、聚-γ-谷氨酸、改性玉米淀粉、β-葡聚糖、低聚葡萄糖、肝素、硫酸角质素等粘多糖、纤维素、果胶、木聚糖、壳聚糖、木质素、葡甘露聚糖、半乳糖醛酸、亚麻紫车前籽胶、罗望子种子胶、阿拉伯胶、黄蓍胶、大豆水溶性多糖、海藻酸、卡拉胶、昆布多糖、琼脂(琼脂糖)、岩藻多糖、甲基纤维素、羟丙基纤维素、羟丙基甲基纤维素等天然高分子、部分皂化聚乙烯醇(不与交联剂并用的情况)、低皂化聚乙烯醇、聚乙烯吡咯烷酮(PVP)、聚氧化乙烯、聚丙烯酸钠、水溶性尼龙等水溶性聚酰胺树脂、水溶性聚氨酯树脂等合成高分子等。能够单独使用或组合选自这些水溶性聚合物的1种或2种以上来使用。从容易制造覆膜的观点考虑,这些水溶性聚合物中优选使用普鲁兰多糖、以及部分皂化聚乙烯醇、低皂化聚乙烯醇、聚乙烯吡咯烷酮、壳聚糖、水溶性聚酰胺树脂、水溶性聚氨酯树脂、以及聚氧化乙烯等合成高分子。在作为水溶性聚合物使用聚氧化乙烯的情况下,其数均分子量优选为5万以上且300万以下,更优选为10万以上且250万以下。
另一方面,作为水不溶性的纤维形成性聚合物,例如能够举出在纤维形成后能够进行不溶化处理的完全皂化聚乙烯醇、通过与交联剂并用而在纤维形成后能够进行交联处理的部分皂化聚乙烯醇、聚(N-丙酰基亚乙基亚胺)接枝-二甲基硅氧烷/γ-氨基丙基甲基硅氧烷共聚物等噁唑啉改性硅酮、聚乙烯醇缩乙醛二乙氨基乙酸酯、玉米醇溶蛋白(玉米蛋白质的主要成分)、聚酯、聚乳酸(PLA)、聚丙烯腈树脂、聚甲基丙烯酸树脂等丙烯酸树脂、聚苯乙烯树脂、聚乙烯醇缩丁醛树脂、聚对苯二甲酸乙二醇酯树脂、聚对苯二甲酸丁二醇酯树脂、聚氨酯树脂、聚酰胺树脂、聚酰亚胺树脂、聚酰胺酰亚胺树脂等。在本发明中,能够组合使用选自这些水不溶性聚合物中的1种或2种以上。这些水不溶性聚合物中,优选使用在纤维形成后能够进行不溶化处理的完全皂化聚乙烯醇、通过与交联剂并用而在纤维形成后能够进行交联处理的部分皂化聚乙烯醇、聚乙烯醇缩丁醛树脂、聚甲基丙烯酸树脂、聚乙烯醇缩乙醛二乙氨基乙酸酯、聚(N-丙酰基亚乙基亚胺)接枝-二甲基硅氧烷/γ-氨基丙基甲基硅氧烷共聚物等噁唑啉改性硅酮、聚氨酯树脂、聚酰胺树脂、聚乳酸、玉米醇溶蛋白等。
液状组合物中的挥发性物质的含量优选为50质量%以上且95质量%以下,更优选为55质量%以上且94质量%以下,进一步优选为60质量%以上且93质量%以下,更进一步优选为65质量%以上且92质量%以下。通过以该比例在液状组合物中调配挥发性,在进行静电喷射法处理时,能够使液状组合物充分挥发。
另一方面,液状组合物中的纤维形成性聚合物的含量优选为2质量%以上且35质量%以下,更优选为3质量%以上且30质量%以下,进一步优选为5质量%以上且25质量%以下。通过以该比例在液状组合物中调配纤维形成性聚合物,能够顺利地形成作为目标的覆膜。
在通过本实施方式的装置1形成纤维的堆积物时,该纤维的粗细度以圆当量直径表示时,优选为10nm以上,进一步优选为50nm以上。另外,优选为3000nm以下,进一步优选为1000nm以下。纤维的粗细度(纤度)例如通过扫描型电子显微镜(SEM)观察,将纤维放大成10000倍而进行观察,从其二维图像排除缺陷(纤维的结块、纤维的交叉部分、液滴),选出任意10根纤维,画出与纤维的长度方向正交的线,直接读取纤维径,从而进行测量。
上述的纤维在制造的原理上来说是无限长的连续纤维,但优选具有纤维的粗细度的100倍以上的长度。在本说明书中,将具有纤维的粗细度的100倍以上的长度的纤维定义为“连续纤维”。通过本实施方式的装置1制造出的覆膜优选为由连续纤维的堆积物构成的多孔性的不连续覆膜。该方式的覆膜作为集合体以1个片的方式进行处理,且具有非常柔软的特性,即使对其施加剪切力,也不易撕开。
在使用本实施方式的装置1形成覆膜时,喷嘴16与适用部位之间的距离也依赖于施加于喷嘴16的电压,但从顺利地形成覆膜的观点考虑,优选为10mm以上,更优选为20mm以上,进一步优选为40mm以上,进一步优选为60mm以上。另外,喷嘴16与适用部位之间的距离优选为300mm以下,更优选为250mm以下,进一步优选为200mm以下,更进一步优选为150mm以下。更具体而言,喷嘴16与适用部位之间的距离优选为10mm以上且300mm以下,更优选为20mm以上且250mm以下,进一步优选为40mm以上且200mm以下,更进一步优选为60mm以上且150mm以下。喷嘴与适用部位之间的距离能够通过通常使用的非接触式传感器等进行测量。
