CN112524104B - 一种板材拉伸机的液压系统和控制方法以及板材拉伸机 - Google Patents
一种板材拉伸机的液压系统和控制方法以及板材拉伸机 Download PDFInfo
- Publication number
- CN112524104B CN112524104B CN202011396559.2A CN202011396559A CN112524104B CN 112524104 B CN112524104 B CN 112524104B CN 202011396559 A CN202011396559 A CN 202011396559A CN 112524104 B CN112524104 B CN 112524104B
- Authority
- CN
- China
- Prior art keywords
- logic valve
- valve
- stretching
- oil
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B11/00—Servomotor systems without provision for follow-up action; Circuits therefor
- F15B11/02—Systems essentially incorporating special features for controlling the speed or actuating force of an output member
- F15B11/028—Systems essentially incorporating special features for controlling the speed or actuating force of an output member for controlling the actuating force
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B11/00—Servomotor systems without provision for follow-up action; Circuits therefor
- F15B11/16—Servomotor systems without provision for follow-up action; Circuits therefor with two or more servomotors
- F15B11/22—Synchronisation of the movement of two or more servomotors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B13/00—Details of servomotor systems ; Valves for servomotor systems
- F15B13/02—Fluid distribution or supply devices characterised by their adaptation to the control of servomotors
- F15B13/024—Pressure relief valves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B13/00—Details of servomotor systems ; Valves for servomotor systems
- F15B13/02—Fluid distribution or supply devices characterised by their adaptation to the control of servomotors
- F15B13/06—Fluid distribution or supply devices characterised by their adaptation to the control of servomotors for use with two or more servomotors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B2211/00—Circuits for servomotor systems
- F15B2211/50—Pressure control
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B2211/00—Circuits for servomotor systems
- F15B2211/70—Output members, e.g. hydraulic motors or cylinders or control therefor
- F15B2211/71—Multiple output members, e.g. multiple hydraulic motors or cylinders
- F15B2211/7142—Multiple output members, e.g. multiple hydraulic motors or cylinders the output members being arranged in multiple groups
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B2211/00—Circuits for servomotor systems
- F15B2211/70—Output members, e.g. hydraulic motors or cylinders or control therefor
- F15B2211/76—Control of force or torque of the output member
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B2211/00—Circuits for servomotor systems
- F15B2211/70—Output members, e.g. hydraulic motors or cylinders or control therefor
- F15B2211/78—Control of multiple output members
- F15B2211/782—Concurrent control, e.g. synchronisation of two or more actuators
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Fluid-Pressure Circuits (AREA)
Abstract
本发明属于板材拉伸机技术领域,具体提供了一种板材拉伸机的液压系统和控制方法以及板材拉伸机,该系统包括第一逻辑阀、第二逻辑阀、第三逻辑阀、第四逻辑阀、比例溢流逻辑阀、比例溢流阀、溢流阀、卸荷逻辑阀、换向阀、I侧拉伸缸、II侧拉伸缸、I侧操作缸和II侧操作缸。本发明解决了现有技术中没有一种既能实现不同拉伸工况下两侧负载压力设定相同又能保证低故障率且卸荷平稳的多缸同步加载卸荷液压系统的问题。本发明实现同步加载和精确设定两侧拉伸力,拉伸结束后实现平稳卸荷,具有高效节能、性能可靠、故障率以及成本低的特点。
Description
技术领域
本发明属于板材拉伸机技术领域,具体涉及一种板材拉伸机的液压系统和控制方法以及板材拉伸机。
背景技术
大型板材拉伸机主要用于铝及铝合金板材的预拉伸,按照一定的拉伸率消除铝及铝合金板材应力。目前国内大型板材拉伸机的拉伸头均由两套主拉伸缸装置组成,对称布置在拉伸头两侧,用于板材的拉伸和拉伸夹头的空载移动。在拉伸过程中,当拉伸夹头的两侧拉伸缸偏载超出设定工作压力或者拉伸结束后两侧其它的多缸卸荷不一致时,出现系统压力波动较大,设备异响和扭动前行以及管道振动等一系列问题,严重时导致板材裂开、拉伸率过大和回缩率不稳定等现象,严重影响板材质量。