无论通过本实施方式的装置1形成的覆膜是否为多孔性的覆膜,覆膜的克重以每1m2皮肤换算,优选为0.05g/m2以上,更优选为0.1g/m2以上,进一步优选为1g/m2以上。另外,优选为50g/m2以下,更优选为40g/m2以下,进一步优选为30g/m2以下,进一步优选为25g/m2以下,更进一步优选为20g/m2以下。例如,覆膜的克重以每1m2皮肤换算,优选为0.05g/m2以上且50g/m2以下,更优选为0.1g/m2以上且40g/m2以下,进一步优选为0.1g/m2以上且30g/m2以下,更优选为0.1g/m2以上且25g/m2以下,进一步优选为1g/m2以上且20g/m2以下。通过将覆膜的克重如此设定,能够有效地防止因覆膜过度变厚而引起该覆膜的剥离。
以上,基于优选的实施方式对本发明进行了说明,但本发明不限定于上述实施方式。例如在上述的各实施方式中。静电喷射部P1为手持式的部件,但也可以将静电喷射部P1设置为大型的固定式静电喷射部,以代替手持式的静电喷射部。
实施例
以下,通过实施例对本发明进行更详细的说明。但是,本发明的范围不限定于该实施例。在没有特别说明的情况下,“%”是指“质量%”。
〔实施例1〕
(1)准备液状组合物
准备包含88%的99.5%乙醇(水0.5%)、包含12%的聚乙烯醇缩丁醛的液状组合物。作为聚乙烯醇缩丁醛,使用积水化学工业株式会社制造的S-LEC B BM-1(商品名)。
(2)准备覆膜的制造装置
准备图1所示的结构的装置。空腔部22的容积为72cm3(减去管路17的容积而得的值),由空气流产生部21产生的空气流的流量为750cm3/min。构成空腔部22的筒状体25为圆筒状,其直径为32mm,横截面积Q1为8.04cm2。另外,上述的横截面积Q2为7.1cm2(平均直径30mm),Q3为11.3cm2。设置8个圆形的空气喷出口24,沿着空气流的方向的23a的长度均设定为6mm。上述的喷出口面积率为6.2%。
(3)形成由纤维的堆积物构成的覆膜
将来自喷嘴16的液状组合物的排出量设定为0.12g/min,将来自空气喷出口24的空气的喷出量设定为750cm3/min,将施加于电极20的电压设定为10kV。在该条件下通过电纺丝法在由聚甲醛构成的捕集板的一面上形成由纤维的堆积物构成的覆膜、喷嘴16的前端16a与捕集板的距离设定为100mm。实施电纺丝法时的周围环境设为30℃、70%RH。
〔实施例2~4以及比较例1和2〕
将来自空气喷出口24的空气的喷出量和周围环境设为以下的表1所示的值。除这些以外,与实施例1同样地形成由纤维的堆积物构成的覆膜。
〔评价〕
关于在实施例和比较例中得到的覆膜,目测观察其状态,按以下的基准进行评价。将其结果示于表1。
<覆膜的评价基准>
A:与皮肤的紧贴性高且形成良好的覆膜。
B:覆膜的形成不稳定,覆膜附着到皮肤存在不均匀。
C:产生返回到制造装置的纤维,且在未干燥的状态下堆积于皮肤,产生液滴。
[表1]

根据表1所示的结果可知,在各实施例中得到的覆膜与捕集板的紧贴性良好,且不均匀很少。与此不同,在比较例中得到的覆膜受到周围环境的影响,紧贴性差,且不均匀的情况较多。
工业上的可利用性
如上所详述的,根据本发明,能够容易地形成由纤维的堆积物构成的覆膜。根据本发明,例如,即使在不容易控制环境为一定温度及一定湿度的环境下,也能够容易地形成均匀的覆膜。
Claims (19)
1.一种覆膜的制造装置,其将包含纤维形成性聚合物的液状组合物直接静电喷射于对象物的表面,用于在该表面形成由包含纤维的堆积物构成的覆膜,所述制造装置的特征在于:
所述制造装置包括具有壳体的静电喷射部,
在所述壳体内具有:
用于排出所述液状组合物的喷嘴;
对通过所述喷嘴内的所述液状组合物施加电压的电极;
位于比所述喷嘴靠后方的位置的空气流产生部;
空腔部,其位于所述喷嘴与所述空气流产生部之间,且与该空气流产生部邻接;和
空气喷出口,其位于所述喷嘴的周围,且使通过了所述空腔部的空气流喷出,
所述壳体构成为人能够用手抓持。
2.根据权利要求1所述的制造装置,其特征在于:
所述空腔部与所述空气喷出口邻接。
3.根据权利要求1或2所述的制造装置,其特征在于:
通过使由所述空气流产生部产生的空气流的容积V(cm3)相对于流量F(cm3/min)的比即V/F(min)的值为0.001min以上且0.5min以下,所述空腔部具有空气流的暂时蓄积作用。
4.根据权利要求1~3中任一项所述的制造装置,其特征在于:
沿着所述液状组合物的排出方向观察所述静电喷射部时,所述喷嘴的前端位于该静电喷射部的最靠端部的位置。
5.根据权利要求1~4中任一项所述的制造装置,其特征在于:
所述壳体具有包含使所述液状组合物经由电极到达喷嘴的前端的液状组合物流路的管路,
所述管路的一部分存在于所述空腔部。
6.根据权利要求5所述的制造装置,其特征在于:
所述管路的外周被所述空腔部的空间包围,并且所述空腔部还位于比该管路靠后方的位置。
7.根据权利要求1~6中任一项所述的制造装置,其特征在于:
在所述空气流的方向上的所述空气喷出口的长度为10mm以下。
8.根据权利要求1~7中任一项所述的制造装置,其特征在于:
所述壳体是人能够用一只手抓持的尺寸和/或形状。
9.根据权利要求1~7中任一项所述的制造装置,其特征在于:
所述壳体具有人能够用一只手抓持的把手。
10.根据权利要求1~9中任一项所述的制造装置,其特征在于:
所述液状组合物的排出量调整为0.01g/min以上且2g/min以下,且来自所述空气喷出口的空气流的喷出量调整为100cm3/min以上且50000cm3/min以下。
11.根据权利要求1~10中任一项所述的制造装置,其特征在于:
利用所述电极对所述液状组合物施加的电压为1kV以上且40kV以下。
12.根据权利要求1~11中任一项所述的制造装置,其特征在于:
还具有与所述静电喷射部分体的固定式收纳部,
所述固定式收纳部具有:
能够收纳所述液状组合物的收纳部;
将所述液状组合物供给到所述喷嘴的送液部;和
对所述电极施加电压的电源,
所述静电喷射部和所述固定式收纳部通过输送所述液状组合物的管路和将所述电极与所述电源电连接的电线连结。
13.根据权利要求1~12中任一项所述的制造装置,其特征在于:
具有单个的所述空腔部。
14.根据权利要求1~13中任一项所述的制造装置,其特征在于:
所述空腔部的容积为10cm3以上且1000cm3以下。
15.根据权利要求1~14中任一项所述的制造装置,其特征在于:
所述静电喷射部包括电纺丝装置。
16.根据权利要求1~15中任一项所述的制造装置,其特征在于:
与由所述空气流产生部产生的空气流的方向正交的方向上的所述空腔部的外缘的横截面中的、除了与该空气流产生部邻接的位置以外的位置处的横截面的面积的平均值Q2相对于与该空气流产生部邻接的位置处的横截面的面积Q1的比例即Q2/Q1的值为70%以上且120%以下。
17.根据权利要求1~16中任一项所述的制造装置,其特征在于:
将与由所述空气流产生部产生的空气流的方向正交的方向上的该空气流产生部的横截面的面积的平均值设为Q3,
将与由所述空气流产生部产生的空气流的方向正交的方向上的所述空腔部的外缘的横截面中的、与该空气流产生部邻接的位置处的横截面的面积设为Q1时,
Q3/Q1的值为80%以上且170%以下。
18.根据权利要求1~17中任一项所述的制造装置,其特征在于:
所述空气喷出口的面积的总和相对于与由所述空气流产生部产生的空气流的方向正交的方向上的所述空腔部的外缘的横截面中的、与所述空气流产生部邻接的位置处的横截面的面积Q1的比率为1.5%以上且70%以下。
19.一种覆膜的制造方法,其特征在于:
使用权利要求1~18中任一项所述的覆膜的制造装置,一边从空气喷出口喷出空气流,一边将包含纤维形成性聚合物的液状组合物直接静电喷射于对象物的表面,在该表面形成由包含纤维的堆积物构成的覆膜。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018188681 | 2018-10-03 | ||
| JP2018-188681 | 2018-10-03 | ||
| PCT/JP2019/039078 WO2020071474A1 (ja) | 2018-10-03 | 2019-10-03 | 被膜の製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112601848A true CN112601848A (zh) | 2021-04-02 |
Family
ID=70055242
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201980055334.XA Withdrawn CN112601848A (zh) | 2018-10-03 | 2019-10-03 | 覆膜的制造装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20210178412A1 (zh) |
| EP (1) | EP3862468A1 (zh) |
| JP (1) | JP6882409B2 (zh) |
| CN (1) | CN112601848A (zh) |
| WO (1) | WO2020071474A1 (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6967567B2 (ja) * | 2018-10-17 | 2021-11-17 | 花王株式会社 | 静電紡糸装置 |