常规的解决方案是在两侧拉伸缸回路中分别并联设置电磁比例溢流阀,基本上能满足使用要求,但是由于两个比例阀特性有差异,在给定相同信号时不能保证两侧设定压力完全一致,且两侧溢流阀需频繁工作导致系统发热量大;同时,在拉伸结束后,由于两侧拉伸缸的卸荷压力曲线不一致,板材带动拉伸夹头回退时出现不同步动作导致设备出现严重抖动现象;再者,在大吨位厚板拉伸时多采用主拉伸缸和操作缸联合拉伸,为保证两侧总拉伸力接近一致,需要在两侧操作缸控制回路中分别并联设置电磁比例溢流阀,成本较高且电气控制也较复杂。鉴于上述在主拉伸缸拉伸和联合拉伸时,主拉伸缸和操作缸同步加载和卸荷控制系统均有不足之处,迫切需要一种既能实现不同拉伸工况下两侧负载压力设定相同又能保证低故障率且卸荷平稳的多缸同步加载卸荷液压系统。
发明内容
本发明提供的一种板材拉伸机的液压系统和控制方法以及板材拉伸机目的一是克服现有技术中没有一种既能实现不同拉伸工况下两侧负载压力设定相同又能保证低故障率且卸荷平稳的多缸同步加载卸荷液压系统的问题。
为此,本发明提供了一种板材拉伸机的液压系统,包括第一逻辑阀、第二逻辑阀、第三逻辑阀、第四逻辑阀、比例溢流逻辑阀、比例溢流阀、I侧拉伸缸、II侧拉伸缸、I侧操作缸和II侧操作缸,I侧拉伸缸的油口连接第一逻辑阀的进油口,第一逻辑阀的出油口并联连接比例溢流逻辑阀的进油口和比例溢流阀的进油口;I侧操作缸的拉伸腔油口连接第三逻辑阀的进油口,第三逻辑阀的出油口并联连接比例溢流逻辑阀的进油口和比例溢流阀的进油口;II侧拉伸缸的油口连接第二逻辑阀的进油口,第二逻辑阀的出油口并联连接比例溢流逻辑阀的进油口和比例溢流阀的进油口;II侧操作缸的拉伸腔油口连接第四逻辑阀的进油口,第四逻辑阀的出油口并联连接比例溢流逻辑阀的进油口和比例溢流阀的进油口;第一逻辑阀的出油口并联连接第二逻辑阀的出油口、第三逻辑阀的出油口和第四逻辑阀的出油口;比例溢流逻辑阀的出油口连接主回油口,比例溢流阀的进油口并联连接比例溢流逻辑阀的进油口和控制油口,比例溢流阀的出油口连接主泄油管。
作为板材拉伸机的液压系统的优选技术方案,还包括溢流阀,溢流阀的进油口并联连接比例溢流逻辑阀的进油口和控制油口,溢流阀的出油口连接主泄油管。
作为板材拉伸机的液压系统的优选技术方案,还包括卸荷逻辑阀,卸荷逻辑阀的进油口并联连接第一逻辑阀的出油口、第二逻辑阀的出油口、第三逻辑阀的出油口、第四逻辑阀的出油口,卸荷逻辑阀的出油口连接主回油口。
作为板材拉伸机的液压系统的优选技术方案,还包括换向阀,换向阀的进油口连接卸荷逻辑阀的进油口,换向阀的出油口连接卸荷逻辑阀的控制油口,换向阀的回油口连接主泄油管。
作为板材拉伸机的液压系统的优选技术方案,所述I侧拉伸缸、II侧拉伸缸、I侧操作缸和II侧操作缸上均连接有位移传感器。
作为板材拉伸机的液压系统的优选技术方案,所述第一逻辑阀的出油口连接第一逻辑阀的控制油口、第二逻辑阀的出油口连接第二逻辑阀的控制油口、第三逻辑阀的出油口连接第三逻辑阀的控制油口,第四逻辑阀的出油口连接第四逻辑阀的控制油口。
作为板材拉伸机的液压系统的优选技术方案,所述第一逻辑阀、第二逻辑阀、第三逻辑阀、第四逻辑阀均为单向插装逻辑阀。
一种如上任意方案所述的板材拉伸机的液压系统的控制方法,包括如下步骤:
在I侧拉伸缸和II侧拉伸缸拉伸工况下,根据不同规格不同合金的板材,设定比例溢流阀的给定信号,第一逻辑阀和第二逻辑阀配合使用致使I侧拉伸缸和II侧拉伸缸负载对称分布;拉伸结束后,I侧拉伸缸和II侧拉伸缸同步卸荷;
在I侧操作缸和II侧操作缸拉伸工况下,根据不同规格不同合金的板材,设定比例溢流阀的给定信号,第三逻辑阀和第四逻辑阀配合使用致使I侧操作缸和II侧操作缸负载对称分布;拉伸结束后,I侧操作缸和II侧操作缸同步卸荷;
在联合拉伸工况下,根据不同规格不同合金的板材,设定比例溢流阀的给定信号,第一逻辑阀、第二逻辑阀、第三逻辑阀、第四逻辑阀配合使用致使I侧拉伸缸、II侧拉伸缸、I侧操作缸和II侧操作缸同时拉伸;拉伸结束后,I侧拉伸缸、II侧拉伸缸、I侧操作缸和II侧操作缸同步卸荷。
一种板材拉伸机,包括如上任意方案中所述的液压系统。
本发明的有益效果:本发明提供的这种板材拉伸机的液压系统和控制方法以及板材拉伸机,两侧拉伸缸和操作缸(I侧拉伸缸、II侧拉伸缸、I侧操作缸和II侧操作缸)工作时主油路通过一个比例溢流阀实现同步加载和精确设定两侧拉伸力,拉伸结束后实现平稳卸荷,由比例溢流阀和比例溢流逻辑阀组成的板材拉伸机的液压系统具有冲击小、控制精准等优点;与传统多个比例溢流阀组成比例卸荷回路相比,本发明的单个比例溢流阀组成的板材拉伸机的液压系统具有高效节能、性能可靠、故障率以及成本低等优点。
附图说明
以下将结合附图对本发明做进一步详细说明。
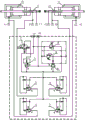
图1是板材拉伸机的液压系统的原理示意图。
附图标记说明:1、第一逻辑阀;2、第二逻辑阀;3、第三逻辑阀;4、第四逻辑阀;5、卸荷逻辑阀;6、比例溢流逻辑阀;7、换向阀;8、溢流阀;9、比例溢流阀;10、I侧拉伸缸;11、II侧拉伸缸;12、I侧操作缸;13、II侧操作缸。
具体实施方式
实施例1:
如图1所示,一种板材拉伸机的液压系统,包括第一逻辑阀1、第二逻辑阀2、第三逻辑阀3、第四逻辑阀4、比例溢流逻辑阀6、比例溢流阀9、I侧拉伸缸10、II侧拉伸缸11、I侧操作缸12和II侧操作缸13,I侧拉伸缸10的油口连接第一逻辑阀1的进油口,第一逻辑阀1的出油口并联连接比例溢流逻辑阀6的进油口和比例溢流阀9的进油口;I侧操作缸12的拉伸腔油口连接第三逻辑阀3的进油口,第三逻辑阀3的出油口并联连接比例溢流逻辑阀6的进油口和比例溢流阀9的进油口;II侧拉伸缸11的油口连接第二逻辑阀2的进油口,第二逻辑阀2的出油口并联连接比例溢流逻辑阀6的进油口和比例溢流阀9的进油口;II侧操作缸13的拉伸腔油口连接第四逻辑阀4的进油口,第四逻辑阀4的出油口并联连接比例溢流逻辑阀6的进油口和比例溢流阀9的进油口;第一逻辑阀1的出油口并联连接第二逻辑阀2的出油口、第三逻辑阀3的出油口和第四逻辑阀4的出油口;比例溢流逻辑阀6的出油口连接主回油口,比例溢流阀9的进油口并联连接比例溢流逻辑阀6的进油口和控制油口,比例溢流阀9的出油口连接主泄油管。
两侧拉伸缸和操作缸(I侧拉伸缸10、II侧拉伸缸11、I侧操作缸12和II侧操作缸13)工作时主油路仅需通过一个比例溢流阀9实现同步加载和精确设定两侧拉伸力,拉伸结束后实现平稳卸荷,由比例溢流阀9和比例溢流逻辑阀6组成的板材拉伸机的液压系统具有冲击小、控制精准的优点;与传统多个比例溢流阀组成比例卸荷回路相比,本发明的单个比例溢流阀组成的板材拉伸机的液压系统结构简单,具有高效节能、性能可靠、故障率低以及成本低的优点,解决目前国内大型板材拉伸机系统成本高、效率低,以及在不同拉伸工况下同步设定负载工作压力和卸荷压力时两侧压力不一致的问题。
实施例2:
在实施例1的基础上,还包括溢流阀8,溢流阀8的进油口并联连接比例溢流逻辑阀6的进油口和控制油口,溢流阀8的出油口连接主泄油管。当管路出现超压时,溢流阀8对管路进行溢流保护,提高液压系统的稳定性和安全性。
进一步的,还包括卸荷逻辑阀5,卸荷逻辑阀5的进油口并联连接第一逻辑阀1的出油口、第二逻辑阀2的出油口、第三逻辑阀3的出油口、第四逻辑阀4的出油口,卸荷逻辑阀5的出油口连接主回油口。在比例溢流阀9出现故障或两侧拉伸缸和操作缸(I侧拉伸缸10、II侧拉伸缸11、I侧操作缸12、II侧操作缸13)压力卸荷到低压工况时,也可通过卸荷逻辑阀5实现两侧拉伸缸和操作缸快速平稳卸荷。
进一步的,还包括换向阀7,换向阀7的进油口连接卸荷逻辑阀5的进油口,换向阀7的出油口连接卸荷逻辑阀5的控制油口,换向阀7的回油口连接主泄油管。比例溢流阀9出现故障和两侧拉伸缸检修时,换向阀7用来控制卸荷逻辑阀5实现快速卸荷到零压,实现两侧拉伸缸安全返回和检修。
进一步的,所述换向阀7为电磁换向阀。电磁换向阀动作准确、自动化程度高、工作稳定可靠。
进一步的,所述I侧拉伸缸10、II侧拉伸缸11、I侧操作缸12和II侧操作缸13上均连接有位移传感器。位移传感器可在拉伸缸和操作缸拉伸时进行精确定位,进而确保比例溢流阀9的设定信号更加准确,自动化和精确度高。