| CN111992346A (zh) * | 2020-09-18 | 2020-11-27 | 士商(上海)机械有限公司 | 喷雾器 |
| EP4388150A1 (en) * | 2021-08-19 | 2024-06-26 | Corryn Biotechnologies Limited | Fluid ionising device |
| CN113699688A (zh) * | 2021-10-15 | 2021-11-26 | 杭州俊为科技有限责任公司 | 一种手持式的纳米薄膜的制备设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1379656A (zh) * | 1999-08-18 | 2002-11-13 | 宝洁公司 | 从护肤组合物得到的不连续膜 |
| CN1754482A (zh) * | 2004-09-27 | 2006-04-05 | 松下电工株式会社 | 静电雾化吹风机及静电雾化装置 |
| CN101960057A (zh) * | 2008-03-12 | 2011-01-26 | 松下电器产业株式会社 | 纤维制造方法、纤维制造设备和质子交换膜燃料电池 |
| CN204738056U (zh) * | 2015-04-29 | 2015-11-04 | 青岛新智源健康科技有限公司 | 一种便携式静电纺丝设备 |
| US20160287227A1 (en) * | 2015-04-01 | 2016-10-06 | Covidien Lp | Electrospinning device and method for applying polymer to tissue |
| CN108251897A (zh) * | 2018-03-16 | 2018-07-06 | 北京化工大学 | 一种手持式熔体静电纺丝制备装置及使用方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE473082T1 (de) | 2001-03-20 | 2010-07-15 | Nicast Ltd | Tragbare elektrospinnvorrichtung |
| JP5027554B2 (ja) * | 2007-04-27 | 2012-09-19 | 公立大学法人首都大学東京 | 1軸または多軸配向ナノファイバー集積体の製造方法及び製造装置 |
| JP5948370B2 (ja) * | 2013-08-08 | 2016-07-06 | 花王株式会社 | ナノファイバ製造装置、ナノファイバの製造方法及びナノファイバ成型体 |
| CN206457563U (zh) * | 2017-01-18 | 2017-09-01 | 青岛中科凯尔科技有限公司 | 一种新型便携式静电纺丝装置 |
-
2019
- 2019-10-02 JP JP2019182543A patent/JP6882409B2/ja active Active
- 2019-10-03 US US17/268,797 patent/US20210178412A1/en not_active Abandoned
- 2019-10-03 EP EP19869486.1A patent/EP3862468A1/en not_active Withdrawn
- 2019-10-03 CN CN201980055334.XA patent/CN112601848A/zh not_active Withdrawn
- 2019-10-03 WO PCT/JP2019/039078 patent/WO2020071474A1/ja unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1379656A (zh) * | 1999-08-18 | 2002-11-13 | 宝洁公司 | 从护肤组合物得到的不连续膜 |
| CN1754482A (zh) * | 2004-09-27 | 2006-04-05 | 松下电工株式会社 | 静电雾化吹风机及静电雾化装置 |
| CN101960057A (zh) * | 2008-03-12 | 2011-01-26 | 松下电器产业株式会社 | 纤维制造方法、纤维制造设备和质子交换膜燃料电池 |
| US20160287227A1 (en) * | 2015-04-01 | 2016-10-06 | Covidien Lp | Electrospinning device and method for applying polymer to tissue |