进一步的,所述第一逻辑阀1的出油口连接第一逻辑阀1的控制油口、第二逻辑阀2的出油口连接第二逻辑阀2的控制油口、第三逻辑阀3的出油口连接第三逻辑阀3的控制油口,第四逻辑阀4的出油口连接第四逻辑阀4的控制油口。该连接方式保证在I侧拉伸缸10和II侧拉伸缸11拉伸工况下,拉伸结束后精确实现I侧拉伸缸10和II侧拉伸缸11同步卸荷;在I侧操作缸12和II侧操作缸13拉伸工况下,拉伸结束后精确实现I侧操作缸12和II侧操作缸13同步卸荷;在联合拉伸工况下,拉伸结束后精确实现I侧拉伸缸10、II侧拉伸缸11、I侧操作缸12和II侧操作缸13同步卸荷。
进一步的,所述第一逻辑阀1、第二逻辑阀2、第三逻辑阀3、第四逻辑阀4均为单向插装逻辑阀。确保管内油沿指定方向流动,防止油回流,提高工作效率及使用安全性。对于驱动不同规格拉伸机的拉伸缸和操作缸,只要更换成与流量相匹配通径的逻辑阀即可,对不同规格板材和不同工况都可通过比例溢流阀实现平稳卸荷,控制系统适应性强。
实施例3:
在实施例2的基础上,一种板材拉伸机的液压系统的控制方法,包括如下步骤:
在I侧拉伸缸10和II侧拉伸缸11拉伸工况下,根据不同规格不同合金的板材,设定比例溢流阀9的给定信号,第一逻辑阀1和第二逻辑阀2配合使用致使I侧拉伸缸10和II侧拉伸缸11负载对称分布;拉伸结束后,I侧拉伸缸10和II侧拉伸缸11同步卸荷;
在I侧操作缸12和II侧操作缸13拉伸工况下,根据不同规格不同合金的板材,设定比例溢流阀9的给定信号,第三逻辑阀3和第四逻辑阀4配合使用致使I侧操作缸12和II侧操作缸13负载对称分布;拉伸结束后,I侧操作缸12和II侧操作缸13同步卸荷;
在联合拉伸工况下,根据不同规格不同合金的板材,设定比例溢流阀9的给定信号,第一逻辑阀1、第二逻辑阀2、第三逻辑阀3、第四逻辑阀4配合使用致使I侧拉伸缸10、II侧拉伸缸11、I侧操作缸12和II侧操作缸13同时拉伸;拉伸结束后,I侧拉伸缸10、II侧拉伸缸11、I侧操作缸12和II侧操作缸13同步卸荷。
进一步的,设有位移传感器的I侧拉伸缸10主油路、II侧拉伸缸11主油路在两侧拉伸缸(I侧拉伸缸10和II侧拉伸缸11)工作时,通过伺服变量泵实现初步同步,通过补油高频响伺服阀实现拉伸缸高精度同步拉伸;通过计算机(所述计算机为现有控制技术,在此不对计算的控制技术做详细介绍,本发明的给比例溢流阀9的设定给定信号均可通过计算机进行设定)设定比例溢流阀9的工作压力,任意一侧拉伸缸的偏载超压通过比例溢流阀9卸荷,保证两侧拉伸缸的高频响伺服阀进出口阀压降稳定,实现精准补油;当两侧拉伸缸位移传感器检测出两侧拉伸缸的位置差时,阀控补偿控制回路(所述阀控补偿控制回路为现有技术,在此不对其具体回路做详细介绍)自动选择对其中输出位移少的一侧拉伸缸对应的高频响伺服阀进行补油控制,将两侧拉伸缸的位置控制在设定值之内,实现两侧拉伸缸的精确同步;当一侧拉伸缸的高频响伺服阀补油时,另一侧拉伸缸的高频响伺服阀停止工作;拉伸结束后,通过计算机给定比例溢流阀9斜坡曲线,两侧拉伸缸通过逻辑回路同步平稳卸荷,所述逻辑回路为第一逻辑阀1、第二逻辑阀2、第三逻辑阀3、第四逻辑阀4,任意一侧压力高于比例设定压力的逻辑阀打开同时,其他三个逻辑阀出口控制高压油压死盖板,实现两侧拉伸缸和操作缸平稳同步卸荷。
实施例4:
在实施例3的基础上,一种板材拉伸机的液压系统,I侧拉伸缸10的油口A1连接第一逻辑阀1的进油口A,第一逻辑阀1的出油口B并联连接卸荷逻辑阀5的进油口A、比例溢流逻辑阀6的进油口A、溢流阀8的进油口和比例溢流阀9的进油口;I侧操作缸12的拉伸腔油口B1连接第三逻辑阀3的进油口A,第三逻辑阀3的出油口B并联连接卸荷逻辑阀5的进油口A、比例溢流逻辑阀6的进油口A、溢流阀8的进油口和比例溢流阀9的进油口;II侧拉伸缸11的油口A2连接第二逻辑阀2的进油口A,第二逻辑阀2的出油口B并联连接卸荷逻辑阀5的进油口A、比例溢流逻辑阀6的进油口A、溢流阀8的进油口和比例溢流阀9的进油口;II侧操作缸13的拉伸腔油口B2连接第四逻辑阀4的进油口A,第四逻辑阀4的出油口B并联连接卸荷逻辑阀5的进油口A、比例溢流逻辑阀6的进油口A、溢流阀8的进油口和比例溢流阀9的进油口;第一逻辑阀1的出油口B并联连接第三逻辑阀3的出油口B和第四逻辑阀4的出油口B,第二逻辑阀2的出油口B并联连接第三逻辑阀3的出油口B和第四逻辑阀4的出油口B;第一逻辑阀1的出油口B连接第一逻辑阀1的控制油口、第二逻辑阀2的出油口B连接第二逻辑阀2的控制油口、第三逻辑阀3的出油口B连接第三逻辑阀3的控制油口,第四逻辑阀4的出油口B连接第四逻辑阀4的控制油口;比例溢流逻辑阀6的出油口B和卸荷逻辑阀5的出油口B并联连接主回油口T0,比例溢流阀9的进油口和溢流阀8的进油口并联连接比例溢流逻辑阀6的控制油口,换向阀7的进油口P连接卸荷逻辑阀5的进油口A,换向阀7的出油口A连接卸荷逻辑阀5的控制油口,换向阀7的回油口T、溢流阀8的出油口和比例溢流阀9的出油口并联连接主泄油管L0。
在I侧拉伸缸10、II侧拉伸缸11、I侧操作缸12和II侧操作缸13拉伸或卸荷工作开始时,主油路通过给定比例溢流阀9不同信号可以实现I侧拉伸缸10和II侧拉伸缸11同步加载和卸荷,以及实现I侧操作缸12和II侧操作缸13同步加载和卸荷,在联合拉伸工况时,主油路通过给定比例溢流阀9不同信号可以实现两侧拉伸缸和操作缸对称同步加载和卸荷,两侧拉伸缸和操作缸出现超压时快速定压溢流保护,拉伸结束后精确实现两侧拉伸缸和操作缸同步卸荷;I侧操作缸12的返程腔C1保证I侧拉伸缸10回程,II侧操作缸13的返程腔C2保证II侧拉伸缸11回程。
实施例5:
一种板材拉伸机,包括上述方案中所述的板材拉伸机的液压系统。
本发明的描述中,需要理解的是,若有术语“进油口”、“出油口”、等指示的方位或位置关系为基于附图所示的方位或位置关系,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制。
以上例举仅仅是对本发明的举例说明,并不构成对本发明的保护范围的限制,凡是与本发明相同或相似的设计均属于本发明的保护范围之内。
Claims (8)
1.一种板材拉伸机的液压系统,其特征在于:包括第一逻辑阀(1)、第二逻辑阀(2)、第三逻辑阀(3)、第四逻辑阀(4)、比例溢流逻辑阀(6)、比例溢流阀(9)、I侧拉伸缸(10)、II侧拉伸缸(11)、I侧操作缸(12)和II侧操作缸(13),I侧拉伸缸(10)的油口连接第一逻辑阀(1)的进油口,第一逻辑阀(1)的出油口并联连接比例溢流逻辑阀(6)的进油口和比例溢流阀(9)的进油口;I侧操作缸(12)的拉伸腔油口连接第三逻辑阀(3)的进油口,第三逻辑阀(3)的出油口并联连接比例溢流逻辑阀(6)的进油口和比例溢流阀(9)的进油口;II侧拉伸缸(11)的油口连接第二逻辑阀(2)的进油口,第二逻辑阀(2)的出油口并联连接比例溢流逻辑阀(6)的进油口和比例溢流阀(9)的进油口;II侧操作缸(13)的拉伸腔油口连接第四逻辑阀(4)的进油口,第四逻辑阀(4)的出油口并联连接比例溢流逻辑阀(6)的进油口和比例溢流阀(9)的进油口;第一逻辑阀(1)的出油口并联连接第二逻辑阀(2)的出油口、第三逻辑阀(3)的出油口和第四逻辑阀(4)的出油口;比例溢流逻辑阀(6)的出油口连接主回油口,比例溢流阀(9)的进油口并联连接比例溢流逻辑阀(6)的进油口和控制油口,比例溢流阀(9)的出油口连接主泄油管;所述第一逻辑阀(1)的出油口连接第一逻辑阀(1)的控制油口、第二逻辑阀(2)的出油口连接第二逻辑阀(2)的控制油口、第三逻辑阀(3)的出油口连接第三逻辑阀(3)的控制油口,第四逻辑阀(4)的出油口连接第四逻辑阀(4)的控制油口。
2.如权利要求1所述的板材拉伸机的液压系统,其特征在于:还包括溢流阀(8),溢流阀(8)的进油口并联连接比例溢流逻辑阀(6)的进油口和控制油口,溢流阀(8)的出油口连接主泄油管。
3.如权利要求2所述的板材拉伸机的液压系统,其特征在于:还包括卸荷逻辑阀(5),卸荷逻辑阀(5)的进油口并联连接第一逻辑阀(1)的出油口、第二逻辑阀(2)的出油口、第三逻辑阀(3)的出油口、第四逻辑阀(4)的出油口,卸荷逻辑阀(5)的出油口连接主回油口。