| CN204738056U (zh) * | 2015-04-29 | 2015-11-04 | 青岛新智源健康科技有限公司 | 一种便携式静电纺丝设备 |
| CN108251897A (zh) * | 2018-03-16 | 2018-07-06 | 北京化工大学 | 一种手持式熔体静电纺丝制备装置及使用方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210178412A1 (en) | 2021-06-17 |
| EP3862468A1 (en) | 2021-08-11 |
| JP2020056147A (ja) | 2020-04-09 |
| JP6882409B2 (ja) | 2021-06-02 |
| WO2020071474A1 (ja) | 2020-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112601848A (zh) | 覆膜的制造装置 | |
| CN105431577B (zh) | 纳米纤维制造装置、纳米纤维的制造方法和纳米纤维成型体 | |
| US10639203B2 (en) | Portable electrospinning device | |
| CN111343876B (zh) | 用于生成液体气溶胶的系统 | |
| JP4077035B2 (ja) | 材料を形成する方法 | |
| US7592277B2 (en) | Nanofiber mats and production methods thereof | |
| JP5706413B2 (ja) | 荷電流体液滴を生成するための装具及び方法 | |
| CN117512786A (zh) | 便携式手持电纺丝装置 | |
| JP2021504589A (ja) | 電界紡糸装置、電界紡糸システム、及び電界紡糸方法 | |
| AU2004220079A1 (en) | Apparatuses and methods for electrostatically processing polymer formulations | |
| HU217222B (hu) | Inhalálókészülék és azzal ellátott adagolókészülék | |
| WO2007069381A1 (ja) | 静電噴霧装置及び静電噴霧方法 | |
| WO2009122669A1 (ja) | ナノファイバ製造装置、ナノファイバ製造方法 | |
| JP2017031517A (ja) | 電界紡糸装置 | |
| KR20170027775A (ko) | 나노파이버 제조 방법 및 장치 | |
| JP6315685B2 (ja) | 電界紡糸装置及びそれを備えたナノファイバ製造装置 | |
| WO2010059127A1 (en) | A portable electrospinning apparatus | |
| US20120295097A1 (en) | Apparatus, methods and fluid compositions for electrostatically-driven solvent ejection or particle formation, and absorbant products made using same | |
| CN112673126B (zh) | 静电纺丝装置 | |
| JP7099814B2 (ja) | 電界紡糸装置及びこれを用いた電界紡糸方法 | |
| NL2010830C2 (en) | Method and device for depositing a material on a target and medical device obstainable therewith. | |
| US20240216933A1 (en) | Fluid ionising device | |
| JP2023173495A (ja) | 静電噴出装置 | |
| JP2022116976A (ja) | 静電紡糸装置 | |
| JP4837698B2 (ja) | ナノファイバ製造装置、ナノファイバ製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20210402 |
|
| WW01 | Invention patent application withdrawn after publication |