4.如权利要求3所述的板材拉伸机的液压系统,其特征在于:还包括换向阀(7),换向阀(7)的进油口连接卸荷逻辑阀(5)的进油口,换向阀(7)的出油口连接卸荷逻辑阀(5)的控制油口,换向阀(7)的回油口连接主泄油管。
5.如权利要求4所述的板材拉伸机的液压系统,其特征在于:所述I侧拉伸缸(10)、II侧拉伸缸(11)、I侧操作缸(12)和II侧操作缸(13)上均连接有位移传感器。
6.如权利要求1所述的板材拉伸机的液压系统,其特征在于:所述第一逻辑阀(1)、第二逻辑阀(2)、第三逻辑阀(3)、第四逻辑阀(4)均为单向插装逻辑阀。
7.一种如权利要求1-6中任意一项所述的板材拉伸机的液压系统的控制方法,其特征在于:包括如下步骤:
在I侧拉伸缸(10)和II侧拉伸缸(11)拉伸工况下,根据不同规格不同合金的板材,设定比例溢流阀(9)的给定信号,第一逻辑阀(1)和第二逻辑阀(2)配合使用致使I侧拉伸缸(10)和II侧拉伸缸(11)负载对称分布;拉伸结束后,I侧拉伸缸(10)和II侧拉伸缸(11)同步卸荷;
在I侧操作缸(12)和II侧操作缸(13)拉伸工况下,根据不同规格不同合金的板材,设定比例溢流阀(9)的给定信号,第三逻辑阀(3)和第四逻辑阀(4)配合使用致使I侧操作缸(12)和II侧操作缸(13)负载对称分布;拉伸结束后,I侧操作缸(12)和II侧操作缸(13)同步卸荷;
在联合拉伸工况下,根据不同规格不同合金的板材,设定比例溢流阀(9)的给定信号,第一逻辑阀(1)、第二逻辑阀(2)、第三逻辑阀(3)、第四逻辑阀(4)配合使用致使I侧拉伸缸(10)、II侧拉伸缸(11)、I侧操作缸(12)和II侧操作缸(13)同时拉伸;拉伸结束后,I侧拉伸缸(10)、II侧拉伸缸(11)、I侧操作缸(12)和II侧操作缸(13)同步卸荷。
8.一种板材拉伸机,其特征在于,包括1-6中任意一项所述的液压系统。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011396559.2A CN112524104B (zh) | 2020-12-03 | 2020-12-03 | 一种板材拉伸机的液压系统和控制方法以及板材拉伸机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011396559.2A CN112524104B (zh) | 2020-12-03 | 2020-12-03 | 一种板材拉伸机的液压系统和控制方法以及板材拉伸机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112524104A CN112524104A (zh) | 2021-03-19 |
| CN112524104B true CN112524104B (zh) | 2021-11-19 |
Family
ID=74996792
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011396559.2A Active CN112524104B (zh) | 2020-12-03 | 2020-12-03 | 一种板材拉伸机的液压系统和控制方法以及板材拉伸机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112524104B (zh) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005026506B4 (de) * | 2005-06-09 | 2007-09-20 | Lindauer Dornier Gesellschaft Mit Beschränkter Haftung | Verfahren und Vorrichtung zum Steuern des Gleichlaufs von druckbeaufschlagbaren Kolben-Zylinder-Einheiten beim Anlegen einer Anpresswalze |
| CN101758642A (zh) * | 2009-11-19 | 2010-06-30 | 天津市天锻压力机有限公司 | 一种液压机下液压垫的四角调压装置 |
| CN103821784A (zh) * | 2012-11-19 | 2014-05-28 | 西安志越机电科技有限公司 | 平地机行走机构用单泵双马达开式液压系统 |
| CN204512027U (zh) * | 2015-02-06 | 2015-07-29 | 山海关船舶重工有限责任公司 | 一种用于同侧加载的船用液压缸维修测试的液压系统 |
| CN107165874A (zh) * | 2017-06-29 | 2017-09-15 | 中国重型机械研究院股份公司 | 一种板材拉伸机拉伸缸同步节能液压复合控制系统 |
-
2020
- 2020-12-03 CN CN202011396559.2A patent/CN112524104B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN112524104A (zh) | 2021-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105952713B (zh) | 一种液压缸试验系统及测试方法 | |
| CN106696341B (zh) | 一种液压机的被动式动态调平控制系统及其控制方法 | |
| CN107165874A (zh) | 一种板材拉伸机拉伸缸同步节能液压复合控制系统 | |
| JP2019507017A (ja) | 高速液圧鍛造プレス装置 | |
| CN104632794A (zh) | 直驱式液压启闭机电液伺服系统 | |
| CN216430089U (zh) | 一种基于可变流量和位移反馈的多油缸同步控制系统 | |
| CN115978020A (zh) | 一种基于独立负载口的压铸机压射液压系统 | |
| CN112524104B (zh) | 一种板材拉伸机的液压系统和控制方法以及板材拉伸机 | |
| CN114198348A (zh) | 超大吨位伺服泵控折弯机液压系统及其控制方法 | |
| CN211116877U (zh) | 一种一体式双向泵控高速双缸同步液压控制系统 | |
| CN210715382U (zh) | 油缸测试系统 | |
| CN102336030A (zh) | 一种液压机的滑块纠偏机构 | |
| CN204061380U (zh) | 直驱式容积控制液压系统 | |
| CN206874588U (zh) | 一种板材拉伸机拉伸缸同步节能液压复合控制系统 | |
| CN209510754U (zh) | 一种多油缸举升/下降同步数字液压控制系统 | |
| CN209937811U (zh) | 一种大型模锻液压机活动横梁倾斜纠偏系统 | |
| CN212712543U (zh) | 一种基于油液补偿的雷达天线举升同步驱动系统 | |
| CN114183415A (zh) | 一种高效的大负载压装机液压系统 | |
| CN114135528A (zh) | 复合多路阀及节能型复合动作控制塔机顶升液压系统 | |
| CN219345110U (zh) | 提升机构液压控制系统和提升系统 | |
| CN113027841A (zh) | 一种一体式双向泵控高速双缸同步液压控制系统 | |
| CN116793821B (zh) | 一种脉冲试验台 | |
| CN219605718U (zh) | 一种高压油缸测试系统 | |
| CN220539986U (zh) | 一种用于汽车稳定杆挤压成型的压机液压系统 | |
| CN205136241U (zh) | 一种被动容积同步装置的能量回收回路 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |